M21x0.5螺纹通止量规计算例子
螺纹量规计算公式
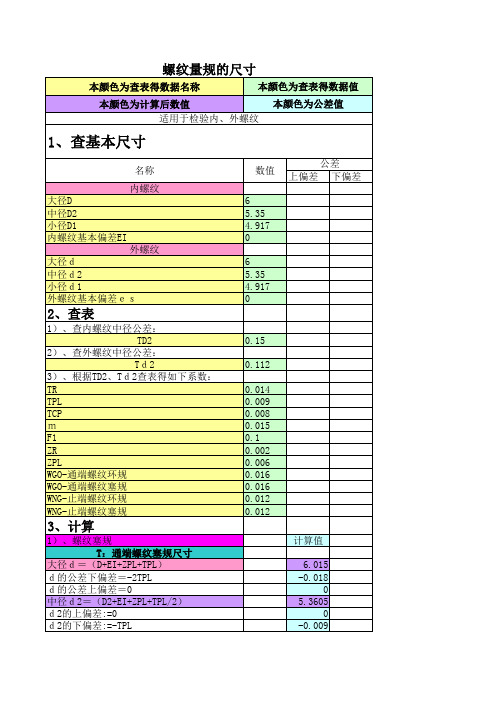
数值
公差 上偏差 下偏差
6 5.35 4.917 0
6 5.35 4.917 0
0.15
0.112
0.014 0.009 0.008 0.015 0.1 0.002 0.006 0.016 0.016 0.012 0.012
计算值
6.015 -0.018
0 5.3605
0 -0.009
中径磨损d2s d2s=D2+EI+ZPL-WGO 小径d1≤D1+EI
-0.009 5.368
0 -0.008
小径≤D1+es-TR/2 Z止端螺纹环规尺寸 大径d≥d+es+TPL 中径d2=d2+es-Td2+TR/2-TR/2 中径上偏差=+TR 中径下偏差=0 小径d1=d2+es-Td2-TR/2-2F1-TR 小径上偏差=+2TR 小径下偏差=0 ZT校止-通螺纹塞规 大径d=d+es+TPL 大径上偏差=0 大径下偏差=-2TPL 中径d2=d2+es-Td2+TR/2-m+TCP/2 中径上偏差=0 中径下偏差=-TCP 小径≤D1+es-Td2-TR/2-m ZZ校止-止螺纹塞规 大径d=d+es-Td2+TPL 大径上偏差=0 大径下偏差=-2TPL 中径d2=d2+es-Td2+TCP/2 中径上偏差=0 中径下偏差=-TCP 小径d1≤D1+es-Td2 ZS校止-损螺纹塞规 大径d=d+es-Td2-TR/2+WNG+TPL 大径上偏差=0 大径下偏差=-2TPL 中径d2=d2+es-Td2-TR/2+WNG+TCP/2 中径上偏差=0 中径下偏差=-TCP 小径d1≤D1+es-Td2
公制统一螺纹公式计算表格
公制统一螺纹公式计算表格篇一:公制普通螺纹计算表(生产实用)60度普通螺纹外螺纹外螺纹大径= D(公称直径)-0.13P(螺距)(以保证车削后的螺纹牙顶处有0.125P的宽度)实际生产中一般会用到外螺纹中径=D-0.6495P(车螺纹吃刀量必须由大逐渐缩小后一刀AP量不能超过前一刀,(否则因切削面积增大切削力过大损坏刀具)最后一刀一般为0.1mm到0.2mm(直径量)外螺纹小经=D-1.3P(理论为D-1.0825P 实际加工中常取1.1到1.3 未计算方便取1.3) 内螺纹内螺纹小径=D-1.0825P内螺纹中径=D-0.6495P内螺纹大径=D(即公称直径)公制螺纹常用走刀1.0P 总切深1.3 第一刀0.7 二刀0.4 三刀0.21.5P 总切深1.95 第一刀0.8 二刀0.5 三刀0.5 四刀0.152.0P 总切深2.6 第一刀0.9 二刀0.6 三刀0.6 四刀0.4 五刀0.12.5P 总切深3.25 第一刀1.0 二刀0.7 三刀0.6 四刀0.4 五刀0.4六刀0.15 此表仅供参考请以实际材料、刀具、转速、考虑如有不当之处请多多见谅,河南省工业学校耿佳鹏篇二:螺纹计算大全名称标注方式说明(右手)-(单头螺纹)-(公制粗牙)(公称直径22mm) (牙距2.5mm) (内螺纹配合等级6H) (外螺纹配合等级7g)(左手)-(双头螺纹)-(公制细牙)(公称直径22mm) (牙距1.5mm)公制螺纹(MM牙) 牙深=0.6495*牙距P (牙角60度) 内牙孔径=公称直径-1.0825*PM22x2.5-6H/7g左-双头-M22x1.5美制螺纹(统一标准螺纹) 牙深=0.6495*(25.4/每吋牙数)(牙角60度) 管螺纹(英制PT) 牙深=0.6403*(25.4/每吋牙数)(牙角55度) 管螺纹(PS直螺纹)(PF细牙) 牙深=0.6403*(25.4/每吋牙数)(牙角55度) 管螺纹(美制NPT) (牙角60度) 梯形螺纹(30度公制) 梯形螺纹(29度爱克姆螺纹) 