焊缝外观质量标准及尺寸允许偏差
焊缝外观质量标准(铝&不锈钢)

D(普
检 验 标 准
通) C(中
级) B(高
t=0. 53mm
, 允 许
级) D(普
通) C(中
t﹥
偏 级) 3mm
差 B(高
级)
未焊满 h≦0.25t h≦0.1t
不允许 h≦0.25t,max2 h≦0.1t,max1 h≦0.05t,max0.5
根部收缩 h≦0.2+0.1t
h≦0.1t 不允许 h≦0.2t,max2 h≦0.1t,max1 h≦0.05t,max0.05
/ / /
根部未焊透 ≥0.5mm;h≦ 0.2t,max2mm ≥0.5mm,不允许
≥0.5mm,不允许
/
/
/
REV:1
接头不良 ≥0.5mm;允许 ≥0.5mm;不允许 ≥0.5mm;不允许
/ / /
焊瘤 ≥0.5mm;h≦0.2b ≥0.5mm;不允许 ≥0.5mm;不允许
/ / /
图例
缺陷类型
/
/
/
焊缝底部凸起过大 ≥0.5mm;h≦5mm ≥0.5mm;h≦4mm ≥0.5mm;h≦3mm
/ / /
角焊缝凸起过大
≥0.5mm;h≦ 1.5+0.3b,max5mm
≥0.5mm;h≦ 1.5+0.15b,max4mm
≥0.5mm;h≦ 1.5+0.1b,max3mm
/
/
/
对接焊缝凸起过大 ≥0.5mm;max10mm ≥0.5mm;max8mm ≥0.5mm;max6mm
焊缝外观检验依据:EN970;钢及其合金焊缝缺陷评定依据:ISO 5817-2003;外观表面缺陷检验标准至少C级及以上
焊缝外观质量标准

1mm,且焊缝全长H不得大于 ≤1mm,且焊缝全长H不
2mm
得大于2mm
y≤0.05δ ,且y≤ 0.5mm,其总长度不超过 y≤0.05δ ,且y≤0.5mm,其 焊缝全长的10%, y≤ 总长度不超过焊缝全长的5% 0.1δ ,且y≤1.0mm,其 总长度不超过焊缝全长 的5%,
错边 m≤0.1δ ,最大为1.5
缝,在300mm长的焊缝上,Φ ≤1.0mm的气孔、点状夹杂不
状夹杂) 得超过1个。Φ ≤0.5mm的缺
≤1.5mm的气孔、点状夹 杂不得超过1个。Φ ≤ 0.5mm的缺陷点数允许增
陷点数允许增多,但总面积 多,但总面积不得大于
不得大于1mm2
2mm2
σ
σ
简图
σ
σ
σ
σ
备注
未超标之焊缝应 打磨平滑过渡至 母材,打磨深度 最大值不超过 0.5mm
缺陷种类
Ⅰ级质量要求
焊缝外观质量标准 Ⅱ级质量要求
焊缝宽度差
焊缝宽度差≤10%焊缝宽度 C,且不大于3mm。
焊缝宽度差≤15%焊缝宽 度C,且不大于3mm。
பைடு நூலகம்
焊缝余高
焊缝高度h:0≤h≤1+0.10C, 焊缝高度h:0≤h≤
且不大于3mm
1+0.15C,且不大于3mm
焊缝不直度 咬边
每1000mm焊缝长或以下H≤ 每500mm焊缝长或以下H
m≤0.15δ ,最大为2
焊瘤 不允许 弧坑 不允许 裂纹 未融合 不允许
1.外漏焊缝不允许。2. 不多于焊缝全长的5%
1.外漏焊缝不允许。2. 每米或每条焊缝上不得 多于2处,且不低于母材
不允许
1.有密封性要求或外漏焊缝 1.外漏焊缝不允许。2.
