304不锈钢激光点焊工艺研究
304不锈钢薄板脉冲激光焊焊接热过程数值分析

奥氏体不锈钢以其优良的抗腐蚀、 耐高温和综 合力学性能广泛应用于机械、化工、核电等行业的焊 接结构中;在受热作用的焊接区,因组织发生了非平 衡、非均匀的转变,使焊接接头的抗裂纹和耐高温腐 蚀等性能受到影响,因此,焊接时热影响区的宽窄就 显得比较重要[1]。 激光焊接由于具有能量密度高、焊 缝深宽比大、变形热影响区小、焊缝致密、焊接质量 好等特点日益受到重视[2]。 本次研究采用激光设 备 全面研究了不锈钢的脉冲激光焊焊接工艺参数,并 基于 ANSYS 软件,对不锈钢薄板焊接的温度场进行 三维数值动态模拟, 以期能将研究成果运用到更为
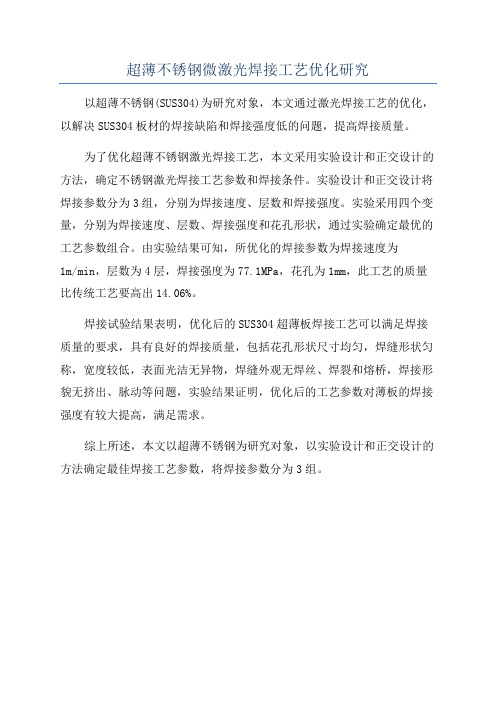
3.2 熔深分析 由图 4 可以看出, 焊接熔深几乎与焊接速度成
反 比 ,焊 接 速 度 过 快,难 以 形 成 “小 孔 效 应 ”, 而 过 低 的 焊接速度会使材料过渡熔化和烧损, 所以焊接时应 选择合理的焊接速度。 计算结果表明,当焊接速度约 为0.4 m/min 时,熔 深 为 0.5 mm 以 上,能 够 保 证 工 件
A=573 B=759 C=921 D=1247 E=1723
图 3 工件上温度场分布(℃) Fig.3 Temperature field of workpiece(℃)
0.6
焊缝尺寸 / mm
0.5
熔深
0.4
0.3
熔宽
0.2
0.1
0.1
0.3
0.5
0.7
0.9
焊接速度 /(m·min-1)
图 4 焊接速度对熔宽和熔深的影响 Fig.4 Effect of welding speed on welding width and depth
304不锈钢激光点焊工艺研究

304不锈钢激光点焊工艺研究陶汪陈彦宾李俐群吴林(现代焊接生产技术国家重点实验室,哈尔滨工业大学 150001)提要本文以304不锈钢作为试验材料,采用搭接的方式进行激光点焊试验,研究了激光功率、焊接持续时间、离焦量和间隙对焊点形态及尺寸的影响规律。
试验结果表明,在熔透情况下,焊点上表面都呈现明显的下塌,持续时间或者间隙较大时,下表面还会出现内凹。
随着焊接持续时间的增加,焊点整体尺寸增长较快,中心的下塌和内凹深度都有明显增加;而随着激光功率的增加,焊点尺寸增长缓慢。
当间隙变大时,焊点熔合面出现收缩现象。
关键词激光点焊焊点尺寸下塌An experimental study on laser spot welding of 304 stainless steelTao Wang Chen Yanbin Li Liqun Wu Lin(State Key Laboratory of Advanced Welding Production Technology, Harbin Institute ofTechnology 150001)Abstract Laser spot welding of 304 stainless steel was carried out and the relationship between the welding parameters and the geometry of laser spot welds was investigated. The experimental results indicate that the influence of the laser pulse duration on the geometry of spot welds is more significant than that of the laser power. At the condition of full penetration, the surface concave is obvious, and the concave of the bottom side is found when the pulse duration or the dimension of gap increases. Moreover, the fusion area contracts with the increase of gap dimension.Keywords laser spot welding weld geometry surface concave1. 引言目前生产中所使用的点焊方式大多为电阻点焊,它易于实现自动化和机械化,生产效率高。
超薄不锈钢微激光焊接工艺优化研究
超薄不锈钢微激光焊接工艺优化研究以超薄不锈钢(SUS304)为研究对象,本文通过激光焊接工艺的优化,以解决SUS304板材的焊接缺陷和焊接强度低的问题,提高焊接质量。
为了优化超薄不锈钢激光焊接工艺,本文采用实验设计和正交设计的方法,确定不锈钢激光焊接工艺参数和焊接条件。
实验设计和正交设计将焊接参数分为3组,分别为焊接速度、层数和焊接强度。
