冲床精度检查表
冲床日常点检保养记录表
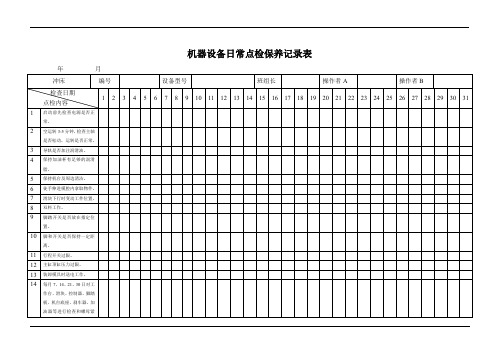
保持机台及周边清洁。
6
徒手伸进模腔内拿取物件。
7
滑块下行时变动工件位置。
8
双料工作。
9
脚踏开关是否放在指定位置。
10
脚和开关是否保持一定距离。
11
行程开关过限。
12
主缸顶缸压力过限。
13
装卸模具时送电工作。
14
每月7、14、21、30日对工作台、滑块、控制器、脚踏板、机台底座、刹车器、加油器等进行检查和螺母紧固。
机器设备日常点检保养记录表
年月
冲床
编号
设备型号
班组长
操作者A
操作者B
检查日期
点检内容
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
1
启动前先检查电源是否正常。
2
空运转3-5分钟,检查主轴是否松动,运转是否正常。
3
导轨是否加注润滑油。
4
保持加油杯有足够的润滑脂。
班组长确认
பைடு நூலகம்交接班问题记录
1
4
/1
7
本月点检发现处
2
5
8
本月维修解决处
3
6
9
其它
检查方法
看试听
检查周期
每天
重大问题处理意见
记录
符号
正常
异常
已修
√
×
ⓧ
机修员:年月日
(冲床)日常维护点检记录表

无毛刺、缺口、伤 痕
填写说明:√正常 ×异常 △维修 *暂 停使用 Ο清洁保养 Q停用 “数值填数 点检人签字 值”
日常点检注意事项
设备必须在每个工作日开始工作前进行日常点检保养,设备当天无工作任务时, 也要开机进行日常点检保养,确认设备状态,确保设备随时能够投入工作。
文件编号:HLTH-QR-0143 A0 更新日期:2019年8月
5
检查各主要零、部件以及 紧固件
6
打开气(油)路阀门,检 查管道及各阀
目视
有无松动和异常现 象
目视
符合设备的规定要 求。
7 离合器气压
目视 4-6Kg/Mpa
8 气动泵气压
目视 4-6Kg/Mpa
9 平衡缸气压
目视 4-6Kg/Mpa
10 模具导柱导套涂油
目视 确保润滑
11 模具剪口、冲针、管位
目视
目视
无障碍物、杂质和 新的拉、碰伤
2
检查各操作手柄、阀、杆 是否正常
检查各安全防护装置(防
3
护罩、限位开关、限位挡 铁、电气接地、保险装置
、光电安全、紧急停止按
4
检查各润滑部位,油箱、 注油器内
目视 无损坏和异常
目视 目视
应齐全完好,安装 正确可靠;配电箱 、油箱、变速箱的 门盖应关闭
油量应充足,各润 滑点应油路畅通。
########有限公司
(冲床)日常维护点检记录表
设
备
2020年
月
日常保养(周期:每日)
序号
点检内容
点检方法 判定标准
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
冲剪压设备安全检查表冲床安全检查表
冲剪压设备安全检查表冲床安全检查表I. 电气系统安全检查1. 检查电气控制装置是否正常工作,无异常声响或异味。
2. 检查电气线路是否完好,无明显损伤或暴露的导线。
3. 检查电气设备的接地是否良好,接地电阻是否符合要求。
4. 检查电气设备的绝缘电阻是否符合要求,是否需要进行绝缘测试。
5. 检查电气设备是否处于合理的通风状态,是否存在过热的现象。
6. 检查电气设备的运行平稳性,是否存在异常震动或颤动。
II. 机械系统安全检查1. 检查机械传动装置是否正常运转,无异响或振动。
2. 检查机械传动装置的润滑情况,是否需要添加润滑剂。
3. 检查机械传动装置的皮带、链条等零部件是否磨损严重,是否需要更换。
4. 检查机械运行部件是否牢固,是否存在松动或断裂的情况。
5. 检查冲床的切削工具是否锋利,是否需要进行磨削或更换。
6. 检查冲床的压力系统是否正常工作,无泄漏或渗漏现象。
III. 操作安全检查1. 检查操作台和控制面板是否清洁整齐,无积尘或污垢。
2. 检查操作人员是否具备相关操作证书和安全培训证明。
3. 检查操作人员是否佩戴必要的防护设备,如安全帽、防护眼镜等。
4. 检查操作人员是否按照正确的程序进行操作,禁止任何违规操作。
5. 检查是否安装了安全保护装置,如急停按钮、防护罩等,并确保其正常工作。