焊缝外形尺寸标准

5、气孔 点状夹杂
Ⅰ级质量要求 1.有密封性要求或外露焊
缝不允许。
2. 其他焊缝,在300mm 长的焊缝上, Φ≤1.0mm的气孔、点 状夹杂不得超过1个。 Φ≤0.5mm的缺陷点数 允许增多,但总面积 不得大于1mm2
Ⅱ级质量要求 1.外露焊缝不允许。 2.在300mm长的焊缝 上,Φ≤1.5mm的气孔、 点状夹杂不得超过1 个。Φ≤0.5mm的缺陷
点数允许增多,但总 面积不得大于2mm2
6、焊瘤
Ⅰ级质量要求 不允许
Ⅱ级质量要求
1.外露焊缝不允许。 2.不多于焊缝全长的5%
7、凹坑 未焊满
凹坑
未焊满
Ⅰ级质量要求 不允许
Ⅱ级质量要求 1.外露焊缝不允许。 2.每米或每条焊缝 上不得多于2处, 且不低于母材
3.未焊满不允许
8、裂纹 未融合 05δ,且 y≤0.5mm,单个 长度不大于5mm,
其总长度不超过 焊缝全长的5% 。
Ⅱ级质量要求 y≤0.05δ,且y≤0.5mm, 单个长度不大于8mm,其
总长度不超过焊缝全长 的10%。 y≤0.1δ,且y≤1.0mm, 其总长度不超过焊缝全 长的5%。
3、焊缝焊缝不直度
Ⅰ级质量要求 不允许
Ⅱ级质量要求 不允许
9.角焊缝外观形状要求
10.对接焊缝外观形状要求
Ⅰ级质量要求 每1000mm焊缝长 或以下H≤1mm, 且焊缝全长H不得 大于2mm 。
Ⅱ级质量要求 每500mm焊缝长或 以下H≤1mm,且焊 缝全长H不得大于 2mm 。
4、焊缝宽度差
不包括始末两端
Ⅰ级质量要求 焊缝宽度差≤10% 焊缝宽度C,且不 大于3mm。
Ⅱ级质量要求 焊缝宽度差≤15%焊 缝宽度C,且不大于 3mm。
焊缝外观质量验收标准及尺寸允许偏差
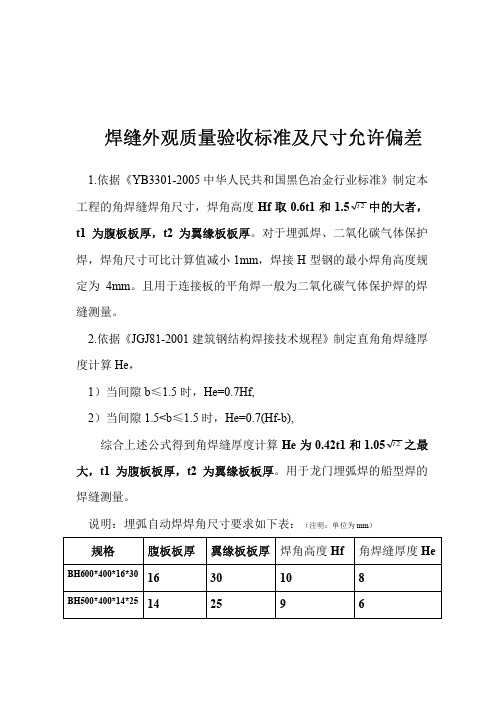
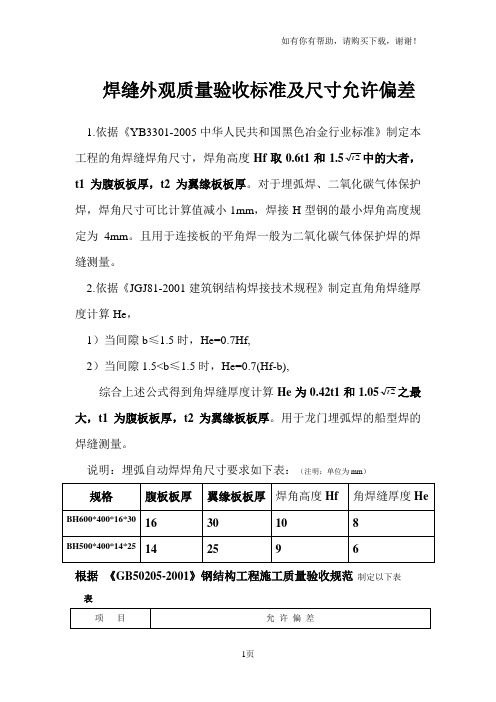
焊缝外观质 验收标准及尺 允许偏差1.依据 YB3301-2005中华人民共和 黑色冶金行业标准 制定本工程的角焊缝焊角尺 ,焊角高度Hf取0.6t1和1.52t中的大者,t1为腹板板厚,t2为翼缘板板厚 于埋弧焊 二氧化碳气体保护焊,焊角尺 可比计算值 小1mm,焊接H型钢的最小焊角高度规定为4mm 且用于连接板的平角焊一般为二氧化碳气体保护焊的焊缝测2.