塑钢门窗中梃算料下料技术
塑钢门窗中梃算料下料技术
开始切割时,根据下料依据和工艺要求确定下料尺寸,要注意机器本身切割长度是否含有焊接余量。
如果含有,切割时可以不用考虑焊接余量,直接按照构件尺寸进行切割;如果不含,切割尺寸为构件原尺寸加上两端焊接余量(一般单端焊接余量为3mm)。
例如,所制作固定窗的尺寸为1200mm×1500mm,机器本身切割长度不含有焊接余量,框下料长度如下:1200+3X2=1206mm……2根;1500+3X2=1506mm……2根。
切割过程中,应保证锯片和工作台清洁,无水、油污、灰尘等杂物,以免影响后续工序的进行。
切割后,做到首件三检,并抽检。
所有构件必须满足以下技术要求:(1)构件长度允差±0.5mm;(2)构件端部角度允差±0.5°;(3)构件切削面与型材两侧面的垂直度应不影响焊接质量,待焊面清洁,无水、油污、料屑等杂物。
二、中梃的下料1.设备选择设备为双角切割锯、任意角度锯及中梃锯。
2.切割根据设计订单上的下料尺寸进行切割,切割后首件三检,并抽检,构件应满足以下技术要求(中梃锯除外)(1)保证第一锯切割后型材端部角度为45°,允差±0.5°;(2)保证第二锯切割后型材端部角度为90°,允差±0.5°;(3)切割后型材端部尖角与中心线偏移允差±0.5mm;(4)下料长度符合设计要求,允差±0.5mm;(5)构件切削面与型材两侧面的垂直度有保证,待焊面清洁,无水、油污、料屑等杂物。
三、V型口的下料1.设备选择V型口的切割是在V型切割锯上进行的。
2.切割根据设计订单上的下料尺寸具体门窗制作时,V口在型材小面上的深度为:所焊接中梃小面宽度的一半减去焊接余量。
例如,实德60系列型材与SE76焊接时,其V口在BR60小面上的深度为36/2 -3=15mm。
V型口切割切割后,首件三检,并抽检。
所有构件切割后必须满足以下技术要求:(1)切割后V口角度允差±0.3°;(2)切割后V口深度允差±0.5mm;(3)构件切削面与型材两侧面的垂直度有保证,待焊面清洁,无水、油污、料屑等杂物。
塑钢窗下料计算范文

塑钢窗下料计算范文塑钢窗下料计算是指根据设计要求和窗户尺寸,计算塑钢窗门框、窗扇、门窗框等各个构件所需要的材料的数量和长度,以便于后续的材料采购和制作工作。
下料计算需要注意窗户类型、尺寸、材料规格和窗户构造等因素,下面将详细介绍塑钢窗下料计算的步骤和方法。
1.窗户尺寸确定首先,根据设计要求和现场实际情况,确定塑钢窗的尺寸。
测量窗洞的宽度和高度,必要时还需考虑窗台高度和其他特殊要求。
2.窗扇下料计算根据窗扇的尺寸和型号,计算窗扇所需的门窗型材长度。
窗扇的长度一般等于窗洞的宽度减去一定的缝隙值(一般为10mm到20mm之间),窗扇的高度一般等于窗洞的高度减去一定的缝隙值(一般为10mm到20mm之间)。
3.门窗框下料计算根据门窗框的型材尺寸和长度,计算门窗框所需的型材长度。
门窗框的长度一般等于窗洞的周长减去一定的缝隙值。
4.玻璃下料计算根据窗户的玻璃类型和尺寸,计算玻璃的面积和尺寸。
玻璃的面积等于窗洞的宽度乘以窗洞的高度,玻璃的尺寸一般比窗洞的宽度和高度小一定的缝隙值。
5.钢筋下料计算如果塑钢窗需要加固钢筋,则需要根据设计要求计算钢筋的长度和数量。
根据窗户的尺寸和结构,确定钢筋的长度,并根据设计规定的间距确定钢筋的数量。
6.聚氨酯密封胶下料计算根据窗户的尺寸和密封胶型号,计算密封胶所需的长度和数量。
根据窗户的周长计算密封胶的长度,并根据设计规定的间距确定密封胶的数量。
7.型材连接件下料计算根据窗户的型材连接方式和型材规格,计算型材连接件的数量。
根据窗户的连接方式,确定所需的连接件数量,并根据设计要求选择合适的型材连接件。
总之,塑钢窗下料计算是根据窗户尺寸、型材规格和设计要求等因素,计算各个构件所需的材料数量和长度。
下料计算的准确性和合理性对于后续的材料采购和制作工作非常重要,需要注意细节和计算方法的正确性。
塑钢门窗下料尺寸的计算方法收藏了!

