捻度捻系数对照表
纱线的捻度和捻缩测定

实验16 纱线的捻度和捻缩测定一、目的要求使用Y311型捻度机,根据退捻加捻法和直接计数法原则测定单纱和股线的捻度和捻缩。
通过试验,熟悉捻度机的结构,掌握操作方法和纱线的捻度、捻系数及捻缩的计算。
二、试验仪器和试样试验仪器为Y311型捻度机,试样为单纱和股线各一种。
三、基本知识纱线捻度是纱线单位长度上的捻回数,用以衡量同一细度纱线的加捻程度。
特数制的纱线,捻度用10cm长度内的捻回数表示:公制支数采用每米长度内的捻回数表示。
试样的实际捻度按下式计算:1、特数制实际捻度Tt:试样捻回数总和Tt= —————————————————×100(捻/10cm)(16-1)试样夹持长度(mm)×试验次数2、公制支数实际捻度Tm:试样捻回数总和Tm= —————————————————×1000(捻/m) (16-2)试样夹持长度(mm)*试验次数纱线加捻方向,分别根据纤维在单纱上或单纱在股线上的倾斜方向不同,分为Z捻和S 捻两种。
如果单纱上的纤维或股线上的单纱,在加捻后由下而上系自右向左倾斜的称为S 捻(顺手捻);而由下向上系自左向右倾斜者为Z捻(反手捻),如图16-1所示。
股线捻向的表示方法是:第一个字母表示单纱捻向,第二个字母表示股线捻向,如ZS表示单纱为Z捻,股线为S捻。
如果股线有复捻,则第三个字母表示复捻的方向,即ZSZ表示单纱Z捻,股线初捻为S,复捻为Z。
加捻的多少,直接影响纱线的物理机械性能和纱线的产量。
一般不影响纱线质量的条件下,降低捻度可以提高生产效率。
捻度的多少,应根据纱线的用途(机织用纱、针织用纱和股线用纱等)而定。
在工厂中捻度实验,各品种、各机台每季度至少轮试一次。
试样应在各机台上随机取得,每台不少于2个纱管,并不得在同一锭带上拔取。
每个纱管取样次数,以及每次试验总数均有国家标准规定,见表16-1和表16-2。
试样退绕时,必须与实际加工退绕方式一致,管纱头端纱线应去掉,各试样之间应有1m以上的随机间隔。
各种纱线图片知识

二、纱线的捻度和捻向
(一)捻度T:纱线单位长度上的捻回数。
捻度是决定纱线基本性能的重要因素,它与纱线强力、刚柔性,弹性,捻缩率以及纱线的光泽等有关系。
(二)捻回角:加捻后表层纤维与纱条轴向之夹角。
捻回角反映了加捻后
纱条中纤维倾斜程度
(四)捻向:纱线加捻的方向。
即加捻后纤维在纱中的倾
斜方向。
有Z捻和S捻
S 捻Z 捻
单纱多数用Z 捻。
股线捻向表示:ZS ,SZ ,SS ,ZZ
三、加捻对纱线性质的影响
1、捻缩
2、对纱线密度和直径的影响
3、对纱线强度的影响
4、对纱线断裂伸长的影响
5、对纱线光泽和手感的影响。
各种纱线示意图
花式纱线
变形纱的加工生产
变形纱和长丝纱
各种变形纤维的卷曲形态
包芯
纱
线
纱 纱
线
愇丝线生产
喷气变形纱加
工
恐线
纱和 纱
1、 纱
2、 纱
线
生产变形纱
恚 线的生产
线
纤维的 和加捻
捻 纱
捻纱
)纱中纤维 形 恐线
纱 理
加捻三角 力图
纱的加工
花式纱线的。
纺织知识
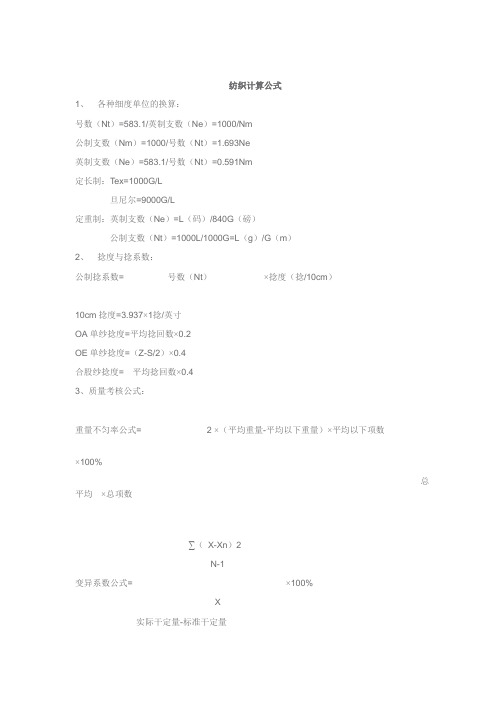
