螺纹塞规计算公式
工作螺纹量规紧密距计算公式和具体尺寸
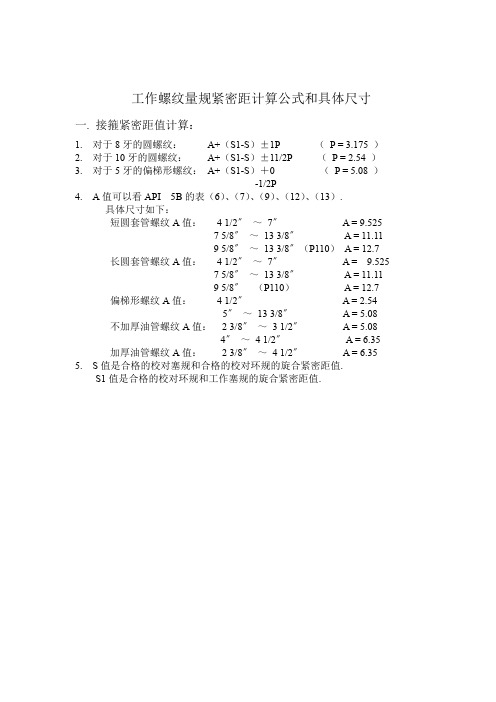
工作螺纹量规紧密距计算公式和具体尺寸一.接箍紧密距值计算:1. 对于8牙的圆螺纹:A+(S1-S)±1P (P = 3.175 )2. 对于10牙的圆螺纹:A+(S1-S)±11/2P (P = 2.54 )3. 对于5牙的偏梯形螺纹:A+(S1-S)+0 (P = 5.08 )-1/2P4. A值可以看API 5B的表(6)、(7)、(9)、(12)、(13).具体尺寸如下:短圆套管螺纹A值: 4 1/2〞~7〞 A = 9.5257 5/8〞~13 3/8〞 A = 11.119 5/8〞~13 3/8〞(P110)A = 12.7长圆套管螺纹A值: 4 1/2〞~7〞 A = 9.5257 5/8〞~13 3/8〞 A = 11.119 5/8〞(P110) A = 12.7偏梯形螺纹A值: 4 1/2〞 A = 2.545〞~13 3/8〞 A = 5.08 不加厚油管螺纹A值: 2 3/8〞~3 1/2〞 A = 5.084〞~4 1/2〞 A = 6.35 加厚油管螺纹A值: 2 3/8〞~4 1/2〞 A = 6.35 5. S值是合格的校对塞规和合格的校对环规的旋合紧密距值.S1值是合格的校对环规和工作塞规的旋合紧密距值.工作螺纹量规紧密距计算公式和具体尺寸S值是合格的校对塞规和合格的校对环规的旋合紧密距值.S1值是合格的校对环规和工作塞规的旋合紧密距值.工作螺纹量规紧密距计算公式和具体尺寸二.管子紧密距值计算:1. 公式:P1+公差或P1+(L1规-L1管)+公差当环规检验长圆螺纹套管时,管子端面伸出环规的小断,其值为:(L长-L短)-P1,因为是伸出环规的小端,因此其值前面要加一个负号量,则:–〔(L长-L短)-P1〕+ 公差(但有少数例外)。
2.偏梯形螺纹套管的紧密距值:P1 + 1/2P P1+2.54-0 +03.圆螺纹套管的紧密距值:(L长-L短)(1). 短圆螺纹套管的紧密距值:一般P值都是为0,其中:4 1/2〞P值为-9.525,除壁厚为5.21的,P值是0;5〞×5.59 P值为+3.175,其余为0;7〞×5.87 P值为+19.05,其余为0;8 5/8〞×6.71 P值为+9.525,其余为0;10 3/4〞×7.09 P值为+19.05,其余为0;(2). 长圆螺纹套管的紧密距值:一般P值都是负值,其中:4 1/2〞长圆螺纹的紧密距值是:-25.4;5〞长圆螺纹的紧密距值是:-15.875;5 1/2〞长圆螺纹的紧密距值是:-15.875;6 5/8〞长圆螺纹的紧密距值是:-19.05;7〞长圆螺纹的紧密距值是:-22.225;7 5/8〞长圆螺纹的紧密距值是:-22.225;8 5/8〞长圆螺纹的紧密距值是:-22.225;9 5/8〞长圆螺纹的紧密距值是:-34.925;其计算方法为:上述值+P1值+公差,即为测量管子的值。
螺纹环塞规单一中径测量计算公式

螺纹环塞规单一中径测量计算公式
螺纹环塞规是一种用于测量螺纹孔径的工具,通常用于检验螺
纹的尺寸和质量。
测量螺纹环塞规的中径通常需要使用计算公式来
得出准确的结果。
螺纹环塞规的中径测量计算公式如下:中径 = (最大刻度 + 最小刻度) / 2 公差。
在这个公式中,最大刻度是螺纹环塞规上能刚好放入螺纹孔的
最大刻度,最小刻度是螺纹环塞规上能刚好放入螺纹孔的最小刻度,公差则是螺纹孔径的公差值。
通过这个公式,可以计算出螺纹环塞
规的中径,从而确定螺纹孔径的尺寸。
需要注意的是,螺纹环塞规的测量计算公式是基于螺纹的标准
尺寸和公差来进行计算的,因此在实际使用中需要严格按照相关标
准和规范进行操作,以确保测量结果的准确性和可靠性。
同时,还
需要根据具体的螺纹类型和要求进行相应的修正和校正,以满足不
同工件的实际需求。
总的来说,螺纹环塞规的中径测量计算公式是一个基本的计算
方法,但在实际使用中需要结合相关标准和规范进行操作,以确保测量结果的准确性和可靠性。
各种螺纹的计算公式

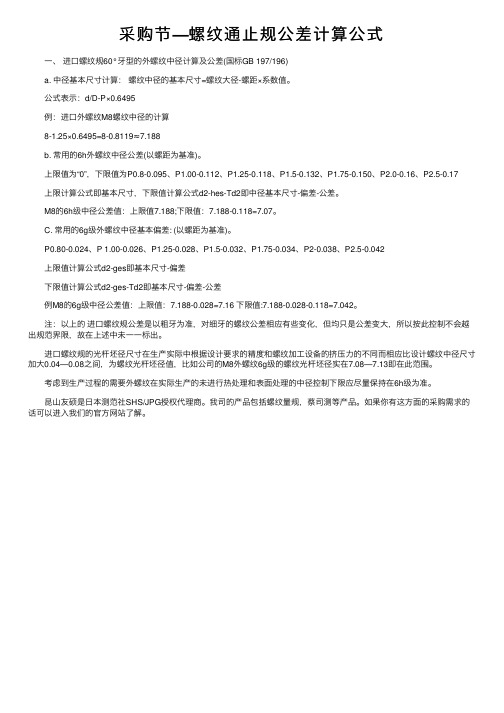
各种螺纹的计算公式一、 60°牙型的外螺纹中径计算及公差(国标GB 197/196)a. 中径基本尺寸计算:螺纹中径的基本尺寸=螺纹大径-螺距×系数值。
