模具表面处理
模具表面涂层处理的6种方式
模具表面涂层处理的6种方式
1.热喷涂:通过喷枪将熔化的金属或合金材料喷射到模具表面,形成一层坚硬
的涂层。
常用的热喷涂材料包括硬质合金、陶瓷和金属。
2.镀层处理:采用电解或化学方法,在模具表面形成一层金属或合金的镀层。
常见的镀层材料包括镍、铬、钛、锡等,可以提高模具的耐磨性和耐腐蚀性。
3.物理气相沉积(PVD):通过物理气相沉积技术,在模具表面形成一层薄膜。
常用的PVD薄膜包括TiN、TiCN、CrN等,能够提高模具的硬度和抗磨性。
4.化学气相沉积(CVD):通过化学气相反应,在模具表面形成一层化学反应生
成的涂层。
常见的CVD涂层包括碳化硅、氮化硼等,可以提高模具的硬度和耐磨性。
5.氧化处理:在模具表面形成一层氧化膜,提高模具的耐腐蚀性和表面硬度。
常见的氧化处理方法包括阳极氧化、磷酸化等。
6.高分子涂层:使用高分子材料进行喷涂或涂覆,形成一层抗磨损和耐腐蚀的
涂层。
常用的高分子涂层材料包括聚酰亚胺、聚氨酯、聚醚等。
模具表面涂层处理是为了提高模具的耐磨性、抗腐蚀性和延长使用寿命。
需要根据具体的模具材料、使用环境和要求选择适合的涂层处理方式。
不同的涂层处理方式具有不同的特点和适用范围,可以根据实际情况选择最佳的涂层处理方式来提高模具的性能。
模具表面处理

模具表面处理
目的:通过强化模膛工作表面来提高锻模的寿命。
表面处理工艺如下:1.氮化模具经氮化处理后,可在模膛表面上形成一层硬度高、耐磨损、同时又不易和变形金属粘结的氮化层。
它可提高锻模寿命25%。
2.渗硼渗硼的模具有一层坚硬的硼化层。
它除了特别耐磨外,还有较好的耐蚀性和耐热性。
硼化层的厚度通常在0.05至0.35mm的范围内,当钢中的碳和合金元素含量较高时,宜取下限。
3.喷丸处理通过喷丸处理使模膛表面产生一层硬化层,以提高耐磨性。
4.在模膛表面复盖硬质合金保护层在模膛表面熔焊一层硬质合金,以提高其耐磨性和热稳定性。
模具表面处理

目
录
一﹑模具常規热处理 二﹑模具強韌化处理 三﹑模具化学热处理 四﹑其它表面強化技朮 五﹑真空镀硬质涂层 真空镀硬质涂层
前
言
模具是機械工業重要的基礎工藝裝備. 模具是機械工業重要的基礎工藝裝備. 模具成形具 有效率高﹑質量好﹑節約原材料﹑降低成本等優點. 有效率高﹑質量好﹑節約原材料﹑降低成本等優點. 模具的服役条件是选择模具材料及热处理的依据. 模具的服役条件是选择模具材料及热处理的依据. 影响模具失效的因素包括模具结构﹑模具材料﹑ 影响模具失效的因素包括模具结构﹑模具材料﹑热处理 及加工工艺等. 及加工工艺等. 主要用于金屬或非金屬冷態成形,承受拉伸﹑ 冷作模具主要用于金屬或非金屬冷態成形,承受拉伸﹑彎 壓縮﹑沖擊﹑疲勞等不同應力作用, 曲﹑壓縮﹑沖擊﹑疲勞等不同應力作用,而用于金屬冷 冷镦﹑冷拉伸的模具还要承受300℃ 300℃左右的交變溫 挤﹑冷镦﹑冷拉伸的模具还要承受300℃左右的交變溫 度作用. 度作用. 薄板冲压模主要失效形式是磨损,所以模具用钢要求 薄板冲压模主要失效形式是磨损, 主要失效形式是磨损 Cr4 MoV(120) CrNiSiMnMoV(GD) 具有高的耐磨性.Cr4W2MoV(120)﹑6CrNiSiMnMoV(GD)﹑
淬火后必须回火. 淬火后必须回火.
