pvc塑钢门窗材料下料计算培训(应用材料)
PVC塑料门窗组装工艺之型材下料
第一章PVC塑料门窗组装工艺第一节型材下料在塑料门窗制作过程中,第一步工序是型材的下料,下料精度对门窗的质量有重要的影响。
为保证门窗良好的使用性能,在下料工序中,要严格按规范操作。
应保证所选型材为合格品,型材的外观及尺寸满足标准要求。
一、下料尺寸依据:1.设计图纸2.订单要求3.洞口尺寸二、框、扇的下料1.设备(1)型材下料设备主要是双角切割锯和任意角度锯。
(2)根据设备使用说明书制定科学的操作规范,并严格执行。
2.切割开始切割时,根据下料依据和工艺要求确定下料尺寸,要注意机器本身切割长度是否含有焊接余量。
如果含有,切割时可以不用考虑焊接余量,直接按照构件尺寸进行切割;如果不含,切割尺寸为构件原尺寸加上两端焊接余量(一般单端焊接余量为3mm)。
例如,所制作固定窗的尺寸为1200mm×1500mm,机器本身切割长度不含有焊接余量,框下料长度如下:1200+3X2=1206mm……2根;1500+3X2=1506mm……2根。
切割过程中,应保证锯片和工作台清洁,无水、油污、灰尘等杂物,以免影响后续工序的进行。
切割后,做到首件三检,并抽检。
所有构件必须满足以下技术要求:(1)构件长度允差±0.5mm;(2)构件端部角度允差±0.5°;(3)构件切削面与型材两侧面的垂直度应不影响焊接质量,待焊面清洁,无水、油污、料屑等杂物。
二、中梃的下料1.设备选择设备为双角切割锯、任意角度锯及中梃锯。
2.切割根据设计订单上的下料尺寸进行切割,切割后首件三检,并抽检,构件应满足以下技术要求(中梃锯除外):参见图1-1:图1-1(1)保证第一锯切割后型材端部角度为45°,允差±0.5°;(2)保证第二锯切割后型材端部角度为90°,允差±0.5°;(3)切割后型材端部尖角与中心线偏移允差±0.5mm;(4)下料长度符合设计要求,允差±0.5mm;(5)构件切削面与型材两侧面的垂直度有保证,待焊面清洁,无水、油污、料屑等杂物。
pvc塑钢门窗材料下料计算培训
框料的下料尺寸
框的下料尺寸=成窗尺寸+焊熔*2 实例二 固定框宽:1500+3*2=1506 固定框高:500-1+3*2=505 推拉框宽:1500+3*2=1506 推拉框高:1300-1+3*2=1305 拼板长:1500
扇料的下料尺寸
扇高:总高-1-框高*2+搭接量*2+焊熔*2 扇宽:总宽/2-框高+搭接量+焊熔*2+ (扇大
与组合窗的异同
相同点:框扇的下料与组合窗相同 不同点:王字框下料,一体框下料,v口的下料 梃的下料尺寸=总宽(高)-框大面高*2 +梃的大面宽
*2+焊熔*2 王字框下料尺寸:
1500-50*2+66*2+6=1538 一体框的尺寸=总宽(高)-框高*2+搭接量*2
+焊熔*2 一体框尺寸=1500-50*2+4.5*2+3*2=1415
面高 +2)/2-2
• 实例二
• 扇高:1300-1-50*2+8*2+3*2=1221 • 扇宽:1500/2-50+8+3*2+(58+2)/2-2=742 • 封边:扇高-6-6
一体的推拉门窗
材料:80平框c 80王字框 80来自体框j 80扇3 80封边B1 压条?
尺寸:1500*1800 上亮:500
所以,在计算梃的下料尺寸时下料尺寸要多 加一个 梃的大面宽
梃的下料尺寸=总宽(高)-框大面高*2 +梃的大面宽*2+焊熔*2
V口的开法
V口的下料计算
V口深度hv=梃大面宽/2-3
实例hv=72/2-3=33
JGJ103-2008塑料门窗工程技术规范培训课件.
