1[1].钢坯加热的数值模拟
基于数值模拟的钢坯步进蓄热式加热炉的温度分布分析

基于数值模拟的钢坯步进蓄热式加热炉的温度分布分析钢材是现代工业中最常用的材料之一,其制备过程中的加热过程对于最终钢材的质量和性能至关重要。
钢坯步进蓄热式加热炉是一种常用的加热设备,通过数值模拟可以对其温度分布进行分析,以优化加热过程,提高钢材的加工质量。
首先,钢坯蓄热式加热炉的温度分布分析需要进行准确的数值模拟。
该模拟过程可以使用有限元方法,将加热炉内的空间划分为多个小单元,每个单元具有不同的初始温度和传热条件。
通过数值计算,可以得到每个单元在加热过程中的温度变化,进而得到整个加热炉内的温度分布情况。
在进行数值模拟之前,首先需要确定加热炉的几何结构和材料属性。
加热炉的几何结构包括炉体的尺寸、加热元件的位置和形状等。
材料属性包括炉体和加热元件的导热系数、比热容等。
这些参数的正确选择对于模拟结果的准确性至关重要。
通过数值模拟可以得到钢坯在加热炉内的温度分布情况。
由于钢材的热导率较高,其温度变化比较迅速。
在加热炉内,钢坯受到加热元件的热辐射和传导的作用,温度逐渐上升。
根据钢材的热传导性质和加热炉的热源布局,可以计算出每个位置的温度分布。
在温度分布的分析过程中,还需要考虑加热炉内的各种传热方式,如热辐射、对流传热和热传导等。
钢坯的形状以及与炉体和加热元件的接触情况也会对温度分布产生影响。
通过数值模拟,可以定量地分析这些因素对温度分布的影响,并进行相应的优化。
温度分布分析的结果对于钢材的加热过程进行优化至关重要。
通过合理调整加热炉中加热元件的位置和功率分布,可以实现钢材的均匀加热,并避免温度过高或过低的情况发生。
这样可以提高钢材的加工质量,避免不均匀加热导致的缺陷和变形。
此外,温度分布分析还可以帮助优化加热炉的能耗。
通过分析加热炉内不同位置的温度分布,可以调整加热元件的功率分配,以实现最佳的能耗效率。
这样不仅可以节约能源,还可以降低生产成本。
钢坯步进蓄热式加热炉的温度分布分析通过数值模拟方法可以实现。
根据加热炉的几何结构和材料属性,可以得到钢坯在加热过程中的温度变化。
CAE-加热炉内钢坯加热温度有限元模拟与在线测试

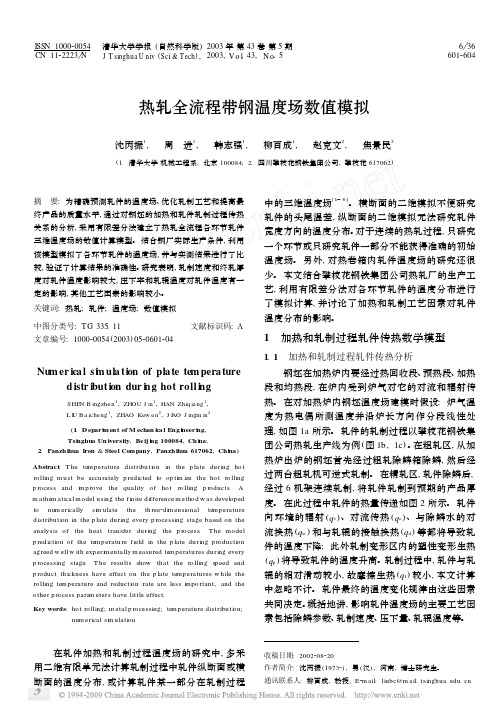
图8 加热炉内温度分布
Temperature,℃
1400 1300 1200 1100 1000 900 800 700 600 500 400 300 200 100
0 0
上表面温度 下表面温度 水印点温度 上部炉温 中心温度
30
60
90
120
150
180
210
240
Time,min
图9 钢坯加热温度在线测试结果
• 选 择 对 加 热 炉 内 的 钢 坯 ( 尺 寸 为 9970 mm×1055 mm×230mm)的加热过程进行了数值模拟。
数学模型
• 钢坯在加热炉内加热属于非稳态导热,涉及到传导、对 流和辐射。以钢坯为分析对象可建立钢坯加热数学模型。
• 控制方程:
cp
T t
2T K( x2
2T y2
2T z2 )
图8 加热段钢坯温度分布(入炉时间为150
图6 加热段钢坯温度分布(入炉时间为150分钟)
图9 均热段钢坯温度分布(入炉时间为240分钟,出炉)
图7 均热段钢坯温度分布(入炉时间为240分钟,出炉)
三 在线测试
实验方案与实验过程
• 实验选用钢坯含硅量为0.12~1.45%。 • 钢坯测温采用 “黑匣子”高温测试装置,钢坯的温度采用
二 有限元模拟
计算方法与对象
• 温度数值模拟的方法主要有:有限差分 法、有限元法和 边界元法。
• ANSYS软件是世界上著名的大型通用有限元软件,广 泛地应用于结构、机械、电子、电磁、热、流体流动等 工程学科和实际工业领域。
