洁净钢炉外精炼与连铸用耐火材料及其发展
连铸技术的发展状况及高效连铸
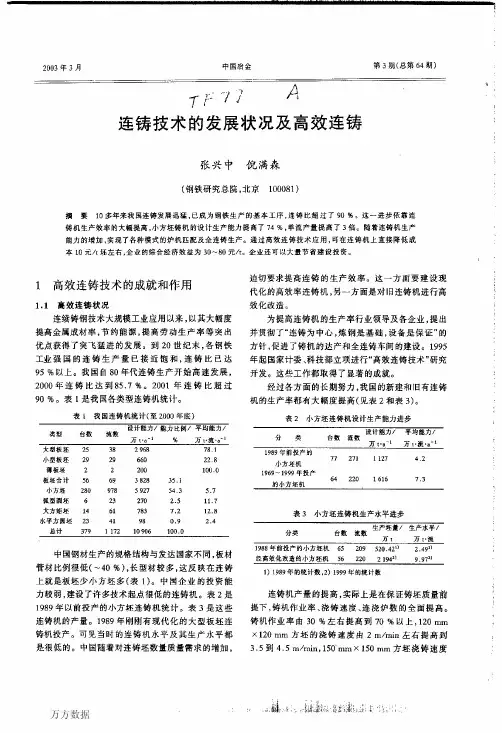
机作业率大大提高(≥80%)。
1.2高效连铸的主要作用
1.2.1
连铸坯产量大幅度提高
004
从1989年到2001年我国连铸坯产量由1
投资3~4亿元。
万t增加到12 000万t以上,连铸比由16.3%提高 到87.5%。如果只靠投资新建铸机,而没有连铸机 的高效化,新建和原有铸机都是那样的低生产率,要 想达到这样的总产量是不可想象的,无论资金投入、 场地占用等许多方面都是难以承受的。高教连铸技 术为钢铁行业的调整结构降低成本作出了贡献。 1.2.2 实现炼钢车间的炉机匹配 我国的转炉车间炉容从几吨到200 t都有小方坯 生产。由于小方坯铸机生产能力低,3台转炉配4、5 台甚至6台连铸机,匹配关系复杂混乱,工艺制度不 能保证。这反过来又影响了铸机生产和铸坯质量。 经过连铸机的高效化改造,设备可靠性增加,浇 铸速度提高,连铸机的台时产量大幅提高。实现了各 种模式的炉机匹配生产。如原3炉4、5机全连铸炼 钢车间只需要3台铸机.1炉对1机生产。原来炉容 较小的3炉2机加模铸的车间可实现3炉对2机的 全连铸生产。 炉机匹配后的最大好处全车间生产顺行,工艺制 度得以执行。钢水的温度、氧化性、到位时间都可保 证。这又促进了铸机生产的稳定、高速、优质。 1.2.3经济效益 实现高教连铸使各项技术指标提高,消耗下降, 铸坯质量改善,可使企业降低成本节省投资,获得很 大的经济效益。 连铸直接效盎首钢三炼钢厂统计,由于提高合 格坯收得率、节省备件费用、减少耐材消耗等可降低 连铸坯成本约7元/t。广钢转炉厂节省中间包材料 及提高铸坯收得率可降低连铸坯成本10元/t。 综合经济效益包括降低冶炼消耗、降低连铸成 本、提高综合成材率等,见表4。
450
mm,带厚度2.3~3.2
mm,拉速达35~70 m/rain,该生产线计划于2001年
炉外精炼的工艺技术发展终稿
炉外精炼的⼯艺技术发展终稿炉外精炼的⼯艺技术发展摘要随着科学技术的迅速发展,钢材性能和质量越来越被重视,钢材质量主要包括钢材的洁净度、均匀性能和⾼的精度。
⽽各种炉外精炼⽅式恰是获得⾼纯度、⾼均匀性和⾼精度钢材的重要措施。
本⽂⾸先论述了炉外精炼技术现状及发展趋势;其次,论述了炉外精炼⼯艺参数的优化;第三论述了低硫钢炉外精炼⽣产⼯艺,最后论述了在炉外精炼喂丝吹氩操作实践。
关键词:洁净度;均匀性;⾼精度;⼯艺参数优化;低硫钢;喂丝吹氩;摘要 (1)前⾔ (3)1 炉外精炼技术发展现状及发展趋势 (5)1.1炉外精炼发展现状 (5)1.2炉外精炼发展趋势 (6)2 炉外精炼⼯艺参数优化 (8)2.1AHF精炼设备组成 (8)2.1.1 AHF精炼装置的主要设备组成 (8)2.1.2 AHF精炼化学升温装置的主要设备 (9)2.2AHF精炼⼯艺参数优化 (9)2.2.1钢包顶渣的最佳渣量及排渣⼯艺 (9)2.2.2AHF浸渍罩尺⼨及插⼊深度控制 (10)2.2.3AHF升温设备及⼯艺参数 (10)2.2.4AHF钢⽔降温处理和成分调整 (11)2.3AHF精炼结果 (12)3 脱硫⼯艺技术发展 (14)3.1吹氩对脱硫的影响 (14)3.2钢包渣的组成控制 (15)3.3精炼渣的渣系 (17)3.4精炼渣化学成分对脱硫的影响 (19)4 炉外精炼的喂线、吹氩操作 (22)4.1喂线-吹氩⼯艺参数的确定 (22)4.2试验对⽐ (23)4.3⼩结 (23)结论 (24)参考⽂献 (25)致谢 (26)最近,随着时代的不断进步,炼钢炉容量不断扩⼤,超⾼功率电炉的普遍应⽤,直流电弧炉的出现,连续铸钢技术的迅速发展以及⽣产多种特殊钢和合⾦(超低碳不锈钢,超纯铁素体钢等)的需要,炼钢⽅法发⽣了巨⼤变化,由⼀步炼钢发展为两步炼钢,即炉内初炼和炉外精炼。