6. 检查是否制定了应急预案和安全操作规程,并向操作人员进行了培训和演练。
IV. 环境安全检查1. 检查工作环境是否干燥通风,无明火或有害气体。
2. 检查工作场所是否整洁有序,无杂物或障碍物。
3. 检查工作区域是否有足够的照明设备,确保操作人员能够清晰地看到工作区域。
4. 检查周围是否存在其他危险因素,如易燃物品、高温设备等,并采取相应的防范措施。
V. 日常维护检查1. 检查设备的润滑系统,确保润滑油的添加和更换。
2. 检查设备的冷却系统,清洁冷却器和散热器,确保正常散热。
3. 检查设备的过滤系统,清洁过滤器和滤芯,更换损坏或过期的配件。
冲床精确度

冲床精度检验记录INSPECTION RECORD型号MODEL产品编号SERIAL NO客户CUSTOMER制造日期MFG.DATE昆山松冈自动化技术有限公司Kunshan Matsuoka Automation Technology Co.,Ltd�规格检验Spec.Inspection型式MODEL项目ITEM内容DE S CR I P TI O N规格SPECIFICATION判定OK or NO1标准冲压能力Normal Capacity45Ton OK2行程长St ro k e许可值1±2m mAl l o w a n c e80mm OK3行程数St ro k e s/m in许可值0±10%Al l o w a n c e40-100S.P.M OK4最大闭合高度Di e He i g h t许可值0±1%Al l o w a n c e250mm OK5滑块调整量Adjustment of Ram许可值0±2%Al l o w a n c e60mm OK7上工作台面积Ar e a of Sl i d e Pl a t e(R-L*F-B)400*300mm2OK 9下工作台面积Ar e a of Bo l s t e r Pl a t e(R-L*F-B.)850*440mm2OK11主电动机Ma i n Mo t o r Re q u ir e d5.5KW*4P220/380V50HZOK12精度等级(J I S B6402) Cl a ss of Acc u ra c y 一级1S T Cl a s s一级1S T Cl a ss 代码:QAS025V1.0品管:主管:日期:日期:NO.1Crank-Type PressAccuracy Inspection Form项次No.检验项目Inspection item检验方法Methods of Measurement 许可值mmA l l o w a n c e测定值mmReadings1平面度Straightness下工作台前后左右之平面度Straightness of the Bolster Plate (F-R &R-L)等级CLASS <500KN (51吨)>500,<2500KN (51-255吨)>2500KN (255吨)前后F-B0.015特级Speci al 0.005+0.015L110000.0075+0.020L110000.01+0.025L110001级1st 0.01+0.030L110000.015+0.040L110000.02+0.050L110002级2nd 0.02+0.045L110000.03+0.060L110000.04+0.075L11000左右R-L0.0153级3rd0.04+0.060L110000.06+0.080L110000.08+0.100L11000�标准精度(Standard Accuracy)前后F-B:0.025左右R-L:0.0202平行度Parallel Accuracy上工作台底面与下工作台之平行度Parallel Accuracy of the SlideBottom and the Bolster plate.