• ANSYS为用户提供了一百多种单元,具有强大的前后 处理,可以方便地进行网格剖分和后处理等值线、色块 的显示。在求解技术方面,利用载荷增量控制平衡迭代, 可以取得满意的求解结果。
步进梁式板坯加热炉数学模型及其仿真系统
2.4 炉膛热平衡数学模型
钢坯在加热炉内的运行方向依次为:预热段、加热段、热炉炉膛热平衡数学模型,可计算出加热炉各段
在最优炉温制度下的燃料供给量和加热炉的总燃耗及其废
气温度和空气预热温度等主要热工参数。
B j (Qdw + LnCkTya + C f Tyf − VnCyt f ,i ) =
1 仿真系统的结构设计
在加热炉的设计领域中,由于设计依据大多源于手册上 提供的实验数据或工程经验的总结,所以对设计方案缺少详 细、细致的研究过程;在加热炉控制策略研究中,众多的控 制策略都只是针对某种特定情况的工程实践,存在着通用性 差的缺点。通过对加热炉系统的建模与仿真,借助于计算机
收稿日期:2006-05-09
λ(t)
∂t ∂x
=
qs
(5)
y = 0,
λ(t)
∂t ∂x
=
ql
(6)
y = D,
λ(t)
∂t ∂x
=
qu
(7)
qu
= αg
* (Tg
− Tu ) + σ0
* ΦCF
*[( Tg )4 100
− ( Tu )4 ] 100
(8)
qL
=
αg
* (Tg
− TL )
+σ0
* ΦCF
*[( Tg )4 100
引 言1
步进梁式加热炉是现代冶金企业热轧车间生产工序中 重要的加热设备,也是该环节中能耗最大的设备。目前在加 热炉上所展开的工作主要是设计和控制两个方面。步进梁式 加热炉炉型设计理念、方案比较成熟,在设计时着重考虑的 是轧线实际情况和钢坯的工艺要求,近年来加热炉新的设计 方向主要有蓄热式[1]、数字化[2]等。加热炉控制的功能是根 据钢坯的入炉参数、生产状况和工艺指标,通过控制炉温, 空气燃料流量和空燃比,空气燃料压力,烟气残氧浓度以及 炉膛压力,尽可能地降低能耗,减少氧化烧损,使钢坯在炉 中均匀受热,出炉时达到工艺要求的轧制温度[3]。在加热炉 的控制领域涌现了广泛的研究成果,可分为经典控制方法 (PID控制)[4]、现代控制方法(极大值、极小值原理[5,6])、模糊 控制方法[7,8]、人工神经网络方法[9]等。
轧钢加热炉厚板坯加热工艺的数值模拟

( S h o u g a n g R e s e a r c h I n s t i t u t e o f T e c h n o l o g y )
A b s t r a c t A n uБайду номын сангаасme i r c a l s i mu l a t i o n p r o g r a m wa s d e v e l o p e d o n t h e h e a v y s l a b r e h e a t i n g p r o c e s s i n t h e
加热炉是轧钢生产线上的重要设备 ,板坯 的 加热质量是板坯轧制关键性因素之一 ,控制板坯 的加热质量对于提高轧制板材的质量具有重要意 义 。由于加热及工况条件 的复杂性 ,目前仍然没
有 较好 方法 对板 坯温 度进 行 直接 检测 ,一 般均 通
格 ,导致 此类 板坯 加热 温度 与模 型 预报 温度 偏 差 较 大 ,给 轧 钢 生 产 线 的 正 常 生 产 带 来 困 难 。 为