塑钢门窗下料尺寸的计算方法收藏了!
塑钢门窗是现在家庭中使用最为普遍的门窗,塑钢门窗经营者,需要仔细看一下这篇文章了。
基本尺寸
洞口尺寸:是按照建筑施工平面图给门窗预留的尺寸。
成窗尺寸:窗户制作完成后的实际尺寸。
下料尺寸:门窗制作之前材料的切割尺寸。
焊接熔量:材料在焊接时消耗的量,一般取3mm。
搭接量:门窗扇和框搭接重合的部门,一般取8mm。
扇的宽度:
扇的高度:
框扇的下料尺寸:
梃的下料过程:
梃的下料计算:
V口的开法:
V口的下料计算:
拼接的推拉门窗:
框料的下料尺寸:
扇料的下料尺寸:
一体的推拉门窗:
与组合窗的异同:。
型材塑钢门窗工艺流程
型材塑钢门窗工艺流程型材塑钢门窗工艺流程一、下料工序说明1、下料尺寸和切割精度直接影响成品窗的尺寸和功能;2、注意设备的技术参数和调整;3、注意型材结构尺寸;4、切割时应合理调配规格尺寸,使6000mm型材得到最大限度的利用。
工序标准1、长度允许偏差:L±1mm;压条长度允许偏差为正偏差0,负偏差0.5。
2、角度允许偏差:450±0.50;四边角度允许偏差:900±0.50;3、可根据设备情况自行制定基准面;4、切口处不得有变形、开裂等缺陷,不得污染;5、型材表面光洁,无明显划痕、并颜色基本一致;6、切口上下面垂直±0.50;7、下料后6-8小时以焊接,以防污染而影响焊接质量。
操作要点1、型材应轻拿轻放,下料后的型材放在专用的台面上,并按规格摆放整齐,要避免擦伤型材表面;2、仔细调整两锯间距标尺,保证精度要求;3、首根必检,中间抽检。
二、铣“V”口工序说明1、注意设备技术参数;调整好深度和长度标尺尺寸;2、注意型材结构尺寸和开口面;3、“V”口中心偏差易造成V口一侧焊接缝不够长,而另一侧露出熔融边。
同时,造成中梃歪斜。
工序标准1、“V”口宽度及中心允许偏差:1mm;2、“V”口深度及允许偏差:0.5mm;3、角度允许偏差:0.50;4、切口处不得有变形、开裂等缺陷,不得污染;5、型材表面无明显划痕、擦伤,颜色基本一致;6、下料后6-8小时以焊接,以防污染而影响焊接质量。
操作要点1、型材应轻拿轻放,下料后的型材放在专用的台面上,规格型号摆放整齐,避免擦伤型材表面;2、仔细调整设备,保证“V”口深度和中心位置;3、首件必检,合格后方可批量下料。
检验方法1、用角度尺测量角度;2、用钢卷尺测量长度;3、抽查量不得小于每批数量的5%。
三、铣排水槽工序说明1、为使雨水、冷凝水排出室外,应在适宜部位铣排水孔,并确保槽孔不被堵塞;2、排水孔严禁与钢衬腔相通;3、进水孔和排水孔位置应错开20-30mm,以防风压大时水不易排出。
pvc塑钢门窗材料下料计算培训
框料的下料尺寸
框的下料尺寸=成窗尺寸+焊熔*2 实例二 固定框宽:1500+3*2=1506 固定框高:500-1+3*2=505 推拉框宽:1500+3*2=1506 推拉框高:1300-1+3*2=1305 拼板长:1500
扇料的下料尺寸
扇高:总高-1-框高*2+搭接量*2+焊熔*2 扇宽:总宽/2-框高+搭接量+焊熔*2+ (扇大
与组合窗的异同
相同点:框扇的下料与组合窗相同 不同点:王字框下料,一体框下料,v口的下料 梃的下料尺寸=总宽(高)-框大面高*2 +梃的大面宽
*2+焊熔*2 王字框下料尺寸:
1500-50*2+66*2+6=1538 一体框的尺寸=总宽(高)-框高*2+搭接量*2
+焊熔*2 一体框尺寸=1500-50*2+4.5*2+3*2=1415
面高 +2)/2-2
• 实例二
• 扇高:1300-1-50*2+8*2+3*2=1221 • 扇宽:1500/2-50+8+3*2+(58+2)/2-2=742 • 封边:扇高-6-6
一体的推拉门窗
材料:80平框c 80王字框 80来自体框j 80扇3 80封边B1 压条?
