钢筋机械连接接头工艺评定报告
钢筋机械连接工艺试验报告
赤峰市中环路快速化改造工程PPP项目钢筋剥肋滚轧直螺纹连接工艺试验报告一、施工准备1、材料(1)钢筋:HRB400级B28钢筋,力学性能及直径均达到规范要求,有出场合格证及质量证明书,钢筋无锈蚀和油污。
(2)直螺纹连接套:型号G C22,规格A32.6mm×55mm,适用品种HRB500、HRB400,连接接头性能等级为Ⅰ级,有产品合格证、套筒及套筒原材质量证明书及型式检验报告。
2、设备(1)主要设备:GY-40C-11型钢筋剥肋滚轧直螺纹套丝机(功率4KW、电压380V)(2)其它设备:管钳、断筋机、力矩扳手、通规、止规等。
3、作业条件(1)操作人员熟悉钢筋机械连接通用技术规程(JGJ107-2016)和相关条款。
(2)380V三相交流电源。
(3)套筒无锈蚀、油脂、裂缝节疤等缺陷,尺寸符合产品质量标准要求,丝扣干净,完好无损。
(4)操作手要熟悉设备的操作规程,具备安全防护能力,防止发生挤伤、触电等事故。
4、主要参数主要的参数有:接头性能等级、咬合丝扣数。
二、机械连接方法简介1、机械连接机械连接是通过钢筋与连接件的机械咬合作用或钢筋端面的承压作用,将一根钢筋中的力传递至另一根钢筋的连接方法。
钢筋机械连接技术是一项新型钢筋连接工艺,被称为继绑扎、电焊之后的“第三代钢筋接头”。
钢筋剥肋滚轧直螺纹套筒连接是机械连接中的一种,是将钢筋连接端头采用专用剥肋滚轧设备和工艺,通过剥肋滚丝机将钢筋端头滚轧成直螺纹,并用相应的连接套筒将两根待连接钢筋连接成一体的钢筋连接。
2、机械连接的特点(1)设备投资少,螺纹加工简单,接头强度高于钢筋母材,生产效率高,无污染,节省钢材,现场施工方便。
(2)节省电能(设备功率仅为4KW),不受钢筋可焊性制约,不受季节影响,不用明火,无水灾和爆炸安全隐患。
(3)连接质量受人为因素影响小,工艺性能良好和接头质量可靠度高等。
三、工艺流程工艺流程如下:现场钢筋母材检验→钢筋端部平头→初选连接参数→剥肋滚轧螺纹→直螺纹扣丝检验→套筒连接→送检→确定连接参数。
钢筋连接接头工艺评定报告
钢筋连接接头工艺评定报告一、引言二、工艺参数为了能够客观地评定该钢筋连接接头的工艺,我们首先收集了工艺参数,包括焊接电流、焊接电压、焊接时间和焊接环境等。
经过测量和记录,得出以下数据:1.焊接电流:150A2.焊接电压:20V3.焊接时间:2秒4.焊接环境:常温环境,无风三、工艺评定1.焊接质量评估通过对焊接接头的断口进行观察和分析,我们发现接头与钢筋之间没有明显的脱焊、裂纹等现象,焊接缺陷较小。
同时,焊接接头的外观整体平整,没有明显的焊渣或熔入等问题。
综合来看,焊接质量较好,符合要求。
2.强度评定按照相关标准,我们对焊接接头进行了拉伸试验。
试验结果显示,焊接接头在拉伸力作用下能够承受一定的载荷,并且没有出现不可修复的形变或破裂现象。
根据试验结果,我们认为焊接接头的强度能够满足设计要求。
3.环境适应性评定我们测试了焊接接头在不同环境条件下的性能表现。
结果显示,在高温、低温和潮湿等环境下,焊接接头的性能基本没有明显变化,表明该工艺具有较好的环境适应性。
4.施工便利性评定通过实际施工操作,我们评估了该钢筋连接接头工艺的施工便利性。
结果显示,该工艺操作简单,不需要过多的专业设备和人员,适用于大部分施工场景,并且施工时间较短。
