制样工艺对冷轧深冲用钢物理性能的影响分析
热轧工艺对冷轧板连退组织和性能的影响

· 42 ·
内燃机与配件
热轧工艺对冷轧板连退组织和性能的影响
韩刚曰高社勇曰苗素静
(邯郸市金泰包装材料有限公司,邯郸 056700)
摘要院本文选取影响冷轧板组织以及性能的一个主要因素-热轧工艺,主要介绍热轧工艺对于冷轧板组织性能的影响。本文首先 介绍热轧工艺的含义,其次介绍了冷轧板的历史演进过程、冷轧板的指标介绍,以及其他影响冷轧板性能的因素,重点介绍了热轧工
3.3 热轧工艺中的终轧温度对于冷轧板组织、性能的 影响
热轧工艺中的终轧温度也会对冷轧板的组织以及性 能产生影响。在终轧温度较高时,观察冷轧板的显微结构, 可以发现这时冷轧板的显微结构比较整齐、均匀;如果终 轧温度较低,会观察到冷轧板的结构变得无序、混乱。
随着热轧工艺中终轧温度的升高,冷轧板的深冲性能 可以得到进一步提升。另外,在终轧过程中,氮化铝逐步析 聚,可以形成稳定性更强的织构,使得冷轧板的深冲性能 得到进一步地提升。
艺对于冷轧板连退组织和性能的影响,在文章最后,论述了此研究的意义。意在通过这篇文章,真正认识、熟悉热轧工艺的操作步骤对
于冷轧板组织性能的影响,为当前冷轧板的制造方法提供一些参考,同时,此研究可以进一步优化冷轧板的制造流程、节约制造成本。
关键词院热轧工艺;冷轧板;组织性能影响因素
中图分类号院TG142.1
文献标识码院A
文章编号院1674-957X(2021)14-0042-02
0 引言 冷轧板组织以及性能状况的影响因素有多种,制造过 程中任何细微的差异,都可能导致冷轧板的组织以及性能 发生变化。热轧工艺是影响冷轧板组织性能的重要因素之 一,热轧工艺是指在温度到达结晶温度之上时再进行钢板 的轧制,主要包括两种形式,分别是铁模铸造式热轧工艺 以及半连续式热轧工艺,这两种热轧方式,各自均有着各自 的优点与不足。本文将着重介绍热轧工艺对于冷轧板组织 性能的影响,具体分析热轧工艺流程中的各个要素以及各 种操作流程对于冷轧板连退组织以及冷轧板性能的影响。 1 当前炼钢工艺中热轧线操作步骤简述 热轧工艺是指在温度到达结晶温度值之上时,在高温 条件下,对钢板进行轧制。热轧线主要包括板坯保温、高压 水去磷、粗轧、精轧、卷取等步骤。在轧制钢材时,首先,要 将铸坯放置入加热炉中进行加热、升温;钢铁放置入加热 炉中,高温环境会使得钢材被氧化,钢材表面会形成磷皮, 这会影响钢材的质量,影响钢材的光滑度。可以采取高压 水去磷这一方式去除钢材表面的磷皮,根据钢材的材质、 磷皮的情况,来选取适当的水量以及调整压力的大小,然 后利用变频器来调节水量以及压力大小,有针对性地去除 铸坯表面覆盖的磷皮,进一步提升铸坯质量,提高工作效 果;其次,在对铸坯进行初步处理后,开始进行粗轧,也就 是将铸坯进行预轧薄,有利于精炼的板形控制并轧至目标 厚度;制作完成后,进行进一步地精轧,将粗轧坯进一步轧 制至目标厚度。在流程的最后,需要运用卷取机将精轧后 的钢材卷曲成卷筒的形状。 1.1 热轧工艺介绍 热轧工艺是指在温度到达结晶温度之上时再进行钢 板的轧制。热轧工艺主要有两种方式,分别是铁模铸造式 热轧工艺,这种热轧方式操作比较简便,不用过多地进行 投资,使用的设备较少,生产过程以及生产时间都比较灵 活。但是,这种热轧方式工作环境较差,工人劳动时间太 长、工人的工作强度太大,并且这种热轧方式最后得到的 优良的最终产品较少、成品率太低、产品质量较差。 另一种热轧工艺是半连续铸造式热轧工艺,这种方式 是当前制钢工厂中最常使用的热轧方式,运用半连续的方 法来进行钢板的生产,多次进行轧制,得到最终产品。这种 要要要要要要要要要要要要要要要要要要要要要要要
炼钢工艺对钢材性能的影响及优化

炼钢工艺对钢材性能的影响及优化摘要:本文研究了炼钢工艺对钢材性能的影响及其优化方法。
炼钢工艺是钢材生产过程中的关键环节,直接影响钢材的力学性能、耐蚀性和耐久性等方面。
在研究中,我们探讨了炼钢工艺中的关键参数,如炉温、保温时间和冷却速率等对钢材性能的影响。
此外,我们还分析了不同工艺参数下钢材的组织结构和相变行为,并与性能进行关联。
最后,我们提出了优化炼钢工艺的建议,包括合理调整工艺参数、改善冷却方式和引入先进的炼钢设备等。
