带钢轧制工艺流程
轧钢厂生产工艺流程图及简介
2)工艺流程简述
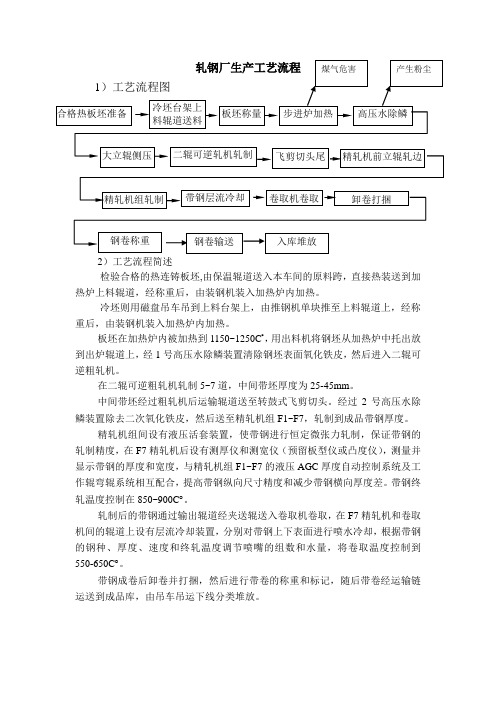
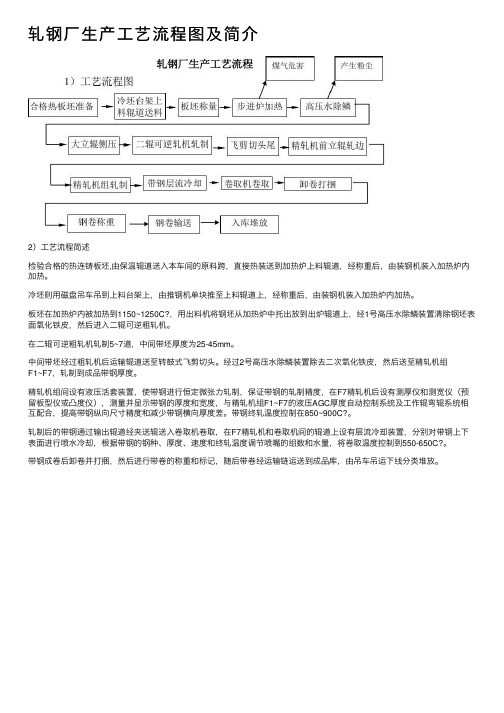
检验合格的热连铸板坯,由保温辊道送入本车间的原料跨,直接热装送到加热炉上料辊道,经称重后,由装钢机装入加热炉内加热。
冷坯则用磁盘吊车吊到上料台架上,由推钢机单块推至上料辊道上,经称重后,由装钢机装入加热炉内加热。
板坯在加热炉内被加热到1150~1250C︒,用出料机将钢坯从加热炉中托出放到出炉辊道上,经1号高压水除鳞装置清除钢坯表面氧化铁皮,然后进入二辊可逆粗轧机。
在二辊可逆粗轧机轧制5~7道,中间带坯厚度为25-45mm。
中间带坯经过粗轧机后运输辊道送至转鼓式飞剪切头。
经过2号高压水除鳞装置除去二次氧化铁皮,然后送至精轧机组F1~F7,轧制到成品带钢厚度。
精轧机组间设有液压活套装置,使带钢进行恒定微张力轧制,保证带钢的轧制精度,在F7精轧机后设有测厚仪和测宽仪(预留板型仪或凸度仪),测量并显示带钢的厚度和宽度,与精轧机组F1~F7的液压AGC厚度自动控制系统及工作辊弯辊系统相互配合,提高带钢纵向尺寸精度和减少带钢横向厚度差。
带钢终轧温度控制在850~900C︒。
轧制后的带钢通过输出辊道经夹送辊送入卷取机卷取,在F7精轧机和卷取机间的辊道上设有层流冷却装置,分别对带钢上下表面进行喷水冷却,根据带钢的钢种、厚度、速度和终轧温度调节喷嘴的组数和水量,将卷取温度控制到550-650C︒。
带钢成卷后卸卷并打捆,然后进行带卷的称重和标记,随后带卷经运输链运送到成品库,由吊车吊运下线分类堆放。
轧钢工艺流程(1)
轧钢工艺流程从炼钢厂出来的钢坯还仅仅是半成品,必须到轧钢厂去进行轧制以后,才能成为合格的产品。
从炼钢厂送过来的连铸坯,首先是进入加热炉,然后经过初轧机反复轧制之后,进入精轧机。
轧钢属于金属压力加工,说简单点,轧钢板就像压面条,经过擀面杖的多次挤压与推进,面就越擀越薄。
在热轧生产线上,轧坯加热变软,被辊道送入轧机,最后轧成用户要求的尺寸。
轧钢是连续的不间断的作业,钢带在辊道上运行速度快,设备自动化程度高,效率也高。
从平炉出来的钢锭也可以成为钢板,但首先要经过加热和初轧开坯才能送到热轧线上进行轧制,工序改用连铸坯就简单多了,一般连铸坯的厚度为150~250mm,先经过除磷到初轧,经辊道进入精轧轧机,精轧机由7架4辊式轧机组成,机前装有测速辊和飞剪,切除板面头部。
精轧机的速度可以达到23m/s。
热轧成品分为钢卷和锭式板两种,经过热轧后的钢轨厚度一般在几个毫米,如果用户要求钢板更薄的话,还要经过冷轧。
与热轧相比,冷轧厂的加工线比较分散,冷轧产品主要有普通冷轧板、涂镀层板也就是镀锡板、镀锌板和彩涂板。
