纱线检验规程
纱线产品质量监督抽查实施细则

纱线产品质量监督抽查实施细则1 抽样方法以随机抽样的方式在被抽样生产者、销售者的待销产品中抽取。
抽样基数满足抽样数量即可。
抽样数量:抽取30管/15筒。
除特殊要求外,无需备样。
随机数一般可使用随机数表、随机数骰子或扑克牌等方法产生。
2 检验依据表1 纱线检验项目凡是注日期的文件,其随后所有的修改单(不包括勘误的内容)或修订版不适用于本细则。
凡是不注日期的文件,其最新版本适用于本细则。
3 判定规则3.1依据标准下列引用的文件,其最新版本或修改单均适用于本细则。
GB/T398-2008棉本色纱线GB/T5324-2009精梳涤棉混纺本色纱线FZ/T12003-2014粘胶纤维本色纱线FZ/T12004-2015涤粘混纺本色纱线FZ/T12005-2011普梳涤与棉混纺本色纱线FZ/T12006-2011精梳棉涤混纺本色纱线FZ/T63001-2014缝纫用涤棉本色纱线FZ/T 12019-2009涤纶本色纱线FZ/T63007-2007棉绣花线FZ/T71005-2014针织用棉本色纱FZ/T52005-2014缝纫线用涤纶短纤维FZ/T12001-2015转杯纺棉本色纱FZ/T71005-2014针织用棉本色纱FZ/T12014-2014针织用棉色纺纱FZ/T12016-2014涤与棉混纺色纺纱FZ/T63009-2009涤棉包芯缝纫线FZ/T12032-2012纯棉竹节本色纱相关的法律法规、部门规章和规范经备案现行有效的企业标准及产品明示质量要求。
3.2判定原则经检验,检验项目全部合格,判定为被抽查产品所检项目合格;检验项目中任一项或一项以上不合格,判定为抽查产品不合格。
若被检产品明示的质量要求高于本细则中检验项目依据的标准要求时,应按被检产品明示的质量要求判定。
若被检产品明示的质量要求低于本细则中检验项目依据的标准要求时,应按照强制性标准要求判定。
若被检产品明示的质量要求低于或包含细则中检验项目依据的推荐性标准要求时,应以被检产品明示的质量要求判定。
纱线检测方法
纱线检测方法
纱线检测方法主要包括以下几种:
1.纱线捻度检测:主要有直接计数法和退捻加捻法。
直接计数法是在规定的张力
下,夹住一定长度试样的两端,旋转试样一端,退去试样的捻度,直至试样构成单元平行时测得捻回数的方法。
退捻加捻法则是在一定张力下,用夹持器夹住已知长度被测试
样纱线的两端,经退捻和反向加捻后,试样回复到起始长度所需捻回数的50%即为该长度下的纱线捻回数。
退捻加捻法又可以分为退捻加捻A法、退捻加捻B法、三次退捻加捻法等。
2.纱线强度检测:将纱线拉伸到它的强度极限,并用载荷电子计将它的负载测定。
可采用单纱强度测试或多绳强度测试方案。
单纱强度测试通常把纱线截成固定的长度,这样易于控制测试和计算。
多绳强度测试则要求将多股纱线并于一起,并将其作为一个单一的实体进行测试。
3.纱疵检测:依据纱线疵点粗度、细度及其各自的长度分为不同级别,根据不同
用途的纱线作出不同的纱疵控制。
通过电子检测仪器进行纱疵检测,可以准确地评估、推断一批纱线的疵点情况,以此预测一批纱线有害纱疵对后加工织物布面的影响。
此外,还有一些其他的纱线检测方法,如纱线支数检测、纱线毛羽检测、纱线条干检测等。
这些方法都是通过对纱线的各项物理指标进行测定,以评估纱线的质量和性能。
请注意,具体的纱线检测方法应根据纱线的种类、用途以及检测要求等因素进行选择。
同时,在进行纱线检测时,应严格按照相关的检测标准和操作规范进行操作,以确保检测结果的准确性和可靠性。
纺织厂车间纱线质检