炉外精炼技术之所以有了较为迅猛的发展,是由于其能够提⾼钢质量和产量,降低成本,改善劳动条件等优点。
精选炉外精炼工艺
合成渣洗
根据要求将各种渣料配置成满足某种冶金功能 的合成炉渣;
通过在专门的炼渣炉中熔炼,出钢时钢液与炉 渣混合,实现脱硫及脱氧去夹杂功能;
不能去除钢中气体; 必须将原炉渣去除; 同炉渣洗、异炉渣洗。
真空处理
脱气的主要方法 提高真空度可将钢中C、H、O降低;
日本真空技术,真空度到1 torr; C<10ppm,H<1ppm,O<5ppm
3.3 VD/VOD 炉
VD 的功能仅是真空加搅拌, VOD 是Vacuum and stir and injection
oxygen; VD主要应用于轴承钢脱氧; VOD 主要用于不锈钢冶炼;
V D / VOD
VD工艺
以轴承钢冶炼为例
轴承钢最重要的性能指标是疲劳寿命。
影响轴承钢寿命的重要指标是钢中氧含量,钢 中[O]控制在10ppm为好。
3.5 CAS、CAS-OB精炼工 艺
工艺优点: • 钢液升温和精确控制钢水温度 • 促进夹杂物上浮,提高钢水纯净度 • 精确控制钢液成分,实现窄成分控制 • 均匀钢水成分和温度 • 与喂线配合,可进行夹杂物的变性处理 • 冶炼节奏快,适合转炉的冶炼节奏。
CAS和CAS-OB
O2
CAS-OB的冶炼效果
加热;升温速度5-6℃/min; 钢液成分:吹氧前后变化不大; 钢水洁净度:[O]基本不变,可降低
[N]含量。
3.6 喷粉工艺
效果最好投资及使用成本最低也是最不好掌握的 技术;可脱硫、脱磷、合金化、夹杂变性;
工艺参数: 喷枪插入深度;h=H(钢液深)-hc(喷入深); 喷吹压力:大于钢液、炉渣及大气压; 喷吹时间:喷粉设备及钢液容纳粉剂的能力; 供料速度:设备能力及钢液化学反应速度; 载气能力与粉气比。
连铸用耐火材料详细介绍
连铸用耐火材料详细介绍概述连铸是金属制造过程中常用的一种技术,用于连续生产高品质的金属铸锭或连续铸件。
在连铸过程中,耐火材料扮演着重要的角色,它能够承受高温和热冲击,并保持稳定的物理和化学性质。
本文将对连铸用耐火材料进行详细介绍。
类型连铸用耐火材料可分为两大类:综合性能耐火材料和专用性能耐火材料。
1. 综合性能耐火材料综合性能耐火材料具有广泛的适用性,用于各种金属的连铸过程。
它们通常由耐火粘土、耐火泥、耐火纤维和碳化硅等材料制成。
这些材料具有较好的抗温度变化能力和机械强度。
综合性能耐火材料可进一步分为以下几类: - 耐火砖:用于炉墙、保温罩和渣槽等部位,承受高温和侵蚀。
- 硅酸钙耐火材料:用于渗封材料,具有较好的温度稳定性和耐腐蚀性。
- 高温涂层材料:用于渣槽内壁,防止渣渗透和腐蚀。
- 陶瓷纤维:用于保温。
2. 专用性能耐火材料专用性能耐火材料是为满足特定连铸工艺需求而开发的材料,具有特殊的热力学和物理性质。
这些材料通常由高级氧化物、碳化物、氮化物和金属等化合物制成。
以下是一些常见的专用性能耐火材料: - 铝碳复合材料:具有高强度和耐腐蚀性,用于结晶器和漏斗等部位。
- 氮化硅材料:用于保护渣槽内壁,具有优异的耐腐蚀性和耐高温性能。
- ZrO2陶瓷材料:用于结晶器和渣槽等部位,具有较好的耐热性和耐腐蚀性。
性能要求连铸用耐火材料需满足一系列性能要求,以确保连续生产过程的稳定性和产品质量。
1. 抗高温能力连铸过程中的温度非常高,耐火材料必须能够承受高温环境中的热冲击和热应力。
2. 耐腐蚀性由于连铸过程中与金属液接触,耐火材料需要具有良好的耐腐蚀性,以防止金属液的侵蚀。
3. 抗渣侵蚀能力连铸过程中会产生一定的渣,渣对耐火材料的侵蚀也需要得到有效的抑制,以延长材料的使用寿命。
4. 优异的物理性质连铸用耐火材料还需要具备良好的强度、抗振动、热膨胀系数匹配等物理性质,以确保材料在高温环境下的稳定性。
