车削台阶轴(任务驱动法)
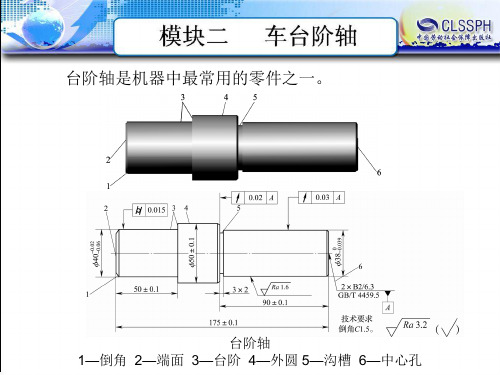
车台阶轴
90°车刀
说明
右偏刀的主切削刃在刀柄左 左偏刀的主切削刃在刀柄右 侧,由车床的右侧向左侧纵向 侧,由车床的左侧向右侧进给 进给
1. 45°车刀
45°车刀的刀尖角 r=90°,刀尖强度和散热性都较好。
常用于车削工件的端面及进行45°倒角,有时也用于粗车刚 性好的工件外圆。
45º 车刀的应用 1,3,6—右偏刀 2,4,5—左偏刀
中心钻的安装
(2)校正尾座中心。 (3)切削用量的选择和钻削。 (4)钻中心孔时的质量分析
钻中心孔时容易出现的问题以及产生原因
问题类型
产生原因
1.中心钻未对准工件回转中心 2.工件端面未车平或中心处留有凸头,使中心钻偏斜,不能 准确定心而折断 3.切削用量选择不合适,如转速太低,进给过快 4.磨钝后的中心钻继续使用 5.没有充分浇注切削液或没有及时清除切屑,造成切屑堵塞 1.工件弯曲未校直,使中心孔与外圆产生偏差 2.夹紧力不足,钻中心孔时工件移位,造成中心孔不圆 3.工件伸出太长,回转时在离心力的作用下易造成中心孔不 圆
下图为台阶粗车工序图,请将 55mmX178mm的毛坯按 图中的尺寸加工。
台阶粗车工序图
台阶轴粗车工序图的加工工艺概述: 车端面、钻中心
孔→车左端台阶外圆→调头车端面,钻中心孔→车右端台
阶外圆。
一、一夹一顶装夹方法
一夹一顶装夹 a)用限位支撑限位 b)利用工件的台阶限位 1—限位支撑 2—卡盘 3—工件 4-后顶尖 5-限位台阶
回转顶尖
三、钻中心孔
1. 中心孔和中心钻的类型
国家标准GB/T 145—2001规定中心孔有A型(不带护
锥)、B型(带护锥)、C型(带护锥和螺纹)和R型(弧形)
数控车削工艺编程与操作——项目2 车削台阶轴

硬质合金缺点是脆性大,抗弯强度和抗冲 击韧性不强。抗弯强度只有高速钢的1/4 ~ 1/3,冲击韧性只有高速钢的1/4 ~ 1/3。
知识与技能——刀具材料
硬质合金
切据不削切同工削,各具工 分个用具 成类P硬、用 若别质M硬 干为、合质个满K金合组足、牌金,不N号、材用同按S料的0、1使的使、H用耐用1六0领磨要、类域性求2。0的和,…不…韧以两同性及位分的根数成 字表示组号。必要时,可在两个组号之间 插入一个补充组号,用 05、15、25……表示。组 号数字越大,表示硬质合金的耐磨性越差、 韧性越好,切削时选用的切削速度越低、进给 量越大。
知识与技能——外圆车刀的选用
主偏角
主工如偏艺当角系 在的统 刚选刚 度择性 好对较的刀好机具时床耐,上用主加度偏工影角冷响硬κr 很可铸大以铁。取等主小高偏值硬角。度κr 的时高10增应强°大综度~或 合材30减 考料°小 虑时。对 。,切一削般加取工比既较有小利的也值有,弊κr ,=在选择 工艺系统刚性较差时,或带有冲击性的切削, 主偏角κr可以取大值,一般κr = 60°~ 75°, 甚至主偏角κr可以大于90°。硬质合金刀具车刀 的主偏角多为60°~ 75°。 当车阶梯轴时, κr = 90°;同一把刀具加工外 圆、端面和倒角时,κr = 45°。
任务实施——编写台阶轴工艺文件
1 填写工艺过程卡片 2 填写工序卡片
项目训练
任务2-2 编写台阶轴数控车削程序
完成SC02-001 台阶轴零件工序10 和工序20 加 工所需程序编写。
★知识与技能 ★任务实施 ★项目训练
知识与技能——半径/直径数据尺
台阶轴车削

车工实训【课题】台阶轴加工【课时】2课时(90分钟)【授课班级】09机械管理(12人)【学情分析】本次课程所授学生已经对车削加工有一个初步概念,掌握了车削的基本操作:如外圆、端面的车削,尺寸的控制。