纺织计算公式1、各种细度单位的换算:号数(Nt)=583.1/英制支数(Ne)=1000/Nm公制支数(Nm)=1000/号数(Nt)=1.693Ne英制支数(Ne)=583.1/号数(Nt)=0.591Nm定长制:Tex=1000G/L旦尼尔=9000G/L定重制:英制支数(Ne)=L(码)/840G(磅)公制支数(Nt)=1000L/1000G=L(g)/G(m)2、捻度与捻系数:公制捻系数= 号数(Nt)×捻度(捻/10cm)10cm捻度=3.937×1捻/英寸OA单纱捻度=平均捻回数×0.2OE单纱捻度=(Z-S/2)×0.4合股纱捻度= 平均捻回数×0.43、质量考核公式:重量不匀率公式= 2 ×(平均重量-平均以下重量)×平均以下项数×100%总平均×总项数∑(X-Xn)2N-1变异系数公式= ×100%X实际干定量-标准干定量重量偏差= ×100%标准定量断裂强度=修正强力(CN)/实际号数(Tex)实际强力×修正系数=实际干定量×10.85支别×实际产量+支别×实际产量平均纱支的计算方法=实际产量+实际产量例:32支×5吨+40支×6吨= 36支5吨+6吨实测断头数×60(分钟)×1000(锭)千锭时断头=实测锭数×测定时间月平均千锭时断头数=全月各机台千锭时断头合计/实测总台数棉结杂质总粒数(结杂粒数/100米)×10 一克纱线结杂粒数=纱线公称号数(g/1000m)萨氏条干:每米最高总和+每米最低总和(1)平均厚度=0点厚度=0.1+2×实验米数每米最高总和-每米最低总和(2)平均每米不匀率= 100%×平均厚度×实验米数注:0点以上记“+”,以下记“-”。
纱线捻度捻向确定办法
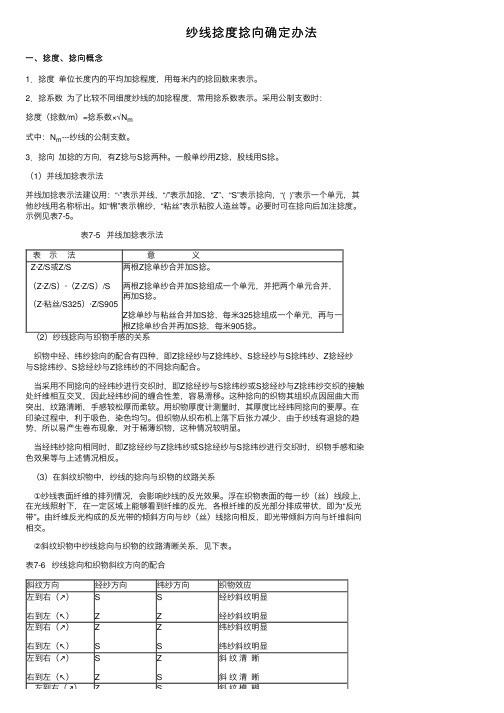
表⽰法意义Z·Z/S或Z/S(Z·Z/S)·(Z·Z/S)/S (Z·粘丝/S325)·Z/S905 两根Z捻单纱合并加S捻。
两根Z捻单纱合并加S捻组成⼀个单元,并把两个单元合并,再加S捻。
Z捻单纱与粘丝合并加S捻,每⽶325捻组成⼀个单元,再与⼀根Z捻单纱合并再加S捻,每⽶905捻。
纱线捻度捻向确定办法⼀、捻度、捻向概念1.捻度单位长度内的平均加捻程度,⽤每⽶内的捻回数来表⽰。
2.捻系数为了⽐较不同细度纱线的加捻程度,常⽤捻系数表⽰。
采⽤公制⽀数时:捻度(捻数/m)=捻系数×√N m式中:N m---纱线的公制⽀数。
3.捻向加捻的⽅向,有Z捻与S捻两种。
⼀般单纱⽤Z捻,股线⽤S捻。
(1)并线加捻表⽰法并线加捻表⽰法建议⽤:“·”表⽰并线,“/”表⽰加捻,“Z”、“S”表⽰捻向,“( )”表⽰⼀个单元,其他纱线⽤名称标出。
如“棉”表⽰棉纱,“粘丝”表⽰粘胶⼈造丝等。
必要时可在捻向后加注捻度。
⽰例见表7-5。
表7-5 并线加捻表⽰法(2)纱线捻向与织物⼿感的关系织物中经、纬纱捻向的配合有四种,即Z捻经纱与Z捻纬纱、S捻经纱与S捻纬纱、Z捻经纱与S捻纬纱、S捻经纱与Z捻纬纱的不同捻向配合。
当采⽤不同捻向的经纬纱进⾏交织时,即Z捻经纱与S捻纬纱或S捻经纱与Z捻纬纱交织的接触处纤维相互交叉,因此经纬纱间的缠合性差,容易滑移。
这种捻向的织物其组织点因屈曲⼤⽽突出,纹路清晰,⼿感较松厚⽽柔软。
⽤织物厚度计测量时,其厚度⽐经纬同捻向的要厚。
在印染过程中,利于吸⾊,染⾊均匀。
但织物从织布机上落下后张⼒减少,由于纱线有退捻的趋势,所以易产⽣卷布现象,对于稀薄织物,这种情况较明显。
