利器刀片更换记录
工具日常检查维护保养记录
工具日常检查维护保养记录为了确保工具的正常运行和延长其使用寿命,我们需要进行定期的检查、维护和保养工作。
以下是相关的记录:日期:________工具名称:________工具编号:________检查项目:1.外观检查:检查工具的外观是否完整,并清除外表的灰尘和污垢。
2.连接部分:检查工具的连接部分,如螺丝、插座等是否松动,并适时紧固。
3.开关按钮:检查工具的开关按钮是否灵活,确保工具可以正常启动和关闭。
4.电源线:检查工具的电源线是否磨损或损坏,并及时更换或修复。
5.操作功能:检查工具的各项功能是否正常,如切割,钻孔等。
6.润滑部分:检查工具的润滑部分是否需要加油或更换润滑剂,如齿轮、滑轨等。
7.过载保护:检查工具的过载保护装置是否正常工作,并确保在超负荷使用时自动断电。
8.储存条件:检查工具的储存条件,如是否存放在干燥、通风的地方,并及时更换潮湿的环境。
维护项目:1.清洁:使用清洁剂或清水清洗工具的表面,并干燥后存放。
2.润滑:使用润滑剂给工具的关键部位进行润滑,如齿轮、轴承等。
3.电线维护:定期检查电线的损坏情况,并及时更换。
4.配件更换:定期检查工具的配件是否损坏或磨损,如刀片、钻头等,并及时更换。
保养记录:日期项目维护内容维护人员备注____________________________________________________________________________________________________________________总结:通过定期的检查、维护和保养工作,可以确保工具的正常运行和延长其使用寿命。
在进行工具的保养时,我们需要注意以下几点:1.遵循操作规程:在使用工具前,需要详细阅读操作手册,并按照规程操作工具。
2.定期维护:需要制定定期的工具维护计划,并记录下来,以便有备查。
3.正确保养方式:在维护工具时,需要使用正确的保养材料和方法,并确保工具的安全。
换刀记录表

有限公司
换刀记录表
刀具名称
刀尖数 刀具寿命刀具编号 Nhomakorabea产品料号
日期
时间 累计产量 换刀原因
换刀人
序号
检验尺寸要求与记录 判定
检验员
换前合格末件 换后合格首件 换前合格末件 换后合格首件 换前合格末件 换后合格首件 换前合格末件 换后合格首件 换前合格末件 换后合格首件 换前合格末件 换后合格首件 换前合格末件 换后合格首件 换前合格末件 换后合格首件 换前合格末件 换后合格首件 换前合格末件 换后合格首件 换前合格末件 换后合格首件 换前合格末件 换后合格首件 换前合格末件 换后合格首件 换前合格末件 换后合格首件 换前合格末件 换后合格首件 换前合格末件
换后合格首件
换前合格末件
换后合格首件
合格 不合格
合格 不合格
合格 不合格
合格 不合格
合格 不合格
合格 不合格
合格 不合格
合格 不合格
合格 不合格
合格 不合格
合格 不合格
合格 不合格
合格 不合格
合格 不合格
合格 不合格
合格 不合格
合格 不合格
注:1. 注: 1.换刀时班长以旧换新发刀片,并监督指导操作工做换刀后首件检验及异常追溯,检验员确认操作工换刀后合格首件后 做“判定”和签名。 2.材质/数量(万) 不锈钢/2 铁/2.5 铝/2.5 铜/6.5 大阳 铜/3 3.正常换刀只要记录换刀后合格首件的尺寸;异常换刀还要向前追溯,若零件上有编号时要追到连续3件合格,记录换 前合格末件、换后合格首件的检验尺寸。
表单编号:QR-06032-01 版本:A1
利器控制程序