通过本课程,使学生对于简单的综合轴类零件的加工方法和加工工艺有初步认识,对于粗、精加工的切削三要素的选择有初步概念,为以后的复杂零件的加工奠定基础。
【教学目标】1.能力目标:能够有着读图的能力,粗精加工能选择合理的切削用量,能对简单工件进行工艺分析。
2.知识目标:了解台阶轴加工的整个过程,规范的操作机床。
3.情感目标:通过对项目零件的加工,使学生掌握台阶轴车削的方法,从而让学生有成就感,使他们更加热爱自己的专业,养成规范的操作习惯和精益求精的工作作风。
【重点难点】重点:1.编排加工工艺2.学会台阶轴车削难点:工件的精度控制【设计思路】车工实训是面向机械加工岗位的,对人员的的综合理论知识和实践操作技能要求较高。
本课程采用理论与实践相结合的教学模式。
以任务化的学习内容激发学生动力,以零件加工流程为主线承载学习过程知识,以企业化管理培养素质,通过老师的示范操作,来激发学生的学习,达到学生自己动手操作的目的,为学生走向工作岗位打下基础,为企业培养出更多技能型人才。
【课前准备】1.设备、工、量、具:【工件任务】图纸分析→编排工艺→刀具选择→确定切削用量→示范操作→学生练习→评价小结【教学过程】1课题导入用视频来导入课题,初步了解今天学习的内容教师提问1.同学们上堂课我们学习了车工的哪些技能?(外圆的车削,精度的控制)【实际授课】项目内容台阶轴车削◆该零件主要有外圆Φ22长10和外圆Φ28长12组成。
(零件右端面不加工)教师提问2:台阶轴的概念台阶轴:在同一工件上,有几个直径大小不同的圆柱体连接在一起像台阶一样,称为台阶轴加工工件的流程:识图→确定车削工艺→刀具选择→确定切削用量一、确定车削加工工艺加工顺序看图标①②③④⑤一、刀具的选择加工图纸上这个零件,我们需要选择哪把车刀?( )(A) (B )①.粗车Φ30外圆至Φ29长23②.粗车Φ29外圆至Φ23长9.9④.精车Φ23外圆至图纸要求尺寸长10③.精车Φ29外圆至图纸要求尺寸长23⑤.两处倒角 ◆红色细实线代表 (每一次进刀量)◆绿色粗实线表示(工件轮廓线)分析原因用主偏角为85°的外圆车刀车削直角台阶处将车成斜角用主偏角为95°的外圆车刀车削台阶处才能车出直角结论:加工直角台阶外圆车刀主偏角一定要选择大于90°三、确定切削用量切削用量分为切削速度、进给量、切削深度四、操作演示教师边讲解边示范,加深学生动手操作印象;重点对尺寸控制进行讲解。
任务3粗车台阶轴
形状与A型中心孔相似,只是将A型中心孔的60°圆锥面改成圆弧面,这样使其与顶尖的配合变成线接触
类型
A型
B型
C型
R型
结构及作用
圆锥孔
圆锥孔的圆锥角一般为60°,重型工件用75°或90°。与顶尖锥面配合,起定心作用并承受工件的重力和切削力,因此对圆锥孔的表面质量要求较高
a)用限位支撑限位b)利用工件的台阶限位
1—限位支撑2—卡盘3—工件4-后顶尖5-限位台阶
二、顶尖
1.固定顶尖
固定顶尖也叫死顶尖,其特点是刚度好,定心准确;但顶尖与工件中心孔接触面间为滑动摩擦,容易因发热而将中心孔或顶尖“烧坏”。
固定顶尖
a)普通固定顶尖b)硬质合金固定顶尖
2.回转顶尖
回转顶尖也叫活动顶尖。将顶尖与中心孔之间的滑动摩擦变成顶尖内部轴承的滚动摩擦,故能在高速运转中正常工作,克服了固定顶尖的缺点,应用广泛。但由于回转顶尖存在一定的装配累积误差,且滚动轴承磨损后会使顶尖产生径向圆跳动,从而会降低定心精度。
中心孔钻得太深
中心孔钻偏或钻得不圆
1.工件弯曲未校直,使中心孔与外圆产生偏差
2.夹紧力不足,钻中心孔时工件移位,造成中心孔不圆
3.工件伸出太长,回转时在离心力的作用下易造成中心孔不圆
装夹时顶尖尖端与中心孔底部接触
中心钻修磨后圆柱部分长度过短(中心钻一般不进行人工修磨)