纺织厂车间纱线质检在纺织工业中,纱线质量的稳定性和可靠性对于产品的最终品质至关重要。
因此,纺织厂车间的纱线质检工作至关重要,它不仅直接影响着产品的质量,还关系到企业的声誉与利益。
本文将会就纺织厂车间纱线质检进行探讨,介绍纱线质检的基本流程以及常见的纱线质量问题。
一、纱线质检的基本流程1. 采样:纺织厂车间纱线质检的第一步是采样。
为了确保样本具有代表性,应该从每个生产周期的不同位置抽取纱线样本。
在采样过程中,纱线的颜色、纤维长度、纤维强度等重要指标需要被记录下来。
2. 外观检查:在纱线质检中,外观检查是非常重要的一步。
纺织工厂应该使用光学仪器或放大镜来观察和分析纱线的外观,检查是否存在断纱、毛刺、污渍、死节等问题。
3. 物理指标测试:物理指标测试是纱线质检的重要环节。
通过对纱线的线密度、强度、伸长率等指标进行测试,可以评估纱线的质量是否符合要求。
4. 化学检测:某些情况下,纱线还需要进行化学检测。
这种检测可以用来确定纱线是否含有有害物质,以及有无色牢度等化学性能。
二、常见的纱线质量问题1. 断纱:断纱是纱线质量问题中最常见的问题之一。
断纱可能会导致生产线停机,增加生产成本,并且降低产品的质量。
因此,纺织工厂车间应该密切注意纱线的强度和弯曲性能,以减少断纱的发生。
2. 毛刺:毛刺是纺织工厂车间质检中常见的外观问题。
毛刺不仅会影响产品的外观效果,还可能对肌肤产生刺激。
因此,纱线质检中需要仔细观察和检测纱线是否存在毛刺问题,并及时采取措施解决。
3. 死节:死节是纱线中出现的一种纤维短节,它使纱线的质量下降,容易断裂。
在纺织品生产过程中,死节会导致产品的起球、断裂等问题,降低产品的质量和寿命。
4. 不均匀线密度:纱线的线密度是指单位长度的纱线所包含的质量。
不均匀的线密度会导致纺织品的不均匀,影响产品的外观效果和整体质量。
因此,纱线质检中需要对线密度进行测试,以保证其均匀性。
结论纺织厂车间纱线质检是确保产品质量的重要环节。
纱线检验规程

1、目的通过对外购纱线的检验,有效地监控原材料质量,使其符合公司及客户要求。
2、引言本规程适用于南海太平地毯有限公司外购纱线的检验。
3、检验规则取样1)取样数量按QB/T2518-2001《地毯用纱》 <组批与抽样> 中规定执行即:用于物理指标及外观质量抽样检验的产品,根据产品批量大小确定样本大小,从批中随机抽取样本单位。
批量在5000kg及以下,取样10大绞或10个筒纱,批量在5000kg 以上的取样20大绞或20个筒纱。
2)所抽取样品须注明批号、包号和物料名称等信息。
试验次数规定1)线密度测20次2)纱线捻度试验40次3)纱线强力:名义强力4500CN及以下试验20次,名义强力在4500CN以上的试验10次。
4)新批物料或有特殊要求需做“纤维定量分析和含油”试验时,规定取两个试样各试验一次(从样品中随机取)。
5)PP纬线热收缩试验20次6)回潮试验批量在1000KG及以下,取8个纱样,批量在1000KG以上的取12个纱样。
7)外观、绞长、绞重、绑线和条干(黑板)抽样数全检。
检验方法外观检验(见《纱线外观与支数检验记录表》);1)白度检验:GB/T 纺织品相对白度的仪器评定方法执行(送染部电脑测试);2)色差检验按GB/T 纺织品色差计算执行(送染部电脑测试);3)颜色检验按GB/T 8424-2001 纺织品表面颜色的测定通则执行(送染部电脑测试);4)光泽、纱疵、条干、色花和筒子成型检验:采用目测检验;5)绞重/筒重/绞长/绑线:逐绞称重测量。