因此,该工艺具有较好的施工便利性。
四、结论通过对该钢筋连接接头工艺的全面评定,我们认为该工艺具有较好的焊接质量、强度、环境适应性和施工便利性。
并且在实际应用中,该工艺表现出了良好的安全可靠性和经济性。
因此,我们推荐在混凝土结构中采用该钢筋连接接头工艺。
钢筋机械连接形式检验报告

钢筋机械连接形式检验报告钢筋机械连接对型式检验的要求相关标签:机械连接接头钢筋机械连接滚轧直螺纹连接1 接头型式检验报告超过4年时必须重新取样做型式检验。
接头型式检验主要作用是对各类接头按性能分级。
2 经型式检验确定其等级后,工地现场只需进行现场检验;当接头质量有严重问题,其原因不明,对定型检验结论有重大怀疑时,上级主管部门或质检部门可以提出重新进行型式检验要求。
3 考虑到国产钢筋的延性较好,在达到强度要求后,接头试件通常已有较大延性;为简化检验验收规则,取消了原规程中接头试件强度与钢筋实际强度进行对比的要求。
4 对每种型式、级别、规格、材料、工艺的钢筋机械连接接头,型式检验试件不应少于9个:单向拉伸试件不应少于3个,高应力反复拉压试件不应少于3个,大变形反复拉压试件不应少于3个。
同时应另取3根钢筋试件作抗拉强度试验,全部试件均应在同一根钢筋上截取。
由于型式检验比较复杂和昂贵,对各类钢筋接头只要求对标准型接头进行型式检验;5 此外,相同类型的直螺纹接头或锥螺纹接头用于连接不同强度级别(HRB500、HRB400、HRB335)的钢筋时,可以选择其中较高强度级别(如HRB500)的钢筋进行接头试件的型式检验;在连接套筒的尺寸、材料,内螺纹以及现场丝头加工工艺均不变的情况下,HRB500级钢筋接头的型式检验报告可以兼作HRB400、HRB335级钢筋的同类型、同等级接头的型式检验报告使用,反之则不允许。
钢筋母材强度试验用来判别接头试件用钢筋的母材性能和钢筋牌号。
6 用于型式检验的直螺纹或锥螺纹接头试件应散件送达检验单位,由型式检验单位或在其监督下由接头技术提供单位按本规程表6.2 l或表6.2.2规定的拧紧扭矩进行装配,拧紧扭矩值应记录在检验报告中,型式检验试件必须采用未经过预拉的试件。
7 型式检验应由国家、省部级主管部门认可的检测机构进行,并应按本规程附录B的格式出具检验报告和评定结论。
-全文完-。
建筑工程钢筋直螺纹机械连接工艺评定报告
天津健康产业园体育基地田径训练馆、橄榄球比赛场、射箭场及附属用房工程钢筋机械连接工艺评定报告天津天一建设集团有限公司2016年4月连接。
3.2GB50204-2002(2011年版)《混凝土结构工程施工质量验收规范》。
四、连接工艺:4.1连接设备机具及材料机械设备:HGS-40型直螺纹滚丝机、砂轮切割机、角向磨光机、台式砂轮。
力矩扳手,量规(直螺纹套筒及套丝检测用的环通规和环止规)等。
1 2 34齐。
567)、滚压直螺纹接头应使用专用扳手和力矩扳手进行施工,将两个钢筋丝头在套筒中间位置相互顶紧,接头拧紧力矩应符合下表的规定。
8)、经拧紧后的滚压直螺纹接头应作出标记,单边外露丝扣长度不应超过2P 。
(P 为一个螺距长度)1)、直螺纹连接套钢筋加工程序:钢筋除锈调直钢筋端头切平(与钢筋轴线垂直)下料磨光毛剃、缝边将钢筋端头送入套丝机卡盘开口车出丝头测量和检验丝头质量检验合格后在两端拧上塑料保护套编号、成捆分类、堆放备用2)、直螺纹连接套钢筋安装连接程序:钢筋就位回收待连接钢筋上的保护帽拧上钢筋、首尾对接拧入连接套4)部钢筋弯起点不得小于10d。