公式表示:d/D-P×0.6495例:外螺纹M8螺纹中径的计算8-1.25×0.6495=8-0.8119≈7.188b. 常用的6h外螺纹中径公差(以螺距为基准)。
上限值为“0”,下限值为P0.8-0.095、P1.00-0.112、P1.25-0.118、P1.5-0.132、P1.75-0.150、P2.0-0.16、P2.5-0.17上限计算公式即基本尺寸,下限值计算公式d2-hes-Td2即中径基本尺寸-偏差-公差。
M8的6h级中径公差值:上限值7.188;下限值:7.188-0.118=7.07。
C. 常用的6g级外螺纹中径基本偏差: (以螺距为基准)。
P0.80-0.024、P 1.00-0.026、P1.25-0.028、P1.5-0.032、P1.75-0.034、P2-0.038、P2.5-0.042上限值计算公式d2-ges即基本尺寸-偏差下限值计算公式d2-ges-Td2即基本尺寸-偏差-公差例M8的6g级中径公差值:上限值:7.188-0.028=7.16 下限值:7.188-0.028-0.118=7.042。
注:①以上的螺纹公差是以粗牙为准,对细牙的螺纹公差相应有些变化,但均只是公差变大,所以按此控制不会越出规范界限,故在上述中未一一标出。
②螺纹的光杆坯径尺寸在生产实际中根据设计要求的精度和螺纹加工设备的挤压力的不同而相应比设计螺纹中径尺寸加大0.04—0.08之间,为螺纹光杆坯径值,比如公司的M8外螺纹6g级的螺纹光杆坯径实在7.08—7.13即在此范围。
③考虑到生产过程的需要外螺纹在实际生产的未进行热处理和表面处理的中径控制下限应尽量保持在6h级为准。
二、 60°内螺纹中径计算及公差(GB 197 /196)a. 6H级螺纹中径公差(以螺距为基准)。
螺纹测量的方法
螺纹测量的方法摘 要:螺纹作为标准件在机件联结和传动中有着重要地位,在维修中加工螺纹也是常见的,螺纹的精度对其联结和传动有直接影响,螺纹检测的方法也是必备的。
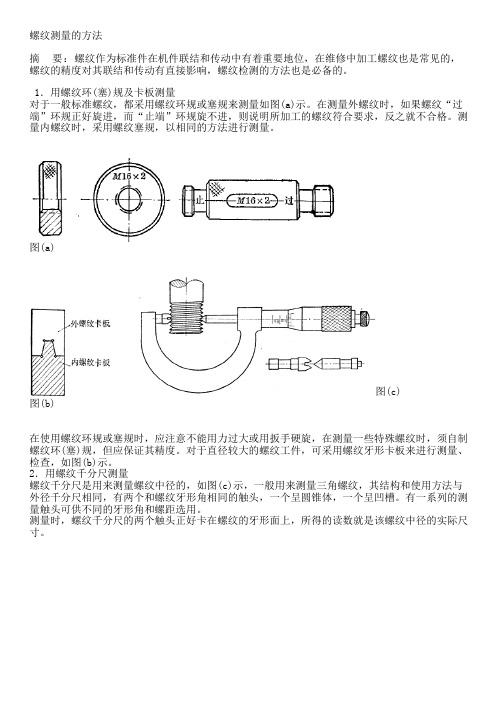
1.用螺纹环(塞)规及卡板测量对于一般标准螺纹,都采用螺纹环规或塞规来测量如图(a)示。
在测量外螺纹时,如果螺纹“过端”环规正好旋进,而“止端”环规旋不进,则说明所加工的螺纹符合要求,反之就不合格。
测量内螺纹时,采用螺纹塞规,以相同的方法进行测量。
图(a)图(c)图(b)在使用螺纹环规或塞规时,应注意不能用力过大或用扳手硬旋,在测量一些特殊螺纹时,须自制螺纹环(塞)规,但应保证其精度。
对于直径较大的螺纹工件,可采用螺纹牙形卡板来进行测量、检查,如图(b)示。
2.用螺纹千分尺测量螺纹千分尺是用来测量螺纹中径的,如图(c)示,一般用来测量三角螺纹,其结构和使用方法与外径千分尺相同,有两个和螺纹牙形角相同的触头,一个呈圆锥体,一个呈凹槽。
有一系列的测量触头可供不同的牙形角和螺距选用。
测量时,螺纹千分尺的两个触头正好卡在螺纹的牙形面上,所得的读数就是该螺纹中径的实际尺寸。
图(d)3.用齿厚游标卡尺测量齿厚游标卡尺由互相垂直的高卡尺和齿厚卡尺组成,如图(d)示,用来测量梯形螺纹中径牙厚和蜗杆节径齿厚。
测量时,将齿高卡尺读数调整至齿顶高(梯形螺纹等于0.25﹡螺距t,蜗杆等于模数),随后使齿厚卡尺和蜗杆轴线大致相交成一螺纹升角β,并作少量摆动。
这时所测量的最小尺寸即为蜗杆轴线节径法向齿厚Sn。
蜗杆(或梯形螺纹)节径法向齿厚,可预先用下面的公式计算出来:Sn=t*cosβ基中:Sn:蜗杆(或梯形螺纹)节径法向齿厚、t :蜗杆周节、β:螺纹升角例1如何用齿厚游标卡尺对模数mn=6、头数K=2、外径da =80mm的蜗杆进行测量?解 在测量时应先算出:蜗杆周节 t =mn*π=6*3.142=18.852mm蜗杆导程 L=t*k=18.825*2 = 37.704mm蜗杆节径 d = da-2* ms=80-2*6=68.00mm螺旋角 β====10°1ˊ蜗杆节径处法向齿厚 Sn=t*cosβ=*18.825*cos10°1ˊ=9.28mm齿厚游标卡尺应在与蜗杆轴线成10°1ˊ的交角位置上进行测量,如果测得的蜗杆节径处法向齿厚实际尺寸为9.28 mm时(因齿厚公差的存在,有些偏差),则说明蜗杆齿形正确。
采购节—螺纹通止规公差计算公式
采购节—螺纹通⽌规公差计算公式 ⼀、进⼝螺纹规60°⽛型的外螺纹中径计算及公差(国标GB 197/196) a. 中径基本尺⼨计算:螺纹中径的基本尺⼨=螺纹⼤径-螺距×系数值。