炉外精炼与洁净钢技术

1、炉外精炼的内容脱氧、脱硫;去气、去除夹杂;调整钢液成分及温度。
2、炉外精炼的手段渣洗:最简单的精炼手段;真空:目前应用的高质量钢的精炼手段;搅拌:最基本的精炼手段;喷吹:将反应剂直接加入熔体的手段;调温:加热是调节温度的一项常用手段。
3、主要的精炼工艺LF(Ladle Furnace process);AOD(Argon-oxygen decaburizition process );VOD (Vacuum oxygen decrease process) ;RH (Ruhrstahl Heraeus process);CAS-OB( Composition adjustments by sealed argon -oxygen blowing process) ;喂线(Insert thread) ;钢包吹氩搅拌(Ladle argon stirring);喷粉( powder injection )。
LF炉LF炉指一种利用钢包对钢水进行炉外精炼的设备!!!LF炉(LADLE FURNACE)即钢包精炼炉,是钢铁生产中主要的炉外精炼设备。
它的主要任务是:①脱硫②温度调节③精确的成分微调④改善钢水纯净度⑤造渣在LF炉生产中建立过程控制计算机系统,主要用来解决以下问题:①实时接收生产计划,按照计划动态组织生产。
②按照炉次对LF炉生产进行实时的数据跟踪。
③通过冶金模型的计算,实现作业过程的优化,同时并向操作人员提供操作指导。
④向下工序提供LF炉作业数据。
⑤向工艺人员提供生产数据的历史追溯.LF炉一般指钢铁行业中的精炼炉。
实际就是电弧炉的一种特殊形式。
最常用的精炼方法;取代电炉还原期;解决了转炉冶炼优钢问题;具有加热及搅拌功能;脱氧、脱硫、合金化LF 精炼炉LF钢包精炼炉可供初炼炉(电炉、中频炉、AOD炉、转炉)钢水精炼、保温之用。
是满足优钢、特钢生产和连铸、连轧的重要冶金设备。
具有常压电弧加热、脱氧去气、吹氩搅拌、加料调整成分、测温、取样、脱磷脱硫等功能。
1.炉外精炼概述
2 创造良好的冶炼反应的热力学和 动力学条件。
通过各种加热精炼手段补偿精炼过程中的温度 损失,使得需要在高温下的脱硫等反应得以顺利进 行。 炼钢过程中的各种冶金反应,多数是在高温下 进行的多相反应,通常化学反应本身进行较快,而 反应物传递到反应界面和生成物脱离反应界面较慢, 成为限制冶金反应速率的因素。通过搅拌、喷吹等 手段提高浓度梯度,增大反应界面,使各种冶金反 应得以顺利进行。
五 炉外精炼的手段
目前炉外精炼的手段有渣洗、真空、搅拌、喷吹和加热 五种。采用一种或几种不同手段的不同组合,就形成了某 一种精炼方法。 1 渣洗:获得洁净钢液并能适当进行脱氧、脱硫和去除 夹杂物的最简便的精炼手段。它是将事先配好的合成渣倒 入钢包内,借出钢时钢流的冲击作用,使钢液与合成渣混 合,从而完成脱氧、脱硫和去除夹杂等精炼任务。 2 真空:将钢液置于真空室内,由于真空作用使反应向 生成气相方向移动,达到脱气、脱氧、脱碳等目的。 3 搅拌:通过搅拌扩大反应界面,加速反应物质的传递 过程,提高反应速度。分为吹气搅拌和电磁搅拌。 4 加热:调节钢液温度的一项重要手段,使炼钢与连铸 更好地衔接。分为电弧加热法和化学加热法。 5 喷吹:用气体作载体将反应剂加入金属液内的一种手 段。喷吹的冶金功能取决于精炼剂的各类,它能完成不同 程度的脱硫、脱氧、合金化和控制夹杂物形态等精炼任务。
钢水炉外精炼概述
一 炉外精炼的产生原因
1 普通炼钢炉(转炉、电炉)冶炼出来 的钢液难以满足对钢的质量(如钢的纯净度 等)越来越高的要求。 2 为了提高生产率,缩短冶炼时间,把 炼钢的一部分任务移到炉外完成。 3 连铸技术的发展,对钢液的成分、温 度和气体的含量等也提出了严格的要求。
二 炉外精炼的概念
