纱线捻度的详细知识
纱线捻度的详细知识

纱线捻度(twist)的详细知识一定义为使纱线具有一定的强力、弹性、伸长、光泽、手感等物理机械性能的纱线,必须通过加捻改变棉纱,由纤维结构来实现纱线加捻,其实就是利用棉纱横截面间产生相对角位移,使原来伸直平行之纤维与纱轴发生倾斜来改变纱线结构,粗条在加捻过程由宽度逐渐收缩,两侧逐渐折迭而卷入纱线条中心,形成加捻三角形,在加捻三角形中,棉条的宽度和截面发生变化,从扁平带状,逐渐成圆柱形的纱。
(1).捻回之定义:纱条绕其轴心旋转360度即为一个捻回。
(2).捻度之定义:纱条在退捻前的规定长度内的捻回数,通常为每英寸之捻回数目( T.P.I )或每公尺之捻回数目( T.P.M )表示。
(3).捻系数定义:是纱线加捻程度的量度,按每单位长度的捻回。
T. M:数乘以纱线密度的平方根计算。
T.M = T.P.I /纱支的平方根T.P.I = T.M x纱支的平方根(4).捻向定义:当纱条处于铅直位置时,组成纱条的单元绕纱条轴心旋转形成的螺旋线的倾斜方向。
(5). S捻定义:纱条中纤维的倾斜方向与字母S中部相一致.为右手方向或顺时针方向之捻回纱。
(6). Z捻定义:纱条中纤维的倾斜方向与字母Z中部相一致,为左手方向或逆时针方向之捻回纱。
二捻度测试???????捻度通常不是均匀地分配在整根纱上,作测试捻度时要离开一码取样,捻度测试仪有很多种,大致设计都相同,首先把纱线被支撑点左边的钳夹住,然后拉至右边的旋转夹,刻度盘的指针为零度,将纱线夹在旋转夹上,样本纱线约10或20英寸,当旋转夹转动时,捻度被解开,当所有捻度消失时,旋转夹沿同一方向继续旋转直到捻度重新加入,指针向零标志。
转数表记录总转数,总圈数除二,再???????将纱线拉伸到断裂时,发现断裂截面上并不是所有纤维都断裂,而是一部份纤维断裂,另一部份纤维滑脱,且断裂的那部份纤维也不是同时断裂,这种断裂性能和单纱强力与纱的捻度有着密切的关系,随着捻度的增加,纱线强力继续增加,但到一定捻度之后,继续加捻度,强力反而下降,有利方面是捻度增加,纤维间摩擦阻力增加,使在断裂过程中强力的成分增加,不利方面是捻度增加,纤维与纱条轴线的倾角加大纤维强力在纱条轴向能承受的分力降低,而且捻度过大会增加纱条内外纤维应力分布不匀,加剧纤维断裂的不同时性,使强力随捻度增大而增大,两者相等时强力最大,这时捻度为临界捻度,与临界捻度相对应的捻系数称为临界系数.捻度增加,捻回角度增大,光向旁边侧面反射,光泽差、手感差,反之手感软,但捻度过小发生毛羽、手感松,光泽不一定好。
纱线的捻度名词解释

纱线的捻度名词解释一、引言纱线是由纤维经过纺纱加工而成的线状物,被广泛应用于各种纺织品的生产中。
纱线的质量和性能取决于多个因素,其中之一就是纱线的捻度。
本文将对纱线捻度进行详细解释,并介绍其对纱线品质和用途的影响。
二、纱线捻度的定义纱线的捻度是指卷曲在一定长度范围内的纱线扭转数。
一般情况下,捻度是以每单位长度的扭转数表示,比如每英寸或每米的扭转数。
捻度决定了纱线的紧密程度和强度。
三、纱线捻度的分类根据捻度的不同,纱线可以分为三类:低捻纱线、中捻纱线和高捻纱线。