实验采用四个变量,分别为焊接速度、层数、焊接强度和花孔形状,通过实验确定最优的工艺参数组合。
由实验结果可知,所优化的焊接参数为焊接速度为
1m/min,层数为4层,焊接强度为77.1MPa,花孔为1mm,此工艺的质量比传统工艺要高出14.06%。
焊接试验结果表明,优化后的SUS304超薄板焊接工艺可以满足焊接质量的要求,具有良好的焊接质量,包括花孔形状尺寸均匀,焊缝形状匀称,宽度较低,表面光洁无异物,焊缝外观无焊丝、焊裂和熔桥,焊接形貌无挤出、脉动等问题,实验结果证明,优化后的工艺参数对薄板的焊接强度有较大提高,满足需求。
综上所述,本文以超薄不锈钢为研究对象,以实验设计和正交设计的方法确定最佳焊接工艺参数,将焊接参数分为3组。
304_不锈钢激光焊接接头组织性能及断裂机理研究

精密成形工程第15卷第9期吕光宙1,马泽铭1*,许爱军2,郭文俊1,代国宝2,郭伟夺2(1.中车青岛四方机车车辆股份有限公司,山东青岛 266111;2.北京卫星制造厂有限公司,北京 100094)摘要:目的研究工艺参数对接头微观组织及力学性能的影响规律,观察断口形貌并揭示断裂机理。
方法基于生产实际,采用激光焊接技术对304不锈钢进行平板对接试验,利用金相显微镜、扫描电镜和背散射电子衍射等手段观察不同焊接参数下的接头微观组织,利用拉伸试验机及显微硬度仪测试其力学性能;通过疲劳试验机测试不同应力下的疲劳寿命,并绘制相应的S-N曲线;使用扫描电镜观察并分析疲劳断口的形貌特征。
结果焊缝中心由等轴状奥氏体和针状铁素体组成,熔合区以柱状晶的形式向焊缝中心生长。
激光功率及焊接速度越大,柱状晶的尺寸越小。
当激光焊接功率为1 390 W、焊接速度为13 mm/s、离焦量为−10 mm时,304不锈钢激光焊接接头的力学性能最好,此时的抗拉强度为785.9 MPa、伸长率为75.6%,拉伸断口呈典型的韧性断裂特征。
在高应力水平(350 MPa和500 MPa)下,疲劳断口由裂纹萌生区、裂纹扩展区和瞬时断裂区组成,焊缝具有优良的抗疲劳性能。
结论焊接速度越快、焊接功率越小、离焦量为负,得到的焊接接头硬度越高,由于细晶强化及加工硬化的双重作用,接头达到了最佳力学性能。
关键词:304不锈钢;力学性能;激光焊接;断裂机理;微观组织DOI:10.3969/j.issn.1674-6457.2023.09.009中图分类号:TG456.7 文献标识码:A 文章编号:1674-6457(2023)09-0074-09Microstructure, Properties and Fracture Mechanism of 304 StainlessSteel Welding Joint by LaserLYU Guang-zhou1, MA Ze-ming1*, XU Ai-jun2, GUO Wen-jun1, DAI Guo-bao2, GUO Wei-duo2(1. CRRC Qingdao Sifang Co., Ltd., Shandong Qingdao 266111, China;2. Beijing Spacecrafts Co., Ltd., Beijing 100094, China)ABSTRACT: The work aims to study the effect of process parameters on the microstructure and mechanical properties of the joint and reveal the fracture mechanism by observing the fracture morphology. The plate butt test was carried out to 304 stainless steel by laser welding technology based on the actual production. The microstructure of the joint under different weld-ing parameters was characterized by metallurgical microscope and scanning electron microscope combined with electron back-scattered diffraction. The mechanical properties were measured by the testing machine and microhardness tester. The fatigue life under different stresses was tested by fatigue test. S-N curves of the three specimens were drawn, and the morphology charac-teristics of the fatigue fracture were observed and analyzed by SEM. The results indicated that the weld center was composed of收稿日期:2023-03-24Received:2023-03-24基金项目:国家科技重大专项(2014ZX04001-151)Fund:Major National Science and Technology Project(2014ZX04001-151)引文格式:吕光宙, 马泽铭, 许爱军, 等. 304不锈钢激光焊接接头组织性能及断裂机理研究[J]. 