数控加工工艺规程卡
花键轴加工工程工艺卡
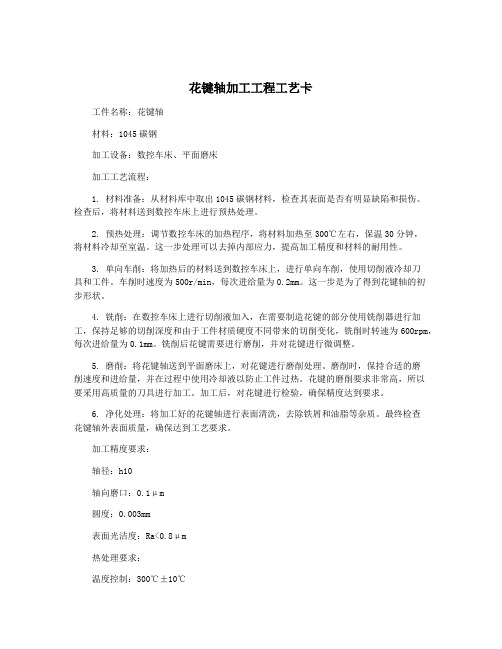
花键轴加工工程工艺卡工件名称:花键轴材料:1045碳钢加工设备:数控车床、平面磨床加工工艺流程:1. 材料准备:从材料库中取出1045碳钢材料,检查其表面是否有明显缺陷和损伤。
检查后,将材料送到数控车床上进行预热处理。
2. 预热处理:调节数控车床的加热程序,将材料加热至300℃左右,保温30分钟,将材料冷却至室温。
这一步处理可以去掉内部应力,提高加工精度和材料的耐用性。
3. 单向车削:将加热后的材料送到数控车床上,进行单向车削,使用切削液冷却刀具和工件。
车削时速度为500r/min,每次进给量为0.2mm。
这一步是为了得到花键轴的初步形状。
4. 铣削:在数控车床上进行切削液加入,在需要制造花键的部分使用铣削器进行加工,保持足够的切削深度和由于工件材质硬度不同带来的切削变化,铣削时转速为600rpm,每次进给量为0.1mm。
铣削后花键需要进行磨削,并对花键进行微调整。
5. 磨削:将花键轴送到平面磨床上,对花键进行磨削处理。
磨削时,保持合适的磨削速度和进给量,并在过程中使用冷却液以防止工件过热。
花键的磨削要求非常高,所以要采用高质量的刀具进行加工。
加工后,对花键进行检验,确保精度达到要求。
6. 净化处理:将加工好的花键轴进行表面清洗,去除铁屑和油脂等杂质。
最终检查花键轴外表面质量,确保达到工艺要求。
加工精度要求:轴径:h10轴向磨口:0.1μm圆度:0.003mm表面光洁度:Ra<0.8μm热处理要求:温度控制:300℃±10℃保温时间:30min冷却方式:空气冷却。
数控加工工艺与编程课程设计加工工艺过程卡片(空白表格)

精镗
精镗内孔至求
T04可转位硬质合金90º内孔车刀
08
切槽
切2个2mm槽
T05 2mm机夹硬质合金切槽刀
09
切槽
切螺纹退刀槽
T05宽2mm高速钢切断刀
10
车
车螺纹
T06可转位硬质合金外螺纹刀
11
切断
切断
T07宽4mm高速钢切断刀
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改标记
更改文件号
日期
签字
T01可转位硬质合金90º偏头外圆车刀
03
粗车
粗车外圆轮廓留单面余量0.2mm
T02可转位硬质合金93º偏头外圆车刀
04
精车
精车外圆轮廓至要求
T02可转位硬质合金93º偏头外圆车刀
05
钻孔
预钻孔¢13mm
T03¢13mm高速钢钻头
06
粗镗
粗镗内孔留单面余量0.2mm
T04可转位硬质合金90º内孔车刀
机 械 加 工 过 程 卡 片
单 位
沈阳工程学院
零件图号
产品名称
零件名称
共页
第页
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯制造数
每台件数
备注
工序号
工序名称
工 序 内 容
车间
程序
名称
设备
工 艺 装 备
工
粗车
粗车端面留余量0.2mm
T01可转位硬质合金90º偏头外圆车刀
02
精车
精车端面至要求
数控加工工艺过程卡

29、攻螺纹6-M10-H7
M10-H7的丝锥Ф10
30、精镗孔Ф80H7至尺寸