1.低捻纱线低捻纱线的扭转数相对较少,线条较为松散。
这种纱线的优点是柔软舒适,适合制作贴身的内衣、床上用品等纺织品。
低捻纱线通常用于生产轻薄面料或具有舒适触感要求的纺织品。
2.中捻纱线中捻纱线的扭转数介于低捻纱线和高捻纱线之间。
这种纱线的特点是适度的强度和耐磨性,适用于生产常规面料,如衬衫、裤子等。
中捻纱线既能保持纱线纤维的柔软性,又能提供一定的紧密度和强度。
3.高捻纱线高捻纱线的扭转数最多,线条较为紧密。
这种纱线的特点是耐磨性和强度较高,适合制作对强度要求较高的纺织品,如工装、钓鱼线等。
高捻纱线也常用于生产织物的经纬纱,以增强整个织物的抗拉强度。
四、纱线捻度对纺织品的影响纱线捻度对纺织品的品质和用途产生重要影响。
1.柔软舒适度低捻纱线制成的纺织品柔软舒适,适合贴身穿着;而高捻纱线制成的纺织品柔软度较差,耐磨性和结实度较高。
2.强度和耐久性高捻纱线制成的纺织品具有较高的强度和耐久性,适合制作对强度要求较高的纺织品,如户外运动装备。
3.表面光泽纱线的捻度也会影响织物表面的光泽度。
一般来说,纱线捻度越高,织物表面光泽度越好。
4.适用性不同的纱线捻度适用于不同类型的织物和用途。
低捻纱线适用于贴身穿着的内衣、床上用品等;中捻纱线适用于常规面料的制作;高捻纱线适用于对强度要求较高的工装等。
五、纱线捻度选取的原则选择纱线捻度时需要根据纺织品的用途和要求进行综合考虑。
纱线加捻指标及其计算-捻度和捻回角
纱线加捻指标及其计算-捻度和捻回角如果纤维须条的一端被控持住,另一端绕自身轴线回转,即可形成纱线,这一过程,称为加捻。
对短纤维纱来说,加捻是纱线获得强力及其他特性的必要手段。
对长丝纱和服线来说,加捻可形成一个不易被横向外力所破坏的紧密结构。
加捻还可形成变形丝及花式线。
加捻的多少及加捻方向不仅影响织物的手感和外观,还影响织物的内在质量。
表示纱线加捻程度的指标有捻度、捻回角、捻幅和捻系数。
表示加捻方向的指标是捻向。
(一)捻度单位长度的纱线所具有的捻回数称为捻度。
纱线的两个截面产生一个360°的角位移,称为一个捻回,即通常所说的转一圈。
捻度的单位随纱线的线密度不同而不同,特克斯制捻度Ttex的单位为捻/10cm,通常习惯用于棉型纱线;公制支数制捻度Tm的单位为捻/m,通常用来表示精梳毛纱及化学纤维长丝的加捻程度。
粗梳毛纱的加捻程度既可用特克斯制捻度,也可用公制支数制捻度来表示。
英制文数制捻度Te的单位为捻/英寸。
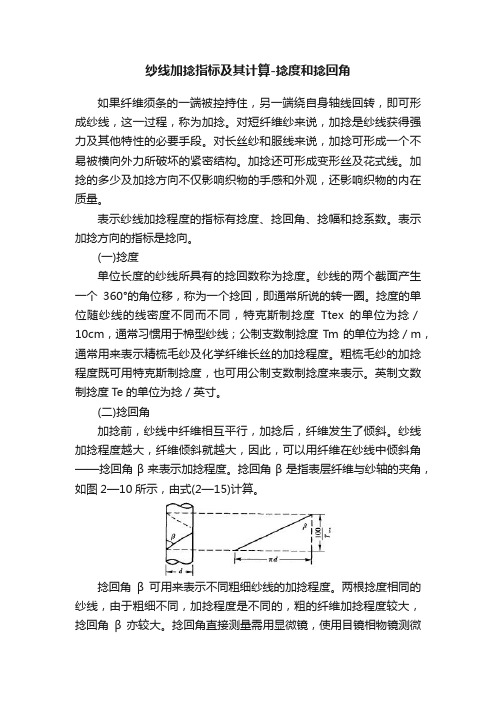
(二)捻回角加捻前,纱线中纤维相互平行,加捻后,纤维发生了倾斜。
纱线加捻程度越大,纤维倾斜就越大,因此,可以用纤维在纱线中倾斜角——捻回角β来表示加捻程度。
捻回角β是指表层纤维与纱轴的夹角,如图2—10所示,由式(2—15)计算。
捻回角β可用来表示不同粗细纱线的加捻程度。
两根捻度相同的纱线,由于粗细不同,加捻程度是不同的,粗的纤维加捻程度较大,捻回角β亦较大。
捻回角直接测量需用显微镜,使用目镜相物镜测微尺来测量,既不方便又不易测难确,所以实际中需要时用式(2—15)计算。
下载大耀纱布商城app,买纱购布一步到位。
纱线的捻向和捻度