回火: 回火:
将淬火钢重新加热到A1点以下的预热温度, 将淬火钢重新加热到A1点以下的预热温度,保温预 A1点以下的预热温度 定时间,然后冷却下来.以消除含碳过饱和之马氏体、 定时间,然后冷却下来.以消除含碳过饱和之马氏体、 过冷残余奥氏体以及高密度位错、 过冷残余奥氏体以及高密度位错、大量相界面等晶体 缺陷、淬火应力等不稳定因素. 缺陷、淬火应力等不稳定因素. •低温回火: (150~200℃),得到回火马氏体组织,硬而耐 低温回火: (150~200℃),得到回火马氏体组织 得到回火马氏体组织, 低温回火 强度高,耐疲劳.多用于刃具, 冷冲模具等. 磨,强度高,耐疲劳.多用于刃具,量,冷冲模具等. •中温回火: (400~500℃),得到回火屈氏体组织,弹性好, 中温回火: (400~500℃),得到回火屈氏体组织 弹性好, 得到回火屈氏体组织, 中温回火 用于弹簧处理. 用于弹簧处理. •高温回火: (500~650℃),得到回火索氏体组织,强度和 高温回火: (500~650℃),得到回火索氏体组织 得到回火索氏体组织, 高温回火 韧性综合性能高. 用于轴类,连杆,连接件. 韧性综合性能高. 用于轴类,连杆,连接件.高温软化 回火,回火温度低于A1(20~24℃),得到回火珠光体组织, A1(20~24℃),得到回火珠光体组织 回火,回火温度低于A1(20~24℃),得到回火珠光体组织, 工艺性能好. 工艺性能好.
模具表面处理

模具热处理模具使用寿命与许多因素有关,各种因素在模具失效中所占比例是:热处理占52.2%、原材料占17.8%;使用占10%;机械、电加工占8.9%;锻造占7.8%;设计占3.3%。
实际使用表明,在模具的全部失效中,由于热处理不当所引起失效居首位。
一、模具强韧化工艺鉴于模具苛刻的工作环境,为提高模具使用寿命,我们要求模具具有优良的整体强韧化性能。
此外,还要求模具具有优异的型腔表面性能,在这种情况下出现了对模具整体强韧化的基础上再对其表面进行强化的各种处理。
我们知道,在一般工艺条件下,往往强度与韧性之间存在着制约关系,材料强度增加,通常总伴随着材料韧性的降低。
要求高强度的同时,又要求材料有较高的韧性,常常是很困难的。
但是采取强韧化处理的措施,却能使钢的强度和韧性都能得到提高。
多次冲击抗力的理论认为在同一强度水平下,随着冲击韧性增加,多次冲击抗力提高,也就是破断次数N 增加;强度水平越高,冲韧性对多次冲击抗力所起的作用就越大。
因此,在含碳量较高的模具钢中,采用强韧化处理,在保证模具主强度的条件下,适当提高冲击韧性,使强度和韧性得到最佳配合,必然有利于进一步提高多次冲击抗力。
强韧化处理多种多样,但归结起来却基本上都是通过下列途径来取得强韧化效果的:充分利用板条马氏体和下贝体组织形态,尽量减少片状马氏体;细化钢的奥氏体晶粒和过剩碳化物,获得马氏体与具有良好塑性的第二相的复合组织;形变热处理。
1、热作模具钢高温淬火和高温回火:热作模具钢5CrMnMo采用850℃淬火,淬火时马氏体形态以片状为主,如把淬火温度提高到900℃,使奥氏体充分均匀化,消除富碳微区,淬火后可得板条状马氏体,从而提高了钢的回火稳定性,冲击韧性和断裂韧性,可延长模具寿命。