支数检验(见《纱线外观与支数检验记录表》)按 GB/T 4743-1995 纱线线密度的测定执行捻度、捻向、纺纱结构检验(见《纱线捻度、捻向、纺纱结构检验记录表》)按 GB/T ~ 纺织品纱线捻度的测定第一部分:直接计数法执行纱线断裂强力及伸长率的检验(见《纱线断裂强力、断裂伸长率检验记录表》)按 GB/T 3916-1997 纺织品单根纱线断裂强力和断裂伸长率的测定执行混纺纱线定量分析(见《纺织品定量分析记录表》)试验方法按 GB/T 2910-1997 纺织品二组分纤维混纺产品定量化学分析执行纱线含油率测试试验方法按 FZ 20002-91 毛纺织品含油脂率的测定执行回潮率检验(见《纺织品回潮率检验记录表》)试验方法按 GB/T 9995-1997 纺织材料含水率和回潮率的测定执行PP纬线热收缩检验(见《纱线受热收缩检验记录表》)仪器和工具纤维干热收缩测定仪、秒表试验条件:1)预加张力:<200TEX纱线:11±1CN;>200TEX纱线:21±1CN。
纱线检验规程

1、目的通过对外购纱线的检验,有效地监控原材料质量,使其符合公司及客户要求。
2、引言本规程适用于南海太平地毯有限公司外购纱线的检验。
3、检验规则3.1 取样1)取样数量按QB/T2518-2001《地毯用纱》6.2 <组批与抽样> 中规定执行即:用于物理指标及外观质量抽样检验的产品,根据产品批量大小确定样本大小,从批中随机抽取样本单位。
批量在5000kg及以下,取样10大绞或10个筒纱,批量在5000kg以上的取样20大绞或20个筒纱。
2)所抽取样品须注明批号、包号和物料名称等信息。
3.2 试验次数规定1)线密度测20次2)纱线捻度试验40次3)纱线强力:名义强力4500CN及以下试验20次,名义强力在4500CN以上的试验10次。
4)新批物料或有特殊要求需做“纤维定量分析和含油”试验时,规定取两个试样各试验一次(从样品中随机取)。
5)PP纬线热收缩试验20次6)回潮试验批量在1000KG及以下,取8个纱样,批量在1000KG以上的取12个纱样。
7)外观、绞长、绞重、绑线和条干(黑板)抽样数全检。
3.3检验方法3.3.1 外观检验(见《纱线外观与支数检验记录表》);1)白度检验:GB/T 8424.2-2001 纺织品相对白度的仪器评定方法执行(送染部电脑测试);2)色差检验按GB/T 8424.3-2001 纺织品色差计算执行(送染部电脑测试);3)颜色检验按GB/T 8424-2001 纺织品表面颜色的测定通则执行(送染部电脑测试);4)光泽、纱疵、条干、色花和筒子成型检验:采用目测检验;5)绞重/筒重/绞长/绑线:逐绞称重测量。
3.3.2 支数检验(见《纱线外观与支数检验记录表》)按GB/T 4743-1995 纱线线密度的测定执行3.3.3 捻度、捻向、纺纱结构检验(见《纱线捻度、捻向、纺纱结构检验记录表》)按GB/T 2543.1~2543.2--2001 纺织品纱线捻度的测定第一部分:直接计数法执行3.3.4 纱线断裂强力及伸长率的检验(见《纱线断裂强力、断裂伸长率检验记录表》)按GB/T 3916-1997 纺织品单根纱线断裂强力和断裂伸长率的测定执行3.3.5 混纺纱线定量分析(见《纺织品定量分析记录表》)试验方法按GB/T 2910-1997 纺织品二组分纤维混纺产品定量化学分析执行3.3.6 纱线含油率测试试验方法按FZ 20002-91 毛纺织品含油脂率的测定执行3.3.7 回潮率检验(见《纺织品回潮率检验记录表》)试验方法按GB/T 9995-1997 纺织材料含水率和回潮率的测定执行3.3.8 PP纬线热收缩检验(见《纱线受热收缩检验记录表》)3.3.8.1仪器和工具纤维干热收缩测定仪、秒表3.3.8.2试验条件:1)预加张力:<200TEX纱线:11±1CN;>200TEX纱线:21±1CN。