公式表⽰:d/D-P×0.6495 例:进⼝外螺纹M8螺纹中径的计算 8-1.25×0.6495=8-0.8119≈7.188 b. 常⽤的6h外螺纹中径公差(以螺距为基准)。
上限值为“0”,下限值为P0.8-0.095、P1.00-0.112、P1.25-0.118、P1.5-0.132、P1.75-0.150、P2.0-0.16、P2.5-0.17 上限计算公式即基本尺⼨,下限值计算公式d2-hes-Td2即中径基本尺⼨-偏差-公差。
M8的6h级中径公差值:上限值7.188;下限值:7.188-0.118=7.07。
C. 常⽤的6g级外螺纹中径基本偏差: (以螺距为基准)。
P0.80-0.024、P 1.00-0.026、P1.25-0.028、P1.5-0.032、P1.75-0.034、P2-0.038、P2.5-0.042 上限值计算公式d2-ges即基本尺⼨-偏差 下限值计算公式d2-ges-Td2即基本尺⼨-偏差-公差 例M8的6g级中径公差值:上限值:7.188-0.028=7.16 下限值:7.188-0.028-0.118=7.042。
注:以上的进⼝螺纹规公差是以粗⽛为准,对细⽛的螺纹公差相应有些变化,但均只是公差变⼤,所以按此控制不会越出规范界限,故在上述中未⼀⼀标出。
进⼝螺纹规的光杆坯径尺⼨在⽣产实际中根据设计要求的精度和螺纹加⼯设备的挤压⼒的不同⽽相应⽐设计螺纹中径尺⼨加⼤0.04—0.08之间,为螺纹光杆坯径值,⽐如公司的M8外螺纹6g级的螺纹光杆坯径实在7.08—7.13即在此范围。
考虑到⽣产过程的需要外螺纹在实际⽣产的未进⾏热处理和表⾯处理的中径控制下限应尽量保持在6h级为准。
各种螺纹计算公式

各种螺纹计算公式螺纹是一种常见的连接元件,广泛应用于机械系统中。
螺纹的计算公式涉及到螺距、导程、牙型角等参数,下面将介绍几种常见的螺纹计算公式。
1.螺距计算公式:螺距是指同一主轴上两个相邻螺纹牙间的轴向距离。
螺距可以根据公式进行计算:螺距=π×直径其中,直径是指拧入/拧出螺纹的孔/杆直径。
2.导程计算公式:导程是指同一主轴上两个相邻螺纹牙的轴向距离。
导程可以通过螺距除以螺纹的节数得到:导程=螺距/节数其中,节数是指螺纹的总长度除以螺距。
3.牙型角计算公式:牙型角是指螺纹牙的斜面与轴线的夹角。
牙型角可以通过牙型参数计算得到:牙型角 = tan⁻¹(芯径 / 螺距)其中,芯径是指螺纹牙顶的径向距离。
4.螺纹公差计算公式:螺纹公差是指螺纹牙的尺寸偏差。
螺纹公差可以通过上下公差和等级计算得到:上公差=基本公差+等级标准公差下公差=基本公差其中,基本公差是指在特定等级下的公差,等级标准公差是根据国际或国内标准规定的值。
5.螺纹强度计算公式:螺纹强度是指螺纹的承载能力。
螺纹强度可以根据公式进行计算:螺纹强度=承载力/(螺距×螺纹牙有效长度)其中,承载力是指由于螺纹受力而能够承受的最大力,螺纹牙有效长度是指螺纹牙的实际承载长度。
以上是几种常见的螺纹计算公式,这些公式可以在设计、制造和使用螺纹连接时提供支持和指导,以确保螺纹的性能和可靠性。
在实际应用中,还需要根据具体的材料、工艺和应力条件进行综合考虑和分析,以避免螺纹的断裂和松动等问题的发生。
螺纹计算公式大全
螺纹计算公式大全紧固件生产中应用的相关计算公式:一、60°牙型的外螺纹中径计算及公差(国标GB 197/196)a. 中径基本尺寸计算: 螺纹中径的基本尺寸=螺纹大径-螺距×系数值。
公式表示:d/D-P×0.6495b.常用的6h外螺纹中径公差(以螺距为基准)。
上限值为”0”下限值为P0.8-0.095 P1.00-0.112 P1.25-0.118P1.5-0.132 P1.75-0.150 P2.0-0.16P2.5-0.17上限计算公式即基本尺寸,下限值计算公式d2-hes-Td2即中径基本尺寸-偏差-公差。
M8的6h级中径公差值:上限值7.188 下限值:7.188-0.118=7.07。
C.常用的6g级外螺纹中径基本偏差: (以螺距为基准)。
P 0.80-0.024 P 1.00-0.026 P1.25-0.028 P1.5-0.032P1.75-0.034 P2-0.038 P2.5-0.042上限值计算公式d2-ges即基本尺寸-偏差下限值计算公式d2-ges-Td2即基本尺寸-偏差-公差二、 60°内螺纹中径计算及公差(GB 197 /196)a. 6H级螺纹中径公差(以螺距为基准)。