精密成形工程, 2023, 15(9): 74-82.LYU Guang-zhou, MA Ze-ming, XU Ai-jun, et al. Microstructure, Properties and Fracture Mechanism of 304 Stainless Steel第15卷 第9期 吕光宙,等:304不锈钢激光焊接接头组织性能及断裂机理研究75equiaxed austenite and acicular ferrite, and the fusion zone grew towards the weld center in the form of columnar crystals. The size of columnar crystals decreased with the increase of laser power and welding speed. When the laser welding power was 1 390 W, the welding speed was 13 mm/s, and the defocusing amount was −10 mm, the mechanical properties of 304 stainless steel laser welding joint were the best. The tensile strength reached 785.9 MPa, the elongation was 75.6% and the tensile fracture was typical ductile fracture. The fatigue fracture of the joint which had excellent fatigue resistance was composed of crack ini-tiation zone, crack propagation zone and instantaneous fracture zone under high stress level (350 MPa and 500 MPa). The hard-ness of welding joint is higher under the condition of high welding speed, low welding power and negative defocus. Due to the dual effects of fine grain strengthening and work hardening, the best mechanical properties are achieved. KEY WORDS: 304 stainless steel; mechanical properties; laser welding; fracture mechanism; microstructure304不锈钢因具备优良的耐腐蚀性、耐高温性[1-3]以及良好的可加工性和综合力学性能,被广泛应用于城轨交通、航空航天、核电化工及食品医疗等行业。
高功率激光焊接SUS304不锈钢数值模拟与试验研究

(2) 假定小孔壁温度为材料的汽化温度 , 忽略
了材料汽化带走的能量和质量损失 [10-11]。
Marangoni 对流相关 。 张林杰 等人开展了侧吹气体
[9]
(3) 假定小孔反冲压力与表面张力平衡
[3,12]
,即
对激光焊接焊缝成形影响的试验研究程小孔为固定的倒锥体 , 小孔的尺寸是基于 高速摄像拍摄及光束聚焦半径而设定的 , 如图 2 所 示 。 小孔直径相对熔池宽度小的多 , 小孔对熔池流动 的影响相对较小 , 小孔壁为自由滑移边界条件 [13], 这 样利于简化模型而重点分析熔池流动对最终焊缝成 形的影响 。
果表明 :Maragoni 对流是 导 致 上 表 面 高 温 熔 融 金 属 液 向 熔 池 边 缘 流 动 , 致 使 熔 宽 增 加 , 从 而 形 成 “ 钉 子 头 ” 型 焊 缝 的 原 因 。 试验结果与模拟结果基本吻合 , 焊接速度从 25 mm/s 降低至 10 mm/s, 熔宽和熔深均增加 , 熔合线曲率越大 ,“ 钉子 头 ” 型焊缝越突出 。 关键词 : 高功率激光焊接 ;Marangoni 对流 ; 数值模拟 ;“ 钉子头 ” 型焊缝 中图分类号 :TG456.7 文献标识码 :A 文章编号 :1001-3814(2014)23-0166-05