这些优化方法可以提高钢材的强度、韧性和耐蚀性,满足不同应用领域对钢材性能的需求。
关键词:炼钢工艺、钢材性能、优化、力学性能、耐蚀性引言:钢材作为重要的结构材料,在各个领域都扮演着重要的角色。
炼钢工艺作为决定钢材性能的关键环节,一直备受关注。
本文旨在探讨炼钢工艺对钢材性能的影响,并提出相应的优化方法。
通过研究不同工艺参数对钢材力学性能、耐蚀性和耐久性等方面的影响,我们能够深入了解钢材的制备过程与性能之间的关系。
最终,优化的炼钢工艺将为钢材提供更高的强度、韧性和耐蚀性,以满足各个应用领域对于高性能钢材的需求。
本文将为炼钢工艺的研究和发展提供有益的参考。
一炼钢工艺对钢材力学性能的影响炼钢工艺作为钢材生产过程中的关键环节,直接影响着钢材的力学性能。
钢材的力学性能包括强度、韧性、硬度和塑性等指标,对于各个领域中的结构和机械应用至关重要。
在研究中,我们深入探讨了炼钢工艺中的关键参数对钢材力学性能的影响,并提出了优化工艺的建议。
(一)炉温是炼钢工艺中一个重要的参数,对钢材力学性能有着显著影响。
较高的炉温可以促进钢材中的相变和晶粒生长,从而提高钢材的强度和硬度。
然而,过高的炉温可能导致晶粒长大过快,降低钢材的韧性。
因此,在确定炉温时需要综合考虑钢材的应用需求以及力学性能的平衡。
(二)保温时间也是影响钢材力学性能的关键参数。
适当的保温时间可以保证钢材内部组织的均匀性和稳定性,进而提高钢材的强度和塑性。
Ti-IF冷轧深冲钢平整工艺研究
尾
156
尾
169
尾
165
尾
188
170
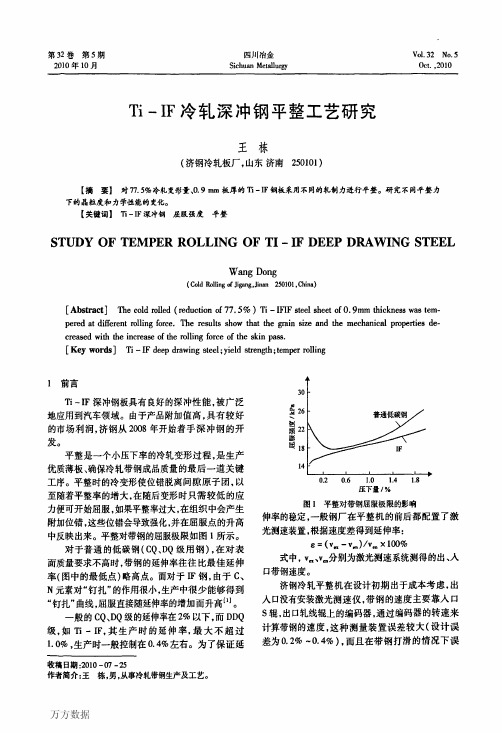
图2 120 t平整力的金相图
从结果可以看出,头尾的性能比较相近,但与中 部的性能相比屈服要高20MPa,一般长度在30— 50m左右。为减少这部分长度,可以在起车和甩尾 阶段,适当减少轧制力,同时让操作工快速升速,尽 量减少加速阶段对性能的影响。(屈服较高的原因 除了延伸率波动大外,还有一个原因是罩式炉冷热 点加热/冷却不均造成的,这里没有考虑这个因 素。)
(4)平整工艺使冷轧板的r值有所增加,而n值 有所降低,而且平整力越大,两个参数变化越明显。 120 t平整工艺下,r值提高0.105,n值降低0.017; 230 t平整工艺下,r值提高0.282,n值降低0.023。
(5)120吨轧制力和230吨下的金相图如图2、3 所示:
从图中可以看出随平整轧制力增大,济钢IF钢 的晶粒度分别为7.6、7.7级,略有变化。n值与晶 粒度有密切关系,晶粒度越大,n值越大。平整工艺 近似为2次轧制,使晶粒尺寸减小,而平整轧制力越 大,晶粒尺寸减小越明显,晶粒等级高,n值越小,这
平整后头 161
A
43
277 55.5 3.13 一l 1.5 0.54
0.259 一O.02
平整前头 123 289 55 2.62 0.275
平整后头 159 282 54.5 2.93 0.259
△
36
—7 —0.5 0.31 —0.016
对不同平整轧制力下冷轧Ⅲ钢的力学性能进 行对比分析:
(1)从表1、表2中不难看出,在两种不同的平 整工艺下,冷轧产品的各个力学性能参数变化规律 不同:屈服强度、r、11三个参数值变化显著;而抗拉 强度、延伸率变化不明显。
冷轧深冲用钢的成形性能

冷轧深冲用钢的成形性能1、冲压性能的定义板材的冲压性能是指板材对冲压加工的适应能力。
板材的冲压性能好,可以在使用最低的人力与物力消耗的条件下,使用较方便的冲压加工方法即可制造成高质量的冲压件。
钢板的冲压性能一般指在冲制成型时,钢板耐冲压的程度,即成型性能的好坏,亦即钢板能在其平面方向上获得最大的塑性流变,同时在厚度方向上对流变产生最大的阻力。
板材的成形性是指,在给定的加工过程中板材承受变形而不产生断裂或失稳(失效)的能力。
目前,按照冲压级别,冲压板的冲压性能分为CQ级、DQ级、DDQ级和EDDQ级。
2、成形指标单向拉伸实验可获得两个重要的成形性能指标:塑性应变比(r值)和加工硬化指数(n值)。
同时,还可获得其它强度与塑性指标,如屈服强度(ReL)、抗拉强度((Rm)、总延伸率(A)等。
(1)强度和屈强比屈服强度ReL表示材料产生屈服时的最小应力。
ReL越小材料越容易屈服,成形后回弹小,贴模性和定形性较好。