上限值:P0.8+0.125 P1.00+0.150 P1.25+0.16 P1.5+0.180P1.25+0.00 P2.0+0.212 P2.5+0.224下限值为”0”,上限值计算公式2+TD2即基本尺寸+公差。
b. 内螺纹的中径基本尺寸计算公式与外螺纹相同即D2=D-P×0.6495即内螺纹中径螺纹大径-螺距×系数值。
c. 6G级螺纹中径基本偏差E1(以螺距为基准)。
P0.8+0.024 P1.00+0.026 P1.25+0.028 P1.5+0.032P1.75+0.034 P1.00+0.026 P2.5+0.042下限值:7.188+0.026=7.214上限值公式2+GE1+TD2即中径基本尺寸+偏差+公差下限值公式2+GE1即中径尺寸+偏差三、外螺纹大径的计算及公差(GB 197/196)a. 外螺纹的6h大径上限值即螺纹直径值例M8为φ8.00上限值公差为”0”。
螺纹类各种计算
螺纹类各种计算、换算公式及常识资料一、挤牙丝攻内孔径计算公式:公式:牙外径-1/2×牙距例1:公式:M3×0.5=3-(1/2×0.5)=2.75mmM6×1.0=6-(1/2×1.0)=5.5mm例2:公式:M3×0.5=3-(0.5÷2)=2.75mmM6×1.0=6-(1.0÷2)=5.5mm二、一般英制丝攻之换算公式:1英寸=25.4mm(代码)例1:(1/4-30)1/4×25.4=6.35(牙径)25.4÷30=0.846(牙距)则1/4-30换算成公制牙应为:M6.35×0.846例2:(3/16-32)3/16×25.4=4.76(牙径)25.4÷32=0.79(牙距)则3/16-32换算成公制牙应为:M4.76×0.79三、一般英制牙换算成公制牙的公式:分子÷分母×25.4=牙外径(同上)例1:(3/8-24)3÷8×25.4=9.525(牙外径)25.4÷24=1.058(公制牙距)则3/8-24换算成公制牙应为:M9.525×1.058四、美制牙换算公制牙公式:例:6-326-32 (0.06+0.013)/代码×6=0.1380.138×25.4=3.505(牙外径)25.4÷32=0.635(牙距)那么6-32换算成公制牙应为:M3.505×0.635 1、孔内径计算公式:牙外径-1/2×牙距则应为:M3.505-1/2×0.635=3.19那么6-32他内孔径应为3.192、挤压丝攻内孔算法:下孔径简易计算公式1:牙外径-(牙距×0.4250.475)/代码=下孔径例1:M6×1.0M6-(1.0×0.425)=5.575(最大下孔径)M6-(1.0×0.475)=5.525(最小)例2:切削丝攻下孔内径简易计算公式:M6-(1.0×0.85)=5.15(最大)M6-(1.0×0.95)=5.05(最小)M6-(牙距×0.860.96)/代码=下孔径例3:M6×1.0=6-1.0=5.0+0.05=5.05五、压牙外径计算简易公式:1.直径-0.01×0.645×牙距(需通规通止规止)例1:M3×0.5=3-0.01×0.645×0.5=2.58(外径)例2:M6×1.0=6-0.1×0.645×1.0=5.25(外径)六、公制牙滚造径计算公式:(饱牙计算)例1:M3×0.5=3-0.6495×0.5=2.68(车削前外径)例2:M6×1.0=6-0.6495×1.0=5.35(车削前外径)七、压花外径深度(外径)外径÷25.4×花齿距=压花前外径例:4.1÷25.4×0.8(花距)=0.13 压花深度应为0.13八、多边形材料之对角换算公式:1.四角形:对边径×1.414=对角径2.五角形:对边径×1.2361=对角径3.六角形:对边直径×1.1547=对角直径公式2: 1.四角:对边径÷0.71=对角径2.六角:对边径÷0.866=对角径九、刀具厚度(切刀):材料外径÷10+0.7参考值十、锥度的计算公式:公式1:(大头直径-小头直径)÷(2×锥度的总长)=度数等于查三角函数值公式2:简易(大头直径-小头直径)÷28.7÷总长=度数滚牙径计算公式一、60°牙型的外螺纹中径计算及公差(国标GB 197/196)a. 中径基本尺寸计算:螺纹中径的基本尺寸=螺纹大径-螺距×系数值公式表示:d/D-P×0.6495例:外螺纹M8螺纹中径的计算8-1.25×0.6495=8-0.8119≈7.188b.