型材下料
❖ V 型口的下料
1.设备选择:V 型口的切割是在V 型切割锯上进行的。 2.切割:根据生产单上的下料尺寸 具体门窗制作时,V 口在型材小面 上的深度为:所焊接中梃小面宽度 的一半减去焊接余量。V 型口切割 如图1-2 所示。 3.切割后首件三检,并抽检,构件 应满足以下技术要求:参见图1-2: (1)切割后V 口角度允差±0.3°; (2)切割后V 口深度允差±0.5mm; (3)构件切削面与型材两侧面的 垂直度有保证,待焊面清洁,无水、 油污、料屑等杂物。
×2+3×2……6 根。
型材下料
❖ 80 系列一大扇两小扇(两小扇开 启后与大扇宽度相齐)推拉窗各主 要构件下料计算如下:
框下料宽度=推拉窗制作宽度 +3×2……2 根;
框下料高度=推拉窗制作高度 +3×2……2 根;
大扇下料宽度=[推拉窗制作宽度-(框 型材高-搭接量)×2+(扇型材宽-护板 厚)×2] /2+月牙锁厚度+3×2……2 根;
型材下料
❖ 60平开门窗的下料计算
以某厂家60 系列型材为例,如图1-3 所示,说明内平开窗(梃中 分)主要构件的下料计算(搭接量为8mm,每端焊接余量为3mm)。 框下料宽度=平开窗制作宽度+3×2……2 根; 框下料高度=平开窗制作高度+3×2……2 根; 框梃下料高度=平开窗制作高度+(梃大面宽-框大面 宽)×2+3×2……1 根; 扇下料宽度=平开窗制作宽度/2- (框小面宽-搭接量) -(梃小面宽 一半-搭接量)+3×2……4 根; 扇下料高度=平开窗制作高度-(框小面宽-搭接量)×2+3×2……4 根。
工厂安装玻璃
型材下料
塑料门窗培训内容

塑料门窗制工艺作培训内容一、型钢下料(JG/T131-2000):二、根据图纸及下料表检查所下型钢规格、数量、尺寸是否与图纸相一致(型钢是否有定尺)。
三、增强型钢切割后必须校直,应保证端头无毛刺,每米的直线度不允许超过 1.5mm,拧曲度不大于1°(所下型钢必须校直)。
四、型钢装配主要两种方式:五、在不影响焊接部位可预先插入。
六、十字焊接或T型焊接的部位,增强型钢对接后及时插入。
七、型材下料(质控点):八、准备及检验九、根据图纸及下料表领用型材。
原则要求先下宽,后下高,并检查以下项目。
十、可视面颜色应均匀,表面光滑,无明显凸凹,无杂质。
十一、外形尺寸≤80 ±0.3mm;十二、>80 ±0.5mm十三、主型材壁厚按GB/T8814-2004规定:十四、平开门框≥2.8mm 平开窗框≥2.5mm推拉窗框≥2.2mm十五、型材下料质量要求:十六、300≤L≤900mm △L≤0.5mm十七、900<L≤1500mm △L≤1.0mm十八、1500<L≤2000mm △L≤1.5mm十九、 L>2000mm △L≤2.0mm二十、下料角度无特殊要求均为45°,角切割误差±15′,角垂直偏差±0.5°。
所下料首部件必须全面检验,合格后方可批量生产并随机抽检。
二十一、焊接过程要把焊口保护膜裁掉2-3cm,防止焊入焊缝中。
二十二、加强型钢固定二十三、在预穿增强型钢过程中注意,型钢有无弯曲、扭曲、侧弯,并逐一校直。
当窗构件≥450mm 应加型钢。
二十四、型钢固定距端头100mm,间距不大于300mm。
二十五、安装工艺孔距端头150mm,间距不大于300mm,下框安装铁固定件。
二十六、焊接工序(JG/T140-2005)(质控点)1、根据图纸质量要求检查型材长度、角度、弯曲、扭曲变形,并逐一校直,严重不合格产品退回上到道工序。
2、焊接首部件必须进行全面质量检测。
塑钢门窗施工组织设计方案培训资料(doc 36页)
塑钢门窗施工组织设计方案培训资料(doc 36页)龙景逸野小区项目1#-6#楼及配套商业断桥铝窗施工组织设计一、编制说明本工程为住宅及商业窗户安装工程,断桥铝合金窗户面积为11273.6平方米,铝合金门窗型材选用断桥铝合金,用料规格为65mm,窗框壁厚1.4mm,外窗开启扇采用内开内倒型。