2、高温快速短时加热:于高碳钢模具在快速加热条件下,奥氏体化不均匀,组织中保留未溶碳化物,奥氏体晶粒细小,并使奥氏体中固溶碳和合金元素量减少,提高了Ms点,有利于板条马氏体的形成,短时加热溶于奥体中的碳量可减少到0.6%以下,阻上了富碳区的形成,减少了片状马氏体量,提高了韧性,可使模具得到较高强韧性。
模具表面处理技术PPT课件

要点二
等离子喷涂技术
通过等离子喷涂将金属或非金属粉末熔融并喷射到模具表 面,形成均匀、致密的涂层,提高表面耐久性和抗腐蚀性 。
智能化和自动化技术的应用
智能监控系统
利用传感器和监测技术实时监测模具表面处理过程,实 现自动化控制和处理。
自动化处理设备
开发自动化表面处理设备,减少人工干预,提高处理效 率和一致性。
耐久性。
提高产品质量和生产效率
提高产品精度和一致性
通过表面处理技术,可以改善模具表 面的粗糙度和形貌,减小产品尺寸和 形状的误差,提高产品的精度和一致 性,从而提高生产效率。
降低生产成本
通过表面处理技术,可以提高模具的 耐磨性和耐久性,减少维修和更换模 具的频率和成本,降低生产成本。
降低生产成本
04 模具表面处理技术的优势 与挑战
提高模具使用寿命
增强模具表面硬度和耐磨 性
通过表面处理技术,可以在模具表面形成一 层高硬度的硬化层,从而提高模具的耐磨性 和抗疲劳性能,延长模具的使用寿命。
降低摩擦系数
通过表面处理技术,可以在模具表面形成一 层低摩擦系数的涂层,减小模具与材料之间 的摩擦力,降低磨损和摩擦热,提高模具的
优化生产流程
通过表面处理技术,可以优化模具的 设计和制造流程,减少加工时间和成 本,提高生产效率。
降低能耗和资源消耗
一些表面处理技术可以降低模具的能 耗和资源消耗,例如离子注入和激光 熔覆等,从而降低生产成本。
技术更新换代快
技术发展迅速
随着科学技术的不断发展,模具 表面处理技术也在不断更新换代 ,新的技术和工艺不断涌现。
常用的五金模具表面处理技术包括喷涂、电镀和化学热处理等。这些技术可以提 高模具表面的硬度和耐久性,降低生产成本和提高产品质量。
模具的表面处理情况
电镀、化学镀镀铬、镍化学镀的效果好于电镀。
渗碳、渗氮、共渗真空镀和气象镀pvd:physical vapor diposition三种方式:真空蒸发、溅射(离子轰击的方式)、离子镀cvd:chemical vapor dopositionpcvd : 等离子化学气象沉积。
(最好的方式)利用化学方法使镀层材料的化学气体分解从而产生镀层。
其可以镀SIC\ TIB \AL2O3等材料。
镀铬工艺:清洗、绝缘、去油、水洗、弱腐蚀、阳极化、镀铬、水洗、除氢等工序构成完整的加工过程处理,ok!化学镀的方法中、镀镍是最常用的一种。
其中磷酸钠是常用的还原剂也。
能够腐蚀的模具要求模具表面材质好方可。
化学腐蚀液可根据不同的材质来配制。
浓度和温度是控制的两个关键问题。
对于复杂的型面可以采用糊状蚀刻的方法解决。
可多次腐蚀加工处理。