尺寸:1500*1800 上亮:500
所以,在计算梃的下料尺寸时下料尺寸要多 加一个 梃的大面宽
梃的下料尺寸=总宽(高)-框大面高*2 +梃的大面宽*2+焊熔*2
V口的开法
V口的下料计算
V口深度hv=梃大面宽/2-3
实例hv=72/2-3=33
塑钢计算

如图1-5所示,在推拉窗中,封盖的高度应比相应推拉扇高度小3~5mm。
推拉门窗型材有多种系列,包括73、80、88、95等,不同系列型材的截面尺寸和形状不同,在计算门窗构件下料尺寸时,根据具体型材截面尺寸和搭接量做相应调整。
扇下料高度=平开窗制作高度-(框小面宽-搭接量)×2+3×2……4根。
由于平开门窗的型材系列很多,如60、65、66、70等多种系列,而作为中梃的型材的截面尺寸各异,所以在具体下料计算时,根据具体型材截面尺寸和搭接量做相应调整。
2、推拉门窗的下料计算
以80系列推拉窗为例,说明推拉窗的下料计算,如图1-4所示(搭接量为8mm,每端焊接余量为3mm)。
80系列一大扇两小扇(两小扇开启后与大扇宽度相齐)推拉窗各主要构件下料计算如下:
框下料宽度=推拉窗制作宽度+3×2……2根;
框下料高度=推拉窗制作高度+3×2……2根;
大扇下料宽度=[推拉窗制作宽度-(框型材高-搭接量)X2+(扇型材宽-护板厚)X2] /2+月牙锁厚度+3×2……2根;
小扇下料宽度=[推拉窗制作宽度-(框型材高-搭接量)X2+(扇型材宽-护板厚)X2]/4-月牙锁厚度/2+3×2……4根;
实德塑钢窗下料尺寸怎么算?
