数控车床刀具补偿
数控车床刀具补偿知识

(2)刀尖方位的设置
车刀形状很多,使用时安装位置也各异,由此 决定刀尖圆弧所在位置。 要把代表车刀形状和位置的参数输入到数据库中。 以刀尖方位号表示。
从图示可知,
若刀尖方位码设为0或9时,机床将以刀尖圆弧中 心为刀位点进行刀补计算处理; 当刀尖方位码设为1~8时,机床将以假想刀尖为 刀位点,根据相应的代码方位进行刀补计算处理。
为什么需要刀具刀具补偿?
刀具使用一段时间后会磨损 ,会使加工尺寸
产生误差.
解决: •将磨损量测量获得后进行补偿.
可以不修改加工程序.
为什么需要刀具刀具补偿
数控程序一般是针对刀位点 ,
按工件轮廓尺寸编制的 . 当刀 尖不是理想点而是一段圆弧时 , 会造成实际切削点与理想刀位 点的位置偏差.
解决: •对刀尖圆弧半径进行补偿.
N11 M30
五、换刀程序编写
G27、G28、G29. ----- 参考点控制
1、格式:
1、关于参考点操作的指令
G27 X... Z... T0000 ; 回指令参考点检验 G28 X... Z... T0000 ; 经指令中间点再自动回参考点 G29 X... Z... ; 从参考点经中间点返回指令点
过程:
将某把车刀的几何偏置和磨损补偿值存入相应的刀补地址 中。 当程序执行到含 Txxxx的程序行的内容时,即自动到刀补 地址中提取刀偏及刀补数据。
驱动刀架拖板进行相应的位置调整。
T XX 00取消几何补偿。
对于有自动换刀功能的车床来说,执行T指令时, 将先让刀架转位,按刀具号选择好刀具后,再调 整刀架拖板位置来实施刀补。
O1111
例2:考虑刀尖半径补偿
N1 G92 X40.0 Z10.0
数控机床刀具补偿功能
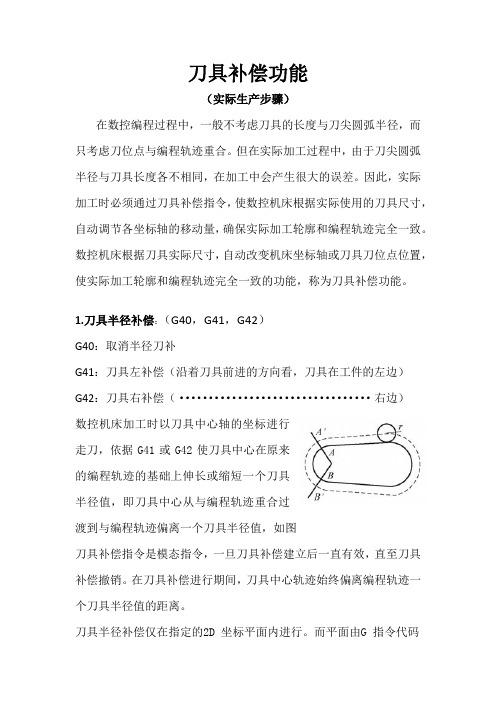
刀具补偿功能(实际生产步骤)在数控编程过程中,一般不考虑刀具的长度与刀尖圆弧半径,而只考虑刀位点与编程轨迹重合。
但在实际加工过程中,由于刀尖圆弧半径与刀具长度各不相同,在加工中会产生很大的误差。
因此,实际加工时必须通过刀具补偿指令,使数控机床根据实际使用的刀具尺寸,自动调节各坐标轴的移动量,确保实际加工轮廓和编程轨迹完全一致。
数控机床根据刀具实际尺寸,自动改变机床坐标轴或刀具刀位点位置,使实际加工轮廓和编程轨迹完全一致的功能,称为刀具补偿功能。
1.刀具半径补偿:(G40,G41,G42)G40:取消半径刀补G41:刀具左补偿(沿着刀具前进的方向看,刀具在工件的左边)G42:刀具右补偿(·································右边)数控机床加工时以刀具中心轴的坐标进行走刀,依据G41或G42使刀具中心在原来的编程轨迹的基础上伸长或缩短一个刀具半径值,即刀具中心从与编程轨迹重合过渡到与编程轨迹偏离一个刀具半径值,如图刀具补偿指令是模态指令,一旦刀具补偿建立后一直有效,直至刀具补偿撤销。
在刀具补偿进行期间,刀具中心轨迹始终偏离编程轨迹一个刀具半径值的距离。
