碳五资源的分离和综合利用
裂解C5的综合利用及其前景
万方数据
第"期
钱 伯 章 ! 裂 解 "# 的 综 合 利 用 及 其 前 景
) "1 )
克 公 司 采 用 二 甲 基 甲 酰 胺 *./0+ ! 壳 牌 公 司 采 用 环 丁 砜 $ 裂 解 ’( 经 分 离 后 可 获 得 各 种 不 同 纯 度 的 产 品 ! 其 中 异 戊 二 烯 可 达 到 123 以 上 的 化 学 级 产 品 ! 或 是 浓 度 超 过 114(3 的 聚 合 级 产 品 # 双 环 戊 二 烯 的 规 格 有 5(3 以 下 * 称 为 低 纯 度 产 品 + % 2(3* 中 纯 度 产 品 + % 1!3 * 高 纯 度 产 品 + % 高 于 113 * 超 高 纯 产 品 +! 种 # 间 戊 二 烯 成 品 浓 度 一 般 较 低 ! 通 常 为 )#3 6
求 高 的 某 些 领 域 ! 如 反 应 注 射 成 型 *=,/+ 时 ! 则 采 用 &解聚’精馏’再二聚’精馏( 的方法得到 纯 度 达 到 11 " 的 双 环 戊 二 烯 $
:##> 年 后 的 ! ! "#!$%& $
目 前 ! 我 国 大 部 分 石 化 企 业 的 裂 解 ’( 馏 分 一 般作 为乙烯裂 解 炉 的 燃 料 进 行 利 用 !化 工 利 用 率 很 低$ 环顾 国 内!除 了 上 海 石 化 公 司 化 工 研 究 所 拥 有 一 套 完 整 的 ’( 分 离 装 置 以 外 ! 其 他 单 位 裂 解 ’( 馏 分利用仅做 简 单 的 分 离 处 理 !主 要 是 用 来 生 产 双 环 戊二烯$ 表 " 列 出 了 上 海 石 化 ’( 馏 分 利 用 情 况 ! 表 : 列 出 国 内 其 他 ’( 馏 分 分 离 情 况 $
裂解C 5 的综合利用及其前景

裂解C 5 的综合利用及其前景张祥学号:0820604021208化学工程(2)班摘要综述了裂解C5 的分离及其下游衍生物(异戊二烯、环戊二烯、间戊二烯、C5 石油树脂等)的应用市场和需求, 以及国内裂解C5 资源及其利用前景。
关键词裂解C5 衍生物市场需求资源前景1 概述裂解碳五(简称C5 馏分)是在石脑油及其他重质裂解原料蒸汽裂解制乙烯过程中形成的副产物,可从裂解汽油中用精馏的方法得到。
作为一种宝贵的资源, 裂解C5 可以生产一系列高附加值的化工产品, 世界各国普遍关注C5 的开发利用。
许多大型石油化工公司都把C5 馏分综合利用作为一项全球性的业务。
目前, 与C5 馏分分离及向下游衍生产品的相关行情变化大且相当复杂。
裂解C5 馏分中含有许多组分, 它们是很有价值的化工原料, 如异戊二烯、环戊二烯(通常以二聚体, 即双环戊二烯的形式存在)、间戊二烯、异戊烯、l- 戊烯、2- 丁炔、3- 甲基- l- 丁烯、环戊烷、环戊烯、异戊烷、正戊烷等。
异戊二烯、环戊二烯和间戊二烯的含量约占裂解C5 馏分的45%~55%。
其中, 环戊二烯占15%~17%, 异戊二烯占15%~20%, 间戊二烯占10%~20%。
这些双烯烃和单烯烃由于其特殊的分子结构, 化学性质活泼, 可以合成许多高附加值的产品, 是化工利用的宝贵资源。
目前, C5 烃及其衍生物的综合利用已成为全球性商机中的热点之一, 受到了越来越多的关注。