3 炉外精炼在炼钢生产中的重要地 位和作用
连铸用耐火材料11972
连铸用耐火材料11972连铸用耐火材料 1。
概论连续铸钢是 20 世纪 60 年代发展起来的一种新型铸钢技术,它省掉了初轧工序,从钢水直接铸成钢坯,提高了金属收得率,降低生产成本,节约能源,铸坯质量好,机械化和自动化程度高。
连铸技术得到推广的一个重要标志是滑动水口的开发和应用,滑动水口的采用使连铸操作实现自动化。
我国自 80 年代开始推广应用滑动水口,到 2000 年底,我国连铸钢产量已达到 80%,有十余家钢厂已实现全连铸。
连铸技术的迅速发展使其相关的耐火材料在品种和质量上都得到相应的发展和提高,连铸用耐火材料的发展又对连铸生产和连铸钢坯质量产生重大影响。
特别是宝钢的建成投产对国内耐火材料的技术进步起到了巨大的推动作用,连铸用耐火材料无论从品种还是质量都取得了巨大的发展。
连铸用耐火材料是连铸机组中的重要部位,除具有一般耐火材料的特性外,还要求有净化化钢水、改善钢的质量、稳定钢水的温度和成分、控制和调节钢水流量等功能,因而被称为功能耐火材料。
连铸系统用耐火材料品种包括:(1)钢包耐火材料――钢包衬、永久衬、透气组件等;(2)中间包耐火材料――永久衬、涂料、绝热板、包盖等;(3)功能耐火材料――无氧化浇注用长水口、浸入式水口、整体塞棒、滑动水口;(4)钢水净化用陶瓷净化器、挡渣堰、碱性涂料和水平连铸用分离环、闸板等。
连铸用耐火材料要反复经受钢水的热冲击和钢水的冲刷、钢渣的侵蚀,因此耐火材料应具有较高的强度、较好的热震稳定性、良好的抗侵蚀性以及一些特殊的功能如透气性、净化钢水功能、调节流量、保护浇注等优良性能。
2。
钢包用耐火材料随着炼钢技术的发展,钢包不仅是储运钢水的容器,还承担着钢水处理和精炼的功能。
随着精炼的发展,钢水在钢包中停留时间延长,钢水温度增高,并伴有强烈的吹气搅拌、真空处理、电弧加热以及熔渣的侵蚀作用,对钢包用耐火材料提出了更高的要求: (1) 高温下能形成半熔融状态的致密层,并减少粘渣; (2) 使用过程中有一定的膨胀性,砖衬能形成一个整体,不开裂、不剥落;特别是包底不能因为收缩开裂造成脱落; (3) 钢包为间歇式作业,经受冷却――高温的反复热循环作用,砖必须有良好的抗热震性和抗剥落性;(4) 为保持钢水的洁净度,要求钢包有良好的抗侵蚀性,高温下耐火材料尽量少熔入钢水;(5)从经济角度出发,要求钢包衬有良好的施工性能且价格适当。
炉外精炼复习专用资料
炉外精炼复习炉外精练对耐火材料提出新的挑战:•强力搅拌•真空•高温•特殊性能熔渣•钢水洁净度:对成分和夹杂物的特殊要求炉外精炼出现和发展原因:电炉炼钢的不足(脱S,还原渣有较强的脱硫能力,但炉内渣钢接触面积太小,脱硫能力未充分利用;脱【H】在氧化期【H】降低到2.5-3ppm,在还原期又回升;脱【O】在还原期【O】≤80ppm,终脱氧后【O】≤30ppm,出钢过程回升100-200ppm;新技术不能充分发挥超高功率电弧炉的作用)转炉炼钢的不足(温度成分不均匀,脱【C】一般出钢[C]≥0.04%,很难将[C]控制在≤0.02%下出钢,脱【O】一般出钢[O]≥500ppm,出钢合金化后[O]≥100ppm;脱【S】脱硫率为30%左右;若铁水[S]≤0.03%,出钢[S]≤0.02%;若铁水[S]0.002-0.005%,出钢[S]0.004-0.008%;脱【P】脱磷率≥90%,终点[P]0.010-0.015%,出钢过程中回磷)炉外精炼的作用和地位:1 提高质量、扩大品种的主要手段2 优化冶金生产流程,提高生产效率,节能降耗、降低成本主要方法3 炼钢-炉外精炼-连铸-热装轧制工序衔接4 连铸工艺快速发展的需要炉外精炼的经济合理性:1提高初炼炉的生产率2 缩短生产周期3 降低产品成本4 产品质量稳定与提高炉外精炼的任务1 钢水成分和温度的均匀化2 精确控制钢水成分、温度 3 脱氧、脱硫、脱磷、脱碳 4 去除钢中气体(氢、氮)及夹杂物 5 夹杂物形态、成分控制炉外精炼:是将在传统工艺的常规炼钢炉中完成的精炼任务:去除杂质(包括不需要的元素、气体和夹杂)、成分和温度的调整和均匀化等任务,部分或全部地移到钢包或其他容器中进行。