刀具半径补偿仅在指定的2D 坐标平面内进行。
而平面由G 指令代码G17( xy平面)、G18( zx平面)、G19( yz平面)确定。
刀具半径值则由刀具号H(D)确定2.刀具长度补偿所谓刀具长度补偿,就是把工件轮廓按刀具长度在坐标轴(车床为x、z轴)上的补偿分量平移。
对于每一把刀具来说,其长度是一定的,它们在某种刀具夹座上的安装位置也是一定的。
数控车床刀具补偿指令编程及刀偏值设定
2.刀具位置补偿基准 设定与补偿方式(6)
PPT文档演模板
数控车床刀具补偿指令编程及刀偏值 设定
PPT文档演模板
3.刀具位置补偿类型
•刀具位置补偿可分为 刀具几何形状补偿(G) 和 刀 具 磨 损 补 偿 (W) 两种,需分别加以设 定。刀具几何形状补 偿实际上包括刀具形 状几何偏移补偿和刀 具安装位置几何偏移 补偿,而刀具磨损偏 移补偿用于补偿刀尖 磨损,如图所示。
PPT文档演模板
数控车床刀具补偿指令编程及刀偏值 设定
6.刀具几何偏移动作 (4)
PPT文档演模板
数控车床刀具补偿指令编程及刀偏值 设定
PPT文档演模板
三、刀尖圆弧半径补偿
数控车床刀具补偿指令编程及刀偏值 设定
1.理想刀具和实际刀具(1)
•理想刀具是具有理想刀尖A的刀具。但实际 使用的刀具,在切削加工中,为了提高刀尖 强度,降低加工表面粗糙度,通常在车刀刀 尖处制有一圆弧过渡刃;一般的不重磨刀片 刀尖处均呈圆弧过渡,且有一定的半径值; 即使是专门刃磨的“尖刀”,其实际状态还 是有一定的圆弧倒角,不可能绝对是尖角。 因此,实际上真正的刀尖是不存在的,这里 所说的刀尖只是一“假想刀尖”。
位置时,刀尖位置B相对标刀刀尖位置A就会
出现偏置,原来建立的坐标系就不再适用,
因此应对非标刀具相对于标准刀具之间的偏
置值Δx、Δz进行补偿,使刀尖位置B移至位
置A。标准刀具偏置值为机床回到机床零点时,
工件坐标系零点相对于工作位上标准刀具刀
尖位置的有向距离。
PPT文档演模板
数控车床刀具补偿指令编程及刀偏值 设定
数控车床刀具补偿指令 编程及刀偏值设定
PPT文档演模板
2020/11/21
数控加工中的三种补偿和补偿技巧
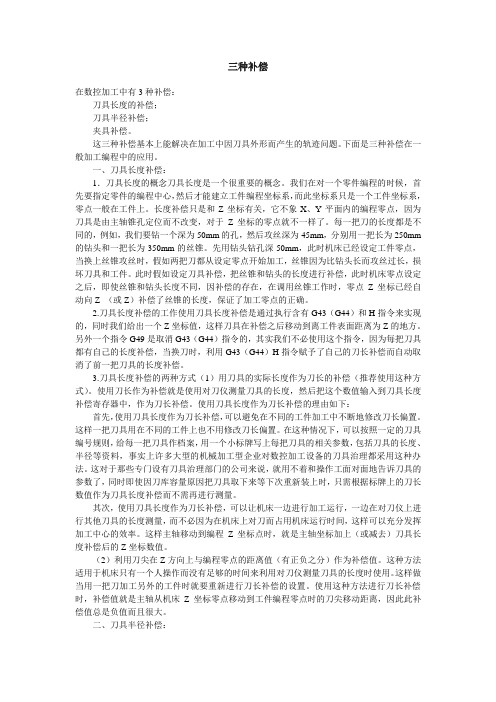
三种补偿在数控加工中有3种补偿:刀具长度的补偿;刀具半径补偿;夹具补偿。
这三种补偿基本上能解决在加工中因刀具外形而产生的轨迹问题。
下面是三种补偿在一般加工编程中的应用。
一、刀具长度补偿:1.刀具长度的概念刀具长度是一个很重要的概念。
我们在对一个零件编程的时候,首先要指定零件的编程中心,然后才能建立工件编程坐标系,而此坐标系只是一个工件坐标系,零点一般在工件上。
长度补偿只是和Z坐标有关,它不象X、Y平面内的编程零点,因为刀具是由主轴锥孔定位而不改变,对于Z坐标的零点就不一样了。
每一把刀的长度都是不同的,例如,我们要钻一个深为50mm的孔,然后攻丝深为45mm,分别用一把长为250mm 的钻头和一把长为350mm的丝锥。