近年来, C5 馏分的利用方向已由初期的混合利用逐渐转向了分离单组分的利用, 同时向制备精细化工产品方向发展。
以分离提纯后的C5 各组分为原料, 可以生产品种繁多的石油化学品、专用化学品、精细化学品和医药化学品等等。
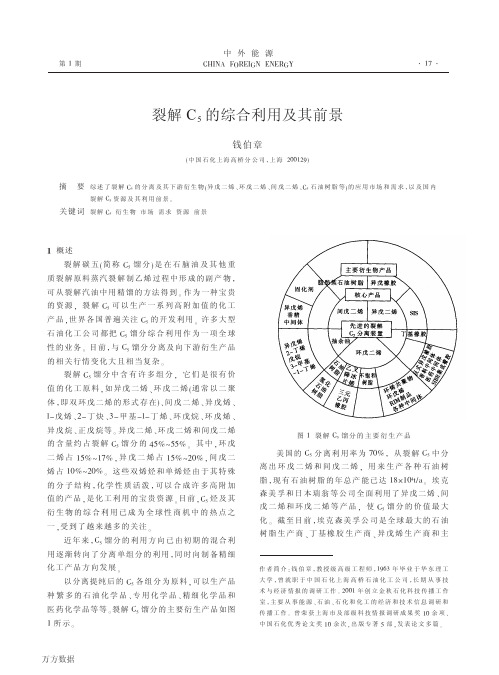
裂解C5 馏分的主要衍生产品如图1 所示。
美国的C5 分离利用率为70%, 从裂解C5 中分离出环戊二烯和间戊二烯, 用来生产各种石油树脂, 现有石油树脂的年总产能已达18×104t/a。
碳五馏分的分离及综合利用

壁至堡坌塑坌曼墨壁鱼型里:!!:碳五馏分的分离及综合利用田凤(兰州石化研究院,兰州730060)摘要:本文介绍了混合碳五馏分的分离技术。
混合碳五馏分及其各组分的综合利用。
为我国乙烯工业副产综合利用提出建议。
I关键词:碳五馏分分离综合利用碳五(G)馏分是石油化工的炼油装置、催化裂化装置以及重质烃裂解装置裂解制乙烯过程中的副产品,是一种具有潜在价值的基本原料,随着石油化工的迅速发展,碳五也日益增多,世界各国对于碳五资源的开发和综合利用都非常重视,其中日本和美国是C,综合利用最好的国家。
目前,国外的碳五的分离和综合利用已由初期的混合使用转向分离单个组成的利用,并向制备精细化工产品方向发展。
而我国现在的G资源比较分数,基本上没有利用,大多数仍作燃料油或直接烧掉,工业规模的C5分离装置还是空白。
分离单个组分的化工利用及精细化工仅仅是起步,综合利用水平远远落后于国外。
因此,如何合理利用好这部分资源是一个值得探讨的问题。
l C5馏分组成截止2001年我国乙烯生产能力己超过5000kffa,副产C5馏分量600kt左右口J。
C5馏分的收率、组成主要取决于裂解原料的性质,我国的乙烯装置所用的原料各不相同,裂解C,产率也不同。
大庆石油化工总厂以油田轻烃和炼油厂的石脑油为原料,裂解C5馏分的产量约为乙烯产量的7.8%,齐鲁、扬子石化以及上海石化股份有限公司的30万讹乙烯装置以石脑油和轻柴油为原料,C,馏分产量约为乙烯产量的12%~15%。
最高的是吉林石化公司C,产率曾高达24.5嘣”。
表l列出的是我国主要乙烯装置裂解C5的典型组成【“。
组成齐鲁扬子上海燕山碳四4.686 50 2.75 210 异戊烷691 2.8l 2103.甲基I.T烯2.62 I…43 I 24正戊烷3.73 5 44 4 70 1.431.戊烯5.08 5邡7D5 7142.甲基I-丁烯5.8l 919 474667 反2.戊烯8.92 60l420 5.7l 顺2.戊烯2.67 262267l,4.戊二烯 2 30l 432.甲基2-丁烯2.68 2.80 286环戊烷22.60 0.68 0.76 异戊二烯23.50 17.13 2048 环戊烯3.79 4.78 3 8l2.丁炊16.10 14.7l 032 间戊二烯16.16 16.96 16 35 环戊二烯/双环戊二烯16.59 21.04 18.701.戊炔O.10异丙基乙炔0.302.戊炔010 碳六2.64 3.40037 5 60 其它430碳五二烯烃总量55.76 53,.90 55.13 S5 53碳五馏分的分离及综合利用由我国主要石化企业裂解c5典型组成可见,C5组成中异戊二烯含量在15%~23%:间戊二烯含量为14%~17%:环戊二烯仅环戊二烯含量为13%~21%;双烯烃的总量占裂解C5的40%~60%。