(1. State Key Laboratory of Advanced Design and Manufacturing for Vehicle Body, Hunan University, Changsha 410082, China; 2. Laser Research Institute, Hunan University, Changsha 410082, China) Abstract :A numerical simulation of high power laser welding of SUS304 stainless steel for "nail head" shape of weld defects was presented. Firstly, a three-dimensional model of coupling between heat transfer and fluid flow in the weld pool was developed, using finite element software COMSOL Multiphysics 4.3a. Heat transfer and fluid flow in the weld pool was driven by the Marangoni force, buoyancy force and latent heat were included in our model. Besides, the solid-liquid phase change behaviour was calculated by an additional source term. The effect of Marangoni convection on weld pool of temperature field, fluid field and weld pool shape were analyzed. Lastly, the numerical model was applied to SUS304 stainless steel plate with deep penetration laser welding. The results show that Marangoni convection at the upper surface leads to the hot molten metal flowing from the center to near the boundaries of the weld pool and as a consequence in wider weld pool, resulting in "nail head" shape of the weld cross section. Besides, the experimental results show that the computed weld pool shapes are in good agreement with the experimental results. Th e weld width and penetration increases with an decrease in welding speed from 25 mm/s to 10 mm/s, as a result, the curvature of the fusion line is stronger. The "nail head" shape of the weld cross section is more obvious. Key words :high power laser welding; Marangoni convection; numerical simulation; "nail head" weld shape
304_不锈钢与PMMA_异种材料激光焊接试验研究

- 30 -高 新 技 术在异种材料领域内,金属与非金属的连接是一种较常见的形式。
金属与非金属的连接可以充分发挥2种材料的优越性,满足人们的生产需求,如何能够实现对2种不同材料的优质连接就成为了研究的一个重要课题。
目前,金属和塑料连接所采用的主要方法有机械铰合、超声波钎焊以及脉冲式光纤激光焊接等,其中脉冲式激光焊接具有焊接精度高、热影响小等优点,能够完美解决异种材料之间的不兼容问题。
304不锈钢是一种常见的金属材料,而聚甲基丙烯酸甲酯(PMMA )则是一种常见的高分子材料,采用先进的加工技术对这2种材料进行复合,可以在最大程度上满足工业生产中产品的需求,因而其在航空航天工业、汽车制造以及电子产品封装焊接等方面的得到了广泛的应用。