因此,炉外精炼也称为二次精炼或钢包冶金。
炉外精炼分类:真空精炼法,非真空精炼法,渣洗精炼法炉外精炼采用的基本手段:1 渣洗2 真空3 搅拌4 加热5 喷吹渣洗:用合成渣来处理钢液。
渣洗工艺主要有:1)异炉渣洗;2)同炉渣洗;3)混合炼钢吹氩的一些方法:(1)钢包吹氩(2)SAB法,又称CAS法(3) CAB真空脱气的方法:(1)真空浇注,又称VC法(2) 真空室钢包脱气法(3)倒包法,又称SLD 法(4)出钢过程中的真空脱气,简称TD法(5)连铸在线真空脱气法(6)芬克尔法,在我国通常称为VD法(7)ISLD法(8)VSR法大吨位钢液的真空脱气方法:(1)DH法,我国又称提升脱气法或虹吸法。
耐火材料的现状和发展趋势
耐火材料的现状和发展趋势耐火材料是一类能够耐受高温和火焰侵蚀的材料,广泛应用于冶金、石化、建筑、电力等工业领域。
本文将从耐火材料的现状以及未来的发展趋势两个方面进行探讨。
目前,耐火材料在各个行业中的应用非常广泛。
在冶金行业中,它们被用于高炉、转炉、电炉、燃烧器等设备中,承受高温和化学腐蚀的侵蚀。
在石化行业中,耐火材料被用于石化炉、管道、储罐等设备,承受高温和酸碱侵蚀。
在建筑行业中,耐火材料广泛应用于高层建筑、隧道、桥梁等工程中,确保结构在火灾中能够达到一定的耐火性能。
然而,当前耐火材料面临一些挑战。
首先,传统的耐火材料存在能源消耗大、生产成本高等问题。
其次,传统耐火材料的耐火性能和使用寿命相对较低,需要经常更换和维修。
此外,传统材料中的一些成分可能对环境有害,对环境和人体健康产生一定的风险。
未来,耐火材料的发展趋势将主要体现在以下几个方面。
首先,随着科技的进步,新型耐火材料的研发和应用将得到进一步加强。
这些新材料具有更高的耐火性能、更好的热稳定性和更长的使用寿命。
例如,目前有一些新型陶瓷材料和纤维增强材料正在被广泛研究和应用。
其次,制造技术的提升也将推动耐火材料行业的发展。
例如,使用先进的成型技术和材料制备技术,可以提高耐火材料的制备效率和质量。
此外,渗透浸渍技术和涂覆技术的应用也能够增加材料的耐火性能和防护能力。
另外,智能化技术的应用也将给耐火材料行业带来新的机遇和挑战。
例如,通过传感器和控制系统的集成,可以实现对耐火材料性能的实时监测和管理,提高材料的安全性和可靠性。
最后,环保和可持续发展将成为未来耐火材料发展的重要方向。
研发环保型耐火材料,降低生产过程和使用过程中的环境污染,将是未来耐火材料行业的发展趋势之一总之,耐火材料在各个行业中扮演着重要的角色。
目前,传统耐火材料面临一些挑战,如能源消耗大、性能有限等。
然而,未来耐火材料的发展趋势将主要体现在新材料的研发和应用、制造技术的提升、智能化技术的应用以及环保和可持续发展等方面。
包钢一炼钢洁净钢生产技术开发
包钢一炼钢洁净钢生产技术开发Ξ陈爱梅,智建国,刘 平(包钢(集团)公司技术中心,内蒙古包头014010)摘 要:通过包钢一炼钢复吹转炉冶炼—LF 精炼—V D 真空处理—连铸工艺路线下生产重轨钢钢的氢、氧、氮控制水平研究,得出在稳定钢中w [H]、w [O]的基础上,主要是对钢中w [N]的控制,并提出了技术措施,结果重轨钢中w [N]同比降低10×10-6、w [H]+w [O]+w [N]≤60×10-6达90%以上。