方形螺纹车牙的计算考虑条件公制牙与英制牙的转换3/4-10UNC-2AUNC美制统一标准粗牙螺纹(UNC粗牙)(UNF细牙)外径3/4英吋,每英吋10牙(1A 2A 3A 外牙公差配合等级)外牙2级公差配合(1B 2B 3B 内牙公差配合等级)PT 3/4-14 (锥度管螺纹)锥度管螺纹,锥度比1/163/4英吋管用,每英吋14牙PS 3/4-14 (直形管螺纹)直形管螺纹PF1 1/8-16 (直形管螺纹)3/4英吋管用,每英吋14牙1 1/8英吋管用,每英吋16牙(细牙)NPT 3/4-14 (锥形管螺纹) TM40*6 TW26*5锥形管螺纹,锥度比1/16 3/4英吋管用,每英吋14牙公称直径40mm 牙距6.0mm 外径26mm,每英吋5牙计算公式每吋螺纹数n = 25.4 / 牙距P牙距P = 25.4 / 每吋螺纹数n转速N = (1000周速V ) / (圆周率p * 直径D )因为工件材料及刀具所决定的转速因为机器结构所决定的转速刀座快速移动的影响刀座快速移动加减速的影响下刀点与退刀点的计算(不完全牙的计算) 牙深及牙底径d例题:车制外牙3/4-10UNC 20mm长?车牙最高转速N = 4000/ P下刀最小距离L1L1 = (牙距P ) * (主轴转速S ) / 500 退刀最距离L2L2 = (牙距P ) * (主轴转速S ) / 2000 牙深h =0.6495 * P牙底径d =公称外径D - 2 * h公制牙与英制牙的转换牙距P = 25.4 / (吋螺纹数n) P = 25.4 / 10 = 2.54mm外径D = 3 / 4英吋= 25.4 * (3/4) =19.05MM 转速N = (1000周速V) / (圆周率p * 直径D )N = 1000V / pD = 1000 * 120 / (3.1416*19.05) =2005 rpm (转/分)因为工件材料及刀具所决定的转速因为机器结构所决定的转速车牙最高转速N = 4000 / P 刀座快速移动的影响N = 4000/2.54 = 1575 rpm 综合工件材料刀具及机械结构所决定的转速N = 1575 转N = 2005转两者转速选择较低者,即1575转下刀最小距离L1L1 = (牙距P) * (主轴转速S) / 500刀座快速移动加减速的影响L1 = 2.54*1575/500=8.00mm下刀点与退刀点的计算退刀最小距离L2(不完全牙的计算)L2 = (牙距P) * (主轴转速S) / 2000L2 = 2.54*1575/2000=2.00mm 牙深及牙底径d牙深径d = 公称外径D-2*h =19.05-2*1.65 = 15.75mm 篇三:螺纹计算公式国际标准一、挤牙丝攻内孔径计算公式:公式:牙外径-1/2×牙距例1:公式:M3×0.5=3-(1/2×0.5)=2.75mmM6×1.0=6-(1/2×1.0)=5.5mm例2:公式:M3×0.5=3-(0.5÷2)=2.75mmM6×1.0=6-(1.0÷2)=5.5mm二、一般英制丝攻之换算公式:1英寸=25.4mm(代码)例1:(1/4-30)1/4×25.4=6.35(牙径)25.4÷30=0.846(牙距)则1/4-30换算成公制牙应为:M6.35×0.846例2:(3/16-32)3/16×25.4=4.76(牙径)25.4÷32=0.79(牙距)则3/16-32换算成公制牙应为:M4.76×0.79三、一般英制牙换算成公制牙的公式:分子÷分母×25.4=牙外径(同上)例1:(3/8-24)3÷8×25.4=9.525(牙外径)25.4÷24=1.058(公制牙距)则3/8-24换算成公制牙应为:M9.525×1.058 四、美制牙换算公制牙公式:例:6-326-32 (0.06+0.013)/代码×6=0.1380.138×25.4=3.505(牙外径)25.4÷32=0.635(牙距)那么6-32换算成公制牙应为:M3.505×0.635 1、孔内径计算公式:牙外径-1/2×牙距则应为:M3.505-1/2×0.635=3.19那么6-32他内孔径应为3.192、挤压丝攻内孔算法:下孔径简易计算公式1:牙外径-(牙距×0.4250.475)/代码=下孔径例1:M6×1.0M6-(1.0×0.425)=5.575(最大下孔径)M6-(1.0×0.475)=5.525(最小)例2:切削丝攻下孔内径简易计算公式:M6-(1.0×0.85)=5.15(最大)M6-(1.0×0.95)=5.05(最小)M6-(牙距×0.860.96)/代码=下孔径例3:M6×1.0=6-1.0=5.0+0.05=5.05五、压牙外径计算简易公式:1.直径-0.01×0.645×牙距(需通规通止规止)例1:M3×0.5=3-0.01×0.645×0.5=2.58(外径) 例2:M6×1.0=6-0.1×0.645×1.0=5.25(外径)六、公制牙滚造径计算公式:(饱牙计算)例1:M3×0.5=3-0.6495×0.5=2.68(车削前外径) 例2:M6×1.0=6-0.6495×1.0=5.35(车削前外径)七、压花外径深度(外径)外径÷25.4×花齿距=压花前外径例:4.1÷25.4×0.8(花距)=0.13 压花深度应为0.13八、多边形材料之对角换算公式:1.四角形:对边径×1.414=对角径2.五角形:对边径×1.2361=对角径3.六角形:对边直径×1.1547=对角直径公式2:1.四角:对边径÷0.71=对角径2.六角:对边径÷0.866=对角径九、刀具厚度(切刀):材料外径÷10+0.7参考值十、锥度的计算公式:公式1:(大头直径-小头直径)÷(2×锥度的总长)=度数等于查三角函数值公式2:简易(大头直径-小头直径)÷28.7÷总长=度数。
采购节—螺纹通止规公差计算公式
采购节—螺纹通⽌规公差计算公式 ⼀、进⼝螺纹规60°⽛型的外螺纹中径计算及公差(国标GB 197/196) a. 中径基本尺⼨计算:螺纹中径的基本尺⼨=螺纹⼤径-螺距×系数值。
公式表⽰:d/D-P×0.6495 例:进⼝外螺纹M8螺纹中径的计算 8-1.25×0.6495=8-0.8119≈7.188 b. 常⽤的6h外螺纹中径公差(以螺距为基准)。
上限值为“0”,下限值为P0.8-0.095、P1.00-0.112、P1.25-0.118、P1.5-0.132、P1.75-0.150、P2.0-0.16、P2.5-0.17 上限计算公式即基本尺⼨,下限值计算公式d2-hes-Td2即中径基本尺⼨-偏差-公差。
M8的6h级中径公差值:上限值7.188;下限值:7.188-0.118=7.07。
C. 常⽤的6g级外螺纹中径基本偏差: (以螺距为基准)。
P0.80-0.024、P 1.00-0.026、P1.25-0.028、P1.5-0.032、P1.75-0.034、P2-0.038、P2.5-0.042 上限值计算公式d2-ges即基本尺⼨-偏差 下限值计算公式d2-ges-Td2即基本尺⼨-偏差-公差 例M8的6g级中径公差值:上限值:7.188-0.028=7.16 下限值:7.188-0.028-0.118=7.042。
注:以上的进⼝螺纹规公差是以粗⽛为准,对细⽛的螺纹公差相应有些变化,但均只是公差变⼤,所以按此控制不会越出规范界限,故在上述中未⼀⼀标出。
进⼝螺纹规的光杆坯径尺⼨在⽣产实际中根据设计要求的精度和螺纹加⼯设备的挤压⼒的不同⽽相应⽐设计螺纹中径尺⼨加⼤0.04—0.08之间,为螺纹光杆坯径值,⽐如公司的M8外螺纹6g级的螺纹光杆坯径实在7.08—7.13即在此范围。