推荐答案 门窗的下料计算,主要考虑门窗的原始尺寸和框、扇之间的搭接尺寸以及构件焊接时的消耗余量,然后根据框和扇之间的配合关系推算出所有构件的长度。
1、平开门窗的下料计算
在框与扇的搭接边一侧,框与扇重叠的部分的尺寸,称为搭接量,实德型材的搭接量≥8mm。
以实德60系列型材为例,如图1-3所示,说明内平开窗(梃中分)主要构件的下料计算(搭接量为8mm,每端焊接余量为3mm)。
铝塑60平开门组装工艺流程
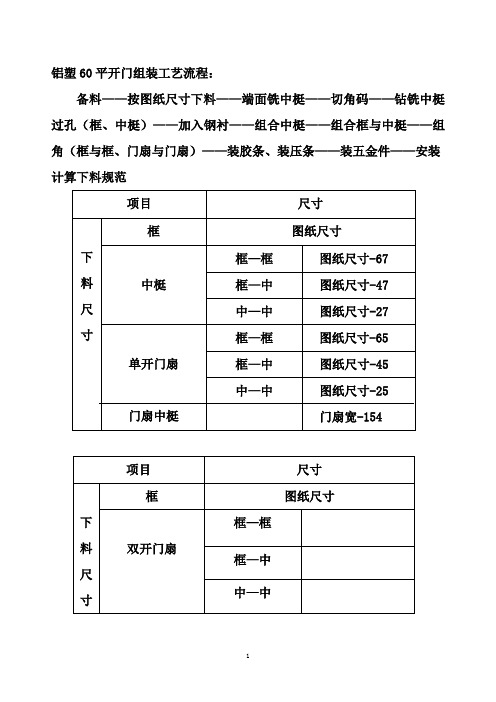
铝塑60平开门组装工艺流程:备料——按图纸尺寸下料——端面铣中梃——切角码——钻铣中梃过孔(框、中梃)——加入钢衬——组合中梃——组合框与中梃——组角(框与框、门扇与门扇)——装胶条、装压条——装五金件——安装计算下料规范注:1、门扇与门框搭接量应为7MM。
2、为了保证门的安装连接强度,在门框内加入钢衬,用于连接膨胀螺栓。
当门宽度≥2000MM时,横梃应加入通长钢衬,并用螺钉按标准紧固;当门宽度≥3000MM时,应设计为组合窗,组合部位应加入钢衬。
3、60平开系列用中空玻璃总厚度4+12(隔条厚)+4或5+9(隔条厚)+5。
60铝塑内平开门制作工艺:一、备料1、查验型材所用角码与配件是否齐全。
(铝角码可按用户要求按米长度进行购置。
)2、框角组合需用铝角码一个,厚度11.5-11.6㎜,塑料角码一个(专用),金属连接片一个(通用)。
(见图示一)3、门扇角组合需用铝角码一个,厚度12.1-12.2㎜,塑料角码三个(专用),金属连接片一个(通用)。
(见图示二)4、中梃组合需用联接片(塑角码)一个(专用),厚度33㎜。
(见图示三)二、下料1、下料以大平面定位,框、门扇切45℃角,中梃切直角。
框、梃、扇料下料时均以塑料型材为定位面进行切割。
2、下料长度误差应控制在:框≤0.2㎜;梃门扇≤0.2㎜。
切割角度误差应控制在±0.5℃范围内。
3、型材锯切表面不能有掉块现象,切割后的表面不能有卷边、毛刺等缺陷,如出现上述问题,应用锉刀将其修理整齐光滑。
4、下料锯为铝塑型材专用锯,锯片摆幅小于0.5℃。
5、下料时,冷却液应正常工作。
6、下料时,需用游标万能角度尺和卷尺对所下料的长度和角度进行检验测量。
正常加工时应对不同长度尺寸的第一根料进行检验测量,并严格执行下料误差要求。
三、端面铣中梃用料头将刀具调整到位,要保证所有台阶都能与框(梃)对齐,不应有缝隙;特别是上、下面缝隙要均匀一致,无漏光和错位。
四、切角码1、铝角码的尺寸与型材的配合间隙应﹤0.2㎜。
塑钢门窗下料计算公式

塑钢门窗下料计算公式首先,我们需要确定塑钢门窗的尺寸。
一般来说,塑钢门窗的窗框尺寸由外高、外宽、内高、内宽四个参数构成。
其中,外高指的是窗框的整体高度,外宽指的是窗框的整体宽度;内高指的是窗框内部的有效高度,内宽指的是窗框内部的有效宽度。
接下来,我们需要确定门窗玻璃的尺寸。
门窗玻璃的尺寸由玻璃的高度和宽度构成。
在计算门窗下料时,我们需要考虑门窗框材料的长度和数量,以及门窗玻璃的尺寸和数量。
1.计算门窗框材料的长度:门窗框材料的长度可根据窗框的外高和外宽参数计算。
一般来说,门窗框材料的长度等于外高加上外宽再乘以2再加上一些预留的尺寸。
门窗框材料的长度=(外高+外宽)*2+预留尺寸其中,预留尺寸一般为30mm左右,用于焊接和连接门窗框。