窗台高度低于600mm的窗户,在双层玻璃间夹设高度600mm的护栏间距110mmm,护栏与框料连接牢固,双层玻璃间夹方格条,护栏及方格条颜色均为红酸枝色。
根基建筑结构特点,工期及质量要求,我公司从原材料采购、生产计划、施工组织、工期及质量要求进行了周密的考虑与设计,我们本着“替业主着想”的原则,力求以最合理的工期与质量把优质产品奉献给业主。
二、施工部署及施工技术方案(一)施工组织部署1.1 项目机构组织说明工程开工前,我公司将组织成立由公司经理、工程师、副经理、质量负责人组成的生产安装领导工作小组,实施该项目全过程管理职能,对工程的施工前期准备到竣工验收进行全方位的管理。
以质量、工期、安全为中心,以施工阶段为重点,积极配合建设方、总包方各项工作,公司经理负责实施项目全过程管理职能,对工程的施工前期准备到施工验收进行全方位的管理。
设3个职能部门负责人,即项目工程师、项目经理、项目质量负责人。
项目工程师负责设计方案的确定,技术文件、安装图纸、安装标准的正确性和可行性的把握,副经理职责是督促及监控供应、生产加工、计划调度以及项目经理部等部门实施作业运作情况及解决在实际工作中的疑难问题,使工程进度顺利进行。
项目质量负责人职责是负责工程的材料检验及验收,监控加工过程的质量情况,及对安装过程的质量情况进行全面的控制。
内部系统的工作,以高度的责任心去完成工程的各项工作。
2、施工准备2.1项目部组成结构d.实行定置管理,文明生产。
2.3.4项目经理:对工程全面负责,在施工现场具有绝对的领导权力,全面负责现场施工质量管理、安全管理、进度管理、观场文明施工管理,对于现场的资金、材料、人工进行合理的安排,根据工程具体施工进度情况有权合理调配资金。
塑钢型材下料尺寸计算
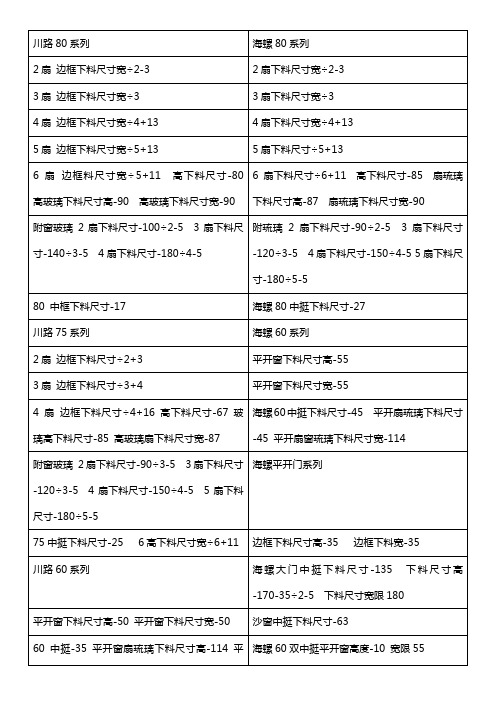
海螺平开门系列
75中挺下料尺寸-25 6高下料尺寸宽÷6+11
边框下料尺寸高-35边框下料宽-35
川路60系列
海螺大门中挺下料尺寸-135下料尺寸高-170-35÷2-5下料尺寸宽限180
川路80系列
海螺80系列
2扇边框下料尺寸宽÷2-3
2扇下料尺寸宽÷2-3
3扇边框下料尺寸宽÷3
3扇下料尺寸宽÷3
4扇边框下料尺寸宽÷4+下料尺寸宽÷5+13
5扇下料尺寸÷5+13
6扇边框料尺寸宽÷5+11高下料尺寸-80高玻璃下料尺寸高-90高玻璃下料尺寸宽-90
6扇下料尺寸÷6+11高下料尺寸-85扇琉璃下料尺寸高-87扇琉璃下料尺寸宽-90
附窗玻璃2扇下料尺寸-100÷2-5 3扇下料尺寸-140÷3-5 4扇下料尺寸-180÷4-5
附琉璃2扇下料尺寸-90÷2-5 3扇下料尺寸-120÷3-5 4扇下料尺寸-150÷4-5 5扇下料尺寸-180÷5-5
“玻璃”大门料扇下料尺寸高-205÷2-5宽-180
海螺双平开门高下料尺寸-55(门砍)宽下料尺寸-55÷2
川路两轨框下料尺寸高-90下料尺寸宽÷2-7
海螺两轨框高下料尺寸-95 58高宽÷2-4下料尺寸
实德高下料尺寸-77宽下料尺寸÷2-1
4扇下料尺寸÷4+13 6扇下料尺寸÷6+9
中挺下料尺寸-3
80中框下料尺寸-17
海螺80中挺下料尺寸-27
川路75系列
海螺60系列
2扇边框下料尺寸÷2+3
门窗知识下料计算培训

门窗知识下料计算培训门窗下料计算是门窗行业中非常重要的一项技能,对门窗制作和安装有着直接的影响。
门窗下料计算的准确与否将直接关系到门窗的质量和安装效果。
因此,门窗下料计算的培训非常必要。
门窗下料计算主要涉及到门窗的尺寸、材料、连接方式以及施工工艺等方面的知识。