经过热轧厂送来的钢卷,先要经过连续三次技术处理,先要用盐酸除去氧化膜,然后才能送到冷轧机组。
在冷轧机上,开卷机将钢卷打开,然后将钢带引入五机架连轧机轧成薄带卷。
从五机架上出来的还有不同规格的普通钢带卷,它是根据用户多种多样的要求来加工的。
冷轧厂生产各种各样不同品质的产品,那飞流直下,似银河落九天的是镀锡板,那银光闪闪的是镀锌板,有红、黄、兰各种颜色的是彩色涂层钢板。
镀锡板是制造罐头和易拉罐的原料,又叫马口铁,以前我国所需要的镀锡板全靠进口,自从武钢镀锡板大量生产后,部分替代了进口货。
武钢生产镀锡板采取的是电镀锡工艺,这些镀锡板好像镜子一样,光鉴照人,就像诗人描写的:“轧钢工人巧手绘锦帐,千万面银镜送给心爱的姑娘,你知道不知道,在那爱妻牌洗衣机上,有我们汗水的芬芳”。
镀锌板的生产工艺有两种,一种是热镀锌,一种是电镀锌。
带钢轧制工艺流程

带钢轧制工艺流程:
钢坯→推钢机→加热炉→托出机→出炉辊道→除鳞机→侧导板→立辊轧机→侧导板→可逆粗轧机→输送辊道→剪切机→除鳞机→精轧机→层流冷却→夹送辊→卷取机→钢卷
简介:
从炼钢厂送过来的连铸坯,首先是进入加热炉,然后经过初轧机反复轧制之后,进入精轧机。
轧钢属于金属压力加工,说简单点,轧钢板就像压面条,经过擀面杖的多次挤压与推进,面就越擀越薄。
在热轧生产线上,轧坯加热变软,被辊道送入轧机,最后轧成用户要求的尺寸。
轧钢是连续的不间断的作业,钢带在辊道上运行速度快,设备自动化程度高,效率也高。
钢坯在加热炉内加热到设定温度,再经过除磷到初轧反复来回轧制,达到设计厚度后,经辊道进入精轧轧机,精轧机由8架4辊式轧机组成,机前装有测速装置和飞剪,切除板面头部。
精轧机的速度可以达到23m/s。
热轧成设定的薄板厚度,经喷水均匀冷却后,进入卷取机将带钢板卷成钢卷成品,就可以交给用户了。
云南穆光工贸有限公司。
轧钢的工艺流程
轧钢的工艺流程轧钢是将熔化的钢水通过连续轧制工艺加工成所需形状和尺寸的一种金属加工方法。
轧钢工艺流程的主要步骤包括原料准备、炼钢、坯料制备、热轧、精整、冷轧、热处理和表面处理等环节。
首先是原料准备。
轧钢的原料主要是铁矿石、废钢和铁合金等。
原料的选择和配比是保证钢材质量的重要因素。
铁矿石经过破碎、磨矿、选矿等工艺处理后,得到适合冶炼的铁精矿。
废钢经过分选、剪切等工艺处理后,可以用于炼钢。
铁合金则是通过熔炼铁矿石和其他金属元素的混合物,用来调整钢水的成分。
接下来是炼钢。
炼钢是将铁矿石和废钢等原料经过冶炼反应,得到符合要求的钢水的过程。
炼钢可以采用转炉法、电炉法和氧气转炉法等不同的工艺。
在炼钢过程中,需要加入石灰石、硅石等熔剂,控制炉温和冶炼时间,以使钢水的成分和温度达到要求。
然后是坯料制备。
炼钢得到的钢水经过连铸成坯,即将熔化的钢水注入连铸机中,通过结晶器冷却凝固,形成钢坯。