考虑到⽣产过程的需要外螺纹在实际⽣产的未进⾏热处理和表⾯处理的中径控制下限应尽量保持在6h级为准。
内螺纹小径止通规的大小计算

内螺纹小径止通规的大小计算
内螺纹小径止通规的大小计算,需要根据螺纹的公称直径、螺纹步距和止口的深度来确定。
具体计算方法如下:
1. 根据螺纹的公称直径和螺纹步距,可以得出螺纹的基本尺寸。
例如,M10 x 1.5 的螺纹,其公称直径为10mm,步距为1.5mm。
2. 根据螺纹的基本尺寸,可以得出螺纹止口的深度。
螺纹止口的深度通常为螺纹公称直径的0.8倍,例如 M10 x 1.5 的螺纹,其止口深度为 8mm。
3. 内螺纹小径止通规的大小应该略小于螺纹的公称直径,一般选取螺纹公称直径的0.75倍左右。
例如,M10 x 1.5 的螺纹,内螺纹小径止通规的大小应该在7.5mm左右。
以上就是内螺纹小径止通规的大小计算方法。
需要注意的是,由于螺纹止口深度的影响,内螺纹小径止通规的大小在不同类型的螺纹中可能会有所不同。
圆柱螺纹量规测量结果的快速计算
三针 直 径 ,m l 一 一 综 合 修 正 值 , w;c 综 合修正 值C 下式 求得 : 按
C= Cl +C2+C3+C4+C5 ……・3 ,) (
C1=’ . 91 0 2
cos
针 一一 三针 直径 ,mm。
P
一
2sn2 i
一 。
2 2
2 12 公 差值 计算 .. 对 于通 端 螺 纹 塞 规 , 中径 的 标 准 尺 寸 为D + I Z L 2 E + P,允 许偏差 为 + 。对于 止
或 侧 规 法 测 量 数 据 的处 理 以及 计 算 螺 纹 量 规 的标 准 尺 寸 和 公 差 的工 作 量 很 大 ,而 且 在 计 算 过 程 中需 要 查 多 个 表 格 ,引 用 多 个 参 数 ,任 何 一 个 步 骤 稍 有 疏 忽 ,就 会 导 致 结果 出错 。
标 准器 为 卧式 测 长仪 和三 针 ( 对 量 规 用 校 0 三 针 ,工 作 塞 规 和 验 收 塞 规 可 用 1 三 级 级 针 )。将 三根 直径 相 同的最 佳 三 针按 图2 所 示 放在 螺 纹牙槽 中间 ,测 出M ,通 过换 算 值
45
式 中 :c 一一 三 针直径 实际偏 差△ 针 3 的
修正值 , m :
,1 针一一单针偏差,I ; x m
针2 △ 针3 一 双针偏差 , Im。 , 一 x
cg t
一
Ca= — —
2 xP Xn 4r  ̄
( 2 1 6× ) ………7 +2  ̄ P 留 ( )
+
十呼十 c 罢 + c ’ 辔
当0=3 。 时 : c 0
2
C5= 8
式 中 :M 一 仪 器 给 出 的测 量 值 ,mm;d 一 针
螺纹量规计算公式
螺纹量规的基本知识及各种螺纹的计算公式
螺纹量规的基本知识及各种螺纹的计算公式一、螺纹量规的基本知识螺纹量规是检验螺纹是否符合规定的量规。
螺纹塞规用于检验内螺纹,螺纹环规用于检验外螺纹。
螺纹是一种重要的、常用的结构要素。
螺纹主要用于结构联结、密封联结、传动、读数和承载等场合。
从一般使用条件到恶劣条件(高温、高压、严重腐蚀),从粗糙级别到很静谧,总之应用广泛。
1. 普通螺纹(又称美制螺纹或公制螺纹)M2. 美标统一螺纹它又UNC,UNF,UNEF,UN,UNS系列3. 非螺纹密封的管螺纹(旧标称圆柱管螺纹)4. 梯形螺纹5. 其他螺纹NPSM-美国标准机械联结用直管螺纹:这些内外螺纹用于内部无压力的自由机械联结,产品有直管通止环塞规检验。
NPSL-美国标准锁紧螺母用直管螺纹:这些内外螺纹用于防送螺纹的机械配合。
NH-美国标准消防栓螺纹:这些内外螺纹用于消防栓、花园水龙、化工及升降机等。
NPSH-美国标准软管联结用螺纹:这些内外螺纹用于蒸气、空气、水及其他标准管接螺纹连接的地方。