关键词:洁净钢;生产技术;应用中图分类号:TF729 文献标识码:B 文章编号:1009-5438(2006)S O -0029-04Research on Pr oduction and Techno logy of Clean -steel in the FirstSteel -maki ng Plant of B aotou Steel Cor p.CHEN Ai -mei ,ZHI J ian -guo ,LIU Ping(T echnical C enter of Baotou Steel (G roup )Corp.,Baotou 014010,Nei Monggol ,China ) Abstra ct :S tudy ing of the level for [H]、[O]、[N]o f heavy rail steel by BOF -LF -V D -CC process in the First S teelmak 2ing P lant ,the paper indicates to mak e the conten t o f [H]and [O]stable and t o control the content o f [N]is a main techn olog y t o ensure the quality of the steel.It puts forw ard the corres pond ing technical measures that the content o f [N]is reduced 10×10-6,and w [H]+w [O ]+w [N]≤60×10-6is over 90%in heavy rail steel. K ey w or ds :clean -s teel ;production and techn olog y ;applicati on 在钢铁工业的发展中,人们一直致力于提高钢质量和降低钢成本的技术研究和技术创新,因为只有不断提高钢的质量才能适应和满足用户日益发展的要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
项 目 机压刚玉- 尖晶石砖 树脂结合 无机物结合 96. 5 97. 2 3. 26 8. 7 0. 10 0. 48 8. 0 87 72 103 23. 0 9. 6 33 3. 27 9. 2 0. 18 0. 56 2. 8 82 92 127 12. 1 23. 1 35 刚玉- 尖晶石预制块 A厂 B厂 97. 1 3. 08 14 0. 05 0. 41 1. 4 54 62 82 9. 2 8. 7 9. 5 97. 7 3. 15 12 0. 03 0. 38 1. 7 69 78 109 10. 9 12. 8 28 加热永久 线变化 / % 抗折强度 / MPa 显气孔率 / %
w( Al2 O3 + MgO) / % 体积密度 / ( g·cm 显气孔率 / %
-3
)
加热永久 1 100 ℃ 3 h 线变化 / % 1 600 ℃ 3 h 高温抗折 强度 / MPa 1 400 ℃ 0. 5 h
220 ℃ 24 h 耐压 1 100 ℃ 3 h 强度 / MPa 1 600 ℃ 3 h 220 ℃ 24 h 抗折 1 100 ℃ 3 h 强度 / MPa 1 600 ℃ 3 h
[ 3 ]
表 2 钢包无碳预制块及配套产品性能 Table 2 Properties of carbon free ladle precast block and ancillary products
项 目 包底刚玉 包壁、 包 包底刚玉 高纯 质冲击块 底修补料 浇注料 铝镁火泥 ≥80. 0 ≥2. 90 ± 0. 5 ≥30. 0 ≥5. 0 ≥2. 0 ≥0. 5 ≥70. 0 ≥2. 60 ≥70. 0 ≥2. 80 ± 0. 1 ≥30. 0 ≥5. 0 ≥50. 0
热态抗折强度 / MPa 1 450 ℃ 3 h
