汽缸盖裂纹修理
气缸盖裂纹的检修措施

气缸盖裂纹的检修措施
气缸盖裂纹的检修措施主要包括以下几个步骤:
1. 确认裂纹位置和情况:首先需要检查气缸盖的哪个位置发生了裂纹,裂纹的情况是长裂纹、分岔裂纹还是多个小裂纹。
这个确定后才能决定后续的检修措施。
2. 清洗并检查裂纹:在确认裂纹的位置和情况后,需要先用清洗剂将气缸盖表面彻底清洗干净,并使用放大镜或显微镜仔细检查裂纹的深度和长度,以便进一步判断裂纹的情况和决定检修措施。
3. 焊接修补:对于较小的裂纹,可以使用适应的焊接方法对裂纹进行修复。
常用的焊接方法包括氩弧焊、电弧焊和激光焊。
修补时需要注意保证焊接强度和完整性,避免产生二次裂纹。
4. 更换气缸盖:对于比较严重的裂纹或者裂纹处的变形较大,不适合修补的情况,需要更换整个气缸盖。
更换前需要先检查替换气缸盖的尺寸精度和材料质量,确保替换后的气缸盖能够完全适应原有发动机工作条件。
5. 检测和保养:更换或修复气缸盖后,需要进行相关检测和保养,包括润滑系统、散热系统、气门系统和点火系统等。
要定期清洗和更换零部件,并进行适当的保养和维护,以确保发动机正常工作。
汽缸体和汽缸盖裂纹的修复

汽缸体和汽缸盖裂纹的修复柴油机运转过程中,汽缸体与汽缸盖容易产生裂纹,造成漏气、漏水、烧坏汽缸垫,甚至发生机械事故。
汽缸体与汽缸盖出现裂纹应及时进行修复,方法主要有以下4种。
1.补板法补板法主要用于修补裂纹较多且相对集中或有部分破洞的机体平整的外表面。
具体步骤是:①清除裂纹附近准备补板部位的油污、漆皮等物;②用直径3~5?mm 的钻头在各裂纹的端点钻出止裂孔,防止裂纹延伸;③把厚度为2.5~3?mm的低碳钢板切成补板,补板要比裂纹周围宽出20~30?mm;④沿补板周围钻孔,孔距为15~20?mm,孔径为3~5?mm;⑤将补板覆盖在裂纹上,使其与汽缸体或汽缸盖贴合紧密,随后以补板为样板在汽缸体或汽缸盖上钻孔并攻丝;⑥用螺钉把补板固定。
固定前应在补板与汽缸体或汽缸盖之间垫上一层石棉垫,若在2个贴面上涂上红丹油,效果会更好。
2.栽丝法栽丝法常用于修复单裂纹,如附图所示,其方法:①用直径3~5?mm的钻头先在裂纹的两端钻出止裂孔1和2,然后每隔2~4?mm钻出孔3、孔4;②在钻好的孔眼中攻丝;③将紫铜棒螺钉旋入孔中,旋入的长度与汽缸壁厚度相同,再将紫铜棒截断,其断面高出缸体2?mm;④用同样的方法,按附图中钻孔的先后顺序钻出一系列的孔眼,攻丝并旋入紫铜棒螺钉,在整个裂缝上形成一条螺钉链;⑤用手锤轻轻敲铆紫铜螺钉的露出部分,将其铆平;⑥用水压法检查裂纹处是否漏水,如有轻微漏水,可继续用手锤轻铆渗漏处的紫铜螺钉。
3.电焊法电焊法的步骤是:先用直径4mm的钻头在裂纹两端钻止裂孔,同时沿裂纹开v 形坡口槽,槽的深度以不超过机体壁厚2/3为宜;再用直径4?mm的双金属焊条(或在加热的情况下用铸铁焊条)焊补即可。
为防止电焊部位焊后产生内应力或翘曲现象,应趁焊道红热时,用凿口锤敲打焊道,以消除焊渣。
如果裂纹过长,须分段隔开焊补,一般以20~30?mm长度为宜,待距离焊道70?mm处冷却到能用手触摸时,再焊下一段。
若裂纹过深,可采用多层堆焊的方法,切不可一次焊成。
知识点1气缸盖裂纹的检修.