但从焊接工艺方面来看,由于304不锈钢和PMMA 是2种完全不同的材料,无论是在物理结构能还是在化学性能方面都存在巨大的差异,因此,采用传统的焊接方法很难获取高质量的产品。
为了得到高质量的焊接接头,该文针对304不锈钢和PMMA 异种材料的激光焊接进行了研究。
1 金属与非金属材料的激光焊接研究现状随着人们生活水平的不断提升,在生产生活之中,人们对产品质量也有了更高的要求,而要想生产出高质量的新能源材料,需要拥有高科技的加工技术。
金属与非金属之间的链接可以融合两者的优点,不仅能满足产品轻量化的设计要求,同时也具备足够的刚度和强度来确保产品的安全,因此国内外学者针对金属和非技术之间的连接技术进行了深入研究。
在国外,M.Wahba (2011)等人采用高功率二极管激光器对PET 和镁合金进行了焊接试验,采用了2种不同的焊接方式,首先是将塑料板置于上方进行激光透射焊,其次将镁合金板材置于上方进行激光热传导焊接[1]。
试验结果表明,进行激光焊接的速度对异种材料接头部位的抗拉强度具有显著影响,通过对2种不同激光焊接方式的对比分析可以看出,采用热传导激光焊接方式得到的异种材料焊接头拉伸强度要高于采用激光透射焊接方式得到的焊接头强度,究其原因,是气泡的离散性分散有助于2种不同材料之间的融合。
SUS304和SUS316F不锈钢激光焊接性能研究

本科毕业设计题目::SUS304和SUS316F不锈钢激光焊接性能研究学院: 理学院专业: 材料物理学号: ****************: *******: **日期: 2013/6/2摘要高技术重要组成部分之一的激光技术,是20世纪科学技术发展的重要标志和现代化信息社会光电子技术重要支柱之一,尤其是激光焊接技术,以其焊接速度快、效率高、焊缝窄、热变形小、易柔性化等优异特性被很多学者连同电子束加工和离子束加工并称为21世纪最具有发展前景及最有效的加工技术。
目前激光焊接技术已应用航空航天、武器制造、船舶工业、汽车制造、压力容器制造、民用及医用等多个领域。
而这些领域中大多应用SUS304不锈钢,SUS304不锈钢大多用于精密仪器。
精密仪器的焊接,传统的焊接方式很难保证其质量,而激光焊接的优点刚好符合其要求。
这使得不锈钢激光焊接性能的研究变得极为重要。
而本文主要研究的是SUS304和SUS3F不锈钢的激光焊接性能。
本实验主要研究了激光焊接功率、焊斑个数和焊接材料对焊缝处剪切力大小的影响,实验采用多组对比,得出了以下结论:激光功率越大剪切力越大,焊斑个数越多剪切力越大,SUS304不锈钢的焊接性能优于SUS316F的焊接性能。
关键词:激光焊接;SUS304不锈钢;SUS316F不锈钢;剪切力AbstractAn important part of high-tech laser technology, science and technology development in the 20th century and an important symbol of modern information society is one important pillar of optoelectronic technology, especially in laser welding technology, with its welding speed, high efficiency, narrow weld, thermal deformation is small, flexible and easy by many scholars and other outstanding features, together with the electron beam and ion beam processing and processing known as the 21st century the most promising and most effective processing technology. Currently laser welding technology has been used in aerospace, weapons manufacturing, shipbuilding industry, automobile manufacturing, pressure vessel manufacturing, civil and medical and other fields. Most of these application areas SUS304 stainless steel, SUS304 stainless steel mostly used for precision instruments. Precision welding, conventional welding is difficult to guarantee the quality of, and advantages of laser welding just meet their requirements. This