四、粗车时切削用量的选择
1.粗车端面时的背吃刀量ap可根据毛坯余量确定,一般ap取1~4mm。进给量ƒ可取0.3~0.5mm/r。
重点难点
照加工工艺粗车台阶轴
正确使用量具
7阶梯轴的加工-车削双台阶
图7-10 刀口形直尺
(2)端面、台阶面对工件轴线的垂直度误差,常用直角尺(图7-11)、标准套 和百分表(图7-12)进行检测。
图7-11 用直角尺检测
图7-12 用标准套和百分表检测
信息资讯
(3)测量径向圆跳动的方法是将工件放在V形架上,轴向设有一个支 承限位,让百分表触头和工件外圆接触,如图7-13所示。
信息资讯
2)横向刻度盘进给相应格数,如图7-4b所示。停车,横向不动, 纵向退出,测量工件,根据零件图样上的尺寸要求计算出进给的格 数,并转动横向刻度盘进给到所需要的刻线上。 3)试切,即纵向车削出一段外圆面,如图7-4c所示。起动车床, 纵向车削出一段长度为3~5mm的外圆面(够测量位置即可)。 4)检验核对。横向不动,纵向退出,停车,测量工件。 5)切削加工。当试切段的外圆尺寸符合零件图样上的尺寸要求后, 就一次性把外圆车削完。 (3)阶梯轴台阶长度的控制 车削台阶面时,除了要保证外圆的直径, 还要保证台阶的长度尺寸。
任务实施
工票是工业企业中对工人分配生产任务并记录其生产活动的原始 记录。
任务实施
任务实施
阶梯轴的加工——车削双台阶
1、安装刀具和零件 2、车床常规检查 3、 试切加工 4、批量生产 5、车床日常保养
零件的自检与互检
任务检查
任务评价
任务小结
问题 毛主偏角应略大于90°,一般取92°~95°;车削直径相差较小的台阶面时,主 偏角等于90°。 2、不同台阶面的车削方法 (1)车削两个直径相差不大的台阶面,应选用90°偏刀,车刀安装后的主偏 角必须等于90°,经一次或两次车削出。这样既车削外圆又车削端面,在保证 外圆尺寸的基础上,控制台阶长度,自然得到台阶面,如图7-3a所示。
台阶轴车削加工

刀具选择与刃磨
● 90°外圆偏刀
● 45°外圆偏刀
●硬质合金切槽刀
视频
第六页,共25页。
2--3 台阶轴加工计划(相关知识介绍)
一、轴类零件的种类及结构
a )光轴
b)偏心轴
c)台阶轴
d)空心轴
第七页,共25页。
2--3 台阶轴加工计划(相关知识介绍)
二、车槽的方法与步骤
◆车轴肩槽:可以用刀头宽度等于槽宽的车槽刀沿着轴肩采用直进法一次进
第二十二页,共25页。
2-5 工件检测
一、圆锥体的检验方法
工件上转动少半圈(转动多了会造成误判),取下套规观察工 件锥面上显示剂擦去情况。如果显示剂擦去均匀,说明圆锥 接触良好,锥度正确。如果小端擦着,大端没擦着,说明圆 锥角小了。反之,就说明圆锥角大了。
套规检测圆锥体
第二十三页,共25页。
Байду номын сангаас
2-5 工件检测
二、工件检测量具
千分尺、套规、万能角度尺等
三、学生检查零件是否合格并分析
根据相关知识介绍,检查并分析已加工的零件是否合格。
第二十四页,共25页。
2-6 评价总结
一、分组进行经验分享 学生自评; 小组内学生互评;
各小组组长总结、归纳本小组的零件加工情况; 教师、师傅总体评价并总结。
二、 对本项目所有的资料进行归纳、整理,对加工 出的零件进行存放
第二十五页,共25页。
视频
第十四页,共25页。
2--3 台阶轴加工计划(相关知识介绍)
四、车外圆锥的方法与步骤
确定小滑板行程 工作行程应大于圆锥加工的长度。将小滑板后退至工作行程的起始点,然后试移 动一次,以检查工作行程是否足够。
浅谈车台阶轴的车削方法
到一个定值 , 或者是 三要 素选 择不当。
