pvc塑钢门窗材料下料计算培训
JGJ103-2008塑料门窗工程技术规范培训课件

中建七局建装公司
塑钢门窗规范学习内容
一、工程设计 二、PVC 塑料门窗组装工艺 三、PVC 塑料门窗的运输与安装
一、工程设计
塑料门窗的性能指标及有关设计要求应根据建筑物 所在地区的气候、环境等具体条件和建筑物的功能 要求合理确定。 门窗工程有下列情况之一时必须使用安全玻璃。
型材下料
门窗的下料计算
门窗的下料计算,主要考 虑门窗的原始尺寸和框、 扇之间的搭接尺寸以及构 件焊接时的消耗余量,然 后根据框和扇之间的配合 关系推算出所有构件的长 度。 1.平开门窗的下料计算 平开型材的搭接量一般 ≥8mm。(在框与扇的搭 接边一侧,框与扇重叠的 部分的尺寸,称为搭接量) 如图1-3。
其他需要注意的事项
抗风压性能设计
水密性能设计
门窗水密性能构造设计应符合下列要求
气密性能设计
切割下料
铣排水孔
固定钢衬
焊接
清角
平开窗
焊 缝 涂 装
密封条、五金件安装 (合页执手传动器)
压条安装
执手安装 门 窗 成 品 入 库 附件安装
压条切割
工地安装玻璃
推拉窗
封盖下料
密封条、滑轮、封盖 安装
开机前检查工作台面及导轨是否清洁、机械部件是否有松动现象, 如无异常现象,三联体油量是否符合要求。打开气源、电源开关, 检查电、气动系统是正常 数控系统启动后,检查右机头是否在参考点右侧(可进入手动画面, 将机头移到参考点右侧),进入回参画面回参考点。 检查锯片是否完好,点动开动锯片确定正反转,检查电机运转是否 正常,空运行设备检验设备是否符合性能标准,如有异常根据说明 书进行调整或报专人维修。 确定工作任务,调整两锯头夹紧气缸到合适位置 ,根据工艺要求检 查锯头角度是否符合要求,进行试料切割,检验设备精度是否满足 工作要求。 根据加工任务,进入自动运行画面,输入尺寸、定位运行,使右机 头移动到待切割位置,进行型材切割,切好的型材要按规定测量检 验。 下完料时可关闭电机,如遇非常情况,可按下“急停”按钮,使电 源断路,保护机床不被损坏。 工作完毕要关机时,关闭气源,关掉电源开关,放掉三联体内积水。
塑料门窗下料尺寸计算
塑料门窗下料尺寸计算一.下料尺寸计算的三个基本要素1.洞口间隙洞口尺寸是指建筑物预留的门窗洞口在未装修前的裸墙尺寸。
由于塑料门窗采用“后塞口”安装工艺,在制作门窗香,需要留出一定间隙,以便在安装时调整门窗在洞口呐的水平度与垂直度,并保证在安装后贴饰面砖压框边≦5mm的要求以及填充柔性材料,确保门窗使用时,在温差作用下能自由延伸不变形的需要。
洞口间隙尺寸由两种情况确定:(1)按图纸设计尺寸制作时,即按塑料门窗安装及验收规程规定预留间隙;(2)已测量墙洞口最小垂直宽度,最小水平高度时,即在已排除建筑误差情况下可适当减少,清水墙按每边8mm预留间隙,即可满足门窗安装与使用要求。
洞口与窗框间隙对照表墙体饰面层材料洞口与窗框门隙清水墙10mm/边墙体饰面抹水泥砂浆或贴马赛克15—20mm/边墙体饰面贴釉面瓷砖20-25mm/边墙体饰面贴大理石或花岗岩板40—50mm/边2.框、扇搭接量(或间隙)门窗框扇搭接量是保证门窗正常、安全工作的一项重要指标,一般为8-9mm设计,推拉窗型材选型时,依据扇材料轨道槽深度,使用滑轮和铝导轨净面高度确定。
焊接余量塑料门窗框扇成形是在一定温度与压力条件下,通过熔融挤压损失一定长度来完成的。
因此门窗设计时为保证成形尺寸,应补充相应长度进行补偿,一般情况每边为3mm。
二.型材断面相关尺寸要素型材断面相关尺寸主要与框型材.扇型材的高度与宽度尺寸有关,其中扇高度计算时,对于推拉窗应该考虑型材的高度,对于平开窗应考虑框型材的小面高度。