allows the properties of stainless steel laser welding has become extremely important. And this is the main research and SUS3F SUS304 stainless steel laser welding performance.This experiment studied the laser welding power, the number of spot welding and welding materials for weld shear size of the impact of multi-group comparison experiment, reached the following conclusions: the greater the shear force greater laser power, welding the more the number of spots greater shear strength, SUS304 stainless steel welding performance than SUS316F weldability.Key Words:Laser welding; SUS304 stainless steel; SUS316F stainless steel; shear force目录1 文献综述 (1)1.1 前言 (1)1.2 激光焊接技术的发展 (1)1.3 激光焊接的应用 (3)1.4 激光焊接的优势和不足 (3)1.4.1 激光焊接的优势 (3)1.4.2 激光焊接也存在不足 (5)1.5 激光焊接基本原理 (5)1.6 SUS304不锈钢简介 (6)1.6.1 热处理 (6)1.6.1.1 固熔处理 (7)1.6.1.2 除应力退火 (7)1.6.1.3 稳定化处理 (7)1.6.2 SUS304的理化成分 (7)1.7 SUS316F不锈钢简介 (8)1.8 本文研究内容 (8)2 实验方案 (9)2.1 主要实验仪器 (9)2.2 实验材料 (9)2.3 试验方法 (9)3 实验结果及分析 (11)4 结论 (18)参考文献 (19)致谢 (20)1 文献综述1.1 前言激光是上世纪继原子能和计算机之后发展起来的又一项重大高新技术,其优异特性体现在单色性、空间和时间相干性、方向性和能量密度高度集中等方面[1]。
304不锈钢大功率光纤激光焊成形研究

熔宽。
2 试 验 结 果
2.1 焊 缝 熔 深 图3给出了所有试验焊接参数下焊 缝 熔 深 的 变 化 曲 线。 由 图 可 知,在 焊 接 速 度 相 同 的 条 件 下,激 光
功率越大,熔 深 也 越 大。 但 在 激 光 功 率 相 同 的 情 况 下,熔 深 随 焊 接 速 度 变 化 的 情 况 则 较 为 复 杂:在 50mm/s以下时,熔深随焊接速度增加而减小的趋势较为明显;在 50~90 mm/s的速度区间内熔深几 乎
摘要:为了 研 究 大 功 率 光 纤 激 光 焊 在 304 不 锈 钢 上 的 焊 缝 成 形,使 用 5~7kW 的 激 光 功 率, 10~100mm/s的焊接速度在16mm 厚的304奥氏体不锈钢上进行全覆盖参数试验。随后观察 了焊缝的熔深、熔宽、焊缝形状等成形参数。 结 果 表 明,焊 接 速 度 低 于 20 mm/s时,焊 缝 表 面 会 形成隆起,熔深随速度减慢,迅速增加;焊接速 度 在 30~40 mm/s时,焊 缝 表 面 变 得 凹 凸 不 平 且 两边存在咬边,熔深随速度减 慢 且 小 幅 增 加;焊 接 速 度 介 于 50 mm/s和 90 mm/s之 间 时,焊 缝 的熔深和熔宽几乎不变;而当速度达到100 mm/s时,熔 深 急 剧 减 小,且 钉 头 形 焊 缝 的 形 状 发 生 了很大的改变。通过以上试验结果结合小孔效应和熔池特性分析了激光焊缝的成 形 机 理 ,对 大 功率光纤激光焊接形成了更全面的认识。 关 键 词 :304 不 锈 钢 ;光 纤 激 光 焊 ;小 孔 效 应 ;成 型 机 理 中 图 分 类 号 :TG 456.7 文 献 标 志 码 :A doi:10.3969/j.issn.1005-5630.2014.03.012
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
304不锈钢激光点焊工艺研究陶汪陈彦宾李俐群吴林(现代焊接生产技术国家重点实验室,哈尔滨工业大学 150001)提要本文以304不锈钢作为试验材料,采用搭接的方式进行激光点焊试验,研究了激光功率、焊接持续时间、离焦量和间隙对焊点形态及尺寸的影响规律。
试验结果表明,在熔透情况下,焊点上表面都呈现明显的下塌,持续时间或者间隙较大时,下表面还会出现内凹。