镗刀Ф80
31、精镗孔Ф75H7至尺寸
镗刀Ф75
32、精镗孔Ф68J7至尺寸
镗刀Ф68
33、钻Ф14的通孔
麻花钻Ф14
数 控 机 床 工 艺 简 卡Байду номын сангаас
序号
工序名称和
加工程序号
定位、装夹简图及程序原点和对刀说明
镗刀Ф74.8
10、半精镗孔Ф68H7至Ф67.8
镗刀Ф67.8
11、半精镗孔Ф62J7至Ф61.8
镗刀Ф61.8
12、攻螺纹6-M10-6H
M10-H7的丝锥Ф10
13、精镗孔Ф85H7至尺寸
镗刀Ф85
14、精镗孔Ф80J7至尺寸
镗刀Ф80
15、精镗孔Ф75J7至尺寸
镗刀Ф75
16、精镗孔Ф68H7至尺寸
Ф125的平面铣刀
2、半精铣平面E、F留余量0.5 mm
Ф125的平面铣刀
3、精铣平面E、F加工至要求距离尺寸750匀保证E、F平面Ra=1.6及与平面A、B的垂直度0.1
Ф125的平面铣刀
数 控 机 床 工 艺 简 卡
:
序号
工序名称和
加工程序号
定位、装夹简图及程序原点和对刀说明
工步序号及内容
选用刀具
工步序号及内容
选用刀具
备注
60
铣面
铣槽
倒角
钻孔
以平面B F定位
1、粗铣平面G
平面铣刀Ф30
,2、半精铣平面G
平面铣刀Ф40
3、粗铣下底面
立式铣刀Ф25
4、半精铣下底面
数控车(四级)工艺卡片
一.数控加工工艺卡片
二.数控刀具卡片
一.数控加工工艺卡片
二.数控刀具卡片
一.数控加工工艺卡片
二.数控刀具卡片
一.数控加工工艺卡片
二.数控刀具卡片
一.数控加工工艺卡片
二.数控刀具卡片
一.数控加工工艺卡片
二.数控刀具卡片
一.数控加工工艺卡片
二.数控刀具卡片
一.数控加工工艺卡片
二.数控刀具卡片
一.数控加工工艺卡片
二.数控刀具卡片
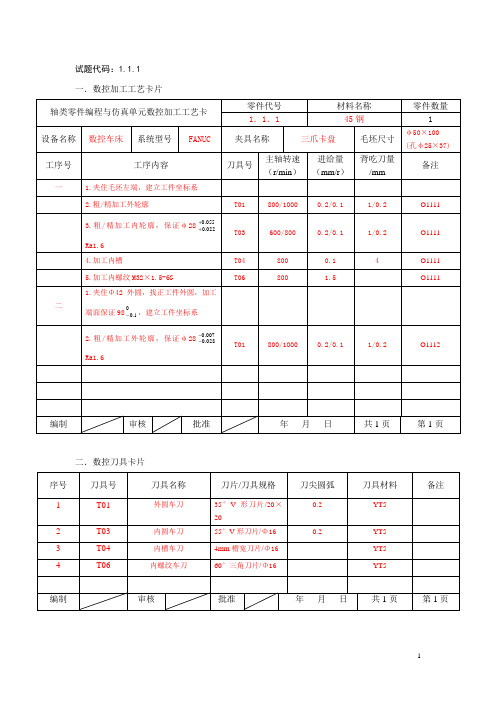
试题代码:1.2.2一.数控加工工艺卡片
二.数控刀具卡片
一.数控加工工艺卡片
二.数控刀具卡片
一.数控加工工艺卡片
二.数控刀具卡片
一.数控加工工艺卡片
二.数控刀具卡片
一.数控加工工艺卡片
二.数控刀具卡片
一.数控加工工艺卡片
二.数控刀具卡片
一.数控加工工艺卡片
二.数控刀具卡片。
机械加工工艺过程卡
工序名称
共页 第页 材料牌号
毛坯种类
毛坯外形尺寸
每毛坯可制造件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
冷却液
程序编号
数控系统
工序工时
准终
单件
工步 号
Байду номын сангаас
工步内容
刀具号 刀具规格
量具及检具
主轴转速 /(r/min)
切削速度 /(m/min)
进给速度 (mm/min)
背吃刀 量/mm
备注
描图
描校
底图号
装订号
设计(日期) 审核(日期) 标准化(日期) 会签(日期)
标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期
表 2 机械加工工序卡片
机械加工工序卡片
产品型号 产品名称
车间
零件图号 零件名称 工序号
工序名称
共页 第页 材料牌号
毛坯种类
毛坯外形尺寸