连铸是一种连续的铸造工艺,可以生产各种形状和尺寸的钢坯,如方坯、圆坯、板坯等。
通过连铸工艺,可以减少不锈钢的缺陷,使坯料质量更加稳定。
接下来是热轧。
热轧是将钢坯加热至一定温度后,通过轧机进行连续轧制的过程。
热轧可以按照不同的轧制方式分为热轧带钢、热轧薄板和热轧型钢等。
热轧时,钢坯在轧机中经过多道次的轧制,逐渐减小截面尺寸,形成所需的钢材形状。
然后是精整。
精整是指对热轧后的钢材进行去除缺陷、调整尺寸和形状等加工过程。
精整工艺包括剪切、切割、修整和矫直等工序。
通过精整,可以使钢材的尺寸和形状达到要求,提高表面质量和机械性能。
接下来是冷轧。
冷轧是指将热轧后的钢材通过冷轧机进行再次轧制的过程。
冷轧可以进一步提高钢材的尺寸精度和表面质量。
冷轧可以分为冷轧带钢、冷轧薄板和冷轧型钢等。
冷轧时,钢材在冷轧机中经过多道次的轧制和拉伸,逐渐减小截面尺寸,提高钢材的强度和韧性。
然后是热处理。
热处理是指对冷轧后的钢材进行加热和冷却处理,改变钢材的组织结构和性能。
轧钢厂生产工艺流程图及简介
轧钢⼚⽣产⼯艺流程图及简介
2)⼯艺流程简述
检验合格的热连铸板坯,由保温辊道送⼊本车间的原料跨,直接热装送到加热炉上料辊道,经称重后,由装钢机装⼊加热炉内加热。
冷坯则⽤磁盘吊车吊到上料台架上,由推钢机单块推⾄上料辊道上,经称重后,由装钢机装⼊加热炉内加热。
板坯在加热炉内被加热到1150~1250C?,⽤出料机将钢坯从加热炉中托出放到出炉辊道上,经1号⾼压⽔除鳞装置清除钢坯表⾯氧化铁⽪,然后进⼊⼆辊可逆粗轧机。
在⼆辊可逆粗轧机轧制5~7道,中间带坯厚度为25-45mm。
中间带坯经过粗轧机后运输辊道送⾄转⿎式飞剪切头。
经过2号⾼压⽔除鳞装置除去⼆次氧化铁⽪,然后送⾄精轧机组
F1~F7,轧制到成品带钢厚度。
精轧机组间设有液压活套装置,使带钢进⾏恒定微张⼒轧制,保证带钢的轧制精度,在F7精轧机后设有测厚仪和测宽仪(预留板型仪或凸度仪),测量并显⽰带钢的厚度和宽度,与精轧机组F1~F7的液压AGC厚度⾃动控制系统及⼯作辊弯辊系统相互配合,提⾼带钢纵向尺⼨精度和减少带钢横向厚度差。
带钢终轧温度控制在850~900C?。
轧制后的带钢通过输出辊道经夹送辊送⼊卷取机卷取,在F7精轧机和卷取机间的辊道上设有层流冷却装置,分别对带钢上下表⾯进⾏喷⽔冷却,根据带钢的钢种、厚度、速度和终轧温度调节喷嘴的组数和⽔量,将卷取温度控制到550-650C?。
带钢成卷后卸卷并打捆,然后进⾏带卷的称重和标记,随后带卷经运输链运送到成品库,由吊车吊运下线分类堆放。
热轧板带钢轧制规程设计
表1.3粗轧机组各道相对压下率分配表
机座号或道 1
2
3
4
5
6
次
相对压下率, 15~23 22~30 26~35 27~40 30~50 33~35 %