当经纬纱捻向相同时,即Z捻经纱与Z捻纬纱或S捻经纱与S捻纬纱进⾏交织时,织物⼿感和染⾊效果等与上述情况相反。
(3)在斜纹织物中,纱线的捻向与织物的纹路关系①纱线表⾯纤维的排列情况,会影响纱线的反光效果。
各种纱支的捻度标准

各种纱支的捻度标准
纱支的捻度是指单位长度纱线的捻力大小,它直接影响着纱线的质量和性能。
不同类型的纱线需要有不同的捻度标准,以满足不同织物的需求。
在纺织行业中,各种纱支的捻度标准是非常重要的,下面我们来详细了解一下各种纱支的捻度标准。
首先,我们来看最常见的棉纱。
棉纱是纺织行业中使用最广泛的一种纱线,它
的捻度标准一般是根据纱线的细度和用途来确定的。
一般来说,细纱需要较高的捻度,以保证纱线的强度和稳定性;而粗纱则需要较低的捻度,以保证纱线的柔软性和舒适度。
此外,不同用途的棉纱也有不同的捻度标准,比如用于针织的棉纱和用于织布的棉纱就有着不同的捻度要求。
其次,我们来看涤纶纱。
涤纶纱是一种合成纤维纱线,它的捻度标准也是根据
纱线的细度和用途来确定的。
一般来说,涤纶纱的捻度要比棉纱略低,因为涤纶纱本身就具有较高的强度和稳定性,不需要过高的捻度来增强其强度。
而且,涤纶纱的柔软性和舒适度也不如棉纱,所以它的捻度可以适当降低,以提高其柔软性和舒适度。
另外,还有羊毛纱、麻纱、丝纱等各种纱线,它们的捻度标准也各不相同。
羊
毛纱一般需要较高的捻度,以保证纱线的弹性和柔软度;麻纱则需要较低的捻度,以保证纱线的粗糙感和透气性;丝纱的捻度则要根据纱线的细度和用途来确定,一般来说,细丝需要较高的捻度,而粗丝则需要较低的捻度。
总的来说,各种纱支的捻度标准是根据纱线的细度、原料、用途等因素来确定的,它直接影响着纱线的质量和性能。
在生产过程中,我们需要根据不同类型的纱线,合理确定捻度标准,以保证纱线的质量和性能,满足不同织物的需求。
只有这样,才能生产出高质量的纺织品,满足市场的需求。
21支棉纱捻度

21支棉纱捻度
21支棉纱的正常捻度范围在50-60捻/10厘米(针织用)或75-80捻/10厘米(机织用)。
具体的捻度要求可能会因生产工艺、纱线类型和应用场景而有所不同。
例如,用于灯芯绒和平布的21支棉纱,其捻度可能在50-60捻/10厘米左右。
而对于针织内衣等细支纱产品,32-40支棉纱的捻度在75-80捻/10厘米附近即可。
总之,捻度只是衡量棉纱品质的一个方面,还需考虑其他因素,如纱线成分、结构、纺纱工艺等。
在选购21支棉纱时,请务必向供应商咨询详细的参数和规格,以确保所选产品符合您的需求。
捻度与捻系数
捻度与捻系数分析捻度、捻系数对成纱条干均匀度的影响方斌代军(华通色纺有限公司)(武汉精功棉纺有限公司)摘要:为了解捻度、捻系数对成纱条干均匀度的影响,分析了捻系数对细纱摩擦力界、络筒工序条干CV 值的影响,同时在加捻过程中,加捻三角区、假捻器、导纱钩所形成的不同纺纱段捻度均匀性对条干CV 值的影响。
结果表明:通过合理的设计各工序捻系数,加强对不同纺纱段捻度分布均匀性的控制,在一定程度上可以改善成纱条干均匀度水平。