刚玉- 尖晶石浇注料具有以下几个方面的优点: ①整体性好,使用寿命长; ② 不含碳、 高纯、 低氧化 硅、 低氧化铁杂质,可避免钢水增碳或对钢水的总氧 含量产生不利影响
[5 ]
; ③ 便于机械化、 自动化施工。
机压刚玉- 尖晶石砖提高了生产效率,并有较好 的使用效果,但同时也存在一些问题和不足,如: 机 压模具寿命较低, 抗热震性不好的问题更加突出。 因 此,提高机压刚玉- 尖晶石砖的使用效果至少要注意 如下 3 点: ①确保钢包有较快的周转速度; ② 大幅提 高模具寿命,尽可能采用液压成型; ③ 较大幅度地提 高其抗热震性能。 1. 1. 3 低碳镁碳砖 武 为了防止钢包渣线镁碳砖对钢水增碳 ,宝钢、 钢等钢厂先后开发出抗热震性能和抗侵蚀性能优良
[3 ]
0. 7 ~ 0. 9 mm· 次 , 与碳含量 14% ( w ) 的镁碳砖的 其性能如表 4 所示。 使用效果相当,
表 4 低碳镁碳砖的性能 Table 4 Properties of lowcarbon MgO- C bricks
项 化学组成( w) / % 目 MgO C 产品 1 > 90 <7 > 3. 10 <3 > 60 > 20 产品 2 > 90 <5 > 3. 10 <3 > 60 > 20
[3 ]
。这种产品在欧美、 东南亚地区应用较为
镁砂资源的紧缺和涨价以及不锈 普遍。随着矾土、 钢、 帘线钢等洁净钢的发展,国内使用不烧镁钙砖的 目前国内有少数几 企业在不断增多。最初依赖进口, 家企业开发成功。 国内开发的不烧镁钙砖和不烧镁 钙碳砖在武钢 100 t 钢包上使用,用于冶炼帘线钢、 重轨钢等,使用寿命可达 100 次左右, 成功替代了进 口产品,其理化指标如表 6 所示
项 目 w( Al2 O3 ) / % 抗折强度 / MPa 耐压强度 / MPa 加热永久线变化 / % 重烧永久线变化 / % 显气孔率 / % 110 ℃ 24 h 1 600 ℃ 3 h 110 ℃ 24 h 1 600 ℃ 3 h 1 600 ℃ 3 h 1 600 ℃ 3 h 110 ℃ 24 h 数 值 87. 59 9. 2 9. 5 54 82 0. 41 - 0. 06 12
2012 年 4 月 第 46 卷 第 2 期
81 ~ 86 , 95
洁净钢炉外精炼与连铸用耐火材料及其发展
洪学勤 李具中 易卫东 宋泽啟 雷中兴 易献勋
武汉钢铁集团耐火材料有限责任公司 摘 湖北武汉 430080
RH 精炼系统、 要: 简述了洁净钢炉外精炼与连铸用耐火材料的现状及发展方向,主要介绍了精炼钢包系统、
中间包系统用耐火材料的材质选择及技术进步,同时强调了耐火材料的管理及创新在洁净钢生产中的作用。 关键词: 洁净钢; 炉外精炼; 连铸; 管理创新; 耐火材料
中图分类号: TQ175. 71 文献标识码: A 文章编号: 1001 - 1935 ( 2012 ) 02 - 0081 - 06
世界各工业领域的发展与技术进步以及人们生 活水平的日益提高,对 钢 材 性 能 的 要 求 日 益 苛 刻。 洁净钢的市场需求量在不断增大,钢的洁净度要求 也越来越高
*
1963 年生, 洪学勤:男, 教授级高级工程师。 Email:hxq@ rcwisco. com 收稿日期:2011-07RACTORIES
81
耐火材料 / NAIHUO CAILIAO
问题与不足: ① 产品生产过程中, 人工成本高,生产 效率低; ②产品原料成本高; ③ 配套材料较多,需要 人工修补; ④抗热震性能有待进一步提高。 1. 1. 2 机压刚玉- 尖晶石砖 为了解决生产效率低下的问题,人们开发了一 该产品用于 90 t 种材质相当的机压刚玉 - 尖晶石砖, 精炼钢包,侵蚀速率 < 0. 6 mm · 次 ,取得了较好 的使用效果。机压刚玉 - 尖晶石砖与刚玉 - 尖晶石预 制块的性能比较如表 3 所示。