NPSC-美国标准管接用直管螺纹:管接头与内直管螺纹牙形相同,当其外锥螺纹NPT进行密封填料的装配时经扳手旋紧,通常均能构成密封联结,多用于低压管路系统。
NPSF-美国标准油路干密封螺纹:这些内螺纹用于软材料或球墨铸铁件上不用密封与NPTF外螺纹装配。
NPSI-美国标准干密封中间螺纹:这些内螺纹用于硬材质或脆性材质与PTF-SAE短外螺纹的装配,但也可以用于NPTF外螺纹全长度装配。
-二、气瓶专用锥度量规气瓶专用锥度螺纹用于各类钢瓶(如氧气瓶、煤气罐、乙炔气瓶等)瓶体与阀门的连接。
螺纹连接的锁紧与密封的可靠程度是生产和使用过程中,保证安全的主要因素。
可供PZ19.2PZ19.8PZ27.8PZ39锥度螺纹环规、塞规、丝锥三、米制梯形螺纹Tr梯形螺纹主要用于传动(进给和升降)和位置调整装置中,在机械行业有着广泛的使用。
一般用途米制梯形螺纹的公差采用了米制普通螺纹的公差制,对螺纹的导程(螺距)和亚测角等单项参数没有规定单独的公差值。
三针法测量螺纹中径计算公式

三针法测量螺纹中径计算公式好的,以下是为您生成的文章:在机械制造和工程领域中,螺纹的测量可是一项至关重要的任务。
而在众多测量螺纹中径的方法里,三针法测量可是个相当靠谱的手段。
今天咱就来好好聊聊这三针法测量螺纹中径的计算公式。
先来说说为啥要测量螺纹中径。
您想想啊,螺纹这玩意儿在各种机械设备里到处都是,要是中径不准,那整个连接或者传动的效果可就大打折扣啦。
就好比一辆自行车,链条的尺寸不合适,您蹬起来那不得费劲死,还容易出故障。
那这三针法到底是咋操作的呢?简单来说,就是把三根直径相同的量针放在螺纹沟槽里,然后用测量工具测出量针外廓的尺寸,再通过一系列计算得出螺纹中径。
咱们的重点,三针法测量螺纹中径的计算公式,它长这样:M = d2 + 3d0 – 0.866P这里面的 M 就是测量出来的尺寸,d2 是螺纹中径,d0 是量针直径,P 是螺距。
给您举个例子吧。
有一次我在车间里,碰到一个师傅正在为一批新加工的螺纹零件发愁。
他用常规方法测量,怎么都觉得数据不太对。
我就建议他试试三针法,然后一起按照公式算了起来。
我们仔细地测量了量针的直径,还有螺距,一丝不苟地把数据代入公式。
那个师傅眼睛紧紧盯着计算器,嘴里还念叨着:“可千万别出错啊!”最后得出结果的那一刻,师傅脸上露出了笑容,说:“嘿,还真准!这下心里有底了。
”在实际操作中,这个公式的应用可得小心谨慎。
量针直径的选择要合适,测量的时候要保证精度,不然一点点误差都可能导致结果偏差很大。
而且不同的螺纹规格,对应的参数也都不一样,这就要求我们对各种螺纹标准了如指掌。
另外,在使用这个公式的时候,还得考虑测量工具的精度和误差。
比如说千分尺,如果它本身就有误差,那算出来的结果肯定也不准啦。
总之,三针法测量螺纹中径的计算公式虽然看起来不复杂,但要想真正用得好,还得靠咱们多多实践,积累经验。
只有这样,才能在面对各种螺纹测量任务时,都能准确无误地得出结果,保证产品的质量和设备的正常运行。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
偏偏差差
尺尺寸寸
中中径径 偏偏差差
磨磨损损偏偏 差差
TT
DD++EEII ++ ZZPPPLLL
DD222 ++EEII++ZZPPPLLL
一一 WWGGGOOO
ZZ
DD222++EEII++TTDDD222++TTPPPLLL//22++22FF111 士士TTPPPLLL DD222十十EEII++TTDDD222++TTPPPLLL//22
+ 0.028 0
由由《《量量规规设设计计手手册册》》 表表 55--1111 差差得得大大径径减减 小小量量△△ZZ111==00..000055;; 2200..998899--00..000055==2200..998844