要注意表面的清洁、骨胶的附着强度等内容处理。
相机底片的作用:曝光以便于附着骨胶的处理。
液体腐蚀和涂糊腐蚀的区别在于型面。
另外骨胶的制作也可以使用涂敷法解决。
对皮革、桔纹等规则形状可使用平面折弯处理。
对其他也同样处理。
这里有对镶件的使用多了一个认识,那就是外发加工的方便处理问题。
去油可以使用3%-7%的NaOH溶液处理。
图案的处理等问题都有很大的进步也。
所以,模具不仅仅是机加的问题,包含很多的内容。
镜面钢是一种超清洁钢,硅酸盐、杂质含量极少。
镜面钢的基体硬度要高,不然易产生磨痕。
只有表面的凹凸不平度在0.1-1微米时才可获得镜面效果。
脱硫去气的真空炉冶炼技术处理。
镜面钢、装饰文加工用钢的区别。
今天见几个小模,结构很是简单,仅是两模肉对切即可以。
模具在使用后,表面腐蚀较严重,这和材料、表面的处理很有关系耶。
材料直接影响着加工方法.650ton的啤机正在整理。
在工厂的布置前期。
设备的规划和吊车等要同时布置。
或者,厂房布置时要考虑设备、通道、仓库、装配、工具、工件等的摆放为止等内容方好。
胶件在设计时已经考虑到脱模情况。
第5章 模具钢料的热处理-模具表面处理技术
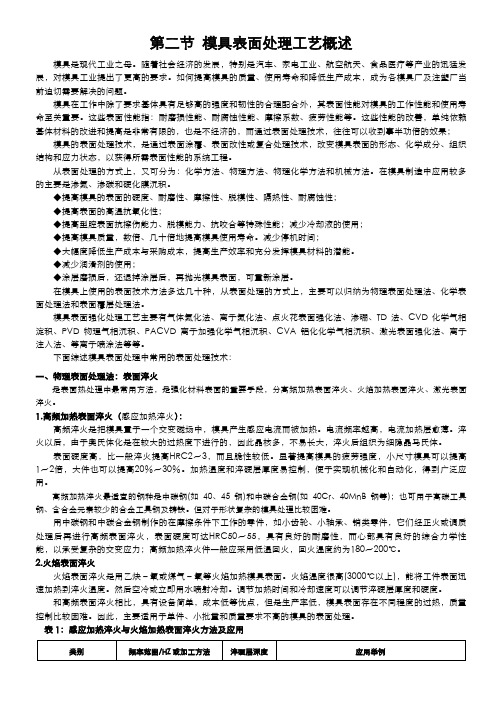
第二节模具表面处理工艺概述模具是现代工业之母。
随着社会经济的发展,特别是汽车、家电工业、航空航天、食品医疗等产业的迅猛发展,对模具工业提出了更高的要求。
如何提高模具的质量、使用寿命和降低生产成本,成为各模具厂及注塑厂当前迫切需要解决的问题。
模具在工作中除了要求基体具有足够高的强度和韧性的合理配合外,其表面性能对模具的工作性能和使用寿命至关重要。
这些表面性能指:耐磨损性能、耐腐蚀性能、摩擦系数、疲劳性能等。
这些性能的改善,单纯依赖基体材料的改进和提高是非常有限的,也是不经济的,而通过表面处理技术,往往可以收到事半功倍的效果;模具的表面处理技术,是通过表面涂覆、表面改性或复合处理技术,改变模具表面的形态、化学成分、组织结构和应力状态,以获得所需表面性能的系统工程。
从表面处理的方式上,又可分为:化学方法、物理方法、物理化学方法和机械方法。
在模具制造中应用较多的主要是渗氮、渗碳和硬化膜沉积。
◆提高模具的表面的硬度、耐磨性、摩擦性、脱模性、隔热性、耐腐蚀性;◆提高表面的高温抗氧化性;◆提高型腔表面抗擦伤能力、脱模能力、抗咬合等特殊性能;减少冷却液的使用;◆提高模具质量,数倍、几十倍地提高模具使用寿命。
减少停机时间;◆大幅度降低生产成本与采购成本,提高生产效率和充分发挥模具材料的潜能。
◆减少润滑剂的使用;◆涂层磨损后,还退掉涂层后,再抛光模具表面,可重新涂层。
在模具上使用的表面技术方法多达几十种,从表面处理的方式上,主要可以归纳为物理表面处理法、化学表面处理法和表面覆层处理法。
模具表面强化处理工艺主要有气体氮化法、离子氮化法、点火花表面强化法、渗硼、TD法、CVD化学气相淀积、PVD物理气相沉积、PACVD离子加强化学气相沉积、CVA铝化化学气相沉积、激光表面强化法、离子注入法、等离子喷涂法等等。