某热轧生产线,产品规格1.8*1200mm带卷,材质 STE255,轧制规程设计如下
设计目录 安排轧制规程 校核咬入能力 确定速度制度和轧制延续时间
确定轧制温度温度 计算各道次的变形程度
计算各道次轧制力和轧制力矩
1 安排轧制轧制规程
1.1 轧制方法 本次采用综合轧制法,由2架粗轧机组和7架四
辊不可逆式轧机组成的连轧机组共同完成轧制过 程。
C2 :热膨胀系数,C2 =1.105;
B0 :常温下坯宽 ,B0 =1250mm,
ij :立辊压下量分配系数。
表1.6 立辊压下量分配系数表
立辊道次
侧压量分配系
数
0.21 0
0.25 0.24 0.24 0
1.1.6计算立辊各道次侧压量
BE11 =108×0.21=22.7≈23mm BE12 =108×0=0mm BE13 =108×0.24=25.9≈26mm BE21 =108×0.24=25.9≈26mm BE22 =108×0=0mm BE23 =108×0.25=27mm;
轧制规程设计就是根据钢板的技术要求、原 料条件、温度条件和生产设备的实际情况,运用 数学公式或图表进行人工计算或计算机计算,来 确定各道次的实际压下量,空载辊缝,轧制速度 等参数,并在轧制过程中加以修正和应变处理, 达到充分发挥设备潜力,提高产量,保证质量, 操作方便,设备安全的目的。
热轧带钢的生产方案和工艺处理步骤

热轧
160
53
Q275
1600)
12Mn2A, (2.5 ~ 5.0) ×
合金结构钢 16Mn2A (1400 ~
30Cr,40Cr 1600)
热轧
65
22
45Cr,45Mn
不锈钢
牌号
1Cr13, (2.0~6.0)×
0Cr18Ni9 (850~1700)
热轧
75
1Cr18Ni9
1Cr18Ni9Ti
2.1.2 编制产品方案的原则及方法
(1) 国民经济发展对产品的要求,既考虑当前的急需又要考虑将来发展的 需要。
(2) 产品的平衡,考虑全国各地的布局和配套加以平衡。 (3) 建厂地区的条件、生产资源、自然条件、投资等可能性。 (4) 考虑轧机生产能力的充分发挥,提高轧机的生产技术水平。
2.1.3 选择计算产品
钢板和钢带的表面允许有深度和高度不大于厚度公差之半的折印、麻点、划 伤、小拉痕、压痕以及氧化铁皮脱落所造成的表面粗糙等局部缺陷。对表面的薄 层氧化铁皮、轻微铁锈和残余涂料、活痕等不影响表面质量的局部缺陷亦允许存 在。
钢板和钢带表面的局部缺陷,允许用修磨方法清除,但清除深度不得大于钢 板和钢带厚度公差之半。
3.2.1板坯的选择和轧前准备
热轧带钢生产所用的板坯主要是连铸板坯,只有少量尚存初轧机冶金工厂采
带钢工艺流程

带钢工艺流程带钢工艺流程带钢是一种宽度较大的长条状金属材料,常用于制造机械零件和构件。
下面将介绍带钢的生产工艺流程。