扇宽度计算时,对于推拉窗除考虑框型材的高度还应考虑扇型材的宽度和封盖的厚度,对于平开窗除考虑框型材的小面高度,还应该考虑框中梃型小面宽度。
平开窗中梃长度计算时,需考虑框型材高度.梃型材宽度。
固定框计算时,需考虑框型材小面高度、梃型材小面宽度。
扇压条计算时,需考虑扇型材小面宽度、梃型材小面宽度、梃型材宽度等。
综合以上三个要素与型材断面相关尺寸:门、窗框宽度、高度成品尺寸=门窗洞口尺寸-2×(洞口间隙-焊接余量)门、窗扇高度尺寸=门窗扇高成品尺寸-2×(框型材高度-框扇搭接量-焊接余量)门、窗扇宽度依据门窗扇数量和框扇搭接是以及中梃尺寸而定注:上述公式对于平开门而言仅指有槛门。
塑钢门窗培训课件

1 2 3
塑钢门窗市场规模 随着建筑业的快速发展,塑钢门窗市场规模不断 扩大,成为门窗行业的重要组成部分。
消费者需求变化 消费者对门窗的个性化、安全性和环保性能要求 不断提高,推动塑钢门窗市场向高品质、多样化 方向发展。
竞争格局与品牌分布 塑钢门窗市场品牌众多,竞争激烈,但优质品牌 逐渐脱颖而出,形成一定的品牌集中度。
水密性能
门窗应具有良好的水密性,防止雨水渗入室内。水密性等级应符合设 计要求。
气密性能
塑钢门窗应具备一定的气密性,减少室内外空气渗透,提高保温隔热 效果。气密性指标需满足相关标准。
保温隔热性能
塑钢门窗应具有良好的保温隔热性能,降低能耗,提高室内舒适度。 具体性能指标可参考建筑节能设计标准。
检测方法与设备
制造工艺与流程
1. 配料与混合
按照一定比例将PVC树脂、碳酸钙、稳定剂、 增塑剂等原材料混合均匀。
2. 挤出成型
将混合好的物料通过挤出机加热、熔融、挤出, 形成连续的型材。
3. 定型与冷却
对挤出的型材进行定型,使其保持一定的形状和 尺寸,然后通过冷却装置进行冷却。
4. 切割与组装
将冷却后的型材按照要求切割成一定长度,然后进 行组装,形成完整的门窗框架。
避免硬物划伤
避免使用硬物或尖锐物品 划伤门窗表面,以免影响 其美观和使用寿命。
定期维护保养
按照上述日常维护与保养 方法进行定期维护,确保 门窗处于良好状态。
加强安全防护
在门窗上安装防盗网、防 盗锁等安全防护设施,提 高门窗的安全性能,延长 其使用寿命。
06
塑钢门窗的市场与发展趋势
市场现状与前景分析
创新与未来展望
材料创新
研发新型的高性能、环保型塑 钢材料,提高门窗的性能和寿命。
pvc塑钢门窗材料下料计算培训
框料的下料尺寸
框的下料尺寸=成窗尺寸+焊熔*2 实例二 固定框宽:1500+3*2=1506 固定框高:500-1+3*2=505 推拉框宽:1500+3*2=1506 推拉框高:1300-1+3*2=1305 拼板长:1500
扇料的下料尺寸
扇高:总高-1-框高*2+搭接量*2+焊熔*2 扇宽:总宽/2-框高+搭接量+焊熔*2+ (扇大
与组合窗的异同
相同点:框扇的下料与组合窗相同 不同点:王字框下料,一体框下料,v口的下料 梃的下料尺寸=总宽(高)-框大面高*2 +梃的大面宽
*2+焊熔*2 王字框下料尺寸:
1500-50*2+66*2+6=1538 一体框的尺寸=总宽(高)-框高*2+搭接量*2
+焊熔*2 一体框尺寸=1500-50*2+4.5*2+3*2=1415
面高 +2)/2-2
• 实例二
• 扇高:1300-1-50*2+8*2+3*2=1221 • 扇宽:1500/2-50+8+3*2+(58+2)/2-2=742 • 封边:扇高-6-6
一体的推拉门窗
材料:80平框c 80王字框 80来自体框j 80扇3 80封边B1 压条?