抗拉强度Rm表示薄板材料在单向拉伸条件下所能承受的最大应力值,是设计与选材的主要依据。
它越大,冲压成形时零件危险断面的承载能力越高,其变形程度越大。
在材料与成形性能有关的其它指标大致相同时,Rm越大材料的综合成形性能越好。
屈强比为材料的屈服强度与抗拉强度之比,屈强比越小,表明薄板在破裂前能进行更大的变形加工,材料的成形性好,有利于冲压成形。
(2)延伸率延伸率A即试样拉伸断裂后标距段的总变形与原标距长度之比的百分数。
A值越大,板材允许的塑性变形程度也越大,冲压性能越好。
(3)塑性应变比和塑性应变比平面各向异性度金属薄板塑性应变比;值反映金属薄板在其平面内承受压力或拉力时抵抗变薄或变厚的能力,是金属薄板塑性各向异性的一种量度,是衡量深冲性能的重要指标之一。
板材的深冲性能与其力学性能的各向异性密切相关,提高深冲性能的宗旨是力图使板材在板平面内具有高塑性流动性,同时,在板厚方向具有足够的抵抗塑性流动的能力。
42生产工艺对连续退火生产的冷轧深冲板性能的影响-北科大宋磊

42生产工艺对连续退火生产的冷轧深冲板性能的影响-北科大宋磊生产工艺对连续退火生产的冷轧深冲板性能的影响宋磊1陈银莉1唐荻1侯雪玲1周孝文1刘光明2 熊爱明2 薛俊平2(1.北京科技大学冶金工程研究院,北京100083;2.首钢技术研究院,北京 100041)摘要:针对连续退火生产的低碳铝镇静钢的工艺特点,在实验室进行模拟研究。
对试样进行了不同的热轧卷取温度(670~750℃)、不同冷轧压下量(65~80%)和不同连续退火均热温度(790~830℃)的实验。
实验结果表明:700~730℃热轧卷取、75~80%冷轧压下量和830℃退火均热温度是保证低碳铝镇静钢性能的关键因素。
关键词:深冲板;卷取温度;压下量;连续退火Effect of Production Processes on Properties of Deep Drawing Cold Rolled Sheet on Continuous Annealing Lines SONG Lei1,CHEN Yingli1,TANG Di1 ,HOU Xueling,ZHOU Xiaowen1 LIU Guangming2,XIONG Aiming2,XUE Junping2(1. Research Institute of Metallurgy Engineering,University of Science and Technology Beijing,Beijing 100083;2. Shougang Research Institute of Technology, Shougang Group Corporation, Beijing 100041)Abstract: According to the characteristics of the low-carbon AL-killed steel, simulative test was taken in laboratory.The effects of coiling temperature,reduction and continuous annealing temperature on the mechanical properties of Low carbon Al-killed steel were investigated through laboratory examination.The experiment results show that the best properties are achieved at the coiling temperature of 700~730℃,the cold rolling reduction of 75~80% and the continuous annealing unde r 830℃.Key Words: deep drawing sheet; coiling temperature;reduction;continuous annealing lines1前言低碳铝镇静钢的性能与冶炼、热轧、冷轧以及退火等生产工艺都有着密切的关系。
冷变形工艺对IF钢深冲性能的影响