5.3.1工厂使用之利器均为本厂统一购买、统一管理。禁止刀片、易折断刀片、剃须刀、自制刀具在工厂任何场所、岗位上出现。
5.3.2 禁止工厂所有人员自购、自带和自制利器进入工厂生产、包装和仓库等区域。
5.3.3所有锋利的工具应系在工作台上;不得使用断开的刀片和玻璃物体;应保持发放和回报记; 和应当遵循缺少锋利的工具;不得使用断开的刀片和玻璃物体。
2.组长负责对利器进行收发,更换,记录.
3.品管部负责对利器收发,使用、进行监督.
5.0 程序
5.1利器编号:
A:公司所使用的利器除了车缝针一对一换针之外,其他都需进行分类编号,再发放使用.
B:利器分类代码:
A-----表示大剪刀; B-----表示特大剪刀; C-----表示刀片(包括所有使用的刀片);
5.3.5利器断裂、遗失、更换。断裂:当员工使用的利器出现断裂时,员工应将断利器和断裂部分一起交给组长,组长再拿断利器跟利器管理员申请更换新的利器。遗失:当利器和利器碎片发生遗失时,必须将6米范围内的产品100℅用过针机进行检验。如经过针机100℅检验都无法找到的情况下,由当班组长填写《利器遗失处理记录》报部门科长审批,在交给利器管理员存档,利器管理员在发新利器给组长。更换:公司所有使用的利器更换均需以旧换新,数量以一对一,断裂更换时要连断裂部分一起交回。
1.0 目的
为确保公司所使用的利器得到有效控制,特制定本程序.
2.0 范围
适用于公司所有使用利器的部门.
3.0 定义
金属利器是指存在可触及的利边或利角的金属工具,主要包括但不限于:刀片,剪刀,尖嘴钳,螺丝批,封箱机等。
4.0 职责
1.利器管理员负责对利器进行编号,建立员工利器使用清单,过程使用的巡查.
CNC刀具更换记录表

换刀日 期
加工线
产品名称
刀具名称 规格型号
厂家
换刀原 标准寿 设定寿 换下刀
因
命
命 具寿命
寿命未达到原因
刀长 追溯确认(前30件) 旧刀 新刀 追溯 合格 不合格
总数 数量 数量
Hale Waihona Puke 更换 检验员 领班 人 确认 确认
工程师 确认
旧刀处 置方法
备注 (柜 号)
CNC刀具更换记录表
审批 确认 编制
注:换刀原因分类为:1断刀、2崩刀、3人为失误、4尺寸NG、5通知规NG、6台阶\段差、7划伤、8毛刺、9振刀、10粗糙度NG,如因其他原因,需注明具体原因内容, 不可使用磨损等含糊表述。如因掉刀、撞机、产品杂质等异常情况而刀具损坏等。*换刀后,之前产品直至追溯到OK的一件,再向前追溯30件确认。
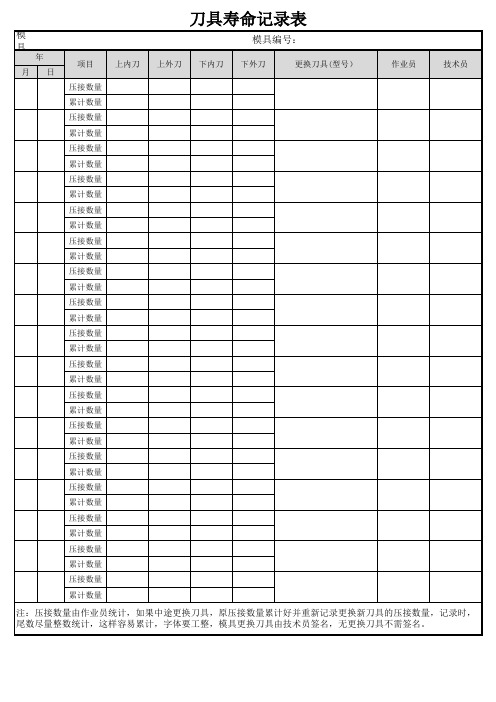
刀具寿命记录表
累计数量 压接数量 累计数量 压接数量 累计数量 压接数量 累计数量 压接数量
累计数量 压接数量 累计数量 压接数量 累计数量
注:压接数量由作业员统计,如果中途更换刀具,原压接数量累计好并重新记录更换新刀具的压接数量,记录时, 尾数尽量整数统计,这样容易累计,字体要工整,模具更换刀具由技术员签名,无更换刀具不需签名。
模 具
年
月日
项目
压接数量 累计数量 压接数量
上内刀
刀具寿命记录表
模具编号:
上外刀 下内刀 下外刀
更换刀具(型号)
作业员
技术员Βιβλιοθήκη 累计数量 压接数量 累计数量 压接数量 累计数量 压接数量 累计数量 压接数量 累计数量
压接数量 累计数量 压接数量 累计数量 压接数量 累计数量 压接数量 累计数量 压接数量
过程刀片使用更换记录表3-12
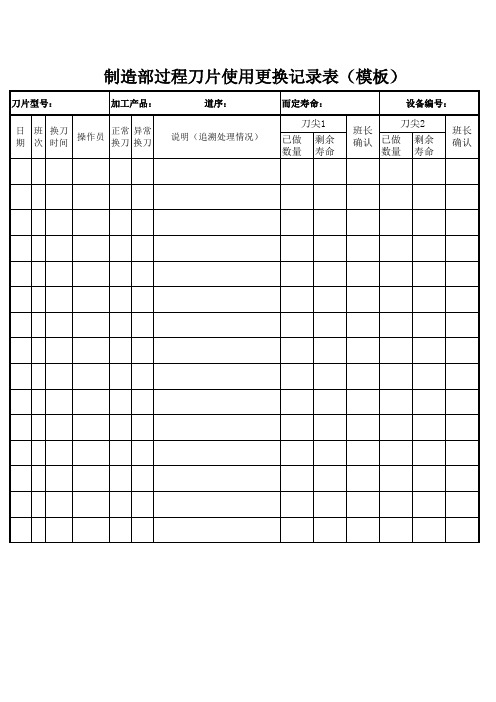
刀片型号: 加工产品: 道序: 而定寿命: 期 次 时间 换刀 换刀
刀尖1
说明(追溯处理情况)
已做 数量
剩余 寿命
刀尖2 班长 确认 已做 剩余 数量 寿命
班长 确认
1、请在正常换刀/异常换刀栏内打“√” 2、异常/不合格追溯时、量具检测直到5个合格后、并拿其中一个产品剖开、由班长去精测室投影检测; 3、确认栏由班长确认,刀片及产品首末件均合格时方可继续生产; 4、规则:本班确认上一班次的填写是否规范、漏填或作假者予以50元处罚,发现者可给予50元奖励; (此项直接告知工长、工长确认后当下开出奖罚处理单)
;
GE-03-生产-裁床-002 电剪刀片更换操作流程(0版)