三、 外 圆尺 寸 的保 证 方 法 古语说” 一道分三 刀 , 刀 刀都掉 销“ ( 此 处 所 说 的一 道 是 指 0 . 0 1毫米 ) , 一 个 是说操 作者 车削水 平高 , 另 外一 方 面是说 刀具 要
好 。在现 代科 技高速发展 的今天 , 硬质合 金刀 的刃磨太 耗时 问和 精力 , 机夹刀无需刃磨 , 刀头 顿 了直 接换新 的 , 所 以它逐 渐取代 了 硬质合金 刀 , 刀具相 同、 机床相 同性 能的条件 下 , 就看谁 的车 削工 件 的水平 高了 车工 中 , 外 圆的车削可 以说是 最基本 的 , 在 车削外 圆 时 , 大 家 最 常用 的就是 “ 试 切削试 测量 ” 的方法 , 此种 方法 虽然 步骤 多 , 但 实用 , 当然也有其 不足 。现 有一种 方法 “ 两 刀法 ” , 在 生产 实 习中 用 的较 少 , 但他 克 服 了 “ 试切 削试 测 量” 方 法 的缺 点 , 且省时, 效
四、 长 度 尺 寸 的 保 证
能伸 出的短些 。因为 车刀 伸出过长 , 刀杆刚性相对减 弱 , 切 削时在 切削力 的作用下 , 容易产生振动 , 使 车出的工件表面不光洁 。一般
车刀伸 出的长度不超 过刀杆厚 度的 2 倍 。其 次车刀刀尖的高低 应 对准工件 的中心 。车 刀安装得 过高或过 低都 会引起车刀角度 的变 化 而 影 响 切 削 。再 次 装 车 刀 用 的垫 片要 平 整 , 尽可能地减 少片数 , 般只用 2—3片。如垫刀片的片数太 多或不平整 , 会使 车刀产 生 振动 , 影响切削 。最后车刀装 上后 , 要紧 固刀架螺 钉 , 一般 要紧 固
最新机动进给车削台阶轴 高中其它科目课件教案

任务二:机动进给车削台阶轴任务描述:台阶工件的车削,实际上就是外圆和平面车削的组合,因此在车削时必须注意兼顾外圆的尺寸精度和台阶长度的要求。
其加工步骤与手动切削相同,只是在机动进给的过程中能对相关的手柄教学正确熟悉的操作。
任务要求:1、掌握调整机动进给手柄位置及机动进给车削外圆和平面的方法。
2、掌握台阶工件的加工方法。
3、掌握用划针找正工件的方法。
任务实施:一、相关的车削工艺1、机动进给车削工件的过程机动进给比手动进给又很多的优点,如操作力,进给均匀,加工后工件表面粗糙度小等。
但机动进给是机械传动,操作者对车床手柄位置必须相当熟悉,否则在紧急情况下容易损坏工件或机床,使用机动进给的过程如下:纵向车外圆过程如下:启动机床工件旋转→试切削→机动进给→纵向车外圆→车至接近需要长度时停止进给→改用手动进给→车至长度尺寸→退刀→停车。
横向车平面过程如下:启动机床工件旋转→试切削→机动进给→横向车平面→车至工件中心时,停止进给→改用手动进给→车至工件中心→退刀→停车。
2、工件的装夹与找正三爪自动定心卡盘的三个卡爪是同步运动的,能自动定心(一般不要找正)。
但在安装较长的工件时,工件离卡盘夹持部分较远处的旋转中心不一定与车床主轴中心重合,这时必须找正。
或当三爪卡盘使用时间较长,已失去应有精度,而工件的加工精度要求又较高时,也需要找正。
总的要求是使用工件的回转中心与车床主轴的回转中心重合。
通常可采用以下几种方法。
(1)粗加工时可用目测和划针找正工件毛坯表面。
如下图 (2)半精车、精车时可用百分表找正工件外圆和端面。
(3)装夹轴向尺寸较小的工件时,还可以先在刀架上装夹一圆头铜棒,再轻轻夹紧工件,然后使卡盘低低速转动,移动床鞍,使刀架上的圆棒轻轻接触已粗加工的工件表面,观察工件端面大致与轴线垂直后即停止旋转,并夹紧工件。
3、台阶工件的加工 1)台阶工件的技术要求: ①各档外圆之间的同轴度; ②外圆与台阶平面的垂直度; ③台阶平面的平面度;④外圆与台阶平面相交处的清角。