基盒 项 目 :国 家 自然 科学 基 盒 重 大 资 助 项 目(9 9 4 0 . 59 5 4 ) 作 者 简介 :李 晋 霞 (99一)女 , 16 , 山西晋 城 人 , 北大 学讲 师 . 士 ;刘 相 华 (93一)男 , 东 博 15 , 黑龙 江双 鸭 山人 . E 学 教授 . Il 东』 大 博 - 牛刚
7 0℃ .0 时 具 有 相 似 的规 律 时 发 现 ,将 冷 5 6 0s 同
体 区轧制趋 同 于铁 索 体 区强 润 滑 热轧 , 而后续 的 冷轧及 退火 却 一直 保 留着传 统 的工 艺 艺, 并取 得 了令人鼓 舞 的结果 . J未 见 , 明显 突破 . 于 此 , 文 寻求 一 种 新 的冷 变形 工 基 本
I 是 一 种 具 有 优 良 深 冲 性 能 的 汽 车 工 业 F钢
试 样 , WD d0 用 S 0型 电 子 式 万 能 武 验 机 测 定 其 坦
用钢 , 衡量其深 冲性 能 的一个 重 要 指标 是 塑 性应 变 比 r值 , 它反映 金 属 薄板 在某 平 面 内承 受拉 力 或压力 时 , 抗变 薄或变 厚 的能力 . 抵 塑性应 变 比反 映的是 材料在 某 个 方 向上 的值 , 材 料在 板 平 面 对
摘
要 :研 究 了 I F钢 经铁 索 体 区 热 轧 后 的后 续 冷 变 形 工 艺 , 出 了两 次 拎 轧 及 两 次 退 火 的 提
新工艺. 验结果 表明, 此新工艺获得 的 r 实 用 值 明 显 高 于 传 统 的 一 次 冷 轧 及 一 次 退 火 工 艺 r值 在 不 同 方 向 上 表 现 出 的 规 律性 因冷 变 形 工 艺 而 异 , 过 控 制 拎 变 形 率 在 两 次 冷 轧 中 的 分 配 方 式 通 可 以使 有 利 于 材 料 深 冲 性 能 的 因素 获 得 良性 遗 传 , 关 键 词 ;I F钢 ; 冲性 ; 变 形 ; 传性 ; 深 冷 遗 变形 率分 配 文 献 标 识 码 :A 中 图分 类 号 :T 5 2 G 3 5 1
热轧工艺对超深冲IF钢冷轧板力学性能影响研究
织 、 结晶织 构 状 态 决定 的 , 组 织 、 构 又 受化 学 再 而 织
成分和 全流程 生产 工 艺控 制影 响 ,其 中热 轧 工艺是
一
织和 织 构提 供 前提 条件 。 2 1加 热温 度 的影 响 . 相 关研 究表 明, 热轧 工 艺中的低 温加 热 、 氏体 奥 区 终轧 及 高 温 卷取 是大 工 业 生 产优 质 I 的重 要 F钢
Ke r : t o l g p c s ;x r e p d a n te ywo d Ho l n l e se t d e r wi g I se l r i o a F
1 言 前
超 深 冲 I 的力 学 性 能是 由其 冷 轧 成 品 的 组 F钢
以及 终 轧后快 速 冷却 、 大热 轧压 下率 、 大 变形速 增 增 率 、高温 卷取 等 都有 利 于提 高 l 的深 冲 性 能 , F钢 为 冷 轧生 产 过程得 到有利 于 提高成 形性 能 的再 结 晶组
I te r d c db o t u u m e l g l e t e e y a p o r t o ol gp o e s sg i e . F se l o u e y c n i o sAl ai n , h rb p r p i eh t l n r c s a n d p n n i a r i wa
利 于 TC粒 予 的析 出和 长 大 , 利 于 铁 素 体 晶粒 的 i 有 长大 。另外 , 当碳 含量 较 高时 , 会析 出较 多 的 TC粒 i
子。 卷取 温 度 的高低 , 接影 响 到第 二相 质 点 的析 出 直
工艺条 件 。 在板坯加 热过程 中, 生第二相粒 子 的溶解 。碳 发 氮 化 物 的溶 解 ( 析 出) 温 度及 钢 中 C N、 iN 、 或 与 、 T 、 b
轧制工艺对Q345B钢板Z向性能的影响
ent rolling process effect on the Z—directional properties of the steel plate.