1.原料准备:带钢的主要原料是钢坯,通常由铁矿石精炼获得。
钢坯经过热轧或冷轧后,成为带钢的母坯。
2.热轧:冷轧钢坯在热轧车间进行预热处理,提高其塑性和可塑性。
然后,钢坯被送入热轧机组,通过高温和大压力进行连续轧制,将其压成所需的带状形状和规格。
热轧带钢的表面质量相对较差,需要进行后续的处理。
3.酸洗:热轧带钢经过酸洗处理以去除表面的锈蚀、氧化和铁皮。
在酸洗池中,带钢在酸性溶液中被浸泡,经过一段时间后,酸洗溶液中的氧化物和杂质会被溶解掉,从而使带钢的表面得到清洁。
4.冷轧:经过酸洗后的带钢进入冷轧车间,进行冷轧加工。
冷轧工艺通常在常温下进行,通过多道次的连续轧制,使带钢的厚度和宽度得到进一步缩小和调整。
冷轧带钢的表面质量较好,力学性能也有所提高。
5.退火:冷轧带钢经过连续冷轧后,由于材料的变形和内部应力的累积,硬化现象会发生。
因此,带钢需要进行热退火处理以恢复其塑性和可加工性。
带钢被送入退火炉中,在高温下保持一段时间,然后缓慢冷却。
退火后的带钢具有较低的硬度和较高的延展性。
6.切割和整平:经过退火处理后的带钢被送入切割机和整平机进行切割和整形。
切割机将带钢切成所需的长度,整平机则将其表面调整为平坦。
这些工序能够给带钢的尺寸和表面质量进行最终的修整。
7.表面处理和涂层:根据具体应用的要求,带钢经过酸洗、镀锌、涂漆等处理,以增强其腐蚀防护性能和装饰性能。
8.成品检验和包装:对带钢的尺寸、机械性能和表面质量进行检验,确保符合相关标准和要求。
合格的带钢经过包装,以便运输和存储。
带钢工艺流程是一个复杂的过程,涉及多个工序和设备。
通过上述工艺流程的处理,带钢的尺寸、机械性能和表面质量可以得到满足要求的提升。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
带钢轧制工艺流程:
钢坯→推钢机→加热炉→托出机→出炉辊道→除鳞机→侧导板→立辊轧机→侧导板→可逆粗轧机→输送辊道→剪切机→除鳞机→精轧机→层流冷却→夹送辊→卷取机→钢卷
简介:
从炼钢厂送过来的连铸坯,首先是进入加热炉,然后经过初轧机反复轧制之后,进入精轧机。
轧钢属于金属压力加工,说简单点,轧钢板就像压面条,经过擀面杖的多次挤压与推进,面就越擀越薄。
在热轧生产线上,轧坯加热变软,被辊道送入轧机,最后轧成用户要求的尺寸。
轧钢是连续的不间断的作业,钢带在辊道上运行速度快,设备自动化程度高,效率也高。
钢坯在加热炉内加热到设定温度,再经过除磷到初轧反复来回轧制,达到设计厚度后,经辊道进入精轧轧机,精轧机由8架4辊式轧机组成,机前装有测速装置和飞剪,切除板面头部。
精轧机的速度可以达到23m/s。
热轧成设定的薄板厚度,经喷水均匀冷却后,进入卷取机将带钢板卷成钢卷成品,就可以交给用户了。
云南穆光工贸有限公司。