下面综述模具表面处理中常用的表面处理技术:一、物理表面处理法:表面淬火是表面热处理中最常用方法,是强化材料表面的重要手段,分高频加热表面淬火、火焰加热表面淬火、激光表面淬火。
第十章-模具表面强化技术

*
表面化学热处理技术
二、渗氮(氮化)
(一)气体渗氮
表2 部分模具钢的气体渗氮工艺规范
牌号
处理 方法
渗氮工艺规范
渗氮层 深度/mm
表面硬度
阶段
渗氮温度/℃
时间/h
氨分解率/%
30CrMnSiA
一段
—
500±5
25~30
20~30
0.2~0.3
(一)气体渗氮
(1) 经过渗氮后钢表面形成一层极硬的合金氮化物,渗氮层的硬度一般可达到68~72HRC,不需要再经过淬火便具有很高的表面硬度和耐磨层,而且还可以保持到600~650℃而不明显下降。
(2) 渗氮后钢的疲劳极限可提高15%~35%。这是由于渗氮层的体积增大,使工件表面产生了残余压应力。
(3) 渗氮后的钢具有很高的抗腐蚀能力。
>58HRC
Cr12MoV
760~800HV
*
表面化学热处理技术
二、渗氮(氮化)
(二)离子渗氮
离子渗氮有如下特点:
(1) 渗氮速度快,生产周期短。
(2) 渗氮层质量高。
(3) 工件的变形小。
(4) 对材料的适应性强。
氮碳共渗
提高硬度、耐磨性、抗粘附性、抗蚀性、耐热疲劳性
冷挤模、拉深模、挤压模穿孔针
渗硼
具有极好的表面硬度、耐磨性、抗粘附性、抗氧化性、热硬性、良好的抗蚀性
挤压模、拉深模
碳氮硼三元共渗
提高硬度、强度、耐磨性、耐疲劳性、抗蚀性
挤压模、冲头针尖
盐浴覆层 (TD处理)
提高硬度、耐磨性、耐热疲劳性、抗蚀性、抗粘附性、抗氧化性
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
表面处理方法TD处理1、技术简介热扩散法碳化物覆层处理(Thermal Diffusion Carbide Coating Process),简称TD覆层处理,是一种通过高温扩散作用于工件表面形成一层数微米至数十微米的金属碳化物覆层,其结构如上图所示。
该覆层具有极高的硬度,HV可达3200左右,且与母体材料冶金结合。
实践证明,这种覆层具有极高的耐磨,抗咬合,耐蚀等性能,可提高工件寿命数倍至数十倍,具有极高的使用价值。
2、采用TD覆层处理的主要效益1.大幅度提高工模具或工件的使用寿命,节省生产成本或运行成本。
2.大幅度改善产品外观,提高产品尺寸的均一性,提升产品质量。
3.大幅度节省维修时间和劳动强度,并减少因维修停机所带来的损失。
4.摩擦系数降低,抗咬合性能大幅度提高,无须润滑或减少润滑或无须采用高级润滑产品。
3 、与相关技术的比较通过在工件表面形成一层高硬度的耐磨材料是提高工件耐磨,抗咬合,耐蚀等性能,从而提高其使用寿命的有效而又经济的方法,TD覆层处理技术以碳化钒覆层为例,其表面硬度可达HV3200左右,较传统的表面处理方法如渗碳HV~900;渗氮HV~1200;镀硬铬HV~1000;甚至渗硼HV 1200~1800等表面处理的硬度高得多,因此具有远优于这些表面处理方法的耐磨性能。