依据 JGJ81-2001建筑钢结构焊接技术规程 制定直角角焊缝厚度计算He,1 当间隙b 1.5时,He=0.7Hf,2 当间隙1.5<b 1.5时,He=0.7(Hf-b),综合 述公式得到角焊缝厚度计算He为0.42t1和1.052t之最大,t1为腹板板厚,t2为翼缘板板厚 用于龙门埋弧焊的船型焊的焊缝测说明 埋弧自动焊焊角尺 要求如 表 注明 单 为mm规格腹板板厚翼缘板板厚焊角高度Hf 角焊缝厚度He BH600*400*16*30 16 30 10 8BH500*400*14*2514 25 9 6根据 GB50205-2001 钢结构工程施工质 验收规范制定以 表表A.0.1一级 二级 级焊缝外观质 标准 ㎜项目允许偏差缺陷类型一级二级 级未焊满 指 足设计要求 允许0.2+0.02t,且1.00.2+0.04t,且 2.0100.0焊缝内缺陷总长 25.0根部收缩 允许 0.2+0.02t,且1.00.2+0.04t,且 2.0长度 限咬边 允许 0.05t,且 0.5 连续长度 100.0,且焊缝两侧咬边总长10%焊缝全长0.1t,且 1.0,长度 限弧坑裂纹 允许 允许允许存在个别长度 5.0的弧坑裂纹电弧擦伤 允许 允许允许存在个别电弧擦伤接头 良 允许缺口深度0.05t,且0.5缺口深度0.1t,且 1.01000.0焊缝 应超过1处表面夹渣 允许 允许深 0.2t 长 0.2t,且 20.0 表面气孔 允许 允许50.0焊缝长度内允许直径 0.4t,且 3.0的气孔2个,孔距6倍孔径注 表内t为连接较薄的板厚外观质 为 二级标准接焊缝及完全熔透组合焊缝尺 允许偏差应符合表A.0.2的规定表A.0.2 接焊缝及完全熔透组合焊缝尺 允许偏差 ㎜部分焊透组合焊缝和角焊缝外形尺 允许偏差应符合表A.0.3的规定表A.0.3部分焊透组合焊缝和角焊缝外形尺 允许偏差 ㎜。
焊缝外形尺寸标准
3、焊缝焊缝不直度
Ⅰ级质量要求
每1000mm焊缝长 或以下H≤1mm, 且焊缝全长H不得 大于2mm 。
Ⅱ级质量要求
每500mm焊缝长或 以下H≤1mm,且焊 缝全长H不得大于 2mm 。
4、焊缝宽度差
不包括始末两端
Ⅰ级质量要求
焊缝宽度差≤10% 焊缝宽度C,且不 大于3mm。
Ⅱ级质量要求
焊缝宽度差≤15%焊 缝宽度C,且不大于 3mm。
6、焊瘤
Ⅰ级质量要求 不允许
Ⅱ级质量要求
1.外露焊缝不允许。 2.不多于焊缝全长的5%
7、凹坑 未焊满
凹坑
未焊满
Ⅰ级质量要求 不允许
Ⅱ级质量要求 1.外露焊缝不允许。 2.每米或每条焊缝 上不得多于2处, 且不低于母材
3.未焊满不允许
8、裂纹 未融合 未焊透 烧穿
Ⅰ级质量要求 不允许
Ⅱ级质量要求 不允许
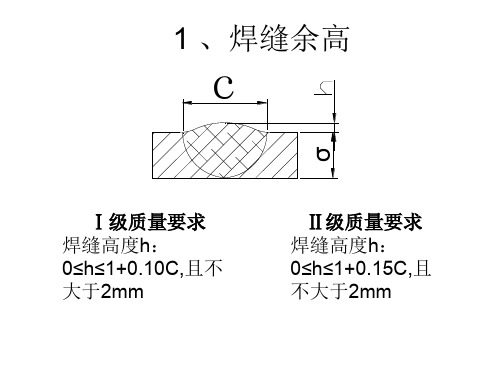
1 、焊缝余高
σ
Ⅰ级质量要求
焊缝高度h: 0≤h≤1+0.10C,且不 大于2mm
Ⅱ级质量要求
焊缝高度h: 0≤h≤1+0.15C,且 不大于2mm
2、咬边
σ
Ⅰ级质量要求
y≤0.05δ,且 y≤0.5mm,单个 长度不大于5mm, 其总长度不超过 焊缝全长的5% 。