常用的6h外螺纹中径公差(以螺距为基准)上限值为”0”下限值为P0.8-0.095 P1.00-0.112 P1.25-0.118P1.5-0.132 P1.75-0.150 P2.0-0.16P2.5-0.17上限计算公式即基本尺寸,下限值计算公式d2-hes-Td2即中径基本尺寸-偏差-公差M8的6h级中径公差值:上限值7.188 下限值:7.188-0.118=7.07C常用的6g级外螺纹中径基本偏差: (以螺距为基准)P 0.80-0.024 P 1.00-0.026 P1.25-0.028 P1.5-0.032P1.75-0.034 P2-0.038 P2.5-0.042上限值计算公式d2-ges即基本尺寸-偏差下限值计算公式d2-ges-Td2即基本尺寸-偏差-公差例M8的6g级中径公差值:上限值7.188-0.028=7.16 下限值:7.188-0.028-0.118=7.042注:①以上的螺纹公差是以粗牙为准,对细牙的螺纹公差相应有些变化,但均只是公差变大,所以按此控制不会越出规范界限,故在上述中未一一标出.②螺纹的光杆坯径尺寸在生产实际中根据设计要求的精度和螺纹加工设备的挤压力的不同而相应比设计螺纹中径尺寸加大0.04—0.08之间,为螺纹光杆坯径值,例我们公司的M8外螺纹6g级的螺纹光杆坯径实在7.08—7.13即在此范围.③考虑到生产过程的需要外螺纹在实际生产的未进行热处理和表面处理的中径控制下限应尽量保持在6h级为准二、60°内螺纹中径计算及公差(GB 197 /196)a. 6H级螺纹中径公差(以螺距为基准)上限值:P0.8+0.125 P1.00+0.150 P1.25+0.16 P1.5+0.180P1.25+0.00 P2.0+0.212 P2.5+0.224下限值为”0”,上限值计算公式2+TD2即基本尺寸+公差例M8-6H内螺纹中径为:7.188+0.160=7.348 上限值:7.188为下限值b. 内螺纹的中径基本尺寸计算公式与外螺纹相同即D2=D-P×0.6495即内螺纹中径螺纹大径-螺距×系数值c. 6G级螺纹中径基本偏差E1(以螺距为基准)P0.8+0.024 P1.00+0.026 P1.25+0.028 P1.5+0.032P1.75+0.034 P1.00+0.026 P2.5+0.042例:M8 6G级内螺纹中径上限值:7.188+0.026+0.16=7.374下限值:7.188+0.026=7.214上限值公式2+GE1+TD2即中径基本尺寸+偏差+公差下限值公式2+GE1即中径尺寸+偏差三、外螺纹大径的计算及公差(GB 197/196)a. 外螺纹的6h大径上限值即螺纹直径值例M8为φ8.00上限值公差为”0”b. 外螺纹的6h级大径下限值公差(以螺距为基准)P0.8-0.15 P1.00-0.18 P1.25-0.212 P1.5-0.236 P1.75-0.265P2.0-0.28 P2.5-0.335大径下限计算公式:d-Td 即螺纹大径基本尺寸-公差例:M8外螺纹6h大径尺寸:上限为φ8,下限为φ8-0.212=φ7.788c. 外螺纹6g级大径的计算与公差6g级外螺纹的基准偏差(以螺距为基准)P0.8-0.024 P1.00-0.026 P1.25-0.028 P1.5-0.032 P1.25-0.024 P1.75 –0.034P2.0-0.038 P2.5-0.042上限计算公式 d-ges 即螺纹大径基本尺寸-基准偏差下限计算公式 d-ges-Td 即螺纹大径基本尺寸-基准偏差-公差例: M8 外螺纹6g级大径上限值φ8-0.028=φ7.972下限值φ8-0.028-0.212=φ7.76注:①螺纹的大径是由螺纹光杆坯径及搓丝板/滚丝轮的牙型磨损程度来决定的,而且其数值在同样毛坯及螺纹加工工具的基础上与螺纹中径成反比出现即中径小则大径大,反之中径大则大径小.②对需进行热处理和表面处理等加工的零件,考虑到加工过程的关系实际生产时应将螺纹大径控制在6h级的下限值加0.04mm以上,如M8的外螺纹在搓(滚)丝的大径应保证在φ7.83以上和7.95以下为宜.四、内螺纹小径的计算与公差a. 内螺纹小径的基本尺寸计算(D1)螺纹小径基本尺寸=内螺纹基本尺寸-螺距×系数例:内螺纹M8的小径基本尺寸 8-1.25×1.0825=6.646875≈6.647b. 内螺纹6H级的小径公差(以螺距为基准)及小径值计算P0.8 +0. 2 P1.0 +0. 