大大径径==((DD222
++EEII++TTDDD222
++11..55TTPPPLLL++22FF111))
0 -2
TPL
==((2200..667755++00++00..111188++11..55**00..000099++22**00..0055))
0 -0.018
==2200..99006655
偏偏差差
士士 TTRRR//22 士士 TTRRR
黄越冬-----------mooneast@
已已 例例::MM2211××00..55--66HH//66gg DD或或dd==2211;; 计计算算::DD222 或或dd222==2200..667755;;DD111 、、dd111==2200..445599;; 知知 查查《《GGBB//TT119977--11998811》》普普通通螺螺纹纹公公差差与与配配合合::表表11::工工件件内内内内//外外螺螺纹纹中中径径的的下下偏偏差差66HH::EEII==00;;66gg::eess==--00..0022;; 表表44//55::工工件件内内//外外螺螺纹纹中中径径的的中中径径公公差差::
算
33
止止端端螺螺 纹纹环环规规
ZZ
中中径径==((dd222++eess--TTddd222
––TTRRR))
+ 0
TR
==((2200..667755--00..0022--00..0099--00..001144))
+0.014 0
==2200..555511
+ 0.014 0
中中径径磨磨损损偏偏差差==((++WWGGGOOO ++ TTRRR //22))==((++00..001166++00..001144//22))==00..001199
0 - 0.018
22
止止端端螺螺 纹纹塞塞规规
ZZ
中中径径==((DD222++EEII++
TTDDD222
++TTPPPLLL))
0 -TPL
==((2200..667755++00++00..111188++00..000099))
0-0.009==2200..880022
0 - 0.009
中中径径磨磨损损偏偏差差==((--WWNNNGGG --TTPPPLLL//22))==((--00..00009955--00..000099//22))==--00..001144
黄 条条
件件 TTDDD222==00..111188;;TTddd222==00..0099。。查查《《GGBB//TT33993344--22000033》》普普通通螺螺纹纹量量规规技技术术条条件件表表66
越 TTRRR==00..001144;;TTPPPLLL==00..000099;;ZZRRR==00..000022;;ZZPPPLLL==00..000066;;塞塞规规WWGGGOOO==00..00112255;;WWNNNGGG==00..00009955;;环环规规::WWGGGOOO==00..001166,,WWNNNGGG==00..001122
小小径径==
((DD111 ++eess--TTRRR //22))
+ 0
TR
==((2200..445599--00..0022--00..001144//22))
+0.014 0
==2200..443322
+ 0.014 0
计 大大径径== dd++eess++TTPPPLLL==2211++--00..0022++00..000099==2200..998899
黄越冬-----------mooneast@
77..44 公公式式 77..44..11 螺螺纹纹塞塞规规大大径径、、中中径径、、小小径径的的尺尺寸寸与与偏偏差差的的计计算算公公式式见见表表 99,,