Ⅱ级质量要求 y≤0.05δ,且y≤0.5mm, 单个长度不大于8mm,其 总长度不超过焊缝全长 的10%。 y≤0.1δ,且y≤1.0mm, 其总长度不超过焊缝全 长的5%。
5、气孔 点状夹杂
Ⅰ级质量要求 1.有密封性要求或外露焊
缝不允许。 2. 其他焊缝,在300mm
长的焊缝上, Φ≤1.0mm的气孔、点 状夹杂不得超过1个。 Φ≤0.5mm的缺陷点数 允许增多,但总面积 不得大于1mm2
焊缝外观质量验收标准及尺寸允许偏差共11页
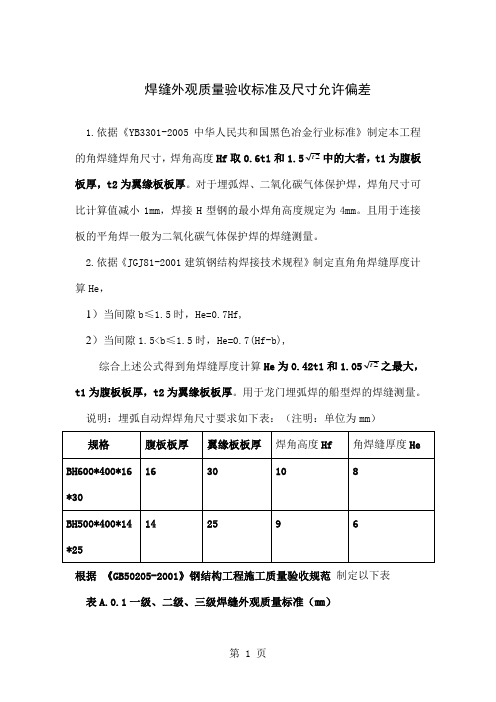
焊缝外观质量验收标准及尺寸允许偏差1.依据《YB3301-2005中华人民共和国黑色冶金行业标准》制定本工程的角焊缝焊角尺寸,焊角高度Hf取0.6t1和1.52t中的大者,t1为腹板板厚,t2为翼缘板板厚。
对于埋弧焊、二氧化碳气体保护焊,焊角尺寸可比计算值减小1mm,焊接H型钢的最小焊角高度规定为4mm。
且用于连接板的平角焊一般为二氧化碳气体保护焊的焊缝测量。
2.依据《JGJ81-2001建筑钢结构焊接技术规程》制定直角角焊缝厚度计算He,1)当间隙b≤1.5时,He=0.7Hf,2)当间隙1.5<b≤1.5时,He=0.7(Hf-b),综合上述公式得到角焊缝厚度计算He为0.42t1和1.052t之最大,t1为腹板板厚,t2为翼缘板板厚。
用于龙门埋弧焊的船型焊的焊缝测量。
说明:埋弧自动焊焊角尺寸要求如下表:(注明:单位为mm)根据《GB50205-2001》钢结构工程施工质量验收规范制定以下表表A.0.1一级、二级、三级焊缝外观质量标准(㎜)外观质量为:二级标准对接焊缝及完全熔透组合焊缝尺寸允许偏差应符合表A.0.2的规定表A.0.2对接焊缝及完全熔透组合焊缝尺寸允许偏差(㎜)部分焊透组合焊缝和角焊缝外形尺寸允许偏差应符合表A.0.3的规定表A.0.3部分焊透组合焊缝和角焊缝外形尺寸允许偏差(㎜)下面是赠送的团队管理名言学习,不需要的朋友可以编辑删除!!!谢谢!!!1、沟通是管理的浓缩。
2、管理被人们称之为是一门综合艺术--“综合”是因为管理涉及基本原理、自我认知、智慧和领导力;“艺术”是因为管理是实践和应用。
3、管理得好的工厂,总是单调乏味,没有任何激动人心的事件发生。
4、管理工作中最重要的是:人正确的事,而不是正确的做事。
5、管理就是沟通、沟通再沟通。
6、管理就是界定企业的使命,并激励和组织人力资源去实现这个使命。
界定使命是企业家的任务,而激励与组织人力资源是领导力的范畴,二者的结合就是管理。
焊缝外观质量验收标准及尺寸允许偏差
