纱线捻度捻缩测定
纱线的捻度和捻缩测定

实验16 纱线的捻度和捻缩测定一、目的要求使用Y311型捻度机,根据退捻加捻法和直接计数法原则测定单纱和股线的捻度和捻缩。
通过试验,熟悉捻度机的结构,掌握操作方法和纱线的捻度、捻系数及捻缩的计算。
二、试验仪器和试样试验仪器为Y311型捻度机,试样为单纱和股线各一种。
三、基本知识纱线捻度是纱线单位长度上的捻回数,用以衡量同一细度纱线的加捻程度。
特数制的纱线,捻度用10cm长度内的捻回数表示:公制支数采用每米长度内的捻回数表示。
试样的实际捻度按下式计算:1、特数制实际捻度Tt:试样捻回数总和Tt= —————————————————×100(捻/10cm)(16-1)试样夹持长度(mm)×试验次数2、公制支数实际捻度Tm:试样捻回数总和Tm= —————————————————×1000(捻/m) (16-2)试样夹持长度(mm)*试验次数纱线加捻方向,分别根据纤维在单纱上或单纱在股线上的倾斜方向不同,分为Z捻和S 捻两种。
如果单纱上的纤维或股线上的单纱,在加捻后由下而上系自右向左倾斜的称为S 捻(顺手捻);而由下向上系自左向右倾斜者为Z捻(反手捻),如图16-1所示。
股线捻向的表示方法是:第一个字母表示单纱捻向,第二个字母表示股线捻向,如ZS表示单纱为Z捻,股线为S捻。
如果股线有复捻,则第三个字母表示复捻的方向,即ZSZ表示单纱Z捻,股线初捻为S,复捻为Z。
加捻的多少,直接影响纱线的物理机械性能和纱线的产量。
一般不影响纱线质量的条件下,降低捻度可以提高生产效率。
捻度的多少,应根据纱线的用途(机织用纱、针织用纱和股线用纱等)而定。
在工厂中捻度实验,各品种、各机台每季度至少轮试一次。
试样应在各机台上随机取得,每台不少于2个纱管,并不得在同一锭带上拔取。
每个纱管取样次数,以及每次试验总数均有国家标准规定,见表16-1和表16-2。
试样退绕时,必须与实际加工退绕方式一致,管纱头端纱线应去掉,各试样之间应有1m以上的随机间隔。
纱线测试实验

实验2 纱线测试实验一、实验的目的与要求掌握纱线认识与纱线支数的测试;纱线捻度的测试;单纱强度及伸长率测试试验。
要求学生认识常规纱线的外观特征,掌握纱线支数的测试方法,并进行细度指标间的换算。
了解捻度机仪器的结构,掌握各种单纱及股线的捻度的测试方法,并掌握单纱强力机的结构和原理,掌握纱线强伸度的测试方法。
二、基础知识1.纱线的线密度测定线的线密度(细度)是表示纱线的粗度程度的指标, 纱线线密度决定着织物的品种、风格、用途和物理机械的性质。
线密度低的纱线其强力一般较低,织物的厚度轻薄,单位面积的重量也较轻,适于作轻薄性衣料;线密度高的纱线,其强力则较高,织物厚实,单位面积的重量也较重,故适于作中厚型衣料。
纱线的线密度指标有两类,即直接指标和间接指标,直接指标用纱线的直径来表示。
间接指标是利用纱线的长度和重量间的关系来间接表示纱线的线密度的因为纱线柔性体,截面并非圆形,在不同外力作用下可能呈椭圆形、跑道形、透镜形等形状。
纱线的理论直径通常是由纱线的线密度换算而得。