关键词:捻度;捻系数;摩擦力界;加捻三角区;假捻器;导纱钩;条干均匀度;Analysis of twist twist coefficient on Yarn evenness of FANG Bin Dai-Jun Hua Tong Textile Co. Ltd. color Wuhan Jing Gong Cotton Co. Ltd. Abstract: In order to understand the effect of the twist and twist coefficient on Yarn evenness we have analyzed the impact of twist coefficient on friction spinning sector the process of winding stem on CV values as well as the impact of the twisting triangle area false-twist device and guided hook yarn spinning segment formed by the different twist evenness on CV values in the twisting process. The results showed that: the level of Yarn evenness can to some extent be improved various rationally designing twist factors of every processes and enhancing the control of the distribution of uniformity of the spinning section of different twist. Keywords: Twist twist factor friction circles twisting triangle false-twist device guide yarn hook evenness 0 前言众所周知纱线是由纤维组成的,单根纤维相互间要组成纱线没有一定的抱合强力就无法变成纱线。
北方纤维讲堂——捻度与捻系数
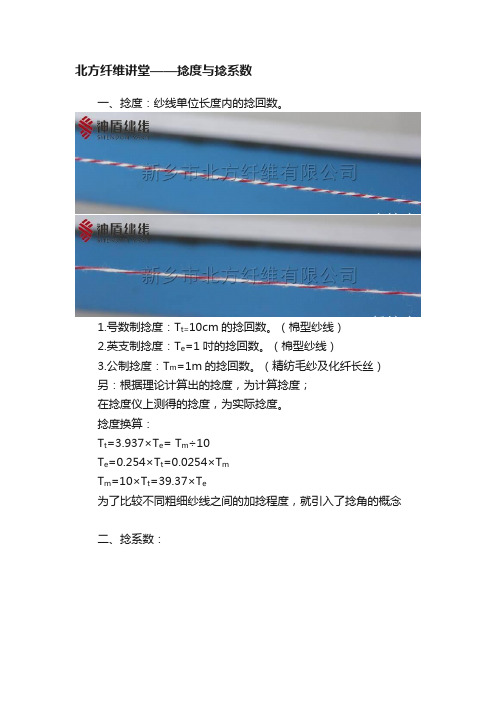
北方纤维讲堂——捻度与捻系数一、捻度:纱线单位长度内的捻回数。
1.号数制捻度:T t=10cm的捻回数。
(棉型纱线)2.英支制捻度:T e=1吋的捻回数。
(棉型纱线)3.公制捻度:T m=1m的捻回数。
(精纺毛纱及化纤长丝)另:根据理论计算出的捻度,为计算捻度;在捻度仪上测得的捻度,为实际捻度。
捻度换算:T t=3.937×T e= T m÷10T e=0.254×T t=0.0254×T mT m=10×T t=39.37×T e为了比较不同粗细纱线之间的加捻程度,就引入了捻角的概念二、捻系数:由于加捻的作用,纱的表层纤维对纱轴的倾角称为捻角。
由于捻角测量不便,在实际工作中一般采用捻系数。
1、号数制捻系数αt=号数制捻度T t×;2、英支制捻系数αe=英支制捻度T e÷;3、公制捻系数αm=公制捻度T m÷。
捻系数换算:号数制捻系数αt=95.07×αe=3.162×αm公制捻系数αm=30.25×αe三、影响捻系数的因素:纱线捻系数的大小,主要由原料的性质和纱线的用途决定。