尺寸:1500*1800 上亮:500
所以,在计算梃的下料尺寸时下料尺寸要多 加一个 梃的大面宽
梃的下料尺寸=总宽(高)-框大面高*2 +梃的大面宽*2+焊熔*2
V口的开法
V口的下料计算
V口深度hv=梃大面宽/2-3
实例hv=72/2-3=33
塑料门窗培训内容

塑料门窗制工艺作培训内容一、型钢下料(JG/T131-2000):二、根据图纸及下料表检查所下型钢规格、数量、尺寸是否与图纸相一致(型钢是否有定尺)。
三、增强型钢切割后必须校直,应保证端头无毛刺,每米的直线度不允许超过 1.5mm,拧曲度不大于1°(所下型钢必须校直)。
四、型钢装配主要两种方式:五、在不影响焊接部位可预先插入。
六、十字焊接或T型焊接的部位,增强型钢对接后及时插入。
七、型材下料(质控点):八、准备及检验九、根据图纸及下料表领用型材。
原则要求先下宽,后下高,并检查以下项目。
十、可视面颜色应均匀,表面光滑,无明显凸凹,无杂质。
十一、外形尺寸≤80 ±0.3mm;十二、>80 ±0.5mm十三、主型材壁厚按GB/T8814-2004规定:十四、平开门框≥2.8mm 平开窗框≥2.5mm推拉窗框≥2.2mm十五、型材下料质量要求:十六、300≤L≤900mm △L≤0.5mm十七、900<L≤1500mm △L≤1.0mm十八、1500<L≤2000mm △L≤1.5mm十九、 L>2000mm △L≤2.0mm二十、下料角度无特殊要求均为45°,角切割误差±15′,角垂直偏差±0.5°。
所下料首部件必须全面检验,合格后方可批量生产并随机抽检。
二十一、焊接过程要把焊口保护膜裁掉2-3cm,防止焊入焊缝中。
二十二、加强型钢固定二十三、在预穿增强型钢过程中注意,型钢有无弯曲、扭曲、侧弯,并逐一校直。
当窗构件≥450mm 应加型钢。
二十四、型钢固定距端头100mm,间距不大于300mm。
二十五、安装工艺孔距端头150mm,间距不大于300mm,下框安装铁固定件。
二十六、焊接工序(JG/T140-2005)(质控点)1、根据图纸质量要求检查型材长度、角度、弯曲、扭曲变形,并逐一校直,严重不合格产品退回上到道工序。
2、焊接首部件必须进行全面质量检测。
塑钢门窗下料计算公式

塑钢门窗下料计算公式首先,我们需要确定塑钢门窗的尺寸。
一般来说,塑钢门窗的窗框尺寸由外高、外宽、内高、内宽四个参数构成。
其中,外高指的是窗框的整体高度,外宽指的是窗框的整体宽度;内高指的是窗框内部的有效高度,内宽指的是窗框内部的有效宽度。
接下来,我们需要确定门窗玻璃的尺寸。
门窗玻璃的尺寸由玻璃的高度和宽度构成。
在计算门窗下料时,我们需要考虑门窗框材料的长度和数量,以及门窗玻璃的尺寸和数量。
1.计算门窗框材料的长度:门窗框材料的长度可根据窗框的外高和外宽参数计算。
一般来说,门窗框材料的长度等于外高加上外宽再乘以2再加上一些预留的尺寸。
门窗框材料的长度=(外高+外宽)*2+预留尺寸其中,预留尺寸一般为30mm左右,用于焊接和连接门窗框。
2.计算门窗框材料的数量:门窗框材料的数量根据窗框的内高和内宽参数计算。
一般来说,门窗框材料的数量等于内高的长度除以门窗框材料的长度,再乘以内宽的长度除以门窗框材料的长度。
门窗框材料的数量=(内高/门窗框材料的长度)*(内宽/门窗框材料的长度)3.计算门窗玻璃的尺寸和数量:门窗玻璃的尺寸可根据门窗的内高和内宽参数计算。
一般来说,门窗玻璃的尺寸等于内高减去一些预留的尺寸,再减去门窗框材料的宽度;门窗玻璃的数量等于内宽的长度除以门窗玻璃的尺寸。
门窗玻璃的尺寸=内高-预留尺寸-门窗框材料的宽度门窗玻璃的数量=内宽/门窗玻璃的尺寸通过以上公式,我们可以计算出制作塑钢门窗所需的材料长度和数量,并进行合理的安排和下料。
希望以上内容对您理解塑钢门窗下料计算公式有所帮助。
塑钢型材下料尺寸计算
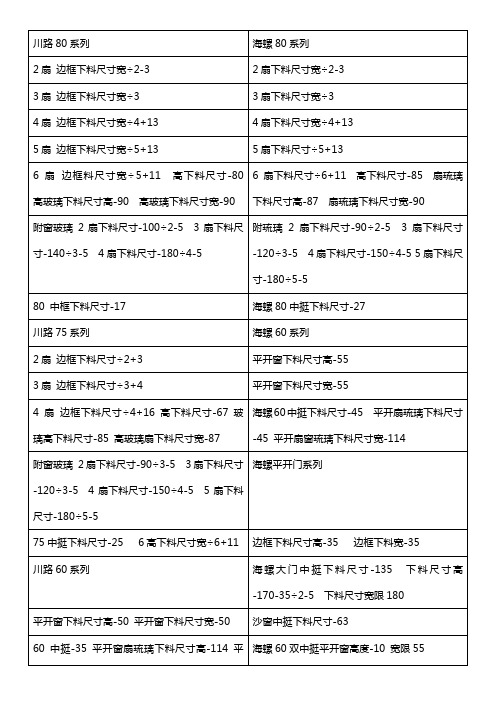
海螺平开门系列
75中挺下料尺寸-25 6高下料尺寸宽÷6+11
边框下料尺寸高-35边框下料宽-35
川路60系列