物理气相沉积(PVD),物理化学气相沉积(PCVD),化学气相沉积(CVD),TD覆层处理是现代的几种表面超硬化处理方法,其中PVD,PCVD 工艺温度低,变形较小,所形成的氮化钛覆层HV可达2000左右,但由于这两种方法形成的氮化钛涂层与母体材料的结合力较差,实际应用中,容易出现涂层的剥落,在使用条件较为苛刻的场合,如引伸类模具;根本就无法达到满意的使用效果,甚至根本无效果.因此PVD,PCVD往往难以发挥超硬化合物覆层的性能优势.高温CVD法形成的碳化钛覆层与TD覆层处理获得的表面覆层硬度接近,并且高温CVD法和TD覆层处理的覆层与基体都是冶金结合,具有PVD 和PCVD无法比拟的膜基结合力,因此是目前最有效的表面超硬化方法.相比而言,CVD覆层的运行成本较高,后续处理也比较麻烦,其应用主要集中在硬质合金工件上.而TD覆层处理由于后续处理比较方便,因此既可以用于钢铁材料,也可以用于硬质合金.此外,TD覆层处理技术在无须褪去原先覆层的情况下,可以进行多次重复处理.4、应用范围TD覆层处理可广泛应用于由于各类磨损所引起的模具与工件或工件与工件之间的拉伤或磨损超差的问题.其中因咬合或粘结而引起的拉伤或拉毛问题,TD覆层处理是目前世界上最好的解决方法之一.因磨损而引起的工件尺寸超差等问题,通过TD覆层处理后,提高使用寿命上十倍是很正常的.所处理工件的材料,含碳量大于0.3%的各类钢铁材料,硬质合金等.一般推荐各类中高合金工模具钢.二、表面渗碳处理渗碳硬化乃表面硬化法之一种,属于化学表面硬化法。
滲碳者先於鋼之表面產生初生態之碳,而後使之滲入鋼之表面層,逐漸擴散入內部。
渗碳者先于钢之表面产生初生态之碳,而后使之渗入钢之表面层,逐渐扩散入内部。
初生態之碳乃由 CO 或 CH 4 等氣體分解而得。
初生态之碳乃由 CO 或 CH 4 等气体分解而得。
CO 之來源或由含有 CO 之氣體得之,或由固體滲碳劑之反應而產生於滲碳容器內,或者由含有氰化物之鹽浴得之。
CO 之来源或由含有 CO 之气体得之,或由固体渗碳剂之反应而产生于渗碳容器内,或者由含有氰化物之盐浴得之。
初生態之碳由鋼之表面擴散入內部時,鋼之溫度須增高至沃斯田鐵化溫層範圍內,使初生態之碳埂於擴散,蓋沃斯田鐵可溶解較多之〞 C 〞而肥粒鐵則溶解力極小,故滲碳溫度必須在 Ac 3 要以上之溫度。
初生态之碳由钢之表面扩散入内部时,钢之温度须增高至沃斯田铁化温层范围内,使初生态之碳埂于扩散,盖沃斯田铁可溶解较多之〞 C 〞而肥粒铁则溶解力极小,故渗碳温度必须在 Ac 3 要以上之温度。
以便滲碳作用得以進行。
以便渗碳作用得以进行。
再配合各種熱處理法,使得鋼之去面生成高碳硬化心部低碳之低硬度層。
再配合各种热处理法,使得钢之去面生成高碳硬化心部低碳之低硬度层。
使處理供具有表面硬而耐磨,心部韌而耐衝擊之性質。
使处理供具有表面硬而耐磨,心部韧而耐冲击之性质。
一、渗碳处理之种类与特点:(一)渗碳法之种类滲碳法按使用之渗碳剂而可分为如下三大类:渗碳法按使用之渗碳剂而可分为如下三大类:(1)(1)固体渗碳法:以木炭为主剂的渗碳法。
固体渗碳法:以木炭为主剂的渗碳法。