任务一 气Leabharlann 盖的检修(三)气缸盖产生裂纹 的原因
气缸盖产生裂纹的根本原因是热应力和机械应力周期作用引起的热疲劳、机械疲劳或高温疲劳,或者是综合 的疲劳破坏。在柴油机运转中气缸盖产生裂纹的直接原因是轮机员的操作不当、维护保养不良所致.
(四)气缸盖裂纹的修理
为了延长气缸盖的使用寿命,需对缸盖上的裂纹进行修理。 (1)裂纹微小时采用锉刀、油石和风砂轮等工具打磨裂纹处予以消除,羟无损水压试验检验合 格后继续使用;否则继续打磨、检验。若裂纹较深达壁厚的3%以上时,停止打磨改用其他方 法修理或报废换新。 (2)金属扣合法。气缸盖底面和其他部位的裂纹采用金属扣合法修理,不仅保证零件的强度要 求,还可以满足密封性要求。 (3)焊补。当裂纹较小的先铲去裂纹再焊补。为了获得良好的焊补质量,应制定严格的焊补工 艺和选用合适的焊补方法。 (4)镶套修理。对于孔壁上的裂纹,如气缸盖上的进、排气阀孔壁和喷油器孔壁的裂纹采用镶 套修理, (5)胶黏剂修理。对气缸盖、气缸套上的裂纹或铸造缺陷(砂眼),依其部位或工作条件选用 有机或无机胶黏剂进行修理。 (6)覆板修理。气缸盖外表面裂纹可采用覆板修理。修理时先在裂纹两端钻止裂孔,涂胶黏剂 (如环氧树脂)后将钢板覆盖其上,用螺钉将钢板固定在气缸盖上。 以上修理气缸盖裂纹的方法亦可修理其他有裂纹的零件,应依零件的具体情况选用。修理后, 对有密封要求的零件进行液压试验以检验修理质量。例如对气缸盖进行0.7 MPa压力的水压试 验。
项目二 柴油机主要零部件的检修 任务一 气缸盖(cylinder cover)的检
修
1 气缸盖裂纹的检修 2 气缸盖气阀座面的检修
项目二 柴油机主要零部件的检修 任务一 气缸盖的检修
气缸盖裂纹的维修方法

气缸盖裂纹的维修方法
1. 哎呀,你知道吗,要是气缸盖出现裂纹,咱可以先清理干净裂缝周围呀!就像我们打扫房间一样,把那些脏东西都弄掉。
比如说,有台发动机的气缸盖有了裂纹,咱就得把那周围清理得干干净净的。
2. 然后呢,咱可以用焊接的办法呀!这就好比给它打个补丁,把裂纹给补上。
你想想,要是有个裂缝一直不管,那可不行啊!就像衣服破了个洞你不补一样。
3. 嘿,还可以用金属填补剂呢!这东西就像神奇的胶水一样,能把裂纹填上。
比如说一辆车的气缸盖裂了,用金属填补剂就能很好地解决问题。
4. 采用机械加工的方法也不错呀!把有裂纹的地方重新修整一下,简直就像是给它做个美容呢。
就好像脸上有个小瑕疵,经过精心处理就变得光滑啦。
5. 哎呀,别忘了加强气缸盖的冷却呀!这就像人热了要吹吹凉风一样。
要是冷却不好,那可不利于气缸盖的修复啊。
6. 还有呢,定期检查也很重要啊!你不看着点它,怎么能知道修复得好不好呢。
就像你要时不时看看自己的宝贝有没有损坏呀。