1、原料性质因素:为使纱线获得所需强度,用细而长的纤维纺纱时,捻系数可以低一些,用粗而短的纤维纺纱时,捻系数应当大一些。
2、用途的因素:(1)经纱所需强度较高,捻系数应当较大;(2)薄爽织物的针织外衣织物,要求具有滑、挺、爽的风格和防止起毛起球,捻系数应较大;(3)纬纱及针织用纱,一般要求柔软而扭矩小,捻系数应当小一些;(4)机织和针织起绒织物用小,为利于起绒,捻系数应当小一些。
3、纱的粗细程度:细号或高支纱,捻系数应大一些;而粗号或低支纱,捻系数应小一些。
棉型纱线常用捻系数类别号数或用途捻系数αt经纱纬纱梳棉织布用纱8-11 330-420 300-37012-30 32-192 320-410310-400290-360280-350精梳棉织布用纱4-56-1516-36 330-400320-390310-380300-350290-340280-330梳棉织布针织起绒用纱10-3032-8896-192≤330≤310≤310精梳起绒14-36 ≤310涤棉混纺纱单纱织物用纱股线织物用纱针织内衣用纱经编织物用纱362-410324-362305-334382-400股线捻系数与单纱捻系数的比值:棉型织物用经纱: 1.2~1.4棉型织物用纬纱: 1.0~1.2针织汗布用棉型纱: 1.3~1.4针织棉毛用棉型纱: 0.9~1.1 2016年5月18日。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
捻度捻系数对照表
捻度和捻系数是纺织品生产中用来衡量纱线的重要参数。
捻度是纱线的旋转程度,而捻系数是纱线旋转的单位长度。
捻度和捻系数对纺织品生产的质量控制、工艺优化以及产品开发都有很重要的意义。
下面是一份详细的捻度捻系数对照表。
捻度捻系数对照表
捻度(即旋转次数/米) 捻系数(即旋转角度/单位长度)
10 104.72
15 157.08
20 209.44
25 261.80
30 314.16
35 366.52
40 418.88
45 471.24
50 523.60
捻度和捻系数的测量方法
实验室中通常使用捻度计和捻系数试验机来测量捻度和捻系数。
捻度计可以测量一定长度内的纱线的旋转次数,而捻系数试验机可以测量纱线在单位长度内的旋转角度。
这些仪器对于衡量纱线的质量和控制工艺都非常重要。
捻度对生产的影响
捻度对于纱线的牢度和强度有很大的影响。
对于相同的纺纱方法和纱线质量,较高的捻度将导致更强的纱线,因为它会增加纱线的紧密度和内在的摩擦力。
此外,高捻度的纱线可以更好地抗拉伸和抗磨损,适用于制作长时间使用的织物。
捻系数对生产的影响
捻系数对于纱线的柔软度和耐用性有很大的影响。
较低的捻系数将导致更柔软的纱线,适用于制作柔软的织物,如T恤和衬衫。
然而,低捻系数的纱线容易张开,不耐磨损,因此不适用于制作强度和耐久性要求较高的织物。
结论
综上所述,捻度和捻系数是纺织品生产中必要的参数。
纱线的捻度和捻系数会根据生产的要求不同而有所变化。
纺织品生产过程中控制捻度和捻系数可以帮助保证纱线的质量和生产工艺的稳定性。
捻度捻系数表提供了一个便于查找和比较纱线参数的工具,可以帮助纺织厂制定更优秀的生产方案。