随着焊接持续时间的增加,焊点整体尺寸增长较快,中心的下塌和内凹深度都有明显增加;而随着激光功率的增加,焊点尺寸增长缓慢。
当间隙变大时,焊点熔合面出现收缩现象。
关键词激光点焊焊点尺寸下塌An experimental study on laser spot welding of 304 stainless steelTao Wang Chen Yanbin Li Liqun Wu Lin(State Key Laboratory of Advanced Welding Production Technology, Harbin Institute ofTechnology 150001)Abstract Laser spot welding of 304 stainless steel was carried out and the relationship between the welding parameters and the geometry of laser spot welds was investigated. The experimental results indicate that the influence of the laser pulse duration on the geometry of spot welds is more significant than that of the laser power. At the condition of full penetration, the surface concave is obvious, and the concave of the bottom side is found when the pulse duration or the dimension of gap increases. Moreover, the fusion area contracts with the increase of gap dimension.Keywords laser spot welding weld geometry surface concave1. 引言目前生产中所使用的点焊方式大多为电阻点焊,它易于实现自动化和机械化,生产效率高。
但是也存在很多问题,比如无损检测困难,接头强度低等。
随着各种焊接方式的不断产生和发展,点焊方式也呈现多样化。
目前已经应用于生产的就有电阻点焊、电弧点焊、激光点焊和胶接点焊等多种点焊方法[1]。
激光点焊作为一种新的点焊方式,与传统的电阻点焊相比具有其特有的优势。
由于采用激光作热源,点焊速度快、精度高,热输入量小,工件变形小;激光的可达性较好,可以减少点焊时位置与结构上的限制;激光点焊属于无接触焊接,焊点之间的距离、搭接量等参数的调节范围大;不需要大量的辅助设备,能够较快的适应产品变化,满足市场需求[2]。
激光点焊所具有的高精度、高柔性的特点使其在实际生产,特别是航空工业的应用中能够取代传统的电阻点焊和铆接等工艺。
目前激光点焊技术多应用在大批量自动化生产的微小元件的组焊中,采用高频率、低功率的脉冲激光器,所得焊点热影响区小,焊点无污染,焊接质量高。
但是在大功率点焊厚度大于0.5mm材料的研究非常少。
当前对于激光点焊的研究一般都采用数值模拟的方法来预测焊点的形状和尺寸[3],或者是通过各种检测手段来研究点焊时匙孔特征和动态行为[4]。
而把激光点焊当作一项工艺来研究的文献报道非常少见。
在激光点焊技术应用到实际生产代替传统的点焊方式之前,需要进行大量的工艺试验研究。
为了对激光点焊工艺有一个初步的探索,本文以0.8mm厚不锈钢板为材料,进行搭接点焊试验,研究了CO2激光点焊不锈钢过程中激光功率、焊接持续时间和离焦量这三种工艺参数对激光点焊焊点形态、尺寸和强度的影响规律,并且分析了激光点焊对板间间隙的适应性。
2. 试验方法及设备本试验采用德国ROFIN-SINAR公司生产的射频激励扩散冷却CO2激光器,最大输出功率3.0kW,波长为10.6μm,最小光斑直径0.15mm,模式为TEM00。
保护气体为Ar气,气流量为15L/min。
试验材料为0.8mm厚不锈钢,焊接接头为搭接接头。
焊接前为了除去材料表面的污渍,需要用丙酮进行清洗工件表面。
3. 试验结果及分析本文采用激光连续输出的方式进行点焊,所调节的工艺参数分别为激光功率、焊接持续时间和离焦量。
3.1 激光功率的影响a)P=900W b)P=1100W c)P=1300W d)P=1500W e)P=1600W f)P=1700W图1 不同功率下的焊点表面形态(焊接时间t=0.3s,离焦量Δf=-0.8mm)图1为不同激光功率下焊点的表面形态,可以看出焊点表面存在金属堆积,焊点中心则呈现不同程度的下塌,这主要是由于金属来不及回填产生的。
当激光功率达到一定值时,熔池中的液态金属急剧蒸发形成匙孔,并产生一个反冲力,把液态金属推向熔池的边缘,堆积在焊点周围。
当激光停止作用时,金属不再蒸发,反冲力消失,堆积的金属在重力的作用下重填匙孔,同时液态金属冷却凝固。