7. 对啦,如果条件允许,换个新的气缸盖也是个办法呀!总比一直用着有裂纹的好吧。
这就像穿了双破鞋,还不如直接买双新的呢。
8. 注意使用合适的材料呀!可不能随便找个东西就往上弄。
就好比你不能穿双不合脚的鞋走路呀。
9. 总之,遇到气缸盖裂纹不要慌,办法多得是呢!咱得根据具体情况选择合适的方法,这样才能让发动机重新焕发活力呀!。
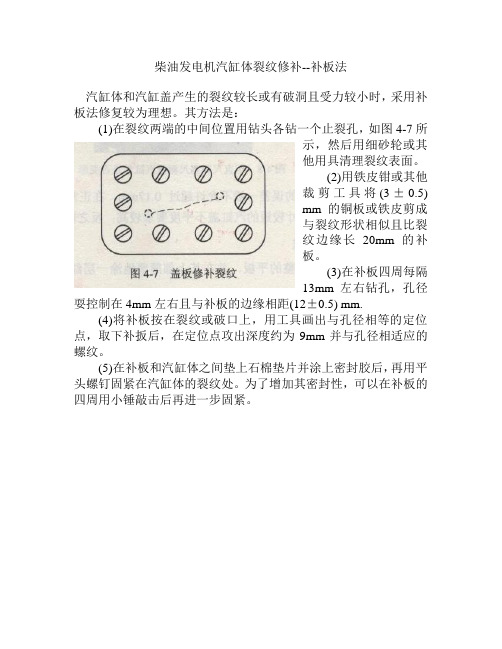
柴油发电机汽缸体裂纹修补--补板法
柴油发电机汽缸体裂纹修补--补板法
汽缸体和汽缸盖产生的裂纹较长或有破洞且受力较小时,采用补板法修复较为理想。
其方法是:
(1)在裂纹两端的中间位置用钻头各钻一个止裂孔,如图4-7所
示,然后用细砂轮或其
他用具清理裂纹表面。
(2)用铁皮钳或其他
裁剪工具将(3±0.5)
mm的铜板或铁皮剪成
与裂纹形状相似且比裂
纹边缘长20mm的补
板。
(3)在补板四周每隔
13mm左右钻孔,孔径耍控制在4mm左右且与补板的边缘相距(12±0.5) mm.
(4)将补板按在裂纹或破口上,用工具画出与孔径相等的定位点,取下补扳后,在定位点攻出深度约为9mm并与孔径相适应的螺纹。
(5)在补板和汽缸体之间垫上石棉垫片并涂上密封胶后,再用平头螺钉固紧在汽缸体的裂纹处。
为了增加其密封性,可以在补板的四周用小锤敲击后再进一步固紧。
汽缸盖或汽缸体出现裂纹的修理

汽缸盖或汽缸体出现裂纹的修理汽缸盖或汽缸体出现裂纹时,应根据其位置、损坏程度及设备情况而采用不同的修理方法。
目前常用的修理方法有环氧树脂黏结修复法、焊补修复法、螺钉填补修复法和补板法等。
1.环氧树脂黏结修复法环氧树脂黏结修复法适合于汽缸体、汽缸盖受力较小的部位,如汽缸体内部裂纹、外部裂纹和汽缸盖外部裂纹等。
柴油机燃烧室附近的裂纹不适用此方法。
2.焊补修复法焊补修复法适用于汽缸体、汽缸盖受力较大或用其他方法不易操作的部位,冷焊时一般不预热或预热到400℃左右,使用有色金属焊条,按照标准的焊接工艺进行焊补,防止焊接部位出现变形等。
3.螺钉填补修复法螺钉填补钻孔顺序如图4-6所示。
这种方法适用于裂纹位置受力较小和裂纹较短的平面位置。
其操作方法如下:(1)在裂纹的两端各钻一个止裂孔,如图4-6所示中的l和2,目的是防止裂纹进一步扩大。
(2)在整个裂纹上每隔6mm左右用钪具铳出定位点,然后在定位点上钻孔,孔的直径一般为4mm左右,如图4-6所示中的3、4、5。
一步扩大。
(2)在整个裂纹上每隔6mm左右用钪具铳出定位点,然后在定位点上钻孔,孔的直径一般为4mm左右,如图4-6所示中的3、4、5。
(3)用丝锥在1、2、3、4、5孔中攻出螺纹。
(4)将钣好螺纹的紫铜杆涂以密封胶后拧入螺孔中。
拧紧后切断紫铜杆并使切断处高出裂纹表面1.5mm左右。