碳五分离 裂解

碳五分离裂解
碳五分离裂解是一种化学反应过程,通过这个过程可以将碳五分子分解成更简单的化合物。
在这个过程中,碳五分子的化学键被打破,形成一系列碳链以及其他化学物质。
碳五是一种由五个碳原子组成的分子,具有稳定的结构。
然而,有时候我们需要将碳五分解为更小的碳链,以便进行其他化学反应或制备特定的化合物。
碳五分离裂解就是为了满足这个需求而发展起来的一种技术。
在碳五分离裂解过程中,一般会使用高温或催化剂来促进反应的进行。
高温可以提供足够的能量,打破碳五分子之间的化学键。
而催化剂则可以加速反应速率,使得分解过程更加迅速和高效。
分解碳五分子后,所得到的碳链可以具有不同的长度和结构。
这些碳链可以进一步用于合成有机化合物,如石油化工中的烯烃或芳香烃等。
此外,碳五分离裂解还可以用于制备碳纳米管等纳米材料,这些材料在材料科学和纳米技术领域具有广泛的应用前景。
总体而言,碳五分离裂解是一种重要的化学反应过程,可以将碳五分子分解为更简单的化合物。
通过这个过程,我们可以获得各种碳链和其他有机化合物,为化学工业和材料科学领域的发展提供了重要的基础。
裂解C5馏分综合利用-陈
CHENLI
常见碳五资源利用情况分1析5
间戊二烯分离
采用萃取蒸馏法分离异戊二烯时,可同时获得纯度在60%左右的间戊二烯 浓缩液,进一步精馏即可制得纯度为90%~99%的间戊二烯。
●粘合剂(尤其是热熔胶和压敏胶): C5石油树脂具有很好的粘接性,加入到热熔胶、密封胶或压敏胶中,能够提高这些粘合剂的粘合力、耐
酸性、耐碱性以及耐水性,并且能够有效地降低生产成本。当控制C5馏份中的环戊二烯含量为2%~7%时,所制得的石油树脂对乙烯-醋酸乙烯共聚体( EVA)有很好的相容性与粘接性,可以用来合成高质量的热熔胶。将C5石油树脂与SBS热塑性弹性体嵌段共聚物在甲苯、己烷的混合溶剂中进行混合,所 得粘性混合物可以用来制压敏胶。
(c)有效利用前景广阔,潜在经济效益巨大。混合C5馏分所含各种组分是石油化工、精细化工、日用化工 的宝贵原料,可以开发出许多高附加价值的产品。
CHENLI
常见碳五资源利用情况分析5
C5的开发利用根据资源量,技术水平高低、投资多少和规模大小等情况 来决定,一般可采用以下四种不同的途径:
第一途径是:以碳五混合物形式直接参
压力69 kPa
回流比
第一萃取蒸馏塔2.67﹕1,第 第一萃取蒸馏塔1﹕1
-
第一萃取蒸馏塔2﹕1
-
二萃取蒸馏塔3.8﹕1
第二萃取蒸馏塔2﹕1
第二萃取蒸馏塔3﹕1
萃取剂含水量 /%
萃取剂/烃的质 量比
无
第一萃取蒸馏塔2﹕1,第 二萃取蒸馏塔1﹕7
小于0.5
第一萃取蒸馏塔1﹕1,第 二萃取蒸馏塔2﹕1
碳五的综合利用

烯烃 、 双烯 烃 等 共 二 、 十 种 组 分 。多年 来 , 我 国这 部 分 资源 一直
没 有 得 到很 好 的利 用 。 国 内近 年 来 主 要 的 乙 烯 生 产 企 业 纷 纷 扩