普通纱线 (具有截面分布规则,近似圆形的外观)
复杂纱线 (具有较复杂的结构和独特的外观)
短纤维纱线
长丝纱
花式纱线 包芯纱与包缠纱 变形纱线
3、按纺纱工艺分类
按纺纱工艺可分
粗纺与精纺毛纱
棉纱
毛纱
普梳棉纱 精梳棉纱 精梳毛纱 粗梳毛纱
4、按纱线粗细分类
按纱线粗细可分
粗特纱线
中特纱线
膨体纱
弹力纱
一、花色纱线
二、花式纱线
概念:通过各种加工方法而获得的具有特殊 外观、手感、结构和质地的纱线。
主要特征:纱线的截面粗细不匀,并有纱圈 、 环圈、扭结、螺旋或结子等新颖外观。
花式纱线的基本结构
纱芯:位于纱的中心,是构成花 式线强力的主要成分。
饰纱:形成花式线的花式效果, 决定花式线的色彩、花型和手感。
(一)单纱、丝的细度表示方法
单纱、丝细度的表示方法
定重制表示法
定长制表示法
英制支数(Ne) 公制支数(Nm) 特数(Tex))
旦数(Nd)
1、定重制表示法
公制支数(Nm):指1g重的毛纱在公定回潮 率时有几米长。单位用“公支”(N)表示。
英制支数(Ne):指一磅重的棉纱在公定回 潮率时有几个840码长。单位用“英支”(S) 表示 。
纱支数为7.2公支的纯进口毛绒线;“5368”代 表单纱为6.8公支的外毛和粘纤混纺绒线新产品; “2626/2”代表单纱为26公支、2股合并精梳外 毛与腈纶混纺针织绒线;“3016”代表单纱为16 公支粗梳山羊绒针织绒线。
五、编织线---毛线的品号
毛线的品号由四位或三位数字组成 第一位数字表示产品按纺纱系统而分的类别。 第二位数字表示所使用的纤维原料。 第三、四位数代表绒线的单股毛纱支数:
纱线的捻向和捻度
二、纱线的分类
由于构成纱线的纤维原料和加工方法不同, 纱线的形态和性能各异及纱线的种类繁多等, 其分类的方法也多种多样,常见的有以下几 种。
1、按纱线的原料分类
按纱线的原料可分
纯纺纱线 混纺纱线 混纤纱
混纺纱线的命名
当混纺比例不同时,一般来说,混纺比高的纤维名在先, 混纺比低的纤维名在后。如65%的涤纶纤维与35%的棉 纤维混纺的纱,称为65/35涤棉混纺纱;反之若为35% 的涤纶纤维与65%的棉纤维混纺的纱,则称为65/35的 棉涤混纺纱。
加捻对纱线性质的影响
捻缩 对密度和直径的影响 对强度的影响 对断裂伸长率的影响 对光泽和手感的影响
(五)纱线的捻向
捻向是指纱线的加捻方向。 有Z捻和S捻 。
股线捻向的表示方法是: 第一个字母表示单纱捻向, 第二个字母表示股线捻向 第三个字母表示复捻捻向。 一般双股线的捻向为ZS捻--单纱与股线异向捻。
捻度是指纱线单位长度内的捻回数(纱线加捻时两个截面的相 对回转数)。
特数制捻度(用于棉纱或棉型化纤纱线):纱线10cm长度内的 捻回数
公制捻度:1米长度内的捻回数
英制捻度:1英寸内的捻回数
换算: 1英寸=2.54cm Te=0.254Ttex=0.0254Tm
Tm=10Ttex=39.37 Te
纱符号
纱线缩写符号 T W K J Q R D
含义 经纱线 纬纱线 针织用纱 精梳纱 起绒用纱 绞纱线 筒子纱
纱线缩写符号 G FD FB T/C T/R
C/V OE
含义
烧毛纱线 无光粘纤纱线 有光粘纤纱线