纱线表面有毛羽,截面形状不规则,并容易变形,较难实际测量,故纱线的线密度常用间接指标表。
纱线线密度间接指标有定长制(特克斯和旦尼尔)和定重制(公制支数、英支支数)两种。
定长制系指一定长度纱线的重量,它的数值越大,表示纱线越粗。
定重制系指一定重量纱线的长度,它的数值越大,表示纱线越细。
我国法定计量单位线密度的单位为特克斯(tex ),它是指1000m 长纱线在公定回潮率时的重量克数,目前我国棉纱线、棉型化纤纱线和中长化纤纱线的线密度规定采用特克斯为单位。
采用绞纱称重法来测定纱线的特数:绞纱周长为1m ,每缕l00圈,每批纱线取样后摇30绞,烘干后称总重量,将总重量除以30,得每绞纱的平均干量。
根据下式可求得所测纱线的线密度,单位为特克斯(tex)。
如下:N tex = 10G 0×100100K W ⨯ 式中:N tex ——— 纱线的线密度(tex )G 0 ——— 绞纱平均干态质量(g )W K ——— 纱线的公定回潮率(%)在毛纺和绢纺生产中,习惯采用公制支数为单位以往曾采用以公制支数为单位。
纱线加捻指标及其计算-捻度和捻回角
纱线加捻指标及其计算-捻度和捻回角如果纤维须条的一端被控持住,另一端绕自身轴线回转,即可形成纱线,这一过程,称为加捻。
对短纤维纱来说,加捻是纱线获得强力及其他特性的必要手段。
对长丝纱和服线来说,加捻可形成一个不易被横向外力所破坏的紧密结构。
加捻还可形成变形丝及花式线。
加捻的多少及加捻方向不仅影响织物的手感和外观,还影响织物的内在质量。
表示纱线加捻程度的指标有捻度、捻回角、捻幅和捻系数。
表示加捻方向的指标是捻向。
(一)捻度单位长度的纱线所具有的捻回数称为捻度。
纱线的两个截面产生一个360°的角位移,称为一个捻回,即通常所说的转一圈。
捻度的单位随纱线的线密度不同而不同,特克斯制捻度Ttex的单位为捻/10cm,通常习惯用于棉型纱线;公制支数制捻度Tm的单位为捻/m,通常用来表示精梳毛纱及化学纤维长丝的加捻程度。
粗梳毛纱的加捻程度既可用特克斯制捻度,也可用公制支数制捻度来表示。
英制文数制捻度Te的单位为捻/英寸。
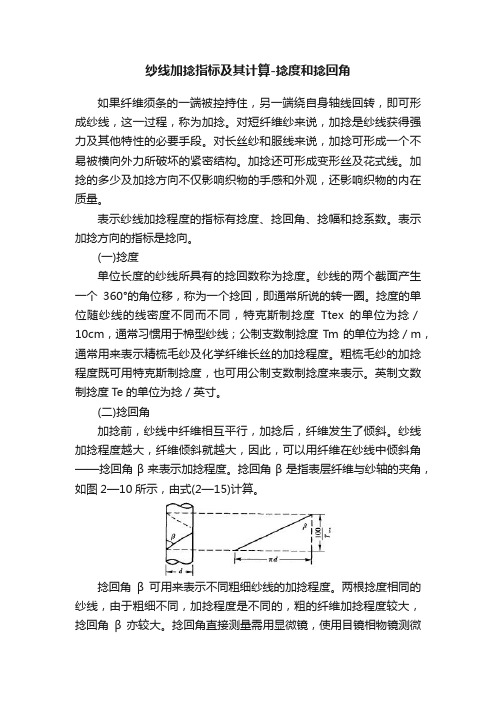
(二)捻回角加捻前,纱线中纤维相互平行,加捻后,纤维发生了倾斜。
纱线加捻程度越大,纤维倾斜就越大,因此,可以用纤维在纱线中倾斜角——捻回角β来表示加捻程度。
捻回角β是指表层纤维与纱轴的夹角,如图2—10所示,由式(2—15)计算。
捻回角β可用来表示不同粗细纱线的加捻程度。
两根捻度相同的纱线,由于粗细不同,加捻程度是不同的,粗的纤维加捻程度较大,捻回角β亦较大。
捻回角直接测量需用显微镜,使用目镜相物镜测微尺来测量,既不方便又不易测难确,所以实际中需要时用式(2—15)计算。
下载大耀纱布商城app,买纱购布一步到位。
试纱纱支捻度测试标准

试纱纱支捻度测试标准
一、退捻加捻法:
1、试标长度为:254㎜(10M)
2、预加张力按下表设置
3、伸长控制范围如下表:
4、开启电源,计算器复“0”然后将棉纱一端夹于左钳中心当指针对准标心尺“0”
位时,计算器左侧显示器示红灯,同时右钳夹住纱另一端开启动机焉向”按钮,反向解捻(指针先左偏转)再加捻直至停止。
5、捻定计算:计算器读数/12/10英时(转1英时)
6、每批纱随机取4个筒子纱,每个纱在不同的部位测试10次,最后计算其平均
值。
二、直接计算法(一般用于双股纱)
1、用退捻加捻法:1、
2、3点
2、预加张力按下表设置:
3、在捻度机捻度设置键上预先选定一个计算值然后开启电动机技向退捻至股纱
中工根单股纱色分开。
4、捻度计算:计数器读数/10英时(转/英时)
5、计算公式√支数×TM(3.6)=捻度
6、纱支一般捻度表。
纱线结构特征—纱线的捻度和捻向

—纱线的分类
纱线捻度
一、加捻的意义
定义:须条一端握持,另一端回转的过程
A
A
短 纤 维 获 得 强 花 式
B
B
纱
力
线
长 丝 横 向 结 合 变 形
纱
力
丝
纱线捻度
二 、 表 示 加 捻 程 度 的 指 标1、捻度:单位长度纱线所具有的捻回数
A A
捻回:纱线截面产生一个360度的角位移
单 位 长 度
1(m)-------公制捻度Tm
10(cm)--特数制捻度Ttex
1(in)--------英制捻度 Te
B
B
化纤长丝、绢纺纱、精梳毛
纱 棉型纱线
进出口纱线
纱线捻度
二 、 表 示 加 捻 程 度 的 指 标2、捻回角:表层纤维与纱轴的夹角(β)
可用于表征不同粗细纱线的加捻程 度 纱线越粗,纤维倾斜越明显,捻回
线
同捻
μ 股线
α
捻缩率:加捻前后纱条长度的差值占加捻前长度的百分 率
异捻 股线
5 、 对光 泽和 手 感的影
响
α 纤维倾斜,纱线表面粗糙不平—光泽变差,手感变硬
角越大,加捻程度越大
需显微镜,测量不方便,实际生产 中不采用,常用于理论表述
β
100
Ttex
β
β
d
πd
Ttex π
tan β= πd 100 = 100 0.03568
•Ttex
令αt= 892 tan β
= Ttex • Tt
纱线捻度
二 、 表 示 加 捻 程 度 的 指 标3、捻系数α :结合细度表示加捻程度的相对指
五 加捻对纱线(单纱)结构性能的影响
几种纱线捻度测试方法的比较
捻) 的捻 回数 , 然后计算纱线 的捻度 。 彭 泽棉 纺厂 纱线 品种 繁 多 ,为 了减 小 测量 误
表示 为每 1 O厘米 的捻 回数 ( 1c 。 捻/0m) 纱线捻度是
一
项 重要 的技 术指标 , 评定纱线产 品等级 的主要 是
依 据之一 , 度对纱 线 的结构 、 理性 能 和织物 的 捻 物 风格及成衣 的服用性 能有 着直接影响 。因此纱线捻 度 的测试 既要 精确 反 映纱线 本身 所 固有 的真 正捻
持器夹 住 已知长度 纱线 的两 端 , 中一夹持器 回转 其 带动试 样一端旋转 ,使纱线 先退捻后 反向加捻 。 纱