Keywords Q345B,Rolling process,Z—Directional properties
0前言
钢在轧制过程中,塑性夹杂物很容易被拉长, 从而使钢表现出明显的各向异性。而夹杂物的形 状是由轧制条件决定的,因此,研究轧制工艺对z 向性能的影响,对研究抗层状撕裂钢有着重要的 作用。为此,本试验取Q345B连铸坯经锻造后, 在实验轧机上模拟中厚板生产线轧制条件,研究 了精轧温度及轧后冷却方式对Q345B钢板z向 性能的影响。
万方数据
·8‘
宽厚板
第17卷
I阶段开轧温度l 050~1 100 oC,通过Ⅱ阶 段开轧温度、待温方式和轧后冷却速度的变化,选 择最佳的热轧工艺方案。热轧工艺方案及试验数 据分别见表2和表3。
表3热轧过程试验数据
表2 热轧T艺方案
竺兰:墨竺苎兰竺二。釜兰::
01
980
空冷
9
空冷
650
O
9
空冷
9
空冷
3结论
(1)在Ⅱ阶段开轧温度为840~990℃时,随 着开轧温度的降低,试验钢板的组织组成没有变 化,都是铁素体+珠光体,但魏氏组织级别稍有变 化。
(2)随着Ⅱ阶段开轧温度的降低,硫化物夹 杂将会进一步被拉长,尖端效应更明显,夹杂物作 为裂纹源在外力的作用下扩展的倾向性增大,因 而抗层状撕裂的能力降低,z向断面收缩率下降。
退火工艺对深冲用冷轧带钢组织性能的影响
r值 ≥1.6 ≥1.8
n值 -
≥0.22
DC01 钢在 690 ℃退火时,其回复再结晶效果 较好, 力学性能最佳;DCO6 钢在 700 ℃退火时, 可获得最佳的力学性能。 2.4 二种钢不同温度退火后的性能分析
DC01 钢同 DC06 钢相比, 含碳量相对较高, 碳在钢中具有强烈的固溶强化作用, 使其强度提 高。 DC01 钢中碳化物数量增加,n 值亦有所降低。 DC06 钢含有微合 金元素 Ti,Ti 与钢 中的碳 氮 结 合成碳氮化 物 ,以 TiN、TiC、Ti (CN)、Ti4C2S2 等 二 相粒子的形式析出[3],固定了钢中残留的 C 和 N, 使钢中没有形成间隙原子的碳和氮, 得到纯净的 铁素体基体,使钢的 n 值和 r 值相对提高。
尽管对深冲用冷轧带钢采用不同温度退火, 退火温度仅相差 10 ℃,但由于为保证冷点的温度
表 2 二种钢的力学性能 Tab.2 The mechanical properties of both steels
试样编号 σs/MPa σb/MPa δ(%)
n
r
DC01-1 214
341
25
0.18
1.45
因此,采用不同温度退火,DC01 钢均表现出 较高的强度 和相对较低 的塑性,n 值 、r 值也相对 较低。 当 DC01 钢的抗拉强度和伸长率均符合技 术要求 时,n 值和 r 值分 别达 0.20 和 1.63,690 ℃
摘 要:通过对深冲用冷轧带钢采用不同工艺制度的罩式退火,对二种带钢的组织性能进行了分析。 结果表
明:DCO6 钢含有微合金 Ti、B 等元素,提高金属的再结晶温度,其罩式退火温度高于 DCO1 钢。 DCO1、DCO6 钢
分别在 690 ℃和 700 ℃退火,其回复再结晶效果较好,可获得符合标准的优良的深冲性能。
试样加工对冷轧板r-n值测试结果的影响
( 内蒙古 包钢钢 联股 份 有 限公 司薄板坯 连铸 连轧 厂 , 内蒙古 包头 04 1 ) 10 0
摘
要: 文章详 细论述超 深冲冷板 材成 型性能指数 r n 的物理 意义 , 值 值 通过对 实验结果 的分析 , 得出不 同的试 样