GGBB//TT33993344--22000033
表表 99
塞塞规规 代代号号
大大径径 尺尺寸寸
尺尺寸寸
dd222--eess--ZZRRR dd222 ++eess--TTddd222--TTRRR//22
中中径径 偏偏差差
士士 TTRRR//22
磨磨损损偏偏差差 ++WWGGGOOO ++WWNNNGGG
小小径径 尺尺寸寸
DD111 ++ eess dd222++ eess--TTddd222--TTRRR//22--22FF111
小小径径== ((DD111++EEII))==2200..445599++00==2200..445599
通通端端螺螺
大大径径== dd++eess++TTPPPLLL==2211++--00..0022++00..000099==2200..998899
33
纹纹环环规规
TT
中中径径==((dd222++eess--ZZRRR
冬
表表44::FF111==::0011PP==00..11××00..55==00..0055;; 序序 计计算算项项 代代号号 号号 目目
尺尺寸寸计计算算公公式式
备备注注
大径=(D+EI
+
ZPL+TPL)
0 - 2 TPL
=(21+0+0.006+0.009)
0 -0.018
=21.015
0 - 0.018
小小径径==
((dd222++eess--TTddd222 ––11..55TTRRR––22FF111))
+2 0
TR
==((2200..447755--00..0022--00..0099--11..55**00..001144--22**00..0055))
+0.028 0
==2200..444444
11
通通端端螺螺 纹纹塞塞规规
TT
中径=(D2+EI+
ZPL+TPL/2)
0 -TPL
=(20.675+0+0.006+0.009/2)
0 -0.009
=20.6855
0 - 0.009
中径磨损偏差=(-WGO -TPL/2)=(-0.0125-0.009/2)=-0.017 小径= (D1 +EI)=20.459+0=20.459
士士 TTPPPLLL //22
一一 WWNNNGGG
小小径径 ≤≤DD111++EEII
77..44..22 螺螺纹纹环环规规大大径径、、中中径径、、小小径径的的尺尺寸寸与与偏偏差差的的计计算算公公式式见见表表 1100,,
表表 1100
环环规规 代代号号
TT ZZ
大大径径 ≥≥dd++eess++TTPPPLLL
––TTRRR//22))
+ 0
TR
==((2200..667755--00..0022--00..000022--00..001144//22))
+0.014 0
==2200..664466
+ 0.014 0
黄越冬-----------mooneast@
中中径径磨磨损损偏偏差差==((++WWGGGOOO ++ TTRRR //22))==((++00..001166++00..001144//22))==00..002233
黄越冬-----------mooneast@
普普通通螺螺纹纹基基本本尺尺寸寸((GGBB//TT119966--22000033))
表表中中数数值值按按下下列列公公式式计计算算,,数数值值圆圆整整到到小小数数点点后后第第三三位位数数;;
DD——内内螺螺纹纹的的基基本本大大径径;;dd——外外螺螺纹纹的的基基本本大大径径;;DD22——内内螺螺纹纹的的基基本本中中径径;; dd22——外外螺螺纹纹的的基基本本中中径径;;DD11——内内螺螺纹纹的的基基本本小小径径;;dd11——外外螺螺纹纹的的基基本本小小径径;; PP——螺螺距距;;HH——原原始始三三角角形形高高度度