w a l k i n g b e a m f u r n a c e i n r o l l i n g p r a c t i c e .T h e e q u i v a l e n t r a d i a t i o n c o e ic f i e n t s i n t h e r e h e a t t r a n s f e r mo d e l w e r e r e c t i f i e d b y t h e b l a c k - b o x e x p e i r me n t l a d a t a ,w h i c h i mp r o v e d t h e p r e c i s i o n o f h e a v y s l a b r e h e a t i n g c lc a u l a t i o n .Ac c o r d i n g t o t h e mo d e l i n g r e s u l t s f o r t h i c k n e s s o f 2 5 0 mm a n d 4 0 0 mm h e a y v s l a b s u n d e r t h e r o l l i n g r h y t h m o f 1 8 p i e c e s p e r h o u r ,t h e r e h e a t i n g u n i f o r mi t y o f 4 0 0 mm h e a y v s l a b c o u l d b e e n s u r e d b y i n c r e a s i n g r e h e a t i n g t i me t o l o n g e r t h a n 3 6 0 mi n u t e s ,a n d he t mi x e d c h a r g i n g s c h e d u l e o f t h i n a n d t h i c k s l a b s s h o u l d b e o p t i mi z e d i n o r d e r n o t t o i n l f u e n c e t h e r o l l i n g r h y t h m a n d
热轧全流程带钢温度场数值模拟
ISSN 100020054CN 1122223 N 清华大学学报(自然科学版)J T singhua U niv (Sci &Tech ),2003年第43卷第5期2003,V o l .43,N o .56 366012604热轧全流程带钢温度场数值模拟沈丙振1, 周 进1, 韩志强1, 柳百成1, 赵克文2, 焦景民2(1.清华大学机械工程系,北京100084;2.四川攀枝花钢铁集团公司,攀枝花617062)收稿日期:2002208220作者简介:沈丙振(19732),男(汉),河南,博士研究生。
通讯联系人:柳百成,教授,E 2m ail :liubc @m ail.tsinghua .edu .cn 摘 要:为精确预测轧件的温度场、优化轧制工艺和提高最终产品的质量水平,通过对钢坯的加热和轧件轧制过程传热关系的分析,采用有限差分法建立了热轧全流程各环节轧件三维温度场的数值计算模型。
结合钢厂实际生产条件,利用该模型模拟了各环节轧件的温度场,并与实测结果进行了比较,验证了计算结果的准确性。
研究表明,轧制速度和终轧厚度对轧件温度影响较大,压下率和轧辊温度对轧件温度有一定的影响,其他工艺因素的影响较小。
关键词:热轧;轧件;温度场;数值模拟中图分类号:T G 335.11文献标识码:A文章编号:100020054(2003)0520601204Nu m er ica l si m ula tion of pla te tem pera tured istr ibution dur i ng hot rolli ngSHEN B ingzhe n 1,ZH OU J in 1,HAN Zhiq ia ng 1,L I U B a iche ng 1,ZHAO Kew en 2,J I A O J ingm in 2(1.D epart men t of M echan ical