编制
JACK-WU
编制 (仓库)
莫松宾
编制 (裁床) 何桂森/曾文宁
批准
黄中超
GuangXi Excel Garment Factory 广西巧越服装厂 电剪刀片更新换控制流程
电剪刀片更新换控制流程
生效日 文件期编: 版号本:号GE:-
0版
岗位
过程
裁床工
二楼 利管控员
二楼主管
电剪刀片更换过程(收到更换要求1小时内完成)
步骤:1
裁工将电剪刀片拆 出交二楼利器管控
员
步骤:2
利器管控员检查电 剪刀片磨损是否符
片一并交主管审批
步骤:2
主管审批记录表上的 报废刀片数量、刀片
编号与实物一致
退回“步骤1”查明原 因再申请
NO
审 核
OK
步骤:3
主管签名并将 资料交利器管 控来自到仓库进 行领取新刀片物料仓管员
步骤:4
仓管员记录表上的报 废刀片数量、刀片编 号与实物一致及审批
签名齐全
NO
检 查
OK
步骤:6
发放新刀片给利器管控员前 在《电剪刀片更换表》上签 名确认。记录与报废刀片存 放在仓库“报废利器箱”, 并定期由仓管员进行集中报
合更新标准
步骤:4
退回裁工 利用电剪 机打磨使
用
NO
检 查
OK
符合更 换条件
步骤:3
利器管控员与裁工一对 一更新刀片,并在《电 剪刀片更换表》记录签 名及给废刀片编号保存
在利器管控箱
步骤:5
利器管控员将 《电剪刀片更换 表》交主管签名
电剪刀片换领处理过程(收到更换要求1小时内完成)
步骤:1
刀具更换记录台帐

合金钻花 导管外圆锪刀 导管孔钻铣刀6.5*8.4
合金钻花 合金钻花 排气粗铰刀 6.5扩孔铣刀 6.5扩孔铣刀 合金钻花 合金钻花 合金钻花 合金钻花 合金钻花 合金钻花
φ6.7*9*18L 支 1 110
188F
支 1 130
154F
支 1 115
φ6.7*9*18L 支 1 110
φ5*7*7B 支 1
处理意见 2.26已打表
夜班
白班 中班 夜班 中班 夜班
3.23已打表
白班
夜班 夜班
11
4.11
12
4.11
13
4.11
14
4.13
15
16
4.15
17
18
4.16
19
4.17
20
4.18
21
4.18
22 4.19
23
24
4.20
4.9 1.24
4.9
4.9
4.11 4.15 4.15 4.17 4.17 4.13 4.18 4.19
2014.12.6
9
3.7
3.5
10
3.7
2014.8.26
11
3.9
2014.12.30
12
3.9
3.7
13
3.10
3.9
14
3.10
2014.11.26
15
3.10
3.5
16
3.13
2.28
17
3.16
3.13
18
3.17
3.16
19
3.17
3.10
20
3.17
2014.11.28