在进行门窗下料计算时,首先需要了解门窗的设计图纸,通过图纸来确定门窗的尺寸和形状。
然后需要根据门窗的型材和连接方式来确定所需的材料种类和数量。
最后,还需要根据门窗的施工工艺来确定具体的下料尺寸和工艺要求。
在门窗下料计算培训中,需要让学习者掌握以下几个方面的知识:1.门窗尺寸测量:学习者需要学会使用测量工具准确测量门窗的尺寸。
门窗尺寸的准确测量是进行下料计算的基础。
2.型材材料的认识:学习者需要了解常见门窗型材的材料特性、规格和使用场景。
掌握不同型材的特点,可以更好地选择适合的材料。
3.连接方式的了解:学习者需要了解不同门窗的连接方式,掌握不同连接方式的优缺点以及适用条件。
不同的连接方式对门窗的下料计算有着不同的要求。
4.下料尺寸计算:学习者需要学会根据门窗的尺寸、型材和连接方式来计算下料尺寸。
下料尺寸的计算需要考虑到门窗的结构、密封性和稳定性等方面的要求。
5.施工工艺技巧:学习者需要学会根据门窗的特点选择适当的施工工艺。
在培训中可以通过实际案例进行模拟演练,让学习者更好地掌握施工工艺技巧。
门窗下料计算培训可以通过理论学习和实际操作相结合的方式进行。
理论学习可以通过课堂教学、培训材料和在线学习平台等途径进行。
实际操作可以通过实地考察、实际案例演练以及实际施工等方式进行。
在门窗下料计算培训中1.教师团队的专业性:培训的教师团队需要具备丰富的门窗行业从业经验和专业知识,能够传授实用的下料计算技能和实践经验。
2.培训材料的完善:培训材料应包括理论知识和实践案例,并且要有详细的图纸和计算表格,方便学习者进行学习和实践操作。
3.实践操作的重视:门窗下料计算需要进行实际的操作练习,通过实地考察和实际演练来巩固所学知识和技能,提高学习者的实际操作能力。
塑钢门窗培训手册[1]
![塑钢门窗培训手册[1]](https://img.taocdn.com/s3/m/8c3a0178f111f18583d05ad7.png)
目录第一章 PVC塑料门窗组装工艺 (2)第一节型材下料 (2)第二节铣排水孔和气压平衡孔 (5)第三节铣五金件安装槽孔 (7)第四节增强型钢的切割与装配 (7)第五节型材焊接 (8)第六节焊瘤清理 (10)第七节密封条的安装 (11)第八节五金配件的选择与安装 (12)第九节玻璃装配 (16)第十节门窗质量检查 (19)第十一节门窗的包装、入库 (22)第二章 PVC塑料门窗的运输与安装 (22)第一节运输 (22)第二节安装 (22)第一章 PVC塑料门窗组装工艺第一节型材下料在塑料门窗制作过程中,第一步工序是型材的下料,下料精度对门窗的质量有重要的影响。
为保证门窗良好的使用性能,在下料工序中,要严格按规范操作。
应保证所选型材为合格品,型材的外观及尺寸满足标准要求。
一、下料尺寸依据:1. 设计图纸2. 订单要求3. 洞口尺寸二、框、扇的下料1.设备(1)型材下料设备主要是双角切割锯和任意角度锯。
(2)根据设备使用说明书制定科学的操作规范,并严格执行。
2.切割开始切割时,根据下料依据和工艺要求确定下料尺寸,要注意机器本身切割长度是否含有焊接余量。
如果含有,切割时可以不用考虑焊接余量,直接按照构件尺寸进行切割;如果不含,切割尺寸为构件原尺寸加上两端焊接余量(一般单端焊接余量为3mm)。
例如,所制作固定窗的尺寸为1200mm×1500mm,机器本身切割长度不含有焊接余量,框下料长度如下:1200+3X2=1206mm……2根;1500+3X2=1506mm……2根。
切割过程中,应保证锯片和工作台清洁,无水、油污、灰尘等杂物,以免影响后续工序的进行。
切割后,做到首件三检,并抽检。