焊缝外观质量验收标准及尺寸允许偏差1.依据《YB3301-2005中华人民共和国黑色冶金行业标准》制定本工程的角焊缝焊角尺寸,焊角高度Hf取0.6t1和1.52t中的大者,t1为腹板板厚,t2为翼缘板板厚。
对于埋弧焊、二氧化碳气体保护焊,焊角尺寸可比计算值减小1mm,焊接H型钢的最小焊角高度规定为4mm。
且用于连接板的平角焊一般为二氧化碳气体保护焊的焊缝测量。
2.依据《JGJ81-2001建筑钢结构焊接技术规程》制定直角角焊缝厚度计算He,
1)当间隙b≤1.5时,He=0.7Hf,
2)当间隙1.5<b≤1.5时,He=0.7(Hf-b),
综合上述公式得到角焊缝厚度计算He为0.42t1和1.052t之最大,t1为腹板板厚,t2为翼缘板板厚。
用于龙门埋弧焊的船型焊的焊缝测量。
说明:埋弧自动焊焊角尺寸要求如下表:(注明:单位为mm)
根据《GB50205-2001》钢结构工程施工质量验收规范制定以下表
表
外观质量为:二级标准
对接焊缝及完全熔透组合焊缝尺寸允许偏差应符合表
表
部分焊透组合焊缝和角焊缝外形尺寸允许偏差应符合表
表。
焊缝外观质量及焊缝尺寸要求隐蔽工程检查验收记录
焊缝外观质量及焊缝尺寸要求隐蔽工程检查验收记录工程名称贵州大学花溪校园二期扩建工程施工七标段电子信息学院
施工单位成都市工业设备安装公司分部(子分部)名称幕墙子分部隐蔽工程名称焊缝外观质量及焊缝尺寸要求验收部位A区幕墙焊缝
施工标准名称
及代号
钢结构工程施工质量验收规范GB50205-2001
隐蔽工程部位质量要求施工单位
自查记录
监理(建设)单
位验收记录
焊缝的外观
质量焊缝的外观质量达到:外观均匀、成型较好、焊道与焊道、焊道与基础金属间过度平滑、焊道飞溅清除干净。
焊缝的尺寸
要求对接组合焊缝,焊脚尺寸不应小于T/4,且不应大于10mm,焊脚尺寸允许偏差0-4mm
一二级焊缝内部缺陷探伤焊缝表面不得有裂纹焊瘤等缺陷,一二级焊缝不得有表面气孔、夹渣、弧坑裂纹、电弧擦伤、不得有咬边、未焊满根部收缩等缺陷。
施工单位自查
结论质检员:
施工单位项目负责人:年月日
监理(建设)
单位验收结论
监理工程师(建设单位项目负责人):年月日。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
靖边远大钢构工程
有限公司
焊缝外观质量验收标准及尺寸允许偏差
编制:师帅2012年9月25日
校正:纪伟2012年9月25日
审核:刘治国2012年9月25日
批准:张德意2012年9月26日
焊缝外观质量验收标准及尺寸允许偏差1.依据《YB3301-2005中华人民共和国黑色冶金行业标准》制定本工程的角焊缝焊角尺寸,焊角高度Hf取0.6t1和1.52t中的大者,t1为腹板板厚,t2为翼缘板板厚。
对于埋弧焊、二氧化碳气体保护焊,焊角尺寸可比计算值减小1mm,焊接H型钢的最小焊角高度规定为4mm。