加工方法是影响 —r 值测试结果 的主要 因素 , 因此选择正确的试样加工方法 , 可以对冷轧板力学 性能和成 型性能
WAN G 】 , 一x a, I T o i L U u
( S ln t l no o Ld o a t t lGop C r. B oo 10 0, e Mo g o, hn ) C P P a tfSe i C . t.fB o uSe ( ru ) o , a tu0 4 1 N i n g lC ia o eU n o e p
标 , 以为合 理确 定冷 轧板 的使 用范 围 , 理使用 及 可 合 充分 发挥 其性 能潜 力 , 对今 后 进 一 步 研究 和提 高 冷
轧板 的成 型性 能有 特别 重要 意义 。
成 型性 能 、 接性 能、 面形貌 和粗糙 度 等 。对于 深 焊 表 冲冷轧 板钢 , 由于其 具 有 较 好 的性 能和 良好 的成 型 性, 也使 其在 汽 车用 钢 领 域 得 到 了长 足 的发 展 占有
曲等 ) 的能力 。力学 性 能是 冷 轧 板作 为 冲压 件最 基 本 的技 术要求 , 性应 变 比 r 和拉 伸应 变硬 化 指 塑 值 数 n值 是 检 验 冷 轧 板 成 型 性 能 最 重 要 的 指 标 。 因
此, 准确 测定 冷轧 板 的力 学性 能指 标 和 成 型性 能 指
竞 争 的地位 。 因此 , 于 冷轧深 冲钢 板来 说 , 对 其优异 的成型 性能尤 为 重要 。所 谓成 型性是 指金 属 板材在
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
表 4 同 尺 寸 、 同 制 备 工艺 在 涟 钢 的 试 验 结 果 比 对 不
・
62 ・
3 2 1 强度 比较 ..
从 单个 试样 来 看 , 削试 样 的屈 服 强 度 铣 低 于 冲压试 样 的 屈 服 强 度 , 低 相 差 5 a 最 MP ,
最 高相 差 1 MP , 均 值 相 差 8 a 铣 削试 0 a平 MP ; 样 的抗 拉 强 度 不 全 低 于 冲压 试 样 的抗 拉 强
制 样 工 艺 对 冷 轧 深 冲 用钢 物理 性 能 的影 响 分 析
质 量检 验 中心 蒋和 平 李 新 家
1 前 言
冷 轧 深 冲用 钢是 公 司 重 点 开 发 的 战 略 产 品 之 一 , 品 组 织 性 能 均 匀 , 有 比 冲 产 具 压 级 更 大 的 延 展 性 , 用 于 制 造 深 冲 压 成 适 形 及 复 杂加 工 的 零 部 件 , 要 用 在 汽 车 制 主 造 行 业 , 造 车 辆 前 、 、 围 板 等 , 一 制 后 侧 是
试验。 3 1 方 用 的试
验 机均是德 国 Z C W1 K全 自动试验 机 , 机械 带 手 和 自动 引伸计 实 现 试验 过 程 的 自动 控 制 , 并 以机测数据 包括机 测 的延 伸率做 为产 品的 出厂数 据 。
表 1
宽度 ;/ n bm l圆弧半径 : in 原始标距 ;)tn平行 长度;(ll 样编号 rf /u I/m I L ̄ll试 /l l
2 O ≥2 O 8 0 ≥1 ] 2t P 6
拉 伸试样 外形 尺 寸如 图 l 示 。 所
“余 l
、
个 适 用 范 围 广 、 场 需 求 量 大 、 有 较 高 市 且
工 , 马钢 和宝 钢 均 是 利用 冲床 进 行坯 样 71 而 叶
制 , 用铣床 对试 样平 行部 分进行 精确 铣 削 。 再
表 2 检 测 工 艺 对 照 表
・
6l ・
2 2 3 检测 工艺 ..