Eng i neer i ng ,Tsi nghua Un iversity ,Be ij i ng 100084,Chi na ;2.Panzh ihua Iron &Steel Co mpany ,Panzhihua 617062,Chi na )Abstract :T he temperature distributi on in the p late during ho t ro lling m ust be accurately p redicted to op ti m ize the ho t ro lling p rocess and i m p rove the quality of ho t ro lling p roducts .Am athem atical model using the finite difference m ethod w as developedtonum ericallysi m ulatetheth ree 2di m ensi onaltemperature distributi on in the p late during every p rocessing stage based on the analysis of the heat transfer during the p rocess .T he modelp redicti on of the temperature field in the p late during p roducti on agreed w ell w ith experi m entally m easured temperatures during every p rocessing stage .T he results show that the ro lling speed andp roduct th ickness have effect on the p late temperatures w hile the ro lling temperature and reducti on rate are less i m po rtant,and the o ther p rocess param eters have little effect .Key words :ho t ro lling;m etal p rocessing;temperature distributi on;num erical si m ulati on 在轧件加热和轧制过程温度场的研究中,多采用二维有限单元法计算轧制过程中轧件纵断面或横断面的温度分布,或计算轧件某一部分在轧制过程中的三维温度场[1~6]。
H型钢坯加热炉加热过程数学模型建模方法
H型钢坯加热炉加热过程数学模型建模方法引言在钢铁生产过程中,钢坯的加热过程是非常重要的一步。
H型钢坯作为一种重要的结构钢材,在加热过程中的温度控制对最终产品的质量和性能有着重要影响。
为了实现更有效的温度控制,数学模型的建立在工程实践中发挥着关键作用。
本文将介绍H型钢坯加热炉加热过程数学模型的建模方法。
一、加热过程的基本原理H型钢坯在加热过程中的温度变化受多种因素的影响,包括初始温度、环境温度、加热炉工艺参数(如加热功率、加热时间等)、传热方式等。
其中,传热方式可以分为传导、对流和辐射传热。
1. 传导传热H型钢坯在加热过程中,与加热炉炉墙和其他钢坯之间通过接触面进行热传导。
传导传热的速度与接触面积、接触面温度差、导热系数等有关。
2. 对流传热在加热炉内,空气对钢坯进行对流传热。
对流传热的速度与气流速度、空气密度、炉内温度差等有关。
3. 辐射传热加热炉内的燃烧产生高温气体,通过辐射传热直接向钢坯表面传递能量。