等级CLASS <500KN (51吨)>500,<2500KN(51-255吨)>2500KN (255吨)前后F-B0.020特级Speci al 0.01+0.030L210000.015+0.040L210000.02+0.050L210001级1st 0.02+0.060L210000.03+0.080L210000.04+0.100L210002级2nd 0.04+0.090L210000.06+0.120L210000.08+0.150L21000左右R-L0.0203级3rd0.08+0.120L210000.12+0.160L210000.16+0.200L21000�标准精度(Standard Accuracy)前后F-B:0.030左右R-L:0.0303垂直度Vertical Accuracy滑块上下运动时与下工作台面之垂直度Vertical Accuracy between the Slide and the Bolster Plate when the Slide is Sliding.等级CLASS<500KN (51吨)>500,<2500KN (51-255吨)>2500KN (255吨)前后F-B0.010左右R-L0.010特级Speci al 0.005/500.010/750.015/1001级1st 0.01+0.01L31000.02+0.01L31000.03+0.01L31002级2nd 0.03+0.02L31000.04+0.02L31000.05+0.02L31003级3rd0.09+0.03L31000.10+0.03L31000.11+0.03L3100�标准精度(Standard Accuracy)前后F-B:0.015左右R-L:0.015代码:QAS025V1.0NO.2Crank-Type PressAccuracy Inspection Form项次No.检验项目Inspection item检验方法Methods of Measurement许可值mmA l l o w a n c e测定值mmReadings4直角度Perpendicul ar Accuracy滑块底面与模柄孔之直角度Perpendicular Accuracybetween the Bottom of the Slide and the Shank Hole .等级CLASS <500KN(51噸)>500KN(51噸)前后F-BN.A 左右R-LN.A特级Special 0.01+0.003L41000.015+0.004L41001级1st 0.02+0.006L41000.03+0.008L41002级2nd 0.04+0.009L41000.06+0.012L41003级3rd0.08+0.012L41000.12+0.016L4100�标准精度(Standard Accuracy)前后F-B:N.A 左右R-L:N.A5综合间隙Total Clearance连动机构上下间隙,使用平衡器压力由0增至5kg/cm 2.Measure the TotalClearance by Balancer Air Pressure Increase from 0to 5kg/cm 2.等级Class<250(25.5吨)<500(51吨)<1000(102吨)<2500(255吨)<5000(510吨)0.250特级Special0.20.250.30.450.61级1st 0.350.40.50.70.92级2nd 0.60.70.81 1.33级3rd1.11.21.31.62�标准精度(Standard Accuracy)0.400备注Remark L1:为在下工作台的测量长(m m )。
冲剪压设备安全检查表冲床安全检查表

冲剪压设备安全检查表冲床安全检查表冲床安全检查表:
1. 检查冲床的电源和开关是否正常工作,确保能够正常启停。
2. 检查冲床的保险装置是否完好有效,确保在意外情况下能够及时切断电源。
3. 检查冲床的气动系统是否正常工作,包括气缸、气源等。
4. 检查冲床的润滑系统是否正常工作,确保冲床各部位能够顺畅运动。
5. 检查冲床的压力装置是否正常工作,包括调整装置和压力表等。
6. 检查冲床的安全防护装置是否完好,包括防护罩、手动和自动保护装置等。
7. 检查冲床的传动系统是否正常工作,包括皮带、链条和齿轮等。