海螺大门中挺下料尺寸-135下料尺寸高-170-35÷2-5下料尺寸宽限180
川路80系列
海螺80系列
2扇边框下料尺寸宽÷2-3
2扇下料尺寸宽÷2-3
3扇边框下料尺寸宽÷3
3扇下料尺寸宽÷3
4扇边框下料尺寸宽÷4+下料尺寸宽÷5+13
5扇下料尺寸÷5+13
6扇边框料尺寸宽÷5+11高下料尺寸-80高玻璃下料尺寸高-90高玻璃下料尺寸宽-90
6扇下料尺寸÷6+11高下料尺寸-85扇琉璃下料尺寸高-87扇琉璃下料尺寸宽-90
附窗玻璃2扇下料尺寸-100÷2-5 3扇下料尺寸-140÷3-5 4扇下料尺寸-180÷4-5
附琉璃2扇下料尺寸-90÷2-5 3扇下料尺寸-120÷3-5 4扇下料尺寸-150÷4-5 5扇下料尺寸-180÷5-5
“玻璃”大门料扇下料尺寸高-205÷2-5宽-180
海螺双平开门高下料尺寸-55(门砍)宽下料尺寸-55÷2
川路两轨框下料尺寸高-90下料尺寸宽÷2-7
海螺两轨框高下料尺寸-95 58高宽÷2-4下料尺寸
实德高下料尺寸-77宽下料尺寸÷2-1
4扇下料尺寸÷4+13 6扇下料尺寸÷6+9
中挺下料尺寸-3
80中框下料尺寸-17
海螺80中挺下料尺寸-27
川路75系列
海螺60系列
2扇边框下料尺寸÷2+3
JGJ1032008塑料门窗工程技术规范培训课件汇总
型材下料
V 型口的下料
1.设备选择:V 型口的切割是在V 型切割锯上进行的。 2.切割:根据生产单上的下料尺寸 具体门窗制作时,V 口在型材小面 上的深度为:所焊接中梃小面宽度 的一半减去焊接余量。V 型口切割 如图1-2 所示。 3.切割后首件三检,并抽检,构件 应满足以下技术要求:参见图1-2: (1)切割后V 口角度允差±0.3°; (2)切割后V 口深度允差±0.5mm; (3)构件切削面与型材两侧面的 垂直度有保证,待焊面清洁,无水、 油污、料屑等杂物。
压条安装
工厂安装玻璃
型材下料
在塑料门窗制作过程中,第一步工序是型材的下料, 下料精度对门窗的质量有重要的影响。为保证门窗良好的 使用性能,在下料工序中,要严格按规范操作。应保证所 选型材为合格品,型材的外观及尺寸满足标准要求。 下料尺寸依据: 1. 设计图纸
2. 订单要求 3. 洞口尺寸 框、扇的下料: 1.设备 (1)型材下料设备主要是双角切割锯和任意角度锯。 (2)根据设备使用说明书制定科学的操作规范,并严格执 行。
型材下料
2.切割 ⑴开始切割时,根据下料依据和工艺要求确定下料尺寸 ⑵切割过程中,应保证锯片和工作台清洁,无水、油污、灰尘等 杂物,以免影响后续工序的进行。 ⑶切割后,做到首件三检,并抽检。所有构件必须满足以下技术 要求: (1)构件长度允差 ±0.5mm; (2)构件端部角度允差±0.5°; (3)构件切削面与型材两侧面的垂直度应不影响焊接质量,待焊 面清洁,无水、油污、料屑等杂物。
关键点:
下料尺寸包含焊接余量,一般单端焊接余量为2~3mm,应保证焊 接后成型尺寸在公差范围内。
型材下料
中梃的下料
1.设备选择:设备为双角切割锯、任意角度锯及中梃锯。 2.切割:根据生产单上的下料尺寸进行切割,切割后首件三检,并抽检, 构件应满足以下技术要求(中梃锯除外):参见图1-1: (1)保证第一锯切割后型材端部角度为45°,允差±0.5°; (2)保证第二锯切割后型材端部角度为90°,允差±0.5°; (3)切割后型材端部尖角与中心线偏移允差±0.5mm; (4)下料长度符合设计要求,允差±0.5mm; (5)构件切削面与型材两侧面的垂直度有保证,待焊面清洁,无水、油 污、料屑等杂物。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
精选ppt
16
• 实例二
• 扇高:1300-1-50*2+8*2+3*2=1221
• 扇宽:1500/2-50+8+3*2+(58+2)/2-2=742
• 封边:扇高-6-6
精选ppt
17
一体的推拉门窗
材料:80平框c 80王字框 80一体框j 80扇3 80封边B1 压条?