线分 别产 生捻 伸 和捻缩 ,当纱线 回复到初 始长 度 时。 退捻 加捻 的捻 回数 即为该 长度纱线 上捻 回数 的 二倍 。 目前多采用 Y 3 L 3 N型数字式捻度机测 试纱 1 线捻 度 , 配有微 机控 制 系统直 接记 录纱 线退 捻 ( 加
度, 又要顾及操 作简单 、 速准确 。因此 , 快 正确 测量
纱线 捻度一 直受到生产 和科 研 的重 视 . 也有 多种捻 度测试方法被相继 提出- 目前 国内外常用的直接 0如 退 捻法 、 一次 退捻加 捻法 、 次退 捻加 捻法 和 三倍 二
差 。 测试的捻度值 最大程度 接近纱线 设计 的捻度 使 值. 对各 种纱线采用 了不 同的捻度测 试方法进行 比 较 。本 文阐述 了彭泽棉纺厂 分别采用 直接退捻 法 、
实验19纱线密度、捻度与强伸度检测课件
掌握纱线密度、捻度与强伸度之间的关系
纱线密度与强伸度
密度、捻度与织物性能
纱线中纤维或长丝的数量会影响纱线 的强度和延伸性,通常纱线密度越高, 强伸度越大。
纱线的密度和捻度还影响织物的外观、 质地和性能,如织物的蓬松度、柔软 度、保暖性等。
度和手感。
织物的风格
不同的密度、捻度和纤维组合可 以赋予织物不同的外观和风格, 如粗犷、细腻、挺括、柔软等。
05 实验总结
总结实验结果
01
纱线密度
通过实验测量,我们发现纱线的密度与纤维的排列和紧密程度有关,密
度越高,纱线的强度和耐磨性越好。
02 03
捻度
捻度是纱线的一个重要参数,它决定了纱线的柔软度和强度。实验结果 表明,随着捻度的增加,纱线的强度和柔软度都得到提高,但捻度过高 会导致纱线变硬,影响织物的舒适性。
强伸度
强伸度是纱线的一个重要物理性能,它决定了织物的弹性和耐用性。实 验结果表明,强伸度与纤维的弹性、纱线的结构以及织物的用途有关。
反思实验过程中的不足与改进建议
不足
在实验过程中,我们发现有些测量设备的精度不够高,导致测量结果存在一定的 误差。此外,在实验操作过程中,也存在一些不规范的操作,影响了实验结果的 准确性。
纱线捻度的检测原理
01
纱线捻度是指纱线中纤维绕中心 轴线旋转的圈数,通常用捻回数 表示。检测纱线捻度的方法有多 种,其中最常用的是观察法。
02
原理:通过观察纱线表面纤维的 旋转方向和旋转圈数,可以得出 纱线的捻向和捻回数。
纱线强伸度的检测原理
纱线强伸度是指纱线在受到外力作用时所表现出的拉伸性 能,通常用断裂强力表示。检测纱线强伸度的方法有多种 ,其中最常用的是拉伸试验法。
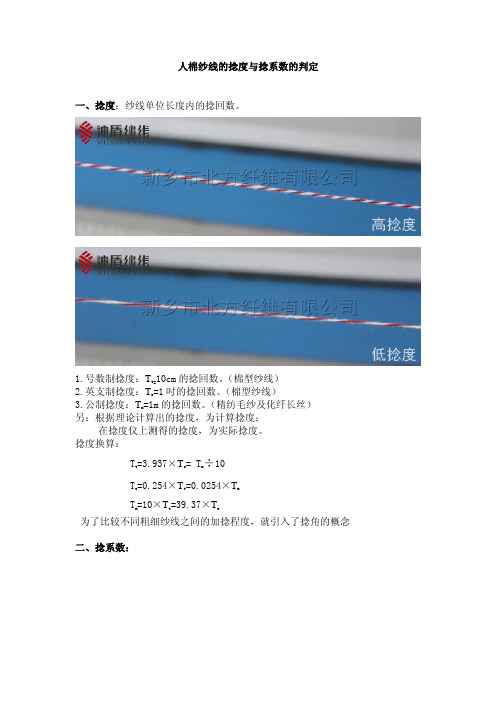
人棉纱线的捻度与捻系数的判定
类别
梳棉织布用纱
精梳棉织布用纱 梳棉织布
针织起绒用纱 精梳起绒 涤棉混纺纱
棉型纱线常用捻系数
号数或用途
捻系数αt
经纱
纬纱
8-11
330-420
300-370
12-30
320-410
290-360
32-192
310-400
280-350
4-5
330-400
300-350
6-15
320-390
290-340
人棉纱线的捻度与捻系数的判定 一、捻度:纱线单位长度内的捻回数。