建生 产 装 置 , 2 0 0 5年 上 半 年 南 京 扬 巴 、 上 海 塞 科 大 型 乙 烯装 置顺 利投产 , 另外埃克森福建 、 中海 油 壳 牌 等 大 型 合 资 乙烯 装 置 正在 建设之 中, 2 0 0 5年 我 国 乙烯 的 总 产能 将 达 到 1 1 0 0万 吨/ 年 。另外 陶 氏化 学 与 天 津 石化 合 资 1 0 0万 吨/ 年 乙 烯 项 目 、埃 克 森 与 广 州 石 化合 资 1 0 0万 吨, 年 乙 烯项 目 、 镇海炼化筹建 1 0 0吨, 年 乙 烯项 目 、上 海漕 泾 化 工 同 区计 划建 设 的 1 0 0万 吨, 年 乙 烯 项 目也 将 在 未 来 几 年 内 投 入 建设 ,神 华包 头煤 制 6 0万 吨 烯 烃 项 目建 投 产 , 预计 2 0 1 5年 我 国 乙烯 总 生 产 能 力 将 突破 1 5 0 0万 吨, 年 。届 时 可 利用的 C 5资 源达 到 1 5 0 — 3 0 0万 吨/ 年。 因此 . 开 发有 效 地 利 用 C 5
料 的开 发 是 项 目研 究 来自关 键 技 术 。而 该 催 化 剂 的 开 发 关 键 是 大
求, 具有重要意义。
2 . 我国 C 5的开 发 情 况
孔 径 催 化 剂 担 体 的制 备 . 目前 国 内连 续 化 同 定 床 反 应 所 用 的催 化 剂 主要 有 高 N i 分子的 N i O — C o O / A 1 2 0 3催 化 剂 及 P d / A 1 2 0 3 。 前 者 由 于还 原 后 N原 子簇 粒 在 高 温 下 容 易 迁 移 形 成 大 晶 粒 ,易 失 活. 而且高含量 的 N i O约 4 0 %一 4 5 %负载 到大 孔 担 体 上 后 造 成 催 化 剂 有 效 孔 容 或 孔径 大 幅 降低 .在 低 分 子 量 聚合 物 石 油树 脂 的 加 氢 反应 中会 很 快 造 成孔 道 堵 塞 而 失 活 , 其 平 均 寿命 较 低 。因 此 石 油树 脂 加 氢 催 化 剂 的工 业 使 用 仍 以 P d / A l 2 0 3为 主 。其 研 究 成 果 完 全 可 以替 代 进 口产 品 。
(完整版)C5综合利用

异戊烯联合装置C5资源综合利用在石油烃类裂解制取乙烯的过程中,有大量的C5馏分产生。
石油化工产业的飞速,随着各乙烯装置的进一步扩容改造,C5馏分产量将明显增加。
而C5馏分作为一种宝贵的资源,可以生产一系列高附加值的化工产品。
为此,对C5系列的精细化工产品的开发利用,将降低乙烯生产成本,提高企业的效益,增强企业的竞争力。
石化上海石油化工股份有限公司化工研究所的异戊烯联合装置就是一个很好的开发利用实例。
中国石化上海石化股份有限公司化工研究所(以下简称化工所)主要从事C5分离、C5馏分综合利用的研究,拥有一套65kt/a的C5分离装置。
2001年采用中国石化齐鲁石化分公司研究院开发的裂解C5催化蒸馏合成甲基叔戊基醚(TAME)、TAME分解制高纯度异戊烯中试技术以及化工所开发的异戊烯异构化技术,建成并投产异戊烯生产单元,刚建成时生产能力为1kt/a,后经脱瓶颈改造和工艺优化,现生产能力已达3.5kt/a;2003年采用化工所开发的醚后C5加氢制戊烷技术,建成并投产戊烷生产单元(生产能力达7kt/a);2006年采用化工所开发的轻质C5加氢制丁烷技术,建成轻质C5加氢单元(生产能力达2.5kt/a),并已试开车成功。
这3个单元组成了异戊烯联合装置。
1C5分离后综合利用前景及主要技术1.1C5分离后综合利用前景C5是乙烯生产中的副产品,每生产10t乙烯有1tC5产生。