236 P1.25 +0.265 P1.5 +0.3 P1.75 +0.335P2.0 +0.375 P2.5 +0.48内螺纹6H级的下限偏差公式D1+HE1即内螺纹小径基本尺寸+偏差注:6H级的下偏值为“0”内螺纹6H级的上限值计算公式=D1+HE1+TD1即内螺纹小径基本尺寸+偏差+公差例:6H级M8内螺纹小径的上限值 6.647+0=6.6476H级M8内螺纹小径的下限值 6.647+0+0.265=6.912c. 内螺纹6G级的小径基本偏差(以螺距为基准)及小径值计算P0.8 +0.024 P1.0 +0.026 P1.25 +0.028 P1.5 +0.032 P1.75 +0.034P2.0 +0.038 P2.5 +0.042内螺纹6G级的小径下限值公式=D1+GE1即内螺纹基本尺寸+偏差例: 6G级M8内螺纹小径的下限值 6.647+0.028=6.6756G级M8内螺纹小径的上限值公式D1+GE1+TD1即内螺纹基本尺寸+偏差+公差例: 6G级M8内螺纹小径的上限值是6.647+0.028+0.265=6.94注:①内螺纹的牙高直接关系到内螺纹的承载力矩的大小,故在毛坯生产中应尽量在其6H级上限值以内②在内螺纹的加工过程中,内螺纹小径越小会给加工具——丝锥的使用效益有所影响.从使用的角度讲是小径越小越好,但综合考虑时一般采用小径的在中限至上限值之间,如果是铸铁或铝件时应采用小径的下限值至中限值之间③内螺纹6G级的小径在毛坯生产中可按6H级执行,其精度等级主要考虑螺纹中径的镀层,故只在螺纹加工时考虑丝锥的中径尺寸而不必考虑光孔的小径。
螺纹大径、中径、小径计算公式-螺栓中经计算公式
螺纹大径、中径、小径计算公式-螺栓中经计算公式紧固件生产中应用得相关计算公式一、60°牙型得外螺纹中径计算及公差(国标GB 197/196)a、中径基本尺寸计算: 螺纹中径得基本尺寸=螺纹大径-螺距×系数值公式表示:d/D-P×0。
6495例:外螺纹M8螺纹中径得计算8-1.25×0、6495=8-0.8119≈7.188b、常用得6h外螺纹中径公差(以螺距为基准) 上限值为”0”下限值为P0、8-0、095 P1。
00—0、112P1、25-0。
118 P1、5—0、132 P1。
75—0。
150 P2、0—0、16P2、5-0.17 上限计算公式即基本尺寸,下限值计算公式d2-hes-Td2即中径基本尺寸-偏差-公差M8得6h级中径公差值:上限值7。
188下限值:7。
188-0、118=7、07C常用得6g级外螺纹中径基本偏差: (以螺距为基准) P 0.80—0、024P 1.00-0、026P 1.25-0、028 P1。
5-0、032 P1.75-0、034P2-0、038P2.5-0。
042 上限值计算公式d2-ges即基本尺寸-偏差下限值计算公式d2-ges-Td2即基本尺寸—偏差-公差例M8得6g级中径公差值:上限值7。
188—0.028=7、16 下限值:7。
188-0。
028-0.118=7。
042注:①以上得螺纹公差就是以粗牙为准,对细牙得螺纹公差相应有些变化,但均只就是公差变大,所以按此控制不会越出规范界限,故在上述中未一一标出。
②螺纹得光杆坯径尺寸在生产实际中根据设计要求得精度与螺纹加工设备得挤压力得不同而相应比设计螺纹中径尺寸加大0、04—0。
08之间,为螺纹光杆坯径值,例我们公司得M8外螺纹6g级得螺纹光杆坯径实在7。
08—7.13即在此范围。
③考虑到生产过程得需要外螺纹在实际生产得未进行热处理与表面处理得中径控制下限应尽量保持在6h级为准二、60°内螺纹中径计算及公差(GB197 /196)a。
(完整版)螺纹测量方法
螺纹测量的方法|三针法测量|螺纹环塞规|螺纹千分尺|游标卡尺螺纹测量的方法摘要:螺纹作为标准件在机件联结和传动中有着重要地位,在维修中加工螺纹也是常见的,螺纹的精度对其联结和传动有直接影响,螺纹检测的方法也是必备的。
1.用螺纹环(塞)规及卡板测量对于一般标准螺纹,都采用螺纹环规或塞规来测量如图(a)示。
在测量外螺纹时,如果螺纹“过端"环规正好旋进,而“止端”环规旋不进,则说明所加工的螺纹符合要求,反之就不合格。
测量内螺纹时,采用螺纹塞规,以相同的方法进行测量.图(a)图(c)图(b)在使用螺纹环规或塞规时,应注意不能用力过大或用扳手硬旋,在测量一些特殊螺纹时,须自制螺纹环(塞)规,但应保证其精度。
对于直径较大的螺纹工件,可采用螺纹牙形卡板来进行测量、检查,如图(b)示。
2.用螺纹千分尺测量螺纹千分尺是用来测量螺纹中径的,如图(c)示,一般用来测量三角螺纹,其结构和使用方法与外径千分尺相同,有两个和螺纹牙形角相同的触头,一个呈圆锥体,一个呈凹槽。