1.号数制捻度:Tt=10cm 的捻回数。(棉型纱线) 2.英支制捻度:Te=1 吋的捻回数。(棉型纱线) 3.公制捻度:Tm=1m 的捻回数。(精纺毛纱及化纤长丝) 另:根据理论计算出的捻度,为计算捻度;
在捻度仪上测得的捻度,为实际捻度。 捻度换算:
16-36
310-380
280-330
10-30 32-88 96-192
≤330 ≤310 ≤310
14-36
≤310
单纱织物用纱
362-410
股线织物用纱
324-362
针织内衣用纱
305-334
经编织物用纱
382-400
股线捻系数与单纱捻系数的比值:
棉型织物用经纱: 1.2~1.4 棉型织物用纬纱: 1.0~1.2 针织汗布用棉型纱: 1.3~1.4 针织棉毛用棉型纱: 0.9~1.1
(1) 经纱所需强度较高,捻系数应当较大; (2) 薄爽织物的针织外衣织物,要求具有滑、挺、爽的风格和防止起毛
起球,捻系数应较大; (3) 纬纱及针织用纱,一般要求柔软而扭矩小,捻系数应当小一些; (4) 机织和针织起绒织物用小,为利于起绒,捻系数应当小一些。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
×100% 100%
式中:L 为退捻后的纱线长度 , 式中: L1 为退捻后的纱线长度, L2 为股线的 试样长度。 试样长度。
纱线捻向示意图
涡流纱
喷气纱
环锭纱
目的要求
通过实验,掌握Y331L型捻度机的结构和使 通过实验,掌握Y331L型捻度机的结构和使 用方法,使用捻度机测定纱线的捻度和捻 缩。
Tt
基本概念
捻向:根据纱线表面纤维倾斜的方向, 捻向:根据纱线表面纤维倾斜的方向 , 纱线的捻 向有Z捻和S 向有Z捻和S捻,如双股线为ZS捻,即由两根Z捻单 如双股线为ZS捻 即由两根Z 纱以S捻向合股而成。 纱以S捻向合股而成。 捻缩率:纱线捻缩是指纱线因加捻而缩短或伸长 的长度,用捻缩率表示。 的长度,用捻缩率表示。
结果计算(人工计算) 结果计算(人工计算)
平均捻度、捻系数、捻缩率
仪器设备、材料 仪器设备、
Y331L型捻度机,纱线,挑针等 Y331L型捻度机,纱线,挑针等
纱线捻度机构造
捻度的测定方法
捻度的测定主要有三种方法:直接退捻法、 一次退捻加捻法、三次退捻加捻法。 直接退捻法适用于股线捻度的测定,一次 退捻加捻法适用于普通单纱捻度的测定, 三次退捻加捻法适用于气流纱。
纱线捻度捻缩测定
概
述
加捻是成纱的必要条件,短纤维通 过加捻才能制成具有一定物理机械性能的纱 线;长丝为了提高单丝间的紧密度,便于加 工和改善织物性能,往往也需要加捻。
基本概念
捻回数:加捻是使平行伸直的纤维须条的两个截面产生 捻回数:加捻是使平行伸直的纤维须条的两个截面产生 相对回转,两个截面的相对回转数叫捻回数。 捻度:纱线单位长度内的捻回数叫捻度,我国棉型纱线 捻度:纱线单位长度内的捻回数叫捻度,我国棉型纱线 采用特数制捻度,即单位长度为10cm内的捻回数。 采用特数制捻度,即单位长度为10cm内的捻回数。 捻系数:在实际生产中,常用捻系数来表示纱线的加捻 捻系数:在实际生产中,常用捻系数来表示纱线的加捻 程度。捻系数是直接与纱线表面纤维的捻回角呈函数关 系的物理量,当纱线的体积重量一定时,捻系数可以表 示不同粗细纱线的加捻程度。测出纱线的捻度后,可用 下式计算捻系数: 特制捻系数:α=Tt