在美国、德国和日本,C5的深度利用已经延伸出一条精细化工产业链,广泛用于橡胶、香料、农药、维生素片等产品中,其技术含量和附加值都相当高。
然而在国内石化行业,因为提炼技术难度大,C5在很长时间里都没有充分利用。
随着我国石油化工的快速发展,2005年全国乙烯生产量为6270kt,其中仅中国石化就已达到4250kt。
2006年除上海赛科900kt/a乙烯工程投入运行外,中国石化扬子石化股份有限公司与巴斯夫合作的扬巴工程也正式投产,中海油与壳牌合作的800kt/a乙烯项目也将于2006年底或2007年初投产,2006年我国乙烯产量将达到9000kt左右。
碳五资源利用途径

目录1.环戊二烯及双环戊二烯 (2)1.1碳五分离双环戊二烯的情况 (3)1.2双环戊二烯在有机合成中的应用现状 (3)1.2.1合成不饱和聚酯树脂 (3)1.2.2合成油树脂产品 (4)1.2.3合成戊二醛 (4)1.2.5合成反应注塑成型聚合物 (5)1.2.6合成环烯共聚物 (5)2. 异戊二烯(IP) (6)2.1国异戊二烯利用状况 (7)2.2异戊二烯市场需求及前景分析 (8)2.2.1异戊二烯在精细化工领域应用 (8)2.2.2异戊二烯在聚合物领域应用 (8)2.2.3国生产情况 (12)3. 间戊二烯 (12)3.1间戊二烯用途 (13)3.1.1间戊二烯树脂 (13)3.1.2固化剂 (13)3.1.3香料 (14)3.1.4间戊二烯共聚物 (14)3.1.5不饱和醇与酯 (14)3.2市场分析 (14)4.国碳五分离技术及其进展 (15)4.1DMF法分离工艺 (16)4.2ACN法分离工艺 (16)4.3热二聚工艺 (17)4.4新型工艺的开发 (18)4.4.1碳五馏分的加氢分离工艺 (18)4.4.2反应精馏技术 (19)4.4.3共沸超精馏/萃取蒸馏耦合工艺 (19)碳五资源利用途径碳五烃类中含有三种双烯烃类:环戊二烯15~17%,异戊二烯15%~20%,间戊二烯10~20%,近年来,碳五馏分的利用已由初期的混合利用转向分离单组分的利用,同时向制备精细化工产品向发展。
碳五是一种宝贵的资源,可以通过它生产一系列高附加值的化工产品,世界各国普遍关注碳五的开发利用。
环戊二烯和双环戊二烯可从乙烯装置碳五馏分中分离出来,是碳五利用的重要容。
日本是碳五综合利用最好的,特别是在开发碳五系列精细化学品面更为显著。
将碳五馏分的80%~85%用于分离异戊二烯,然后再将其用于生产合成橡胶和香料、化妆品、药品、杀虫剂等。
还将碳五馏分分离后用于生产油树脂、制造路标漆、热熔胶、印刷油墨和橡胶增黏剂等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
碳五资源的分离和综合利用1.前言工业上碳五(以下为C5)烃的来源大致有四个方面:裂解制乙烯的副产C5馏分,炼厂C5烃,油田及天然气中回收的C5烃,以及少量来自其他途径的C5烃,C5烃的分离和综合利用是合理利用石油资源的一个重要方面,也是降低石化生产成本的有效途径之一。
随着世界乙烯装置的不断增加,其裂解C5的数量将越来越多,如何合理利用好这部分资源是一个值得探讨的问题。
世界各国对C5的综合利用都非常重视,其中日本和美国是综合利用最好的国家。