先用钻头钻孔深50mm,此时机床已经设定工件零点,当换上丝锥攻丝时,假如两把刀都从设定零点开始加工,丝锥因为比钻头长而攻丝过长,损坏刀具和工件。
此时假如设定刀具补偿,把丝锥和钻头的长度进行补偿,此时机床零点设定之后,即使丝锥和钻头长度不同,因补偿的存在,在调用丝锥工作时,零点Z坐标已经自动向Z (或Z)补偿了丝锥的长度,保证了加工零点的正确。
2.刀具长度补偿的工作使用刀具长度补偿是通过执行含有G43(G44)和H指令来实现的,同时我们给出一个Z坐标值,这样刀具在补偿之后移动到离工件表面距离为Z的地方。
另外一个指令G49是取消G43(G44)指令的,其实我们不必使用这个指令,因为每把刀具都有自己的长度补偿,当换刀时,利用G43(G44)H指令赋予了自己的刀长补偿而自动取消了前一把刀具的长度补偿。
3.刀具长度补偿的两种方式(1)用刀具的实际长度作为刀长的补偿(推荐使用这种方式)。
使用刀长作为补偿就是使用对刀仪测量刀具的长度,然后把这个数值输入到刀具长度补偿寄存器中,作为刀长补偿。
使用刀具长度作为刀长补偿的理由如下:首先,使用刀具长度作为刀长补偿,可以避免在不同的工件加工中不断地修改刀长偏置。
全功能数控机床刀具补偿知识

全功能数控机床刀具补偿知识全功能数控机床刀具补偿知识1.数控车床刀具补偿五金知识9月14,数控车床刀具补偿功能包括刀具位置补偿和刀具圆弧半径补偿两方面。
在加工程序中用T功能指定,T***X中前两个XX为刀具号,后两个XX为刀具补偿号,如T0202。
如果刀具补偿号为00,则表示取消刀补。
(1)刀具位置补偿刀具磨损或重新安装刀具引起的刀具位置变化,建立、执行刀具位置补偿后,其加工程序不需要重新编制。
办法是测出每把刀具的位置并输入到指定的存储器内,程序执行刀具补偿指令后,刀具的实际位置就代替了原来位置。
如图2所示的加工情况,如果没有刀具补偿,刀具从0点移动到1点,对应程序段是N60G00C45X93T0200,如果刀具补偿是X=+3,Z=+4,并存入对应补偿存储器中,执行刀补后,刀具将从0点移动到2点,而不是1点,对应程序段是N60G00X45Z93T0202。
(2)刀具圆弧半径补偿编制数控车床加工程序时,车刀刀尖被看作是一个点(假想刀尖P点),但实际上为了提高刀具的使用寿命和降低工件表面粗糙度,车刀刀尖被磨成半径不大的圆弧(刀尖AB 圆弧),这必将产生加工工件的形状误差。
另一方面,刀尖圆弧所处位置,车刀的形状对工件加工也将产生影响,而这些可采用刀具圆弧半径补偿来解决。
车刀的形状和位置参数称为刀尖方位,用参数0~9表示,P点为理论刀尖点。
(3)刀补参数每一个刀具补偿号对应刀具位置补偿(X和Z值)和刀具圆弧半径补偿(R和T值)共4个参数,在加工之前输入到对应的存储器,CRT上显示。
在自动执行过程中,数控系统按该存储器中的X、Z、R、T的数值,自动修正刀具的位置误差和自动进行刀尖圆弧半径补偿。
2.加工中心、数控铣床刀具补偿加工中心、数控铣床的数控系统,刀具补偿功能包括刀具半径补偿、夹角补偿和长度补偿等刀具补偿功能。