涤棉纱 涤粘纱 棉维纱 气流纺纱
定重制表示法数值越大,表示纱线越细;数 值越小,表示纱线越粗。
纱线拈度和拈系数

纱线拈度和拈系数
布料的质量,有很大程度上要取决于纱线拈度和拈系数。
纱线拈度是纱线直径的测量单位,单位是微米(μm),纱线拈度越小,纱线越细。
纱线拈度越大,表示纱线越粗。
拈系数
是布料的密度或强度的衡量指标,它代表一个纱线的挠曲强度。
拈系数越大,布料的密度、缝纫效率越高,也就是强度越好;拈系数越小,布料的密度、缝纫效率越低,也就是强度越差。
纱线拈度和拈系数是布料质量的重要指标,高拈度和高拈系数的布料,能够缝纫成型更加精细结实,质地舒适,弹力优秀,时尚感极强,具备卓越的舒适性,贴身性以及垂直性和
耐磨性,能够满足更高的要求。
因此,选择纱线纱拈度和拈系数在使用布料中至关重要。
此外,不同的纱线拈度和拈系数往往需要具体的应用场景来匹配。
根据布料用途,许多品牌对纱线拈度以及拈系数要求进行了不同的定义。
对于一般布料,拈度通常控制在20—
40微米之间,拈系数一般在2.2%—4.5%。
而为高端衣服特制的布料,纱线拈度要求更高,一般在14-22微米之间,拈系数要求更高,一般在3.2—5.2%之间。
因此,纱线拈度
和拈系数的合理配置对于对于布料的质量和性能会有着至关重要的影响。
纺织物原料的纱线的捻度相关知识
纺织物原料的纱线的捻度相关知识1.引言1.1 概述概述部分的内容可以包括以下内容:概述部分的目的是引导读者了解本文研究的主题——纺织物原料的纱线的捻度相关知识。
在这一部分,我们将简要介绍纺织物原料的纱线捻度的定义和重要性。
通过阅读本文,读者将能够了解捻度对纺织品品质的影响以及如何调整和控制纱线捻度以满足特定的需求。
捻度是指纺织物原料的纱线绕成捻的程度或旋转变化的指标。
纱线的捻度是通过对纱线进行旋转测试来测量的。
纱线捻度的单位通常用t/m(每米拧紧的捻度数)或t/in(每英寸拧紧的捻度数)来表示。
捻度的大小直接影响着纱线的强度、柔软度和外观等性能。
纱线的捻度对纺织品的品质有着重要的影响。
不同纺织品对纱线的捻度要求不同。
对于某些纺织品,适当的高捻度能够增加纱线的强度和耐磨性,使得织物更加坚实耐用;而对于某些纺织品,较低的捻度能够使得织物更柔软,适合制作贴身衣物或舒适度较高的纺织品。
在本文中,我们还将介绍纱线捻度与纺纱工艺、纺织品外观以及纺织品性能之间的关系。
通过了解这些关系,读者将能够更好地理解纱线捻度在纺织品制造过程中的作用,从而为调整和控制纱线捻度提供更多的依据和选择。
总之,本文将全面探讨纺织物原料的纱线的捻度相关知识,包括纺织物原料的选择和处理、纱线的捻度与纺织品品质的关系,以及纱线捻度的调整和控制方法。
通过阅读本文,读者将能够深入了解纺织品制造过程中纱线捻度的重要性,并且能够在实际生产中灵活应用这些知识。
1.2文章结构文章结构是指整篇文章的组织和安排方式,它包括了章节的划分和各个章节之间的关系。