(2)(2)液體滲碳法:以氰化鈉( NaCN )為主劑之滲碳法。
液体渗碳法:以氰化钠( NaCN )为主剂之渗碳法。
(3)(3)氣體滲碳法:以天然氣、丙烷、丁烷等氣體為主劑的滲碳法。
气体渗碳法:以天然气、丙烷、丁烷等气体为主剂的渗碳法。
(二)滲碳法之比較(二)渗碳法之比较( 1 )固體滲碳法( 1 )固体渗碳法長處:长处:( a )設備費便宜,操作簡單,不需高度技術。
( a )设备费便宜,操作简单,不需高度技术。
( b )加熱用熱源,可用電氣、瓦斯、燃料油。
( b )加热用热源,可用电气、瓦斯、燃料油。
( c )大小工件均適,尤其對大形或需原滲碳層者有利。
( c )大小工件均适,尤其对大形或需原渗碳层者有利。
( d )適合多種少量生產。
( d )适合多种少量生产。
短處:短处:( a )滲碳深度及表面碳濃度不易正確調節,有過剩滲碳的傾向。
( a )渗碳深度及表面碳浓度不易正确调节,有过剩渗碳的倾向。
處理件變形大。
处理件变形大。
( b )滲碳終了時,不易直接淬火,需再加熱。
( b )渗碳终了时,不易直接淬火,需再加热。
( c )作業環境不良,作業人員多。
( c )作业环境不良,作业人员多。
( 2 )液體滲碳法( 2 )液体渗碳法長處:长处:( a )適中小量生產。
( a )适中小量生产。
設備費便宜。
设备费便宜。
不需高度技術。
不需高度技术。
( b )容易均熱、急速加熱,可直接淬火。
( b )容易均热、急速加热,可直接淬火。
( c )適小件、薄滲碳層處理件。
( c )适小件、薄渗碳层处理件。
( d )滲碳均勻,表面光輝狀態。
( d )渗碳均匀,表面光辉状态。
短處:短处:( a )不適於大形處理件的深滲碳。
( a )不适于大形处理件的深渗碳。
( b )鹽浴組成易變動,管理上麻煩。
( b )盐浴组成易变动,管理上麻烦。
( c )有毒、排氣或公害問題應有對策。
( c )有毒、排气或公害问题应有对策。
( d )處理後,表面附著鹽類不易洗淨,易生鏽。
( d )处理后,表面附着盐类不易洗净,易生锈。
( e )難以防止滲碳。
( e )难以防止渗碳。
有噴濺危險。
有喷溅危险。
( 3 )氣體滲碳法( 3 )气体渗碳法長處:长处:( a )適於大量生產。
( a )适于大量生产。
( b )表面碳濃度可以調節。
( b )表面碳浓度可以调节。
( c )瓦斯流量、溫度、時間容易自動化,容易管理。
( c )瓦斯流量、温度、时间容易自动化,容易管理。
短處:短处:( a )設備費昂貴。
( a )设备费昂贵。
( b )處理量少時成本高。
( b )处理量少时成本高。
( c )需要專門作業知識。
( c )需要专门作业知识。
二、固体渗碳法:將表面滲碳鋼作成的工件,連同滲碳劑裝入滲碳箱而密閉,裝入加熱爐,加熱成沃斯田鐵狀態,使碳從鋼表面侵入而擴散,處理一定時間後,連同滲碳箱冷卻,只取出滲碳處理工件,進行一次淬火、二次淬火、施行回火。
将表面渗碳钢作成的工件,连同渗碳剂装入渗碳箱而密闭,装入加热炉,加热成沃斯田铁状态,使碳从钢表面侵入而扩散,处理一定时间后,连同渗碳箱冷却,只取出渗碳处理工件,进行一次淬火、二次淬火、施行回火。