二、数学模型的建立为了描述H型钢坯在加热炉中的温度变化,可以建立数学模型。
数学模型是通过建立各种物理参数之间的关系,以数学方式表达出加热过程中的各个变量之间的关系。
1. 能量守恒方程H型钢坯在加热过程中的能量变化满足能量守恒定律。
能量守恒方程可以表示为:\[ Q_{in} - Q_{out} = mc\frac{{dT}}{{dt}} \]其中,\( Q_{in} \)表示进入钢坯的热量,\( Q_{out} \)表示从钢坯中输出的热量,\( m \)表示钢坯的质量,\( c \)表示钢坯的比热容,\( \frac{{dT}}{{dt}} \)表示钢坯的温度变化率。
2. 传热方程传热方程描述了钢坯与周围环境之间的传热过程。
传热方程可以表示为:\[ Q_{conduction} + Q_{convection} + Q_{radiation} = 0 \]其中,\( Q_{conduction} \)、\( Q_{convection} \)和\( Q_{radiation} \)分别表示通过传导、对流和辐射传热进入钢坯的热量,它们之和应该为零。
步进式加热炉板坯温度场数值模拟

步进式加热炉板坯温度场数值模拟冯亮花;刘坤;康小兵;蒋德阳【摘要】钢坯加热是轧制前的重要工序,随着燃料价格的提高及新钢种的应用,建立精确的钢坯温度-时间关系传热模型已成为提高产品质量和节能降耗的首要条件.以某钢厂轧钢加热炉为研究对象,对钢坯加热过程的温度场进行数值模拟.建立了板坯在加热炉内加热数学模型,采用有限容积法对模型进行了离散,通过编程求解得出:在各加热段钢坯角部温度最高,加热段升温速度最快,钢坯断面温差最大,均热段断面温差最小,钢坯出炉断面温差稍高,建议延长均热时间.【期刊名称】《辽宁科技大学学报》【年(卷),期】2011(034)001【总页数】5页(P39-43)【关键词】加热炉;温度场;有限容积;数值模拟【作者】冯亮花;刘坤;康小兵;蒋德阳【作者单位】辽宁科技大学材料与冶金学院,辽宁鞍山,114051;辽宁科技大学材料与冶金学院,辽宁鞍山,114051;鞍钢股份有限公司热轧带钢厂,辽宁鞍山,114044;辽宁科技大学材料与冶金学院,辽宁鞍山,114051【正文语种】中文【中图分类】TG307;TK123随着能源短缺和钢铁行业内部竞争加剧,为降低能耗和提高产品质量,对轧钢全流程进行计算机控制已是目前钢铁行业共同追求的目标。
其中,加热钢坯的温度监测是首先要面临的问题[1]。
生产中可用热像仪对出炉钢坯的温度进行监测,但该方法仅能测试钢坯表面温度,不能测试钢坯内部温度。
利用计算机数值模拟技术模拟钢坯加热过程,通过建模,求解计算得出钢坯的温度分布已成为加热炉工艺改进优化的主要手段。
陈海耿针对推钢式加热炉建立了一维数学模型,用有限差分法求解钢坯温度场[2];沈丙振对钢坯加热过程的三维温度场进行了数值模拟,并通过现场拖偶实验对模拟结果进行了验证[3];青格勒等建立了三段步进梁式加热炉内加热的板坯物理模型和数学模型,并编制了计算软件[4]。
本文以某钢厂步进式加热炉为研究对象,建立了板坯加热过程二维数学模型,分段计算,将上一段加热终了温度作为下一加热过程的初始温度,根据加热工艺计算不同加热段边界条件,用数值方法对传热方程进行离散,编程求解加热炉内钢坯在不同加热段的温度场,分析加热过程中的钢坯表面与中心的温差,以了解加热过程,为加热工艺优化提供参考数据。
钢坯在加热过程中的温度场及晶粒长大数值模拟的开题报告
钢坯在加热过程中的温度场及晶粒长大数值模拟的开题报告一、研究背景钢坯在热轧生产过程中,需要经过加热、轧制、冷却等步骤,其中加热是非常关键的一个环节。
钢坯的加热过程涉及到热传递、结构演变等多个物理过程,其过程复杂性非常大。
因此,通过数值模拟来研究钢坯在加热过程中的温度场及晶粒长大情况,对于深入了解其加热过程、优化生产工艺具有重要意义。