本文的文章结构如下:1. 引言1.1 概述1.2 文章结构1.3 目的2. 正文2.1 纺织物原料的选择和处理2.1.1 纺织物原料的种类和特点2.1.2 纺织物原料的处理方法2.1.3 纺织物原料的质量要求2.2 纱线的捻度与纺织物品质2.2.1 纱线的捻度定义和测量方法2.2.2 纱线捻度对纺织品性能的影响2.2.3 纱线捻度的调整和控制2.3 纱线捻度的相关知识2.3.1 纱线捻度与纺纱工艺的关系2.3.2 纱线捻度与纺织品外观的关系2.3.3 纱线捻度与纺织品性能的关系3. 结论3.1 总结纺织物原料的纱线捻度相关知识3.2 强调纱线捻度对纺织品品质的重要性3.3 提出纱线捻度调整和控制的建议文章结构的设计应该根据内容的逻辑关系和重要性进行合理的安排和组织。
纱线的捻度

纱线捻度定义:纱线捻度是指为使纱线具有一定的强力、弹性、伸长、光泽、手感等物理机械性能,必须通过加捻改变棉纱,由纤维结构来实现纱线加捻。
捻回之定义:纱条绕其轴心旋转360度即为一个捻回。
捻度之定义:纱条在退捻前/沿一定轴向的规定长度内的捻回数,特克斯制以10cm为单位;公制以1m为单位;英制以1inch为单位。
S捻向定义:纱条中纤维的倾斜方向与字母S中部相一致.为右手方向或顺时针方向之捻回纱。
纱线的捻向从右下角倾向左上角的为S捻。
Z捻定向义:纱条中纤维的倾斜方向与字母Z中部相一致,为左手方向或逆时针方向之捻回纱。
捻向从左下角倾向右上角的为Z捻。
此捻线为当前生产常用捻向。
纱线上捻度的多少随着纱线线密度的不同而有所不同。
纱线越细可加的捻越多纱线越粗可加的捻越少。
所以对于粗细不同的纱线来说捻度是不能直接比较加捻程度的但可以比较粗细相同纱线的加捻程度。
根据光折射,不同捻向经向间隔排列形成直向隐条,纬向间隔排列形成横向隐条。
应用:纱线上所加的捻度直接影响纱线的品质和使用价值。
捻度的大小直接影响纱线的强力。
在原料和粗细相同的前提下,增加纱线的捻度会提高纱线的强力。
但捻度继续加大时,纱线强力的增大会逐渐减慢,当捻度的增加超过一定值时,纱线的强力反而降低,这个数值为临界捻度。
捻度的大小还直接影响纱线与织物的品质。
一般来说,捻度过大会使纱线的手感变硬,易起结,织物光泽不柔和,弹性和柔软性也差。
反之,纱线和织物表面毛羽较多,手感柔软,光泽柔和。
在实际应用中利用捻度不同、捻向不同的纱线可得到独特外观风格的织物。
如绉织物就是采用高捻纱,且捻向相反来获得粗、细皱纹效应的如树皮绉、双绉等。
而起绒织物用低捻纱,易起绒,形成手感柔软、光泽柔和的风格。
捻度还影响纱线的直径和比体积,因而也影响着织物的覆盖性能和诸如此类的性质,如保暖性、折皱恢复性、渗透性等。
纱线的捻向在决定斜纹纹路的清晰度方面有一定的意义。
经纬纱捻向相同时,会形成显著的斜纹效果;纱线的捻向与纹路方向相反时,则斜纹纹路更清晰;采用不同捻向的纱线,可使织物表面形成隐条、隐格。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
纱线捻度(twist)的详细知识
一定义
为使纱线具有一定的强力、弹性、伸长、光泽、手感等物理机械性能的纱线,必须通过加捻改变棉纱,由纤维结构来实现纱线加捻,其实就是利用棉纱横截面间产生相对角位移,使原来伸直平行之纤维与纱轴发生倾斜来改变纱线结构,粗条在加捻过程由宽度逐渐收缩,两侧逐渐折迭而卷入纱线条中心,形成加捻三角形,在加捻三角形中,棉条的宽度和截面发生变化,从扁平带状,逐渐成圆柱形的纱。