所有构件必须满足以下技术要求:(1)构件长度允差±0.5mm;(2)构件端部角度允差±0.5°;(3)构件切削面与型材两侧面的垂直度应不影响焊接质量,待焊面清洁,无水、油污、料屑等杂物。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
沐风书苑
11
V口的开法
沐风书苑
12
V口的下料计算
V口深度hv=梃大面宽/2-3
实例hv=72/2-3=33
V口位置=成窗位置+3
实例: V口位置:500+3=503
沐风书苑
13
拼接的推拉门窗
材料:80平框c 扇3 固定框3 80拼板 80封边B1 压条 尺寸:1500*1800 上亮:500
沐风书苑
沐风书苑
3
实例一
用料:60平开框 60内开扇 60扇梃 60双压
成窗尺寸:1200*1700 上亮:500 注:梃为死梃
沐风书苑
4
扇的宽度
沐风书苑
5
扇的高度
沐风书苑
6
框扇的下料尺寸
框的下料尺寸=成窗尺寸+焊熔*2
框高:1200+500+3*2=1706 框宽:1200+3*2=1206
扇的下料尺寸=总高(宽)-两个小面高+搭接量*2+焊熔*2
pvc下料计算
型材下料计算培训
沐风书苑
1
基本定义
• 洞口尺寸:是按照建筑施工平面图给门窗 预留的尺寸。
• 成窗尺寸:窗户制作完成后的实际尺寸。 • 下料尺寸:门窗制作之前材料的切割尺寸。 • 焊接熔量:材料在焊接时消耗的量,一般
取3mm • 搭接量:门窗扇和框搭接重合的部门,一
般取8mm
沐风书苑
2
面高 +2)/2-2
沐风书苑
16
• 实例二
• 扇高:1300-1-50*2+8*2+3*2=1221
• 扇宽:1500/2-50+8+3*2+(58+2)/2-2=742
• 封边:扇高-6-6
沐风书苑
17
一体的推拉门窗
材料:80平框c 80王字框 80一体框j 80扇3 80封边B1 压条?
尺寸:1500*1800 上亮:500
实例:横梃下料尺寸:120058*2+72+3*2=1162
竖梃下料尺寸:1200-5872/2+72+3*2=1202
沐风书苑
10
注:梃料大于下料尺寸不说明能得到所要的 长度
所以,在计算梃的下料尺寸时下料尺寸要多 加一个 梃的大面宽
梃的下料尺寸=总宽(高)-框大面高*2 +梃的大面宽*2+焊熔*2
沐风书苑
19
沐风书苑
ห้องสมุดไป่ตู้
20
压条的计算
平开压条=框的数量+梃数量*2 推拉压条=扇数量+扇梃*2+固定框(一体框)数
量 注:1、在算压条时,一定要不同系列的压条
分开算。 2、压条的下料尺寸是具体量出来的,不
是算出来的。
沐风书苑
21
沐风书苑
18
与组合窗的异同
相同点:框扇的下料与组合窗相同 不同点:王字框下料,一体框下料,v口的下料 梃的下料尺寸=总宽(高)-框大面高*2 +梃的大面宽
*2+焊熔*2 王字框下料尺寸:
1500-50*2+66*2+6=1538 一体框的尺寸=总宽(高)-框高*2+搭接量*2
+焊熔*2 一体框尺寸=1500-50*2+4.5*2+3*2=1415
扇高:1200-40-36/2+8*2+3*2=1164 扇宽:1200/2-40-36/2+8*2+3*2=564 注:扇计算时要用小面计算
沐风书苑
7
梃的下料过程
沐风书苑
8
梃的下料过程
沐风书苑
9
梃的下料计算
梃料的最小长度=梃的下料尺寸+相应梃的大 面宽度
梃的下料尺寸=宽(高)-框大面高*2+梃的大面 宽+焊熔*2
14
框料的下料尺寸
框的下料尺寸=成窗尺寸+焊熔*2 实例二 固定框宽:1500+3*2=1506 固定框高:500-1+3*2=505 推拉框宽:1500+3*2=1506 推拉框高:1300-1+3*2=1305 拼板长:1500
沐风书苑
15
扇料的下料尺寸
扇高:总高-1-框高*2+搭接量*2+焊熔*2 扇宽:总宽/2-框高+搭接量+焊熔*2+ (扇大