5)、接头应避开设在拉应力最大的截面上和有抗震设防要求的框架梁端与柱端的箍筋加密区。
在结构件受拉区段同一截面上的钢筋接头不得超过钢筋总数的50%。
6)、在同一构件的跨间或层高范围内的同一根钢筋上,不得超过两个以上接头。
7)、钢筋连接应做到表面顺直、端面平整、其截面与钢筋轴线垂直,不得歪斜、滑丝。
五、质量标准5.1主控项目(1)、钢筋应有出厂质量证明和检验报告,钢筋的品种和质量应符合《钢筋混((1(21、3根;3(312、钢筋端头套丝时,应采用专用设备及水溶性切削润滑液;套丝后立即戴上塑料保护帽,确保丝扣不损坏;另一端可按规定的力矩拧紧连接套筒。
3、连接半成品应按规格分类堆放整齐备用,不得随意抛掷。
七、应注意的质量问题:1、必须分开施工用和检验用的力矩扳手,不得混用,以保证力矩检验值准确。
钢筋机械连接接头试验报告
试验结论:
单
位
(
试
复
批
章
验
核
准
)
人
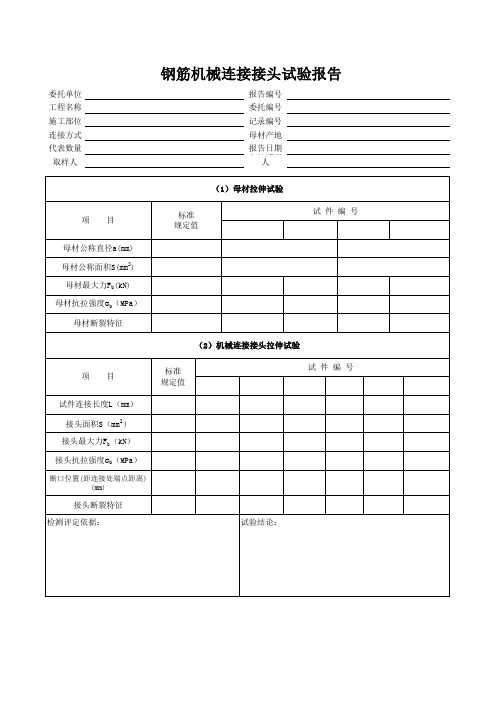
(1)母材拉伸试验
项目
标准 规定值
试件编号
母材公称直径a(mm) 母材公称面积S(mm2) 母材最大力Fb(kN) 母材抗拉强度σb(MPa)
母材断裂特征
(2)机械连接接头拉伸试验
项目
标准 规定值
试件编号
试件连接长度L(mm) 接头面积S(mm2)
接头最大力Fb(kN) 接头抗拉强度σb(MPa) 断口位置(距连接处端点距离)
母材拉伸试验试件编号项目母材公称直径amm母材公称面积smm2母材最大力fbkn断口位置距连接处端点距离mm接头断裂特征试件连接长度lmm接头面积smm2接头最大力fbkn接头抗拉强度bmpa试验结论
委托单ห้องสมุดไป่ตู้ 工程名称 施工部位 连接方式 代表数量 取样人
钢筋机械连接接头试验报告
报告编号 委托编号 记录编号 母材产地 取报样告见日证期
钢筋机械连接接头质量检验
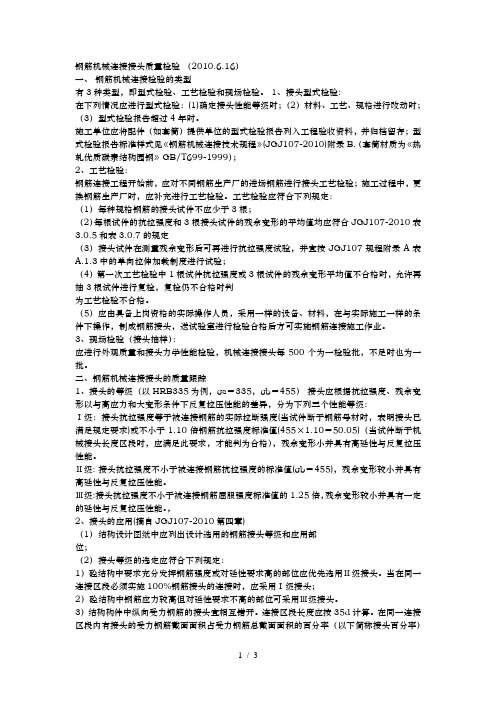
钢筋机械连接接头质量检验(2010.6.16)一、钢筋机械连接检验的类型有3种类型,即型式检验、工艺检验和现场检验。
1、接头型式检验:在下列情况应进行型式检验:(1)确定接头性能等级时;(2)材料、工艺、规格进行改动时;(3)型式检验报告超过4年时。
施工单位应将配件(如套筒)提供单位的型式检验报告列入工程验收资料,并归档留存;型式检验报告标准样式见《钢筋机械连接技术规程》(JGJ107-2010)附录B.(套筒材质为《热轧优质碳素结构园钢》GB/T699-1999);2、工艺检验:钢筋连接工程开始前,应对不同钢筋生产厂的进场钢筋进行接头工艺检验;施工过程中,更换钢筋生产厂时,应补充进行工艺检验。
工艺检验应符合下列规定:(1)每种规格钢筋的接头试件不应少于3根;(2)每根试件的抗拉强度和3根接头试件的残余变形的平均值均应符合JGJ107-2010表3.0.5和表3.0.7的规定(3)接头试件在测量残余变形后可再进行抗拉强度试验,并宜按JGJ107规程附录A表A.1.3中的单向拉伸加载制度进行试验;(4)第一次工艺检验中1根试件抗拉强度或3根试件的残余变形平均值不合格时,允许再抽3根试件进行复检,复检仍不合格时判为工艺检验不合格。