且用于连接板的平角焊一般为二氧化碳气体保护焊的焊缝测量。
2.依据《JGJ81-2001建筑钢结构焊接技术规程》制定直角角焊缝厚度计算He,
1)当间隙b≤1.5时,He=0.7Hf,
2)当间隙1.5<b≤1.5时,He=0.7(Hf-b),
综合上述公式得到角焊缝厚度计算He为0.42t1和1.052t之最大,t1为腹板板厚,t2为翼缘板板厚。
用于龙门埋弧焊的船型焊的焊缝测量。
根据《GB50205-2001》钢结构工程施工质量验收规范制定以下表表A.0.1一级、二级、三级焊缝外观质量标准(㎜)
项目允许偏差
缺陷类型一级二级三级
未焊满(指不足设
计要求)不允许
≤0.2+0.02t,且≤
1.0
≤0.2+0.04t,且≤2.0
每100.0焊缝内缺陷总长≤25.0
根部收缩不允许≤0.2+0.02t,且≤
1.0
≤0.2+0.04t,且≤2.0
长度不限
咬边不允许≤0.05t,且≤0.5;连
续长度≤100.0,且焊
缝两侧咬边总长≤
10%焊缝全长
≤0.1t,且≤1.0,长度不限
弧坑裂纹不允许不允许允许存在个别长度≤5.0的弧坑裂纹电弧擦伤不允许不允许允许存在个别电弧擦伤
接头不良不允许缺口深度0.05t,且
≤0.5
缺口深度0.1t,且≤1.0
每1000.0焊缝不应超过1处
表面夹渣不允许不允许深≤0.2t 长≤0.2t,且≤20.0 表面气孔不允许不允许
每50.0焊缝长度内允许直径≤0.4t,
且≤3.0的气孔2个,孔距6倍孔径注:表内t为连接较薄的板厚
对接焊缝及完全熔透组合焊缝尺寸允许偏差应符合表A.0.2的规定
表A.0.2对接焊缝及完全熔透组合焊缝尺寸允许偏差(㎜)
序号
项 目 图 例
允 许 偏 差
1
对接焊缝
余高C
一、二级 三级 B <20:0~3.0
B ≥20:0~4.0
B <20:0~4.0
B ≥20:0~5.0
2
对接焊缝
错边d
d <0.15t ,且≤2.0 d <0.15t ,且≤3.0
部分焊透组合焊缝和角焊缝外形尺寸允许偏差应符合表A.0.3的规定
表A.0.3部分焊透组合焊缝和角焊缝外形尺寸允许偏差(㎜)
序号
项 目 图 例 允 许 偏 差 1
焊角
尺寸h f
h f ≤6:0~1.5 h f >6:0~3.0
2
角焊缝
余高C
h f ≤6:0~1.5 h f >6:0~3.0
注:1 h f >8.0mm 的角焊缝其局部脚尺寸允许低于设计要求值1.0mm ,但总长度不得超过焊
缝长度10%;
2 焊接H 型梁腹板与翼缘板的焊缝两端在其两倍翼缘板宽度范围内,焊缝的焊脚尺寸不得低于设计值。
C
B
d
h f
h f
c
h f
h f
c h f h f
c。