如果金属在没有完全回填匙孔的情况下凝固,就会在焊点表面形成下塌。
相对于连续焊来说,由于激光点焊加热时间短,金属的冷却凝固速度很快,所以下塌现象更明显。
另外,在点焊过程中还存在着金属的损失,这种损失一方面是由于激光点焊时金属急剧蒸发,另一方面是金属蒸发时产生的反冲压力造成金属的飞溅。
从图1还可以看到,在激光功率为1100W和1300W时,焊点下塌表面直径较大,下塌平面光滑,功率大于1500W时焊点表面中心处会出现氧化现象。
总体来看,单纯的改变激光功率,并不能对焊点表面的下塌现象进行有效改进。
a) P=600W b) P=650W c) P=800Wd) P=1100W e) P=1300W f) P=1500Wg) P=1600W h) P=1700W图2 不同激光功率下的焊点截面形状(焊接时间t=0.3s,离焦量Δf=-0.8mm)图2所示为不同激光功率下焊点的截面形态。
可以看出,在未熔透情况下焊点表面均无下塌现象,且功率变化对熔深的影响较大。
功率大于1000W以后,焊点完全熔透,此时表面出现明显下塌,功率较大时(1500W),甚至在焊点的表面中心形成凹坑,激光功率越大,凹坑现象越明显。
从图2还可以看出在未熔透的情况下(p <800W ),气孔现象要比熔透情况下明显。
气孔位置一般出现在熔合面附近,这可能是由于激光功率较小时熔池的搅动不够剧烈,熔池中的气泡无法很快的上浮,从而形成气孔。
(m m )焊点尺寸6008001000120014001600500100015002000250030003500最大承受载荷(N )激光功率(W)800800100012001400160010.51.01.52.02.53.03.54.04.55.0激光功率(W)图3 激光功率对焊点尺寸的影响规律 图4 激光功率对焊点强度的影响规律图3所示为焊点尺寸与激光功率之间的关系图,可以看出熔透情况下,随着功率的增加焊点上表面直径上下波动,波动幅度不大,焊点熔合面直径和背面直径一直缓慢增加。
随着激光功率从900W 增加到1700W ,焊点熔合面直径增大80%左右,焊点背面直径变化的幅度和熔合面直径相近。
图4则显示随着激光功率的增加,焊点所能承受的最大横向载荷也不断增加。
一般来说载荷的大小取决于熔合面直径,熔合面直径越大,焊点所能承受的最大载荷也就越大。
因此在研究激光点焊工艺时,更多的是关注焊接参数对焊点尺寸的影响。
3.2 焊接持续时间的影响a) 焊接持续时间t =0.2s b) 焊接持续时间t =0.3sc) 焊接持续时间t =0.4s d) 焊接持续时间t =0.5se) 焊接持续时间t =0.6s f) 焊接持续时间t =0.8s图5 焊点截面形状(P =1300W ,Δf =-1.5mm )图5所示为不同焊接持续时间下获得的焊点截面,可以看出焊点形态出现很大变化,随着点焊时间的增加,上表面的下塌和下表面的内凹深度都明显增大。
当持续时间大于0.4s 时焊点最小截面位置下移,这表明随着时间的增加,与上板金属的熔化速率相比,下板金属的熔化速率出现下降。
图6所示为焊接持续时间对焊点尺寸的影响。
在焊接持续时间大于0.3s 时,焊点尺寸 均增加,焊点上表面直径的增加速度逐渐减缓,焊点熔合面直径的增加速度比焊点表面和背0.20.40.60.8 1.01.52.02.53.03.54.04.55.05.56.0焊点尺寸(m m )持续时间(S)-5-4-3-2-111.52.02.53.03.54.04.55.05.5焊点尺寸(m m )离焦量(mm)图6 焊接持续时间对焊点尺寸的影响 图7 离焦量对焊点尺寸的影响面直径更大。
焊接持续时间从0.2s 增加到0.8s 时,焊点熔合面直径从2.1mm 变化到5.08mm ,增大140%左右。
可以看出与激光功率相比,焊接持续时间对焊点尺寸的影响更大,尤其是 熔合面直径。
这是由于激光作用开始阶段主要是熔深方向上的变化,当匙孔深度达到一定值时,熔池横向扩展速度就会大于深度方向的扩展速度,所以焊接持续时间对最终形成的焊点尺寸有很大影响。
3.3离焦量的影响离焦量的变化直接改变了光斑直径与能量密度的大小,离焦量向负方向和正方向增大时,都意味着光斑直径的增大和能量密度的减小。
在激光点焊过程中,光斑直径与激光入射在试件上所形成的初始匙孔大小存在一定的对应关系,而能量密度则决定了熔池的扩展速度。
当离焦量绝对值较小时,激光光斑直径小,激光功率密度大,焊点熔池扩展的速度较快,但初始匙孔的直径小;相反情况下,离焦量较大,初始匙孔的直径大,但是熔池扩展速度变慢,得到的焊点尺寸不一定很大,故在离焦量的变化过程当中光斑直径和焊点表面功率密度的综合作用决定了焊点尺寸的大小。
图7给出了离焦量与焊点尺寸之间的关系。
从图中可以看到,离焦量的变化对焊点尺寸的影响较大,从负离焦向正离焦的变化过程中,焊点上下表面和熔合面尺寸都存在一个最大值。
当激光功率P =1300W ,焊接持续时间t =0.5s 时,离焦量在-2mm 左右时焊点熔合面尺寸呈现最大值。