行 比对 试验 ; 法 二 : 备 同尺 寸 , 取 不 同 方 制 采
制 样工艺 的试 样 , 同 一试 验 机上 进 行 比对 在
制备 同尺 寸 , 取 相 同制 样 工 艺 的试 样 , 采
分别在不 同的实 验室 ( 钢 、 涟 宝钢 和 马钢 ) 进
表 3 同 尺 寸和 同 工艺 试 样 在 涟 钢 、 钢 和 马 钢 的 试 验 结果 比对 宝
3 12 延伸 率 比较 .. 4 和 5 试 样 在 涟 钢 和 马钢 检 测 均 测 量 # #
2 2 检测 工艺 比对 .
钢 厂进行 了一 系列 的 比对试 验 , 分 析 制 样 并
工 艺对该 类深 冲用 钢物理 性 能 的影 响 。
检测 工艺 对照 见表 2 。
2 2 1 试 样 尺 寸 . .
2 试 验 过 程
2 1 检测 标准 和试样 要 求 .
—
我公 司所 制 备 的试样 总 长 为 2 0 m, 2 r 试 a
附 加 值 的 品种 。
目前我 公 司 冷 轧 深 冲用 钢 ( D 牌 号 D Q)
有 D 0 C 4和 S C P E两 种 。在 物 理 性 能 检 测 过
程 中 , 现制 样 工艺 对 该 类 钢 板 的性 能 具 有 发
一
图 1 拉 伸 试 样 外 形 尺 寸 图
定 的影响 。为此 , 我们 与 宝钢 、 马钢 等 大型
—
20 { 02 金属 材料 室 温拉 伸试 验方 法》, 中 其
附 录 A对 厚 度 0 1 . mm一 (3 m 薄 板 和 薄 带 m 使 用 的试样 类型 要求 见表 1 。
我 公 司在制 样 方 面 仅 仅 进行 一 次加 工 , 无 相关 铣 床 对 试 样 进 行 平 行 部 分 的 再 次 加
用方法 一试验 比对结 果 见表 3 。 3 1 1 抗拉 强度 比较 .. 与马钢数 据 比较 , 钢 数 据 高 5 a 与 涟 Mp ,
3 试 验 结 果
为充 分反 映制样工 艺对 试样 物理 性能 的 影 响 , 们采取 两种方法 进行 比对试 验 , 法 我 方
一 :
宝钢数据 比较 , 钢数 据 高 】~9 MP , 均 涟 a平 高 4 6 M a。从 均 值来 看 , . P 我公 司 检 测结 果 与马钢 和宝 钢检测结 果相差 不大 。
4 结 语
a 铣 削加 工 的试 样 屈 服 强 度 R L 抗 拉 . e、 强度 R 等强 度指标 检验 值低 于直接 冲压 成 m 型 试样 , 塑性 指 标延 伸 率 A高 于直 接 冲 压 但 成 型 的试样 。说 明铣 削加工 去 除 了试 样在 冲
压 成 型中造 成 的 加工 硬 化 区 , 免 了制 样 工 避 艺对 材 料物 理 性 能 的影 响 , 而 能 更 真 实 的 从 反 映材 料 的物理性 能 。 b 为规 范冷 轧 深 冲用 钢 的检 测 , 议物 . 建 检试 样 长 度 从 2 0 m 增 长 到 2 0~2 0 m, 2r a 6 8r a
在 接受范 围 内。
3 2 方 法二试验 比对 .
的是原 始标 距 为 8 m 的延 伸率 ,# 样 涟 0m 4试 钢结果 比马钢高 0 5 , 样 . % 5 试样 涟 钢结 果 比 马钢低 1 , 虑到检 验设 备 等 因素 , 误 差 % 考 该
用方 法二试 验 比对 结果见 表 4 。
样平行部分宽度和长度满足 国家标准 G /2 8 B 2 1
20 02要求 , 样 平 行 部 分长 度 为 国标 要 求 试
的下 限 , 比马钢 和宝钢 少 2 r 0 m。 a
2 2 2 制 样 工 艺 ..
物理 性 能 的检 测 执 行 标 准 为 G / 2 B T2 8