(1).捻回之定义:纱条绕其轴心旋转360度即为一个捻回。
(2).捻度之定义:纱条在退捻前的规定长度内的捻回数,通常为每英吋之捻回数目( T.P.I )或每公尺之捻回数目( T.P.M )表示。
(3).捻系数定义:是纱线加捻程度的量度,按每单位长度的捻回。
T. M:数乘以纱线密度的平方根计算。
T.M = T.P.I /纱支的平方根T.P.I = T.M x纱支的平方根
(4).捻向定义:当纱条处于铅直位置时,组成纱条的单元绕纱条轴心旋转形成的螺旋线的倾斜方向。
(5). S捻定义:纱条中纤维的倾斜方向与字母S中部相一致.为右手方向或顺时针方向之捻回纱。
(6). Z捻定义:纱条中纤维的倾斜方向与字母Z中部相一致,为左手方向或逆时针方向之捻回纱。
二捻度测试
捻度通常不是均匀地分配在整根纱上,作测试捻度时要离开一码取样,捻度测试仪有很多种,大致设计都相同,首先把纱线被支撑点左边的钳夹住,然后拉至右边的旋转夹,刻度盘的指针为零度,将纱线夹在旋转夹上,样本纱线约10或20英吋,当旋转夹转动时,捻度被解开,当所有捻度消失时,旋转夹沿同一方向继续旋转直到捻度重新加入,指针向零标志。
转数表记录总转数,总圈数除二,再除样本长度,计算出每英吋捻度。
??三捻度与强力的关系
将纱线拉伸到断裂时,发现断裂截面上并不是所有纤维都断裂,而是一部份纤维断裂,另一部份纤维滑脱,且断裂的那部份纤维也不是同时断裂,这种断裂性能和单纱强力与纱的捻度有着密切的关系,随着捻度的增加,纱线强力继续增加,但到一定捻度之后,继续加捻度,强力反而下降,有利方面是捻度增加,纤维间摩擦阻力增加,使在断裂过程中强力的成分增加,不利方面是捻度增加,纤维与纱条轴线的倾角加大纤维强力在纱条轴向能承受的分力降低,而且捻度过大会增加纱条内外纤维应力分布不匀,加剧纤维断裂的不同时性,使强力随捻度增大而增大,两者相等时强力最大,这时捻度为临界捻度,与临界捻度相对应的捻系数称为临界系数.捻度增加,捻回角度增大,光向旁边侧面反射,光泽差、手感差,反之手感软,但捻度过小发生毛羽、手感松,光泽不一定好。
捻系数及捻向主决于最后产品的质量要求,不同用途捻系数不同,捻向视成品及后加工的需要而定,为了减少纱线机上翻改和操作的不便,一般皆为Z捻向。
如纤维长度长、细度细、品级高之棉花,捻系数可较少,细号纱比粗号纱捻系数大.伸长率为棉纱在一定拉伸负荷下,棉纱受到拉伸而伸长,其长度称为总伸长,当负荷去除后,被拉
伸的棉纱很快回缩,而不能回复到原来长度这个可缩的长度,为弹性伸长,即弹性伸长与总伸长之百分比,纱的弹性随着捻度的增加而增大,但到一定捻度后开始下降,一般采用捻度接近于弹性最大的捻度范围。
常用捻系数,梳织经纱较高,而针织一般较低,约3.5-3.6。
因纱线之用途各异,有不同之捻系数纱线产品,按日本纺织计算数据,分为:普通捻=4.0(捻系数),松捻=3.4(捻系数),特别松捻=1.32-2.8(捻系数),强捻=5.0-5.4(捻系数),特别强捻=5.0-6.5(捻系数)。
高捻纱一般要经过蒸纱工序才能编织用,有时更需加装解扭器才能编织。