有一系列的测量触头可供不同的牙形角和螺距选用。
测量时,螺纹千分尺的两个触头正好卡在螺纹的牙形面上,所得的读数就是该螺纹中径的实际尺寸.图(d)3.用齿厚游标卡尺测量齿厚游标卡尺由互相垂直的高卡尺和齿厚卡尺组成,如图(d)示,用来测量梯形螺纹中径牙厚和蜗杆节径齿厚。
测量时,将齿高卡尺读数调整至齿顶高(梯形螺纹等于0.25﹡螺距t,蜗杆等于模数),随后使齿厚卡尺和蜗杆轴线大致相交成一螺纹升角β,并作少量摆动。
这时所测量的最小尺寸即为蜗杆轴线节径法向齿厚Sn。
蜗杆(或梯形螺纹)节径法向齿厚,可预先用下面的公式计算出来:Sn=t*cosβ基中:Sn:蜗杆(或梯形螺纹)节径法向齿厚、t :蜗杆周节、β:螺纹升角例1如何用齿厚游标卡尺对模数mn=6、头数K=2、外径da =80mm的蜗杆进行测量?解在测量时应先算出:蜗杆周节 t =mn*π=6*3.142=18.852mm蜗杆导程 L=t*k=18。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
M16*1.5 6G 止规标准
14.408
M10*1 7G 止规标准
8.943
1/2-20UNF 2B
止规标准 (1.27)
7/16-20UNF 2B
止规标准 (1.27)
NO6-32UNC
止规标准 (0.79)
11.328 11.331 9.728 9.731 2.642 2.644
11.608 11.605 10.033 10.03 2.896 2.893
11.731
12.055
12.033
11.565
11.543
14.045
14.023
13.842
13.82
中径标准
上偏差
下偏差
13.044
13.033
13.227
13.216
15.368
15.357
15.521
15.51
14.724
14.71
14.927
14.913
15.044
15.033
15.227
9.015
9.206
9.195
9.35
9.339
9.5
9.489
11.35 11.339
11.51 11.499
11.026 11.015
11.216 11.205
10.863 10.852
11.063 11.052
13.513 13.502
13.653 13.642
螺纹塞规大径、中径、小径检测标准
5.526
5.55
5.539
5.675
5.664
6.394
6.383
6.537
6.526
9.394
9.383
9.537
9.526
11.397
11.386
11.547
11.536
11.076
11.065
11.259
11.248
13.553
13.542
13.686
13.675
中径极限偏差
上偏差 下偏差
13.026 13.015
13.216 13.205
15.35 15.339
15.51 15.499
14.703 14.689
14.912 14.898
15.026 15.015
15.216 15.205
17.026 17.015
17.216 17.205
19.35 19.339
19.51 19.449
19.026 19.015
5.357
5.511
5.5
5.531
5.52
5.656
5.645
6.368
6.357
6.511
6.5
6.531
6.52
6.656
6.645
7.206
7.195
7.359
7.348
9.044
9.033
9.217
9.206
9.368
9.357
9.511
9.5
11.368
11.357
11.521
11.51
7.001
6.812
6.79
8.023
8.001
7.615
7.593
10.023
10.001
9.523
9.501
10.023
10.001
9.717
9.695
12.023
12.001
11.727
11.705
12.023
12.001
11.533
11.511
12.023
12.001
11.43
11.408
14.023
1.75
1.008 1.5085
美制对应三针及A值
螺距(P) 三针直径
A值
0.635
0.402
0.65609
0.7937
0.461
0.6956558
1.058
0.572
0.799772
1.058833 0.724
1.255050622
1.27
0.724
1.07218
1.4111
0.866