pvc下料计算
型材下料计算培训
精选ppt
1
基本定义
• 洞口尺寸:是按照建筑施工平面图给门窗 预留的尺寸。
• 成窗尺寸:窗户制作完成后的实际尺寸。 • 下料尺寸:门窗制作之前材料的切割尺寸。 • 焊接熔量:材料在焊接时消耗的量,一般
取3mm • 搭接量:门窗扇和框搭接重合的部门,一
般取8mm
精选ppt
扇的下料尺寸=总高(宽)-两个小面高+搭接量*2+焊熔*2
扇高:1200-40-36/2+8*2+3*2=1164 扇宽:1200/2-40-36/2+8*2+3*2=564 注:扇计算时要用小面计算
精选ppt
7
梃的下料过程
精选ppt
8
梃的下料过程
精选ppt
9
梃的下料计算
梃料的最小长度=梃的下料尺寸+相应梃的大 面宽度
梃的下料尺寸=宽(高)-框大面高*2+梃的大面 宽+焊熔*2
实例:横梃下料尺寸:120058*2+72+3*2=1162
竖梃下料尺寸:1200-5872/2+72+3*2=1202
精选ppt10Fra bibliotek注:梃料大于下料尺寸不说明能得到所要的 长度
所以,在计算梃的下料尺寸时下料尺寸要多 加一个 梃的大面宽
梃的下料尺寸=总宽(高)-框大面高*2
+梃的大面宽*2+焊熔*2
精选ppt
11
V口的开法
精选ppt
12
V口的下料计算
V口深度hv=梃大面宽/2-3
实例hv=72/2-3=33
V口位置=成窗位置+3
实例: V口位置:500+3=503
精选ppt
13
拼接的推拉门窗
材料:80平框c 扇3 固定框3 80拼板 80封边B1 压条 尺寸:1500*1800 上亮:500
2
精选ppt
3
实例一
用料:60平开框 60内开扇 60扇梃 60双压
成窗尺寸:1200*1700 上亮:500 注:梃为死梃
精选ppt
4
扇的宽度
精选ppt
5
扇的高度
精选ppt
6
框扇的下料尺寸
框的下料尺寸=成窗尺寸+焊熔*2
框高:1200+500+3*2=1706 框宽:1200+3*2=1206
21
尺寸:1500*1800 上亮:500
精选ppt
18
与组合窗的异同
相同点:框扇的下料与组合窗相同 不同点:王字框下料,一体框下料,v口的下料 梃的下料尺寸=总宽(高)-框大面高*2 +梃的大面宽
*2+焊熔*2 王字框下料尺寸:
1500-50*2+66*2+6=1538 一体框的尺寸=总宽(高)-框高*2+搭接量*2
精选ppt
14
框料的下料尺寸
框的下料尺寸=成窗尺寸+焊熔*2 实例二 固定框宽:1500+3*2=1506 固定框高:500-1+3*2=505 推拉框宽:1500+3*2=1506 推拉框高:1300-1+3*2=1305 拼板长:1500
精选ppt
15
扇料的下料尺寸
扇高:总高-1-框高*2+搭接量*2+焊熔*2 扇宽:总宽/2-框高+搭接量+焊熔*2+ (扇大
+焊熔*2 一体框尺寸=1500-50*2+4.5*2+3*2=1415
精选ppt
19
精选ppt
20
压条的计算
平开压条=框的数量+梃数量*2 推拉压条=扇数量+扇梃*2+固定框(一体框)数
量 注:1、在算压条时,一定要不同系列的压条
分开算。 2、压条的下料尺寸是具体量出来的,不
是算出来的。
精选ppt