日本在开发C5系列精细化工产品方面尤为显著,产品主要有多种香料、高级化妆品基油、角鲨烷以及医药中间体等。
另外,他们对于分离后的各个组分都尽可能的充分利用,这也是他们的C5利用率很高的一个重要原因。
美国的C5馏分主要用于生产异戊橡胶、石油树脂、不饱合聚酯树脂、乙丙橡胶,少量用于生产除草剂、阻燃等精细化工产品。
目前,国外的C5的分离和综合利用已由初期的混合使用转向分离单个组成的利用,并向制备精细化工产品方向发展。
而我国现在的C5资源比较分散,基本上没有利用,大多数仍作燃料油或直接烧掉,工业规模的碳五分离装置还是空白,分离单个组分的化工利用及精细化工仅仅是起步,综合利用水平远远落后于国外。
2.C5资源情况目前,我国的C5资源主要由两部分组成:(1)炼油过程中所得的C5馏分,1994年原油二次加工能力已经超过6800万t/a,生产装置近200套,其中催化裂化装置能力超过5200万t/a,年加工能力为4000万t/a。
仅此一项,一年的C5馏分即达320万t/a,加上催化重整,加氢裂化和延迟焦化等装置联产的C5,总计可达350万t/a以上。
(我公司催化裂化装置、催化重整装置、90万吨汽柴油加氢装置的凝析油、采油厂凝析油)(2)蒸汽裂解联产C5馏分,其产率和组成随裂解原料和操作条件而变化。
3.C5馏分组成3.1 裂解C5馏分组成由我国主要石化企业裂解C5典型组成可见,C5组成中异戊二烯含量在15%~23%,间戊二烯含量为14%~17%,环戊二烯/双环戊二烯含量为13%~21%,双烯烃的总量占裂解C5的40%~60%。
此外还有一定数量的单烯烃。
烯烃总含量在80%~90%之间。
3.2 催化裂化(FCC)C5馏分组成石油炼制过程中的炼厂气含有大量的C5烃,其主要组成是C5烷烃及烯烃,经冷凝和分馏后得到C5馏分。
典型的流化催化裂化C5组成见表3.4。
表3.4 典型的流化催化裂化(FCC)C5馏分组成(w%)石油炼制过程的C5馏分是提高汽油辛烷值的重要掺合剂,也是脱氢制取异戊二烯的重要原料。
近年随着人们对环境保护以识的增强,对汽油的燃烧质量要求越来越高,发达国家对无铅抗爆剂进行了大量的研究,开发了C5馏分的醚化及异构化技术。
炼厂C5馏分现在在进一步向化工应用方面迈进。
4.C5馏分的分离4.1 工业上常采用的三种分离双烯烃流程C5馏分是由20多种沸点相近的化合物组成,含量差别很大,异构物很多。
有的组份还能形成共沸物,难于分离。
而且其组成分布和含量随着裂解原料、裂解深度、操作工艺条件的不同而有差异。
其中含量较高的是异戊二烯为15~20%,环戊二烯15~17%,间戊二烯10~12%,所以分离回收含量较高的三组份是C5分离和利用的关键,其中异戊二烯又是分离和利用的中心。
为了有效利用C5馏分中的主要组分,需要选择合适的分离方法以制取一定纯度的单体。
目前裂解C5馏分的分离主要集中在化工利用价值高的异戊二烯(ISP)、环戊二烯(CDP)、间戊二烯(PIP)上。
C 5分离过程是基于环戊二烯易于二聚成双环戊二烯(其沸点明显高于C5馏分中其它组份的沸点)。
而双环成二烯(DCPD)在高温下又可解聚成环戊二烯的特点,分离出环戊二烯。
脱除双环戊二烯后的C5或采用精馏分离得到50%~60% 的异戊二烯和间戊二烯的浓缩物,或采用萃取精馏得到70%以上的间戊二烯和99%以上的异戊二烯(见图4.1)。