1.3759874
21.533
21.511
3.536
3.518
3.377
3.359
4.037
4.019
3.839
3.821
6.049
6.027
5.743
5.721
6.042
6.02
5.831
5.809
7.049
7.027
6.743
6.721
10.049
10.027
9.743
9.721
12.049
12.027
11.753
大径标准
上偏差
下偏差
14.055
14.033
13.565
13.543
16.049
16.027
15.753
15.731
16.055
16.033
15.565
15.543
10.049
10.027
9.883
9.861
12.7
12.713
12.555
12.568
11.125
11.113
10.975
10.963
16.023
16.001
15.727
15.705
16.03
16.002
15.334
15.306
16.023
16.001
15.533
15.511
18.023
18.001
17.633
17.611
20.023
20.001
19.727
19.705
20.023
20.001
19.533
19.511
22.023
22.001
螺纹规格
M14*1.5 6H 止规标准 M16*1 6H 止规标准 M16(2) 6H 止规标准 M16*1.5 6H 止规标准 M18*1.5 6H 止规标准 M20*1 6H 止规标准 M20*1.5 6H 止规标准 M22*1.5 6H 止规标准 M3.5(0.6)6G 止规标准 M4(0.7)6G 止规标准 M6(1) 6G 止规标准 M6*0.75 6G 止规标准 M7(1) 6G 止规标准 M10*1 6G 止规标准 M12*1 6G 止规标准 M12*1.5 6G 止规标准 M14*0.75 6G 止规标准
3.518
3.505
3.426
3.414
中径标准
上偏差
下偏差
13.076
13.065
13.259
13.248
15.394
15.383
15.547
15.536
15.076
15.065
15.259
15.248
9.394
9.383
9.577
9.566
11.875
11.882
12.009
12.017
10.295
1.5875
0.866
1.223225
2.1167
1.441
2.4899378
2.54
1.441
2.12336
螺距=25.4/牙数
小径≤D1 D1
12.376 14.917 13.835 14.376 16.376 18.917 18.376 20.376 2.871 3.264 4.943 6.207 5.943 8.943 10.943 10.408 13.21
大径标准
上偏差
下偏差
14.023
14.001
13.533
13.511
螺距(P) 三针直径 A值
0.4
0.232 0.3496
0.45
0.26 0.3903
0.5
0.291 0.44
0.6
0.343 0.5094
0.7
0.402 0.5998
0.75
0.433 0.6495
0.8
0.462 0.6932
1
0.572 0.85
1.5
0.866 1.299
1.25
0.724 1.0895
螺纹塞规大径、中径、小径检测标准
螺纹规格
M2(0.4) 6H 止规标准 M3(0.5) 6H 止规标准 M3.5(0.6)6H 止规标准 M4(0.7) 6H 止规标准 M4.5(0.75)6H 止规标准 M5(0.8) 6H 止规标准 M6(1) 6H 止规标准 M6*0.75 6H 止规标准 M7(1) 6H 止规标准 M7*0.75 6H 止规标准 M8(1.25)6H 止规标准 M10(1.5)6H 止规标准 M10*1 6H 止规标准 M12*1 6H 止规标准 M12*1.5 6H 止规标准 M12(1.75)6H 止规标准 M14*0.75 6H 止规标准
15.216
17.044
17.033
17.227
17.216
19.368
19.357
19.521
19.51
19.044
19.227
19.216
21.044
21.033
21.227
21.216
3.142
3.133
3.252
3.243
3.578
3.569
3.694
3.685
5.394
5.383
5.5373.6Leabharlann 33.6544.011