(1)刀具半径补偿(G41、G42、G40)刀具的半径值预先存入存储器HXX中,XX为存储器号。
数控车床刀具补偿

执行刀补指令应注意: 执行刀补指令应注意:
( 1)、 刀径补偿的引入和取消应在不加工的空行程段上 , ) 刀径补偿的引入和取消应在不加工的空行程段上, 且在G00或G01程序行上实施。 且在 或 程序行上实施。 程序行上实施 ( 2)、 刀径补偿引入和卸载时 , 刀具位置的变化是一个渐 ) 刀径补偿引入和卸载时, 变的过程。 变的过程。 (3)、当输入刀补数据时给的是负值,则G41、G42互相转 ) 当输入刀补数据时给的是负值, 、 互相转 化。 指令不要重复规定, (4)、G41、G42指令不要重复规定,否则会产生一种特殊 ) 、 指令不要重复规定 的补偿。 的补偿。
第十讲
第6节 数控车床刀具补偿 节
一、刀具补偿的概念 刀具补偿:是补偿实际加工 实际加工时所用的刀具 刀具补偿 : 是补偿 实际加工 时所用的刀具 与编程时使用的理想刀具 理想刀具或对刀时使用 与编程时使用的 理想刀具 或对刀时使用 基准刀具之间的偏差值 之间的偏差值, 的 基准刀具 之间的偏差值 , 保证加工零 件符合图纸要求的一种处理方法。 件符合图纸要求的一种处理方法。
当前刀具号 刀补地址号
过程: 过程:
将某把车刀的几何偏置和磨损补偿值存入相应的刀补地址 中。 的程序行的内容时, 当程序执行到含 Txxxx的程序行的内容时,即自动到刀补 的程序行的内容时 地址中提取刀偏及刀补数据。 地址中提取刀偏及刀补数据。 驱动刀架拖板进行相应的位置调整。 驱动刀架拖板进行相应的位置调整。 T XX 00取消几何补偿。 取消几何补偿。 取消几何补偿
五、换刀编程举例
刀具安装位置关系图 X Z
刀号1 偏置( 刀号1:偏置(0, 0)基准刀 刀号2 偏置(10, 加工图示零件需要三把车刀, 加工图示零件需要三把车刀,分别 刀号2:偏置(10,3) 用于粗、精车、切槽和车螺纹。 用于粗、精车、切槽和车螺纹。 刀号3 偏置( 10, 刀号3:偏置(-10,-3)
刀具位置补偿
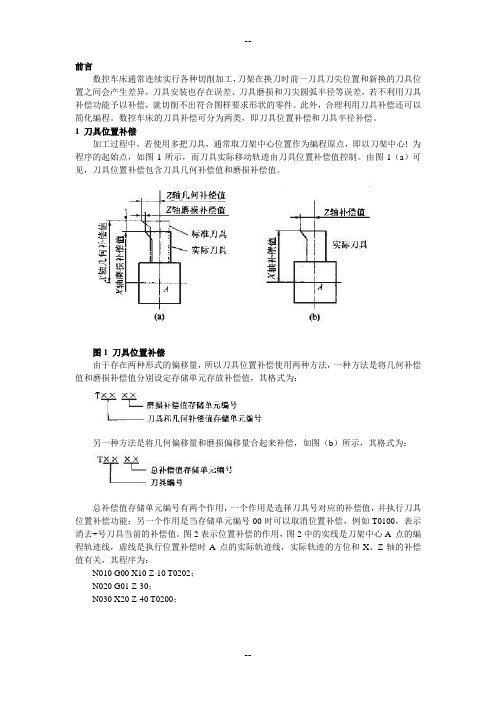
前言数控车床通常连续实行各种切削加工,刀架在换刀时前一刀具刀尖位置和新换的刀具位置之间会产生差异,刀具安装也存在误差、刀具磨损和刀尖圆弧半径等误差,若不利用刀具补偿功能予以补偿,就切削不出符合图样要求形状的零件。
此外,合理利用刀具补偿还可以简化编程。
数控车床的刀具补偿可分为两类,即刀具位置补偿和刀具半径补偿。
1 刀具位置补偿加工过程中,若使用多把刀具,通常取刀架中心位置作为编程原点,即以刀架中心! 为程序的起始点,如图1所示,而刀具实际移动轨迹由刀具位置补偿值控制。
由图1(a)可见,刀具位置补偿包含刀具几何补偿值和磨损补偿值。