8. 检查冲床的工作台面是否平整牢固,确保工件能够稳定放置和加工。
9. 检查冲床的操作杆和按钮是否易于操作,确保操作人员能够方便地控制冲床。
10. 检查冲床的操作空间是否充足,确保操作人员能够安全操作。
11. 请定期对冲床进行维护保养,并记录维护保养情况。
12. 建议进行常规的培训和安全教育,确保操作人员了解冲床的安全操作规程。
以上是冲床安全检查表的一些基本内容,具体的检查项目和要求可能会因冲床型号和厂家而有所不同,请按照冲床的使用说明和相关规定进行检查和维护。
冲剪压设备安全检查表冲床安全检查表模版
冲剪压设备安全检查表冲床安全检查表模版1. 电气安全检查- 检查电气设备的接地是否正常,接地电阻是否符合要求。
- 检查电气线路是否有漏电、短路等现象,是否有明显的老化、断裂等情况。
- 检查电气控制柜内的电器元件、接线是否有松动、脱落等现象。
- 检查开关、按钮等是否灵活可靠,是否有异常磨损、烧糊等情况。
- 检查电气设备的运行状态是否正常,是否有过热、噪音等异常情况。
2. 机械安全检查- 检查冲床的底座、固定脚螺丝等连接部位是否紧固可靠。
- 检查冲床的外观是否完好,是否有明显的变形、裂纹等情况。
- 检查机床的导轨、传动系统等是否润滑良好,是否存在卡滞、异响等现象。
- 检查冲床的保护罩、防护网等是否完好,是否能有效防止物体进入工作区域。
- 检查冲床的切削工具、模具等是否安装正确,是否有磨损、损坏等情况。
3. 液压气动安全检查- 检查液压气动系统的油气管路是否漏油、漏气,是否有明显的老化、破损等情况。
- 检查液压气动设备的油液、气体是否充足,是否符合操作要求。
- 检查液压气动系统的阀门、滤清器等是否正常开启、关闭,是否有异常堵塞、故障等情况。
- 检查液压气动设备的压力表、温度计等是否精确可靠,是否需要校准或更换。
4. 人员安全防护- 提醒操作人员着防护服、安全鞋等必要的个人防护装备。
- 检查工作区域是否整洁,是否有杂物堆放、障碍物等影响安全的因素。
- 提供操作人员必要的安全培训,明确操作规程和注意事项。
- 检查是否设置了明显的紧急停机按钮、急停开关等紧急停机装置,是否正常使用。
5. 灭火设备及应急措施- 检查消防器材的存放位置是否明显,是否易于操作。
- 检查灭火器、灭火器按钮等是否在有效期内,是否存放在易于拿取的位置。
- 安排专门的灭火人员,定期组织灭火演习,提高应急处理能力。
- 加强火灾防范宣传教育,提高员工的火灾防范意识。
以上为冲剪压设备安全检查表冲床安全检查表模版,希望对您有所帮助。
机床精度检测表
机床精度检测表1. 引言在刻度度量中,机床的精度是一个非常重要的指标。
机床的精度直接关系到加工零件的质量和尺寸的精确度。
因此,机床的精度检测是保证加工质量的关键步骤。
本文档旨在说明机床精度检测的过程,并提供机床精度检测表供参考。
2. 机床精度检测过程机床精度检测过程主要包括以下几个步骤:2.1 准备工作在进行机床精度检测之前,需要做一些准备工作。
首先,需要确认机床是否处于正常工作状态,并保证测量仪器的准确性。
其次,清理和保养机床的各个部件,以确保各个部件的运行正常和干净。
2.2 测量参数选择机床精度检测需要选择适当的测量参数。
常见的机床精度参数包括:加工尺寸、重复定位精度、插入量、直线度、垂直度、平行度等。
2.3 测量方法根据所选择的测量参数,选择合适的测量方法。
常见的测量方法包括:直接测量法、比较测量法、间接测量法等。
2.4 测量数据记录在进行机床精度检测时,需要准确地记录测量数据。
记录的数据包括测量数值、时间、测量设备等信息。
同时,还要对测量数据进行分析和处理,确保数据的准确性和可靠性。
2.5 分析和评估通过分析和评估测量数据,得出机床的精度结果。
根据测量结果,可以判断机床的加工能力和加工质量,从而采取相应的措施进行调整和改进。
3. 机床精度检测表下面是一个示例的机床精度检测表,供参考:项目单位测量数值标准要求是否合格加工尺寸mm重复定位精度mm插入量mm直线度mm垂直度mm平行度mm4. 结论机床精度检测是保证加工质量和尺寸精确度的重要步骤。
通过选择适当的测量参数和方法,准确地记录和分析测量数据,可以得出机床的精度结果,并采取相应的改进措施。