直接退捻法捻缩率计算
μ(%)=(纱线加捻前长度L1-纱线加捻后 (纱线加捻前长度L1长度L2) 纱线加捻前长度L1 长度L2)/纱线加捻前长度L1 =(纱线退捻后长度L1(纱线退捻后长度L1纱线退捻前长度L2) 纱线退捻后长度L1 纱线退捻前长度L2)/纱线退捻后长度L1 =△L/(250+△L) L/(250+△
ห้องสมุดไป่ตู้
退捻加捻法实验步骤
1、固定两纱夹间距离为25cm。 、固定两纱夹间距离为25cm。 2、据纱线特数给纱线加上一定的预加张力, 1.8 -1.4 cN。 cN。 tex 3、允许伸长限位值为4mm。 、允许伸长限位值为4mm。 4、在控制面板上设置:试验方法1,长度250 cm,次数、 、在控制面板上设置:试验方法1,长度250 cm,次数、 捻向、纱线特数等。 5、引纱,将纱线夹入左、右纱夹,放开定针片,并使读 数指针调至0 数指针调至0位后,割去纱尾。 6、按“试验”键后按“启动”键。待仪器自停即可读取 、按“试验”键后按“启动” 纱线捻度。 7、设定的试验次数全部测试完毕后,按“统计”健, 、设定的试验次数全部测试完毕后,按“统计” 仪器自动打印统计结果。
纱线捻度的测定原理
直接退捻法的测试原理:在一定张力下,夹住已 直接退捻法的测试原理:在一定张力下,夹住已 知长度纱线的两端,一端固定,另一端按退捻方 向绕轴向回转,直至股线中的单纱或单纱、复丝 中的单纤维完全平行为止,退去的捻回数即为该 纱线试样长度内的捻回数。 一次退捻加捻法的测试原理:在一定张力下,夹 一次退捻加捻法的测试原理:在一定张力下,夹 住已知长度纱线的两端,一端固定,另一端按退 捻方向绕轴向回转,测量经退捻和反向加捻后回 复到起始长度时的捻回数,该捻回数即为纱线试 样长度内的捻回数的两倍。
直接退捻法实验步骤
1、固定两纱夹间距离为25cm。 、固定两纱夹间距离为25cm。 2、据纱线特数给纱线加上一定的预加张力,0.25cN/tex。 、据纱线特数给纱线加上一定的预加张力,0.25cN/tex。 3、在控制面板上设置:试验方法0,长度250 cm,次数、 、在控制面板上设置:试验方法0,长度250 cm,次数、 预置捻回数、捻向、纱线特数等。 4、引纱,将纱线夹入左、右纱夹,放开定针片,并使读数 指针调至0 指针调至0位后,割去纱尾。 5、按“试验”键后按“启动”键。退捻至预置捻回数时, 、按“试验”键后按“启动” 右纱夹停止回转,将挑针插入纱线左端两根纱线之间, 从左到右将股线挑开,并转动手柄退掉剩余捻回,按 “处理”键,即可得到股线捻度。 处理” 6、读取退捻后的伸长读数以计算捻缩率。 7、设定的试验次数全部测试完毕后,按“统计”健,仪器 、设定的试验次数全部测试完毕后,按“统计” 自动打印统计结果。