4.2 环戊二烯的分离由于环戊二烯在蒸馏过程中容易聚合成双环戊二烯,给操作带来了困难,所以在C5馏分的分离中将其先除去,脱除环戊二烯的方法有加热二聚溶剂萃取、蒸馏二聚和化学分离等,可根据原料中环戊二烯的含量和单体的应用途径选择适当的分离方法。
其中加热二聚是国外采用最广泛的裂解C5馏分的工业分离方法。
4.2.1 加热二聚该法利用环戊二烯加热比其他C5烃易二聚的特点,将环戊二烯(CPD)加热二聚为双环戊二烯(DCPD),再利用DCPD的沸点(166.6℃)明显高于其他C5的沸点(30~45℃)的特点,通过蒸馏即可从C5馏分中单独将环戊二烯分离。
加热二聚处理时间可随处理温度和CPD浓度的变化而不同,以避免异戊二烯共聚损失。
热处理温度一般不宜过高,二聚反应可在90~100℃,表压0.35~0.7MPa和1~3h停留时间下进行,转化率为90%~95%。
图4.1一般采用的三种分离双烯烃的流程典型的日立化成法其实质即为加热二聚。
该法是把C馏分先在聚合釜中不5高于130℃加热1h,CPD聚合成DCPD,从塔中继续蒸出沸点50~70℃馏分。
含有DCPD 80%~90%的第二蒸馏塔塔底物再送入分解塔,使DCPD在130~200℃下分解制得高纯度的CPD,经解吸塔和冷凝器进入第二蒸馏塔中精馏,得纯度为98%~99%的DCPD。
4.2.2 蒸馏二聚中的环戊二烯(CPD)含量较少(CPD含量<5%=的馏分可使用先蒸对于C5馏后二聚的方法。
富集CPD浓度较高的馏分进行二聚处理,以减少环戊二烯的共聚损失,提高二聚速度,可减少反应器的容积。
道化学公司即采用此法:将C5馏分送入减压蒸馏塔中,在塔顶温度164℃、13.33KPa下真空蒸馏,蒸出物经预热器加热到210℃后经减压阀进入分解塔,在410℃下停留0.8s后进入蒸汽解吸塔,在塔底温度120℃和塔顶温度33℃下蒸馏,馏出物在聚合釜中二聚制得DCPD,纯度大于95%。
4.2.3 化学分离裂解C馏分中环戊二烯(CPD)不经分离可直接与氢气、顺酐或丙烯腈等反5应,这些选择性加成反应在实际也是分离CPD的一种化学方法。
从而降低了C5馏分中的CPD的量,有利于其它有效组分的进一步分离、提纯和利用。
4.3 异戊二烯的分离馏分中重要的组分之一,其结构特殊,能进行多种反应,由异戊二烯是C5于近年来应用异戊二烯开发精细化工产品,使它越来越受到重视。
从裂解C馏5分中分离异戊二烯通常采用萃取精馏法和共沸精馏法。
溶剂萃取的基本原理是利组分之间的相对用溶剂对不同组分溶解度的不同,加入选择性溶剂改变裂解C5挥发度,进而通过蒸馏达到分离异戊二烯的目的,异戊二烯的分离关键在于选择适当的溶剂。
4.3.1 二甲基酰胺抽提法该法又称GPI法,由日本瑞翁公司于1971年开发成功,它是世界上最先进为原的分离技术,也是异戊二烯生产中成本最低的方法。
它采用石脑油裂解C5料,溶剂为无水二甲基甲酰胺充分接触,从塔顶蒸出戊烷和戊烯馏分,塔顶二烯烃和溶剂进入第一解吸塔,从塔顶蒸出的二烯烃送至第一精馏塔,塔釜分出1,3-戊二烯和环戊二烯,从塔顶分出的粗异戊二烯再经第二萃取塔,第二解吸塔,第二精馏塔,最后得纯度为99.5%的聚合级异戊二烯产品。
该法特点是二甲基甲酰胺对异戊二烯溶解度大,选择性好,用量少,操作费用低。
溶剂对设备无腐蚀性。
可同时副产一定纯度的间戊二烯和DCPD产品。