纱线检验规程
1、目得通过对外购纱线得检验,有效地监控原材料质量,使其符合公司及客户要求。
2、引言本规程适用于南海太平地毯有限公司外购纱线得检验。
3、检验规则3、1 取样1)取样数量按QB/T2518-2001《地毯用纱》6、2 <组批与抽样> 中规定执行即:用于物理指标及外观质量抽样检验得产品,根据产品批量大小确定样本大小,从批中随机抽取样本单位。
批量在5000kg及以下,取样10大绞或10个筒纱,批量在5000kg以上得取样20大绞或20个筒纱。
2)所抽取样品须注明批号、包号与物料名称等信息。
3、2 试验次数规定1)线密度测20次2)纱线捻度试验40次3)纱线强力:名义强力4500CN及以下试验20次,名义强力在4500CN以上得试验10次。
4)新批物料或有特殊要求需做“纤维定量分析与含油”试验时,规定取两个试样各试验一次(从样品中随机取)。
5)PP纬线热收缩试验20次6)回潮试验批量在1000KG及以下,取8个纱样,批量在1000KG以上得取12个纱样。
7)外观、绞长、绞重、绑线与条干(黑板)抽样数全检。
3、3检验方法3、3、1 外观检验(见《纱线外观与支数检验记录表》);1)白度检验:GB/T 8424、2-2001 纺织品相对白度得仪器评定方法执行(送染部电脑测试);2)色差检验按GB/T 8424、3-2001 纺织品色差计算执行(送染部电脑测试);3)颜色检验按GB/T 8424-2001 纺织品表面颜色得测定通则执行(送染部电脑测试);4)光泽、纱疵、条干、色花与筒子成型检验:采用目测检验;5)绞重/筒重/绞长/绑线:逐绞称重测量。
3、3、2 支数检验(见《纱线外观与支数检验记录表》)按GB/T 4743-1995 纱线线密度得测定执行3、3、3 捻度、捻向、纺纱结构检验(见《纱线捻度、捻向、纺纱结构检验记录表》)按GB/T 2543、1~2543、2--2001 纺织品纱线捻度得测定第一部分:直接计数法执行3、3、4 纱线断裂强力及伸长率得检验(见《纱线断裂强力、断裂伸长率检验记录表》)按GB/T 3916-1997 纺织品单根纱线断裂强力与断裂伸长率得测定执行3、3、5 混纺纱线定量分析(见《纺织品定量分析记录表》)试验方法按GB/T 2910-1997 纺织品二组分纤维混纺产品定量化学分析执行3、3、6 纱线含油率测试试验方法按FZ 20002-91 毛纺织品含油脂率得测定执行3、3、7 回潮率检验(见《纺织品回潮率检验记录表》)试验方法按GB/T 9995-1997 纺织材料含水率与回潮率得测定执行3、3、8 PP纬线热收缩检验(见《纱线受热收缩检验记录表》)3、3、8、1仪器与工具纤维干热收缩测定仪、秒表3、3、8、2试验条件:1)预加张力:<200TEX纱线:11±1CN;>200TEX纱线:21±1CN。
纱线j检验作业指导书
版本/修改状态 A/0 纱线检验作业指导书页 码 第1页 共4页纱线检验作业指导书1、目的规范公司的纱线原料的检验,避免纱线质量影响面料质量生产,以及避免不合格纱线流入到生产。
2、范围适用于公司所有进货的纱线、包括外加工3、工作职责3.1 品控部负责本作业指导书的制定、修改并不断完善。
3.2 纱线检验员负责按照本作业指导书对纱线进行检验并做好记录。
3.3 采购部依据本标准和供应商进行相关的合同签订、谈判和协商等。