每毛坯可制造件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
工步 号
描图
工步内容
工艺设备
主轴 转速
切削 速度
进给量 /(mm/r)
切削 深度
进给 次数
工步时间 / min 机动 辅助
描校
底图号
装订号
设计(日期) 审核(日期) 标准化(日期) 会签(日期)
标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期
数控加工实用工艺卡片、刀具卡片样板
180
2866
0.20
573.2
3
T03
球头铣刀
8
给各孔点窝
H03
D03
80
3184
0.10
318.4
Z-3.0
4
T04
钻头
11
钻孔
H04
D04
80
2316
0.20
463
Z-40.0
11
T11
铰刀
16
铰4×φ16mm孔
H11
D11
15
298
0.16
48
Z-20.0
××零件机械加工工艺规程卡
08数控02-姓名-学号
N200
G40G00X52.
G40G00X52
取消刀具左补偿,快速退刀
××零件数控加工工艺卡
08数控02班-姓名-学号
零件号
零件名称
材料
热处理状态
毛坯尺寸
加工程序号
设备型号
设备名称
夹具编号
第1页
0001
45#
调质
150mm×150mm×100mm
O0001
XK713
数控铣
0001
补偿
切削参数
顺序号
刀具
机械加工工艺规程卡片
产品型号
零(部)件图号
共 页
第 页
产品名称或代号
零(部)件名称
材料牌号
45#
毛坯种类
圆棒料
毛坯外形尺寸
200mm×200mm×100mm
每件毛坯可制件数
3
每台件数
1
备注
工序号
工序名称
工序内容
数控加工工艺加工工序卡、刀具卡、

N
X27.;
N
G04P1000;
N
G01X75.;
N
G00G40X100.Z100.;
N
M30;
T01
单位名称
实习厂
产品名称
零件名称
零件图号
实训件
实训件01
XYYJZ01
工序号
程序编号
夹具名称
使用设备
数控系统
车间
002
O0002
三抓自定心卡盘
仿真机床
FANUC OI
工步号
工步内容
刀具号
刀具规格
/mm
主轴转速
n/(r/min)
进给量
背吃刀量
备注
1
切端面
T01
2
粗车右端外轮廓X向留余量0.2,Z向0.05
N
N100G01G42X27.496Z0F0.15S1000;
N
G03X23.617Z-22.221R17.;
N
G02X24.896Z-31.381R6.;
N
G03X22.5Z-40.R5.;
N
G01Z-48.;
N
X31.54;
N
X40.Z-72.;
N
N200Z-75.;
N
G00G40X100.Z100.;
N
G70P100Q200;
N
G00G40X100.0Z100.0;
N
T0303S350;
N
G00X35.0Z-29.0;
N
G01X24.0F0.15;
N
G04P1500;
N
G01X35.0F0.3;
N
G00X100.0Z100.0;
数控加工一般工艺流程

数控加工一般工艺流程
《数控加工一般工艺流程》
数控加工是一种精密加工技术,它利用数控设备进行自动化加工,能够实现高精度、高效率、高质量的加工。