二、研究内容本文将主要开展以下研究内容:1. 建立钢坯加热模型:建立钢坯加热数学模型,包括热传递、流动、相变等物理过程。
通过有限元方法计算钢坯加热过程中的温度场分布,分析各个部位的温度变化情况。
2. 晶粒长大数值模拟:通过热力学相场法,计算钢坯中晶粒的形态演化和生长状况。
深入研究钢坯在温度升高过程中晶粒长大的规律,分析晶粒长大与温度、时间等因素之间的关系。
3. 优化生产工艺:通过对钢坯加热过程的数值模拟结果进行分析,针对其中存在的问题优化生产工艺,提高生产效率。
同时,结合加热后晶粒大小的变化情况,确定合理的工艺参数。
三、研究意义1. 通过数值模拟研究钢坯在加热过程中的温度场及晶粒长大情况,可以深入探究其相关物理过程,为理解加热过程提供理论基础。
2. 通过数值模拟研究钢坯加热过程中晶粒的长大规律,可以预测晶粒大小及分布情况,为生产工艺优化提供依据。
3. 优化生产工艺,提高生产效率,减小资源消耗和环境污染,具有重要的经济和社会意义。
四、研究方法本文主要使用有限元数值模拟方法对钢坯加热过程进行模拟。
通过建立加热模型,计算温度场分布情况;利用热力学相场法模拟晶粒状况及生长情况。
最后,结合模拟结果,优化生产工艺。
五、预期结果通过本文研究,将获得钢坯在加热过程中的温度场及晶粒长大规律,以及相关的生产优化方案。
通过实验验证,将为生产过程中的优化提供重要的理论、分析和技术支持。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2 钢坯温度分布模拟研究
炉内钢坯加热是移动 、 停止 、 移动往复循环运动 过程 ,其出钢过程是一个间歇运动 ,加热炉通常分两 段或三段加热 ,各段的加热温度也不尽相同 ,其炉内 温度分布主要受加热炉燃烧器布置和负荷分配的影 响 ,同时炉墙还要散热损失 。待研究的加热炉为端 进端出连续推钢式蓄热式加热炉 , 炉体有效长度为 29 278 mm , 炉体有效宽度为 6 960 mm , 分为均热 段、 加热段和预热段三段 , 设上 、 下均热段和上 、 下 加热段 4 个供热段 , 共 25 对烧嘴 , 其传热过程涉及 蓄热式烧嘴的换向燃烧和炉温周期波动等问题 。为 此简化研究假设条件如下 : 假设钢坯在炉内以恒定 速度移动 ,换向周期内烧嘴负荷保持不变 ,忽略氧化 铁皮对钢坯的影响 。钢坯的热导率 、 比热 、 密度等物 [5] 性参数是随时间变化的函数 , 其选取见文献 , 其 中热导率 λ = 69. 8 - 10. 12C - 16. 75M n - 33. 73Si ρ 计算 ; 密度 ρ = 7 880 +Δ x 。式中 , C,M n, Si为碳 , Δ ρ 锰和硅元素含量 , 为碳或合金元素每 1 %钢密度 增加量 , x 为碳或合金元素成分含量 。 2. 1 研究条件和模型 根据蓄热式加热炉钢坯加热的实际情况 , 确定
表 1 边界条件 Table 1 Boundary cond ition s
名称 煤气热值 / ( kJ ・m 煤气入口温度 / ℃ 煤气压力 / Pa 空气压力 / Pa 助燃空气温度 / ℃ 钢坯入炉温度 / ℃ 钢坯出炉温度 / ℃ 水冷管温度 / ℃ 炉子压力出口 / Pa
-3
2
其中显焓 h 由理想气体定义为 :
E = h p
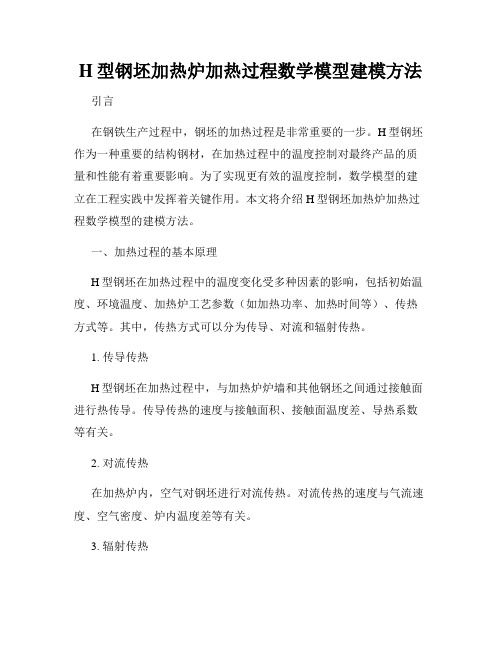
图2 炉内钢坯布置示意图
F ig. 2 Position of b illet in furnace
ρ
h
+
ui
2
边界条件采用煤气 、 空气的速度流量入口 ,压力 出口为固定常压 ,具体见表 1。采用 UDF函数 ,将蓄 热燃烧后形成的温度场随时作为钢坯加热的初始条 件耦合于求解过程 ,其炉内温度分布见图 3。