此固體滲碳在滲碳法中歷史最老,不適於連續處理大量工件,作業環境不良,已有衰退傾向,不過爐及其他設備也較簡單,多種少量的處理也較方便,不至於完全絕跡。
此固体渗碳在渗碳法中历史最老,不适于连续处理大量工件,作业环境不良,已有衰退倾向,不过炉及其他设备也较简单,多种少量的处理也较方便,不至于完全绝迹。
固體滲碳的滲碳機構以氣體滲碳為基礎,亦即箱內的固體滲碳劑與箱內空氣中的氧反應,成為二氧化碳( CO 2 ), CO 2 再與碳反應,生成一氧化碳( CO )。
固体渗碳的渗碳机构以气体渗碳为基础,亦即箱内的固体渗碳剂与箱内空气中的氧反应,成为二氧化碳( CO 2 ), CO 2 再与碳反应,生成一氧化碳( CO )。
C + O 2 = CO 2 C + O 2 = CO 2 ( 1 )( 1 )C + CO 2 = 2 CO C + CO 2 = 2 CO ( 2 )( 2 )CO 在鋼表面分解,析出碳〔 C 〕。
CO 在钢表面分解,析出碳〔 C 〕。
2 CO = 〔 C 〕 + CO 2 (3 ) 2 CO = 〔 C 〕 + CO 2 ( 3 )〔 C 〕異於普通的碳,此種在鋼表面分解的原子狀碳( atomic Carbon )即稱為活性碳或初生態碳( nascent Carbon )的活性強的碳,本講義表成〔 C 〕;另一方面,鋼材表面副生的 CO 2 再在固體滲碳劑表面依( 2 )式生成 CO ,依( 3 )式分解而析出〔 C 〕,此反應連續反覆進行,碳從鋼材表面侵入擴散,而滲碳。
〔 C 〕异于普通的碳,此种在钢表面分解的原子状碳( atomic Carbon )即称为活性碳或初生态碳( nascent Carbon )的活性强的碳,本讲义表成〔 C 〕;另一方面,钢材表面副生的 CO 2 再在固体渗碳剂表面依( 2 )式生成 CO ,依( 3 )式分解而析出〔 C 〕,此反应连续反覆进行,碳从钢材表面侵入扩散,而渗碳。
前述反應與鐵( Fe )組合成滲碳反應。
前述反应与铁( Fe )组合成渗碳反应。
Fe + 2 CO = { Fe + 2 CO = { Fe - C Fe - C }+ CO 2 }+ CO 2 ( 4 )( 4 )滲碳用之碳素,如以滲碳性之強度順序列之,可排如木炭、焦炭、石墨、骨炭。
渗碳用之碳素,如以渗碳性之强度顺序列之,可排如木炭、焦炭、石墨、骨炭。
通常使用木炭為主劑,再添加若干滲碳促進劑。
通常使用木炭为主剂,再添加若干渗碳促进剂。
一般以鹼金屬的碳酸鹽為促進劑,碳酸鹽中的碳酸鋰( LiCO 3 )、碳酸鍶( Sr CO 3 )、碳酸鉀( K CO 3 )、的促進能大,但昂貴,工業上採用碳酸鋇( Ba CO 3 )、碳酸鈉( Na 2 CO 3 )為多。
一般以碱金属的碳酸盐为促进剂,碳酸盐中的碳酸锂( LiCO 3 )、碳酸锶( Sr CO 3 )、碳酸钾( K CO 3 )、的促进能大,但昂贵,工业上采用碳酸钡( Ba CO 3 )、碳酸钠( Na 2 CO 3 )为多。