下面我们来介绍一般的数控加工工艺流程。
首先,数控加工的工艺流程包括工件加工准备、编程、加工操作、加工检测等环节。
在工件加工准备阶段,需要对工件进行设计、选择适当的材料和加工工艺,并确定加工工序。
其次,编程阶段是将加工工艺参数输入至数控系统,包括刀具路径、进给速度、切削速度等信息,以便数控设备进行自动加工控制。
在加工操作阶段,操作员需要进行设备的开机、调试和监控,并对加工过程进行实时检测和调整。
最后,加工完成后需要进行检测,包括对加工精度、表面光洁度等进行检验,以确保加工结果符合要求。
此外,数控加工工艺流程还包括机床选择、刀具选择、切削参数确定等环节。
在机床选择方面,需要根据加工需求选择适合的数控加工机床,包括车床、铣床、磨床等。
在刀具选择方面,要根据工件的材料和形状选择适当的刀具,以确保加工质量和效率。
此外,切削参数的确定也非常重要,包括切削速度、进给速度、切削深度等,需要根据工件材料和加工要求进行合理设置。
综上所述,数控加工一般工艺流程包括工件加工准备、编程、加工操作、加工检测等环节,同时也涉及机床选择、刀具选择、
切削参数确定等细节。
只有严格按照工艺流程进行操作,才能够实现高精度、高效率、高质量的数控加工。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1000
100
3
4
切槽
切槽刀
5
车螺纹
螺纹刀
6
切断
切槽刀
工序号
2
编制
车间
1
铣键槽
立铣刀
直径:8
总长:60
刃长:30
800
50
4
数控加工刀具使用卡
(厂名)
零件名称
零件号
数控加工刀具卡片
程序号
编制
工步号
编号
刀片型号
刀柄型号
刀具尺寸(mm)
补偿号
直径
长度
D
H
1
2
3
以上数控加工工艺文件的编制参考的书目是:
《数控编程与加工技术》(基础篇)(第二版)张丽华马立克主编大连理工大学出版社2010年11月第11次印刷。第24-25页内容。
以上零件图纸参考的书目是:
《CAXA电子图板XP应用教程》胡建生高秀艳赵洪庆等编著机械工业出版社2007年7月第1版第4次印刷。第197页内容。
以上零件图纸参考的书目是:
《CAXA电子图板XP应用教程》胡建生高秀艳赵洪庆等编著机械工业出版社2007年7月第1版第4次印刷。第147-148页内容。
数控加工工艺规程卡
零件名称
零件材料
毛坯种类
毛坯硬度
毛坯重
编制
轴
45
φ55*150
工序号
工序名称
设备名称
夹具
刀具
辅具
冷却液
编号
规格
1
下料
锯床
2
数控车
三爪卡盘
1.外圆车刀
2.切槽刀
3.螺纹刀
3
数控铣
FAUNCoi
机用虎钳
DZ2000-8
直径:8
总长:60
刃长:30
4
钳工
钳工操作台
5
交验
数控加工工序卡
(厂名)
零件名称
轴
零件号001、O0002
夹具编号
使用设备
数控车、数控铣
工序号
编制
车间
工步号
工步内容
刀具名称
切削用量
辅具
编号
规格
转速
(r/min)
进给速度
(mm/min)
背吃刀量
(mm)
1
车端面
外圆车刀
刀尖角度55
1000
100
3
2
粗车各外圆
外圆车刀
1000
100
3
3
精车各外圆