h =
∑m
j′
j′ j′
对于不可压缩流体 ,则
h =
∑m
j′
j′ j′
h +
P
ρ
数值
) 6 270 20
名称
位置 均热上
数值
3 870 5 808 4 514 5 808 5 147 7 725 6 003 7 725 911 ( 30 % ) 150 ( 70 % )
式中 , m j’ 是成分 j’ 的质量百分含量 , 而且有 hj′
/℃
其辐射模型采用 D iscrete O rdinates模型 , 模型 4 d ( IS i ) 2 σT 基本方程如下 , + (α +σs ) I ( r, s) =αn d xi 4 σs )Φ ( s・s′ )d Ω′ ( 2) + I ( r, s′ 4 0 式中 , r为位置矢量 , s为方向矢量 , s′ 为发散方 α 向矢量 , s为路径长度 , 为吸收系数 , n 为折射率 , σs 为散射系数 , σ为 Stefan - Boltzm ann 常数 ( 5. 672
= c d T ,其中 , T ∫
T ref p, j′ T ref
为 298. 15 K。
煤气流量
均热下
2 800 / (m 3 ・h - 1 ) 加热上 5 000 1 000 50
加热下 均热上 空气流量
3 -1
均热下
) 加热上
1 150 / (m ・h 200 1 500
加热下 尾部 排烟温度
图 3 炉内温度分布
F ig. 3 Tem pera ture d istr ibuti n g in furnace
图 1 钢坯的三维坐标方向
F ig. 1 Three d i m en sion coord ina te d irection of b illet
物理模型主要采用标准的 K - ε紊流模型 , 壁 面函数采用标准壁面函数 , 燃烧模型采用非绝热的 PDF模型 。针对钢坯加热过程 , 附加能量方程和辐 射模型 。其中能量方程为 : 5 (ρ ) 5 ( (ρ E + u E + p) ) 5t 5x i i 5 ( 5T ( 1) = k - ∑hj′ J j′ + uj ( Tij ) eff ) + S h 5xi eff 5xi j′ 式中 , keff是有效传导系数 ( k + kt , 其中 kt是湍 流导热系数 , 由湍流模型确定 ) , J j’ 表示成分 j’ 的 扩散流量 。方程右端的前三项分别表示由热传导 、 流体扩散和黏度扩散引起的能量损失 。 S h 包含化 学反应热和其他用户定义的体积功热源 。 在上面的方程中 ,其中 :
[作者简介 ] 陈冠军 ( 1972 - ) ,男 ,浙江永康市人 ,首钢技术研究院高级工程师 ,从事钢铁冶金能源科研工作 ; E - m ial: chenguanjun2002@ yahoo. com. cn
2010 年第 12 卷第 2 期 57
© 1994-2010 China Academic Journal Electronic Publishing House. All rights reserved.
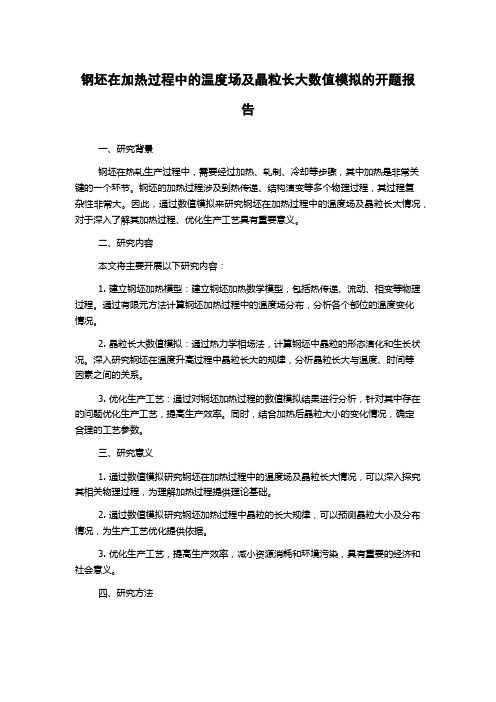
图 4 钢坯长度方向温度分布
F ig. 4 Tem pera ture d istr ibution of b illet in length
3 钢坯厚度与加热时间的研究
由于加热炉尺寸较大 , 模拟时需要建立的网格 数和计算量较多 ,针对不同厚度的钢坯需重复建立 炉体模型 ,占用机时较多 , 调试过程复杂 , 因此有必 要对模型进行简化 。通过研究加热炉整体运行情况 的仿真结果发现 ,炉内钢坯附近的温度场比较均匀 , 加热段温度稳定在 1 360 ℃ 左右 , 均热段温度基本 保持 1 270 ℃,因此可以对钢坯周围的流场进行简