(5)应由具备上岗资格的实际操作人员,采用一样的设备、材料,在与实际施工一样的条件下操作,制成钢筋接头,送试验室进行检验合格后方可实施钢筋连接施工作业。
3、现场检验(接头抽样):应进行外观质量和接头力学性能检验,机械连接接头每500个为一检验批,不足时也为一批。
二、钢筋机械连接接头的质量跟踪1、接头的等级(以HRB335为例,σs=335,σb=455)接头应根据抗拉强度、残余变形以与高应力和大变形条件下反复拉压性能的差异,分为下列三个性能等级:Ⅰ级:接头抗拉强度等于被连接钢筋的实际拉断强度(当试件断于钢筋母材时,表明接头已满足规定要求)或不小于1.10倍钢筋抗拉强度标准值(455×1.10=50.05)(当试件断于机械接头长度区段时,应满足此要求,才能判为合格),残余变形小并具有高延性与反复拉压性能。
钢筋机械连接接头工艺评定报告
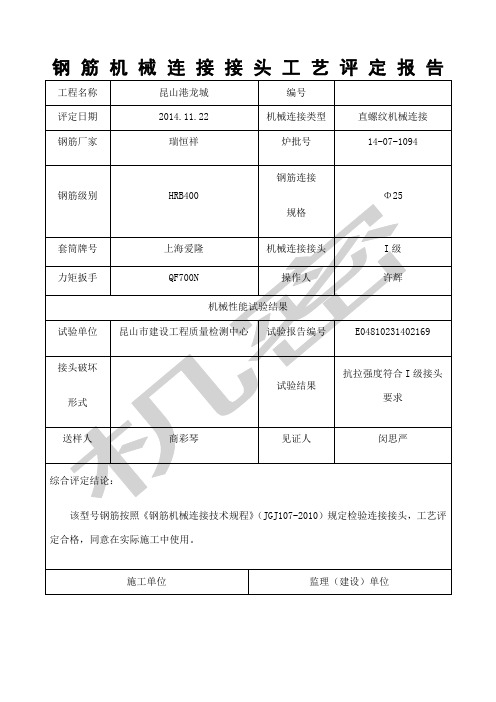
E04810231402169
接头破坏
形式
试验结果
抗拉强度符合I级接头要求
送样人
商彩琴
见证人
闵思严
综合评定结论:
该型号钢筋按照《钢筋机械连接技术规程》(JGJ107-2010)规定检验连接接头,工艺评定合格,同意在实际施工中使用。
施工单位
监理(建设)单位
技术负责人:
年 月 日
专业/总监理工程师:
年 月 日
钢筋机械连接接头工艺评定报告
工程名称
昆山港龙城
编号
评定日期
2014.11.22
机械连接类型
直螺纹机械连接
钢筋厂家
瑞恒祥
炉批号
14-07-1094
钢筋级别
HRB400
钢筋连接
规格
Φ25
套筒牌号
上海爱隆
机械连接接头设计要求级别
I级
力矩扳手
型号
QF700N
操作人
许辉
机械性能试验结果
试验单位
昆山市建设工程质量检测中心
钢筋机械接头试验报告

钢筋机械接头试验报告
市政试-6
报告编号
试验类别
委托单位
工程名称
钢材及连接材种类
工程部位厂牌号源自代表数量或批号接头型式
接头等级
送样日期
样品 编号
试验日期
实测钢筋 钢筋母材屈服 钢筋母材抗拉 钢筋母材抗拉 接头试件抗拉 横截面积 强度标准值 强度标准值 强度实测值 强度实测值
接头 破坏 形态
结论:
备注
3. 试验规程及评定依据 4.见证人(监督员)
。 。
备注
批准: 验收单位地址: 声明:未经本
审核:
试验:
年月日
联系电话:
书面批准,不得部分复制试验报告(完整复制除外)。
第
页共
页
试验单位 (盖章)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
E04810231402169
接头破坏
形式
试验结果
抗拉强度符合I级接头要求
送样人
商彩琴
见证人
闵思严
综合评定结论:
该型号钢筋按照《钢筋机械连接技术规程》(施工中使用。
施工单位
监理(建设)单位
技术负责人:
年 月 日
专业/总监理工程师:
年 月 日
钢筋机械连接接头工艺评定报告
工程名称
昆山港龙城
编号
评定日期
2014.11.22
机械连接类型
直螺纹机械连接
钢筋厂家
瑞恒祥
炉批号
14-07-1094
钢筋级别
HRB400
钢筋连接
规格
Φ25
套筒牌号
上海爱隆
机械连接接头设计要求级别
I级
力矩扳手
型号
QF700N
操作人
许辉
机械性能试验结果
试验单位
昆山市建设工程质量检测中心