图1 刀具位置补偿由于存在两种形式的偏移量,所以刀具位置补偿使用两种方法,一种方法是将几何补偿值和磨损补偿值分别设定存储单元存放补偿值,其格式为:另一种方法是将几何偏移量和磨损偏移量合起来补偿,如图(b)所示,其格式为:总补偿值存储单元编号有两个作用,一个作用是选择刀具号对应的补偿值,并执行刀具位置补偿功能;另一个作用是当存储单元编号00时可以取消位置补偿,例如T0100,表示消去+号刀具当前的补偿值。
图2表示位置补偿的作用,图2中的实线是刀架中心A 点的编程轨迹线,虚线是执行位置补偿时A 点的实际轨迹线,实际轨迹的方位和X、Z轴的补偿值有关,其程序为:N010 G00 X10 Z-10 T0202;N020 G01 Z-30;N030 X20 Z-40 T0200;图2 刀具位置补偿作用数控车床系统刀具结构如图3所示,图3中P为假想刀尖,S为刀头圆弧圆心,r为刀头半径,A为刀架参考点。
图3 车刀结构车床的控制点是刀架中心,所以刀具位置补偿始终需要。
刀具位置补偿是用来实现刀尖圆弧中心轨迹与刀架参考点之间的转换,对应图3中A与S之间的转换,但是实际上我们不能直接测得这两个中心点之间的距离矢量,而只能测得假想刀尖! 与刀架参考点$ 之间的距离。
为了简便起见,不妨假设刀头半径r=0,这时可采用刀具长度测量装置测出假想刀尖点P相对于刀架参考点的坐标和,并存入刀具参数表中。
数控车床刀具补偿的应用与教学
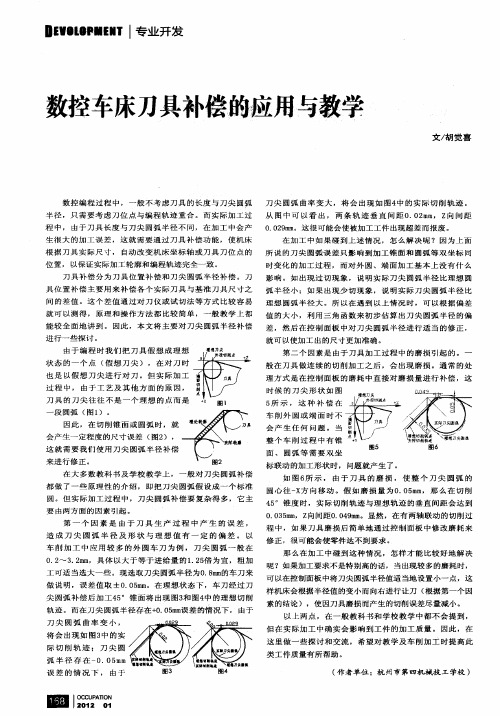
一 如 图 6 示 , 由 于 刀 具 的 磨 损 , 使 整 个 刀 尖 圆 弧 的 所
圆 心 往 一 方 向 移 动 。假 如 磨 损 量 为 0 0 m x . 5 m,那 么 在 切 削
圆 。 但 实 际 加 工 过 程 中 ,刀 尖 圆弧 补 偿 要 复杂 得 多 , 它 主
状 态 的 一 个 点 ( 想 刀 尖 ) ,在 对 刀 假
个刀一 ~尖!觚 过j 一 二 痧 , 过 嘶削 具: 肖IE ,' 等 ~弧 酾I 是驯 刳圆 接或 \ , = 铲 任 何
磨磨 矧n 起通 的常 \ 毒 量 断 补 偿莆 ~ 则漉 、
。
也 是 以 假 想 刀 尖 进 行 对 刀 。但 实 际 加 过 程 中 , 由 于 工 艺 及 其 他 方 面 的 原 因
从 图 中 可 以 看 出 , 两 条 轨 迹 垂 直 间 距 0 0 m , Z 间 距 .2m 向
程 中 , 由于 刀 具 长 度 与刀 尖 圆 弧半 径 不 同 , 在 加 工 中 会 产 0 0 9 m . 2 m 。这 很 可能 会使 被 加 工 工件 出现超 差 而 报废 。 生 很 大 的加 工 误 差 ,这 就 需要 通 过 刀 具 补偿 功 能 , 使 机 床 在 加 工 中如 果 碰 到 上 述 情 况 ,怎 么 解 决 呢 ? 因为 上 面 根 据 刀 具 实 际尺 寸 , 自动 改变 机 床 坐标 轴 或 刀 具 刀 位 点 的 所 说 的 刀 尖 圆 弧误 差 只 影 响 到 加 工 锥 面 和 圆 弧 等 双 坐 标 同
D V LPiN 专业开发 E O O lE T I