机床精度检测表是一个有力的工具,可以帮助工程师进行机床精度检测和评估。
冲床保养检修计划表
1)清洁并加黄油于线性滑轨、丝杆及滑块。
每月30号下班进行保 养
2)清洁各输油管。
3 )检查并清洁主机箱。
4)清洁配电箱。
5)清洁各控制箱。
每季度
1)检查保险块是否正常。
3月、6月、9月、12月15日为季度保养日
2 )检查近接开关的安装是否稳固。
3)检杳丝杆上下刻度是否精确。
每年
1)检查机械部分的固定螺丝是否有松动。
春节放假前进行保养
2)清洗油冷却器。
3)清洗油箱。
4)清洗滤油器。
5)检查液压油是否需要更换。
6)注入润滑油脂在轴承上。
7)检查机身外面的电线。如损伤须更换。
8)检查油压马达部分轴承组合是否有噪音发出,重新注入润滑油 脂或更换新轴承。
9)重新检查机身水平。
10)重新检杳锁模固定板与移动板之间的平行度。
1 1)检查压力,速度的线性比例,如有需要可重新调整。
1 2)检查系统压力是否有过高或过低。
1 3)检查机器个部分是否有漏油现象。
冲床保养检修计划表QR型
检查内容
计划时间
备注
每日
1)清洁机器表面。
每口上午10:00前检 查,下班进行保养
2)检查油压。
3)检查各开关及功能按键是否正常。
4)检查机器运转是否正常。
5)检查各安全防护装置是否正常。
每周
1)清洁并加黄油于滑轨及丝杆。
每周日下班进行保养
数控冲床模具点检保养表
6
检查冲头,刃口磨损情况
每日
7
检查生产件的质量
每月
8
模具清理
每月
9
清洗导柱、导套、导板、楔机构、压边圈
每月
10
清洗导轨油污、重新加注润滑油
每月
11
检查模板、模架、磨损变形状况
每月
12
检查压料、卸料部件
每月
13
15
16
17
18
19
20
21
异常记录
1
4
7
2
5
8
3
6
9
重大安全隐患记录
备 注
1、检查方法:看、听、闻、试2、检查周期:每天由操作员点检,每月最后一天由班组长点检、保养
数控冲床模具点检保养表
年 月
设备名称
规格型号
设备编号
使用部门
保养人
检查日期
点检内容点检记录频率
频率
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
1Hale Waihona Puke 检查模具标识牌每日
2
检查模具外观
每日
3
检查定位销、定位块
每日
4
是否做防锈保养
每日
5
是否清洁模具,加注润滑油
3、保养后,用“√”表示进行了点检,“○”表示休息或放假,“×”表示有异常情况,应在“异常情况记录”栏予以记录,表格妥善保管好,月底回收
机床精度检查表
序号
检测事项
测定方法
测定方法略图
容许值
实测值
1
床身滑动的直线度
a.Z方向
(在垂直面内)
将精密水平仪固定在X(Z)轴刀架体,使其在Z(X)方向运动到两端的极限位置,两处的精密水平仪上读出的最大差值为该测定值
0.03mm
b.X方向
(在垂直面内)
0.03mm
3
X轴相对于Z轴方向移动的垂直度
主轴座上固定千分表,触及工件台面上三角尺测X方向全行程,调整在0.002以内,然后千分表触及Z方向,读出千分表全行程最大值,即为该测定值
在测定过程时,机床刀板移动距离为全行程长度减去15mm。
±0.002mm
No.1
No.2
No.3
No.4
No.5
No.6
No.7
No.8
No.9
No.10
检测事项
测定方法
测定方法略图
容许值
实测值
11
重复定位
精度测定
X轴
将千分表固定在X轴刀架体台面上,并触及主轴外圆面(表头与主轴中心线在一个平面内),X向移动靠近主轴外圆面,读取千分表上的数值,记录10个数据。其中最大的数值为测定值。(检测程序如下:快进行程;工进10mm,(F0.2);工进2mm,(F0.02);停止4秒钟,读数)
相对全行程005mm
4
主轴外圆面径向跳动
使千分表触及主轴的凸缘安装部位的外圆面上,主轴旋转中读出的最大值为该测定值
0.003mm
序号
检测事项
测定方法
测定方法略图
容许值
实测值
5
主轴孔跳动
将千分表固定在X轴刀架体上,使千分表触及主轴内孔,主轴旋转中读出的最大值为该测定值