图 5 钢坯宽度方向温度分布
F ig. 5 Tem pera ture d istr ibution of b illet in w idth
化 , 假定加热炉内烟气温度为 1 300 ℃,流速 15 m / s。 边界条件 : 进口采用速度进口 , 温度 1 300 ℃, 速度 15 m / s。出口为固定常压压力出口 。采用非定常计 算 ,计算步长为 60 s, 计算时间为 150 m in。选择钢 坯的长和宽为 2. 6 m 和 2 m ,厚度为 150 ~250 mm , 钢坯初始温度为 50 ℃。
初始条件如下 : 加热炉生产能力为 100 t/ h, 钢坯种 类为 Q 345 dc, 钢 坯 的 长 宽 高 分 别 为 2. 6 m , 2 m 和 0. 22 m , 为板坯 , 三维坐标方向见图 1 , 钢坯在 炉内双排布置见图 2 , 钢坯长度方 向与 加热炉 的 宽度方向一 致 , 利用 fluen t软 件模 拟钢 坯加 热 时 间为 140 m in, 保温 30 m in。
[关键词 ] 加热炉 ; 钢坯 ; 加热 ; 模拟 [中图分类号 ] TF061. 2 [文献标识码 ] A [文章编号 ] 1009 - 1742 (2010) 02 - 0057 - 05
1 前言
钢坯加热是热轧过程的关键步骤 , 其目的是提 高可塑性 ,减少压力加工的变形抗力 ,加热不仅要满 足达到轧制工艺要求的加热温度 ,并要求加热均匀 、 氧化烧损少 。加热过程不仅涉及燃料燃烧 、 炉气流 动、 炉气对炉墙和钢坯传热 、 炉墙对钢坯传热及钢坯 [1] 内部传热等复杂过程 , 而且涉及钢坯成分 、 内部 组织结构和性能的改变 。加热不当会引起钢的氧 化、 脱碳 、 过热 、 过烧以及加热温度不均匀等加热质 量问题 。加热时间 、 温度和炉内气氛是影响钢坯加 热的基本因素 ,不同品种的钢坯其加热时间 、 温度和 炉内气氛要求都是不同的 。掌握钢坯加热规律 , 对 提高钢坯加热质量具有十分重要的意义 。 关于特定边界条件的钢坯加热问题 , 可以采用 [ 2, 3 ] 有限差分法 计算出钢坯内部温度场的分布 ; 对 于集复杂的燃烧 、 辐射 、 流动等过程的炉内钢坯加热 过程 ,其求解过程变得复杂 , 为达到不同的研究目 标 ,需要对钢坯加热过程进行不同方式的简化研 [4] 究 ,并借助 CFD 软件研究钢坯加热的三维温度分 布规律 。
向的温度分布见图 4 和图 5, 由图可知无论长度还 是宽度方向钢坯的上表面温度最高 , 大于下表面温 度 ,钢坯中心温度最低 , 其中上表面温度为 1 127 ~1 130 ℃,下表面温度为 1 120 ~1 230 ℃,中心温 度为 1 100 ~1 130 ℃。由图 4 可以看出 , 钢坯长度 方向无论是上表面 、 下表面还是中心位置 ,均存在两 边温度高 ,中间温度低 ,温差小于 20 ℃,由图 5 可以 看出 ,钢坯宽度方向温度随坐标值增加温度升高 ,温 差小于 10 ℃。由此可知钢坯在炉内加热 ,在加热炉 的宽度方向 ,钢坯靠近炉墙和炉子中心的位置钢坯 温度较高 ,靠近出钢口的位置钢坯温度由于均热作 用 ,有所回落 ,由于热流由外向钢坯内部传热 , 故钢 坯外表面温度均大于钢坯中心温度 , 钢坯的四角由 于热交换面积最大 , 故其温度最高 。造成炉内钢坯 上表面温度大于下表面温度主要原因有 : a. 钢坯放 置在滑轨上下面有汽化冷却的水冷管吸热降低钢坯 温度 ; b. 高温热流向上流动 , 导致上部炉膛温度比 下部炉膛温度高所致 。通过调整加热炉的上下负荷 的分配关系 ,可减少钢坯的上下表面温差 ,进一步提 高钢坯温度的均匀性 。
钢坯加热的数值模拟
陈冠军
(首钢技术研究院 ,北京 100043)