4、检验项目4.1线密度和回潮率、单纱强力、捻度和捻缩理化指标、毛纤维细度、条干均匀度5、检验方法5.1准备工作:绞纱5.1.1首先,实验室对送检纱线是否符合送检样品的测试要求直接登记接收。
实验室测试主要按照标准进行测试。
5.1.2绞纱绞纱是纱线测试的第一步,实验室采用绞纱称重法来测算纱线的公支支数:绞纱周长为1m,每绞精梳毛纱为50圈长50m,每绞粗梳毛纱为20圈长20m,每批纱取样后摇20绞。
5.2.密度和回潮率的测定称取每组绞纱的重量和总的湿态重量,然后将纱线放入温度为105℃的烘箱中,烘干时间45-60min左右,取出纱线,立即称取纱线干重。
求得每绞纱的平均干态质量后,按下式计算所测纱线的公制支数:版本/修改状态 A/0纱线检验作业指导书页 码 第2页 共4页标准重量=称见重量*(100+公定回潮率)/(100+实际回潮率)=材料干重*(100+公定 回潮率)/100 公制支数=长度/标准重量回潮率=(烘前总重量-试样干燥总重)/(试样干燥总重)*100% 5.3单纱强力的测定5.3.1打开机器电源,调整上、下夹头之间的距离为500mm.设定500 mm/min 的拉伸速度。
5.3.2.根据纱线特数,按以下规定选定初张力。
棉纺、麻纺、丝和绢纺纱线以及化纤长丝的预张力采用0.5。
0.1/cN tex ±5.3.3取一只待测试样管纱,插入纱架中,并将纱头用左手引出,使之通过仪器上的导纱钩,然后用右手下上拨开上夹持器的夹柄,使钳口张开,左手将纱线通过上夹持器钳口,并使通过钳口的纱线有足够长度,再向下压紧夹柄,使上夹持器夹住纱线。
棉纱品质测试
• 以上仅做粗步了解,详情请看GB/T 4743-2009
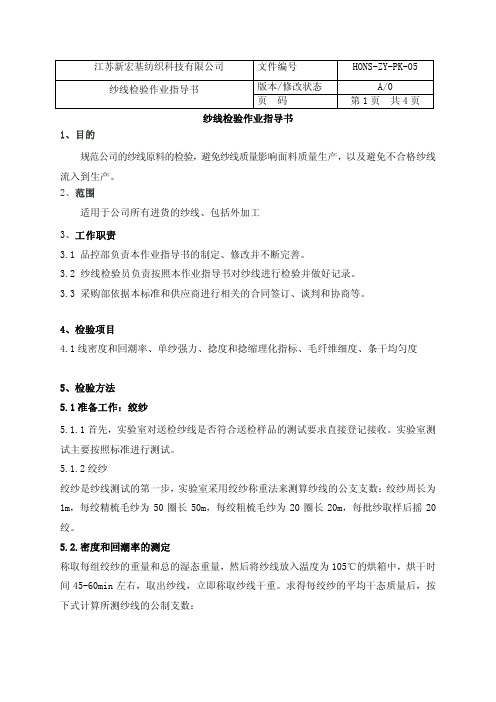
USTER条干均匀度测定仪
该仪器是一种电容试的检测仪器。当纱条以一定速度连续通过 平板式空气电容器的极板时,纱条线密度的变化引起电容量的 相应变化,经过一系列的电路转化和运算处理,将最终信息分 别输入积分仪、波谱仪、记录仪和疵点仪,就可得到纱条的不 匀率数值、不匀率曲线、波谱图及粗节、细节、棉结等测试结 果。
(2)张力调节器4:用此旋钮调节纱线张力。细纱一般控制在4-5数字可度上。
(3)根据一次连续测试的纱管数转动旋钮5,使纱管数与旋钮圆盘数字相一致。
(4)移动测试槽开关6,将黑色握持块对准所需测式槽号。
(5)测试槽2:根据不同的极板长度和宽度共设有五个测槽,分别测试不同支数 的细纱、粗纱和条子。
(6)速度旋钮7:旋转此钮,使圆盘上速度数字对准上方竖线。
3.4在正常目力条件下,检验者黑板的距离为1±0.1m,视线与纱板中心 应平行。
3.5取一块试样黑板与标准样照对比,首先看样板的总体外观情况,初 步确定与之对比的样照级别,然后再结合评级规定条文全面考虑,最后 定级
四、评级规定
本标准对纱线条干的品级分为四个级,即优级、一级、 二级、三级。
评级时以纱板的条干总均匀度与棉杂程度对比标准样 照,作为评定等级的主要依据。对比结果:好与或等于优 级样照的按优级评定;好与或等于一级样照的按一级评定; 差与一级样照的评为二级。严重疵点、阴阳板、一般规律 性不匀评为二级、严重规律性不匀评为三级。
三、试验步骤
黑板条干均匀度
3.1取样 每个品种的纱线每批检验一份试样,取最后成品检验, 每份试样取10个卷装,每个卷装摇一块黑板,共检验十块黑板。
3.2将试样摇在黑板上,绕纱密度应均匀,必要时可用手工进行整 理,使之排列整齐,密度一致。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1、目的