2.计算门窗框材料的数量:门窗框材料的数量根据窗框的内高和内宽参数计算。
一般来说,门窗框材料的数量等于内高的长度除以门窗框材料的长度,再乘以内宽的长度除以门窗框材料的长度。
门窗框材料的数量=(内高/门窗框材料的长度)*(内宽/门窗框材料的长度)3.计算门窗玻璃的尺寸和数量:门窗玻璃的尺寸可根据门窗的内高和内宽参数计算。
一般来说,门窗玻璃的尺寸等于内高减去一些预留的尺寸,再减去门窗框材料的宽度;门窗玻璃的数量等于内宽的长度除以门窗玻璃的尺寸。
门窗玻璃的尺寸=内高-预留尺寸-门窗框材料的宽度门窗玻璃的数量=内宽/门窗玻璃的尺寸通过以上公式,我们可以计算出制作塑钢门窗所需的材料长度和数量,并进行合理的安排和下料。
希望以上内容对您理解塑钢门窗下料计算公式有所帮助。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
开始切割时,根据下料依据和工艺要求确定下料尺寸,要注意机器本身切割长度是否含有焊
接余量。
如果含有,切割时可以不用考虑焊接余量,直接按照构件尺寸进行切割;如果不含,切割尺寸为构件原尺寸加上两端焊接余量(一般单端焊接余量为3mm)。
例如,所制作固定窗的尺寸为1200mm×1500mm,机器本身切割长度不含有焊接余量,框
下料长度如下:
1200+3X2=1206mm……2根;
1500+3X2=1506mm……2根。
切割过程中,应保证锯片和工作台清洁,无水、油污、灰尘等杂物,以免影响后续工序的进
行。
切割后,做到首件三检,并抽检。
所有构件必须满足以下技术要求:
(1)构件长度允差±0.5mm;
(2)构件端部角度允差±0.5°;
(3)构件切削面与型材两侧面的垂直度应不影响焊接质量,待焊面清洁,无水、油污、料
屑等杂物。
二、中梃的下料
1.设备选择
设备为双角切割锯、任意角度锯及中梃锯。
2.切割
根据设计订单上的下料尺寸进行切割,切割后首件三检,并抽检,构件应满足以下技术要求(中梃锯除外)
(1)保证第一锯切割后型材端部角度为45°,允差±0.5°;
(2)保证第二锯切割后型材端部角度为90°,允差±0.5°;
(3)切割后型材端部尖角与中心线偏移允差±0.5mm;
(4)下料长度符合设计要求,允差±0.5mm;
(5)构件切削面与型材两侧面的垂直度有保证,待焊面清洁,无水、油污、料屑等杂物。
三、V型口的下料
1.设备选择
V型口的切割是在V型切割锯上进行的。
2.切割
根据设计订单上的下料尺寸具体门窗制作时,V口在型材小面上的深度为:所焊接中梃小面宽度的一半减去焊接余量。
例如,实德60系列型材与SE76焊接时,其V口在BR60小面上的深度为36/2 -3=15mm。
V型口切割
切割后,首件三检,并抽检。
所有构件切割后必须满足以下技术要求:
(1)切割后V口角度允差±0.3°;
(2)切割后V口深度允差±0.5mm;
(3)构件切削面与型材两侧面的垂直度有保证,待焊面清洁,无水、油污、料屑等杂物。
追问:可以举例说明吗比如外框:PC900mm宽1500mm高要怎么计算内扇的尺寸呢中挺又是多少呢
PM1800MM宽2300mm高对开门怎么算门扇尺寸还有框中挺尺寸门扇中挺尺寸
另外还要请教一体框的详细计算方式并请举例说明
采用中梃料作窗扇计算。
计算扇材下料尺寸,应先求出框与中梃的内口尺寸,再加上窗扇与框的搭接量和焊接余量,本文框、扇搭接量取8mm/边。