-1
2012 年第 46 卷
1. 1. 4
刚玉- 尖晶石浇注料
刚玉- 尖晶石浇注料是以高纯合成原料为基础的 低水泥或超低水泥结合高纯刚玉- 尖晶石浇注料。 最 初由日本开发并大量使用,国内以宝钢为代表率先 采用该 技 术,均 取 得 了 良 好 的 使 用 效 果。 宝 钢 在 300 t钢包使用达到 250 炉的水平。 该浇注料的性能 指标如表 5 所示。
表 6 不烧镁钙砖的理化性能 Table 6 Chemical compositions and physical properties of unfired MgO- CaO bricks
项 化学组成 ( w) / % 目 CaO MgO + CaO MG-30 33. 13 91. 8 82 3. 05 - 0. 5 MG-10 12. 3 93. 95 65. 0 3. 10 - 0. 2 MGT-10 MGT-10A 12. 7 89. 42 54 3. 05 - 0. 1 13. 3 91. 22 59 3. 07 - 0. 1
[4 ] 侵蚀速度为 的低碳镁碳砖应用于 300 t 钢包渣线 ,
同时, 也存在一些问题和不足, 如: 对烘烤条件要求 高; 如果钢包壳变形,则导致浇注层厚度不一,从而 影响寿命等。为了充分发挥该浇注料的优势, 节约材 料, 可能有如下两方面工作要做: ① 采取合适的措施, 尽可能减少钢包壳的变形; ②采取清渣补浇工艺。 1. 1. 5 不烧镁钙砖 不烧镁钙砖是由天然烧结白云石、 人工合成镁钙 砂等为原料,与无水结合剂混合后机压成型并热处 理所制得
。下面对精炼
RH 精炼系统和中间包系统逐一讨论。 钢包系统、
w( Al2 O3 ) / % 体积密度 / ( g·cm - 3 ) 加热永久 线变化 / % 110 ℃ 24 h 1 600 ℃ 3 h
耐压强度 / MPa 110 ℃ 24 h 抗折强度 / MPa 110 ℃ 24 h
钢包刚玉- 尖晶石预制块具有不含碳、 纯度高、 使 用寿命长的优点,目前正在宝钢、 武钢等推广用于洁 净钢冶炼,并取得良好效果。 但该产品也存在一些
[1 ]
钢包使用,寿命达 250 次。一种典型的刚玉 - 尖晶石 预制块的理化指标如表 1 所示。 与之配套使用的无 碳材料还有包底刚玉质冲击块、 包底刚玉浇注料、 包 包底修补料和高纯铝镁火泥等,其性能如 壁修补料、 表 2 所示。
表 1 刚玉- 尖晶石预制块的性能 Table 1 Properties of corudum- spinel precast block
82
NAIHUO CAILIAO / 耐火材料 2012 / 2
第2 期
洪学勤, 等: 洁净钢炉外精炼与连铸用耐火材料及其发展
2012 年 4 月
磷的效果,在铝镇静钢冶炼中能降低钢的总氧含量。 不烧镁钙砖最突出的问题和不足是易水化 ,因此,在 生产、 储运、 使用过程中都要严格按照合理制度执行 。
表 5 整体钢包浇注料性能指标 Table 5 Properties of ladle castables
项 体积密度 / ( g·cm - 3 ) 目 110 ℃ 24 h 1 000 ℃ 3 h 1 500 ℃ 3 h 110 ℃ 24 h 1 000 ℃ 3 h 1 500 ℃ 3 h 110 ℃ 24 h 1 000 ℃ 3 h 1 500 ℃ 3 h 1 000 ℃ 3 h 1 500 ℃ 3 h 包壁浇注料 3. 15 3. 10 3. 05 15 18 20 42 35 125 0 + 0. 55 6. 8 包底浇注料 3. 13 3. 10 3. 05 16 19 21 39. 5 29. 1 101. 8 0 + 0. 45 9. 1
[3 ]