(5)在已切断的紫铜杆之间钻出4mm左右的孔并攻出螺纹拧入紫铜杆后并使其填满裂纹,如图4-6所示中的6、7、8、9。
(6)用小锤轻轻敲击紫铜杆的末端,使其互相压紧并用锉刀修平。
如有必要,也可用锡焊,防止出现渗漏现象。
柴油机汽缸盖组件常见故障分析与排除
柴油机汽缸盖组件常见故障分析与排除
柴油机汽缸盖组件是指汽缸盖、气门、气门弹簧、气门导管、摇臂、凸轮轴、摇臂轴等构成的整体,是发动机燃烧室的重要组成部分。
柴油机汽缸盖组件的故障直接影响着发动机的性能和寿命,因此分析和排除其故障至关重要。
本文将针对柴油机汽缸盖组件常见故障进行分析和排除。
一、汽缸盖裂纹
柴油机汽缸盖裂纹是一种常见的故障,可能是由于过度加热或过度压力造成的。
裂纹通常是不可见的,但可能导致冷却液泄漏或发动机压力不足。
排除这种故障的方法是使用合适的设备对汽缸盖进行检测,如果检测到存在裂纹,则需要更换汽缸盖。
二、气门失效
气门故障可以由于多种原因引起,如部件磨损、弹簧松动或断裂、气门导管密封损坏等。
如果发现发动机在启动时或加速时存在噪音,或者发动机在行驶中出现间歇性失效,可能是由于气门损坏造成的。
排除这种故障的方法是使用适当的工具检查气门弹簧的紧固程度和导管的密封性,如有必要,则需要更换气门、弹簧或导管。
三、摇臂失效
四、凸轮轴故障
凸轮轴故障可以表现为噪音、不均匀的空转或加速困难等。
凸轮轴故障可能是由于部件磨损、冲击或接触不良等原因导致的。
排除这种故障的方法是使用适当的工具检查凸轮轴、摇臂轴和其他摆臂部件的状态,如有必要,则需要更换故障的部件。
总之,柴油机汽缸盖组件是发动机重要的组成部分,其故障直接影响着发动机性能和寿命,因此我们需要认真分析和排除其故障。
要预防这些故障的发生,我们应该根据要求进行定期维护汽缸盖组件,以确保其功能正常。
如果出现异常情况,及时诊断和修复是非常重要的。
发动机气缸盖修复

1、转动轴镶在缸体上的螺丝断裂了,导致缸体出现裂缝;
2、铸造工艺上出现问题,导致裂缝出现;
3、裂纹穿过缸套的沉孔及缸体上的缸盖固定螺纹孔,使缸体内外通裂,冷却液外渗。
发动机缸盖裂缝可以修补的:
1、拆卸,卸掉高压油管、细滤器到第一缸的回油管、进气支管及2根双头螺栓;
2、处理裂纹,用电动钢丝刷刷去裂纹处的铁锈,宽度约15mm,长度超出裂纹两端约30mm。
再用角磨砂轮随裂纹打磨出2—3mm、长度超出两端约30mm的V型槽;
3、钻孔攻丝,首先,在裂纹两端用5mm的钻头钻止裂孔,直达主水道,深度10—15mm,再等距离地上下各钻5mm的孔,用M6的丝锥在各孔内攻丝。
缸盖裂纹经常出现在气门座或气门座圈及火花塞螺孔之间。
如果裂纹宽度最大不超过0.5m或火花塞螺孔虽有裂纹但不超过头圈范围,则缸盖可继续使用。