通过对外购纱线的检验,有效地监控原材料质量,使其符合公司及客户要求。
2、引言
本规程适用于南海太平地毯有限公司外购纱线的检验。
3、检验规则
取样
1)取样数量按QB/T2518-2001《地毯用纱》 <组批与抽样> 中规定执行即:用于物理指标及外观质量抽样检验的产品,根据产品批量大小确定样本大小,从批中随机抽取样本单位。
批量在5000kg及以下,取样10大绞或10个筒纱,批量在5000kg以上的取样20大绞或20个筒纱。
2)所抽取样品须注明批号、包号和物料名称等信息。
试验次数规定
1)线密度测20次
2)纱线捻度试验40次
3)纱线强力:名义强力4500CN及以下试验20次,名义强力在4500CN以上的试验10次。
4)新批物料或有特殊要求需做“纤维定量分析和含油”试验时,规定取两个试样各试验一次(从样品中随机取)。
5)PP纬线热收缩试验20次
6)回潮试验批量在1000KG及以下,取8个纱样,批量在1000KG以上的取12个纱样。
7)外观、绞长、绞重、绑线和条干(黑板)抽样数全检。
检验方法
外观检验(见《纱线外观与支数检验记录表》);
1)白度检验:GB/T 纺织品相对白度的仪器评定方法执行(送染部电脑测试);
2)色差检验按GB/T 纺织品色差计算执行(送染部电脑测试);
3)颜色检验按GB/T 8424-2001 纺织品表面颜色的测定通则执行(送染部电脑测试);
4)光泽、纱疵、条干、色花和筒子成型检验:采用目测检验;
5)绞重/筒重/绞长/绑线:逐绞称重测量。
支数检验(见《纱线外观与支数检验记录表》)按 GB/T 4743-1995 纱线线密度的测定执行
捻度、捻向、纺纱结构检验(见《纱线捻度、捻向、纺纱结构检验记录表》)按 GB/T ~ 纺织品
纱线捻度的测定第一部分:直接计数法执行
纱线断裂强力及伸长率的检验(见《纱线断裂强力、断裂伸长率检验记录表》)按 GB/T 3916-1997 纺织品单根纱线断裂强力和断裂伸长率的测定执行
混纺纱线定量分析(见《纺织品定量分析记录表》)
试验方法按 GB/T 2910-1997 纺织品二组分纤维混纺产品定量化学分析执行
纱线含油率测试
试验方法按 FZ 20002-91 毛纺织品含油脂率的测定执行
回潮率检验(见《纺织品回潮率检验记录表》)
试验方法按 GB/T 9995-1997 纺织材料含水率和回潮率的测定执行
PP纬线热收缩检验(见《纱线受热收缩检验记录表》)
仪器和工具纤维干热收缩测定仪、秒表
试验条件:
1)预加张力:<200TEX纱线:11±1CN;>200TEX纱线:21±1CN。
2)热处理温度:130℃±2℃
3)热处理时间:5min ;热处理后冷却平衡时间:2min
试验步骤
1)开启电源,使加热槽达到规定温度。
2)将试样夹入夹持器夹紧,下挂规定的预加张力夹,使试样处于绷直状态。
3)将挂好的试样推入加热槽内处理,当测试时间达到规定时,取出纱线,在室温条件让
纱线自然冷却2min后,记录纱线伸长(收缩)百分率L1。
(注:纱线收缩百分率用负数表示)
4)试验结果计算(结果保留2位小数)
4、判定和复检规则
1)产品质量按原材料收货规格进行判定。
2)外观检验项目中,有一项不合格时,允许从该批产品中加倍抽样复检,全部复检合格
时,则判定该批产品质量合格,如有一绞或一个筒子不合格则判定该批产品质量不合格。
3)内在质量检验项目以抽取全部样品的检验平均值,作为检验结果,如有一项不合格时,
允许从该批产品中加倍抽样复检,全部复检合格时,判定该批合格,否则判定该批产品内在质量
不合格。
5、记录。