兰州大学,化工部化机院,北京化工研究院等单位在七十年代曾开发了溶剂抽提C5馏分中异戊二烯的小试工作,北京研究院在1978年建起一套60吨/年C5馏分的DMF溶剂萃取异戊二烯的小型中试装置,可得到99.72%的高纯度异戊二烯产品。
4.3.2 乙氰抽提法乙氰抽提法是国外应用最广泛的C5馏分分离方法之一,分别是由美国Esso 公司、美国Atlantic Richfield公司、日本合成橡胶公司开发。
其原理相同,技术相似,只在流程安排及操作上有差异。
该法的整个流程可分三个步骤:第一步,环戊二烯的除去,用上面叙述的环戊二烯分离方法。
第二步,萃取蒸馏。
萃取塔釜液是二烯烃和C5炔烃,萃取液再进入解吸塔,解吸出来的二烯烃和炔烃先用水先以除去夹带的乙氰,乙氰和水在溶剂回收塔里提浓再生。
第三步,超精馏。
将沸点相近的杂质如炔烃,特别是异丙基和异丙烯基乙炔和1,4-戊二烯从塔顶分出,其釜液再蒸馏,从塔顶分出异戊二烯,其纯度可达99.5%。
乙氰法特点是乙氰为丙烯氨氧化生产丙烯腈的副产物,来源丰富,价格低廉,对设备腐蚀小,由于乙氰粘度低,故萃取蒸馏塔塔板效率较高4.3.3 N-甲基吡咯烷酮法此法由德国BASF公司最早开发,特点是流程简单,溶剂无毒,采用N-甲基吡咯烷酮预洗方式除去环戊二烯、1,3-戊二烯和2-丁炔,而不采用热二聚的方法除去CPD,因而异戊二烯收率较高达97%。
4.3.4 其它溶剂萃取蒸馏法在意大利斯纳姆公司开发的N-甲酰吗啉法、法国石油科学院的二甲基亚砜尖、德国Bayer公司苯胺法、日本煤气公司的-甲氧基亚砜法等。
但由于溶剂综合性能均未超过乙氰和二甲基甲酰胺,至今尚未能推广应用。
4.3.5 共沸蒸馏法该法由美国Goodyear公司开发,并在法国合成聚异戊橡胶公司建成4万t/a 异戊二烯的工业化装置,于1976年初生产。
其分离原理是利用异戊二烯和正戊烷可以形成二元共沸物组成的性质,首选由C5馏分中蒸出比共沸组成沸点低的组分,再利用C5馏分中的正戊烷与异戊二烯形成沸点为33.6℃的共沸物。
共沸物组成一般为异戊二烯含量为73%,正戊烷含量为27%。
该法工艺简单,能耗较低,但仅适用于于正戊烷的存在对异戊二烯进一步加工无影响的情况。
北京化工研究院对共沸精馏分离异戊二烯作过小试研究,该院与燕山石化公司设计院对按万吨级异戊二烯规模计算的萃取精馏法和共沸精馏法作了技术经济评价。
4.4 间戊二烯的分离间戊二烯也是裂解C5馏分中含量较高应用较多的组成之一,采用萃取蒸馏法分离异戊二烯时,可同时获得纯度的70%~75%的间戊二烯浓缩物,进一步精馏即可制得纯度为90%~99%的间戊二烯。
总而言之,由于裂解C5馏分的组成复杂,分离较困难,一般而言,只有在不少于100万t/a的大吨位乙烯装置,分离C5馏分在经济上才有利。
国外大部分C5馏分的分离装置都有设在乙烯生产中心附近,这样可充分利用几个厂的C5馏分集中处理。
如西德把全国的C5馏分集中,70年代初在BASF公司建成联合抽提异戊二烯和环戊二烯的装置。
乙烯装置越大,需分离的C5馏分越集中,分离的经济效益就越高。
5.C5馏分的开发途径C5的开发利用根据资源量,技术水平高低、投资多少和规模大小等情况来决定,一般可采用以下四种不同的途径,见图5.1。
(途径1)(途径2)(途径3)5.1 C5馏分开发的四种途径第一途径是以碳混合物形式直接参与,如加氢调合汽油是一个可供选择的用途,其优点是无需市场开发。