一轨双机自动化立体仓库货位分配优化研究
一轨双车在自动化立体仓库中的应用

一轨双车在自动化立体仓库中的应用摘要:本文介绍龙岩烟草工业有限责任公司自动化物流系统嘴棒库的系统构成和采用一轨双车的调度策略。
关键词:自动化立体库一轨双车策略效率为加强质量控制与提高生产效率,在成型车间采用了一套先进的自动化立体仓库,用于中转存储过滤嘴棒,实现了滤棒高效有序的管理与柔性化调度。
1 系统方案设计1.1 系统构成我厂的滤棒库物流系统由两列货架共629个货位、一套一轨双车堆垛机系统以及17台皮带输送机组成,滤棒固化库连接成型机组的装盘机和滤棒发射机组的卸盘机,通过物流系统软件管理和控制,实现滤棒的自动存储和出入库。
1.2 设计数据(2)另一堆垛机有任务。
另一堆垛机有任务,则查找另一堆垛机(假设编号为SC)正在执行的任务的起始地、目标地,(设条件A:另一堆垛机已取到货,若SC是一号堆垛机且起始地列位值大于目标地列位值;或SC是二号堆垛机且起始地列位值小于目标地列位值。
)若A成立,则按时间排序取与另一堆垛机当前位置不冲突的任务,若A不成立,则按时间排序取与另一堆垛机当作前任务的起始地,目标地,当前位置均不冲突的任务,取到则发送。
2.3 特殊情况时的调度策略为了防止任务太多时,有些任务路线不太好,始终轮不到的特殊情况特作此处理。
状态为“未开始”任务中,最早产生的任务的创建时间距离堆垛机(设SC1)申请任务时超过五分钟,则取此任务(T1)的起始地,目标地,若另一堆垛机(设SC2)有任务(T2),则判断T1与T2是否有冲突,若无冲突,则发送,若有冲突,则不发送;若SC2无任务,则计算SC1、SC2执行T1所需行走的距离S1、S2;若S1>S2,则SC1不执行此任务,待SC2申请时再给;若S1<S2,则判断T1与另一堆垛机当前位置是否有冲突,若无冲突,则发送,若有冲突,计算另一堆垛机与此任务不冲突时所需移动的最小距离,发送移动任务给另一堆垛机,移动完成后发送此任务给SC1。
双深式自动化立体仓库货位优化研究

双深式自动化立体仓库货位优化研究双深式自动化立体仓库货位优化研究摘要:随着物流行业的快速发展,提高仓储效率成为了各大企业关注的焦点。
双深式自动化立体仓库作为一种现代化仓储方式,能够最大限度地节约空间并提高货物存取效率。
本文通过研究双深式自动化立体仓库的货位优化问题,分析并提出了一种基于最优路径的货位优化算法,实现了仓库存取效率的最大化。
1. 引言随着物流业务的快速发展,仓储效率成为了企业提高竞争力的重要因素。
传统的立体仓库由于其储存空间利用率低、货物存取效率较低的缺点,逐渐被双深式自动化立体仓库所取代。
双深式自动化立体仓库以其高度可靠性、高储存密度、高货物存取速度等优势,成为了现代物流仓储的主要解决方案。
2. 双深式自动化立体仓库概述双深式自动化立体仓库指的是在储存货架的深度方向上,同时存放两个货物托盘的一种立体储存方式。
与传统的单深式货架相比,双深式货架可以实现储存空间的最大化利用,提高货物存取效率。
双深式自动化立体仓库的核心设备包括载货机、输送系统、存储货架等。
其中,存储货架是仓库中最为重要的组成部分。
3. 货位优化问题货位优化问题是指如何合理安排货位,以最大限度地提高货物存取效率。
在双深式自动化立体仓库中,货位优化问题主要包括两个方面的内容:储存货位的分配和存取路径的规划。
3.1 储存货位的分配储存货位的分配是指根据货物的特性和需求,将货位分配给不同的物品。
在进行货位分配时,需要考虑货物的尺寸、重量以及储存的优先级等因素。
3.2 存取路径的规划存取路径的规划是指为货物存取过程设计最优的路径,以减少存取时间和提高存取效率。
在双深式自动化立体仓库中,存取路径的设计需要考虑多个因素,包括货物的位置、存储货架的结构、运输设备的性能等。
4. 基于最优路径的货位优化算法为了解决货位优化问题,本文提出了一种基于最优路径的货位优化算法。
该算法首先通过对存储货架的布局和结构进行分析,确定存储货架的最优位置。
自动化立体仓库的拣选与储位分配优化

自动化立体仓库的拣选与储位分配优化随着现代科技和全球经济一体化的发展,现代物流己经是现代经济的重要组成部分,是工业化进程中最为经济合理的综合服务模式,是继节约资源和提高劳动生产率的第三利润源。
自动化立体仓库能极大地提高物流整体运行效率,在物流活动中占有举足轻重的地位。
其中,良好的储位分配不仅可以充分利用有限空间,还可以减少货物存取和拣选所消耗的时间,提高货物的周转率和仓库的运行效率;合理的拣选路径不仅可以缩短拣选设备的行走路径和拣选时间,还可以减少拣选设备在拣选过程中的能源消耗,降低拣选成本,提升设备的使用率,减少资源的闲置和浪费。
因此,研究自动化立体仓库的储位分配和拣选优化问题,对提高仓储作业的整体水平和提高企业的经济效益,具有很强的实用价值及意义。
本文在已有研究的基础上,对自动化立体仓库的储位分配和拣选优化问题进行研究,主要做的工作有以下几个方面:①阐述了自动化立体仓库的发展概况,分析了国内外对于储位分配和拣选作业优化问题的研究现状,论述了自动化立体仓库的相关计算理论,为后续的研究奠定了基础。
②借助Flexsim仿真软件建立了自动化立体仓库的仿真模型,并以某配送中心的运作为例,建模仿真并分析了系统中各设备运行的合理性,从而为自动化立体仓库的储位分配和拣选优化研究提供了参考依据。
③确定储位分配问题的研究对象是单元式货架,建立了以货物的出入库效率、货架的稳定性、货物之间的相关性为目标的多目标优化数学模型,针对多目标粒子群算法存在的缺点,从外部存档的更新、粒子学习样本的选择和粒子的变异三个方面对该算法进行改进,分析了改进多目标粒子群算法的计算复杂度,并通过测试函数证明了改进多目标粒子群算法的有效性。
④分析了拣选作业的流程和原理,阐明了拣选作业路径优化问题的实质是一种特殊的TSP问题,建立了以堆垛机拣选路径最短为目标的拣选路径优化模型,针对基本粒子群算法在求解单目标优化问题时存在的缺点,从惯性权重、加速度因子和全局最优位置三个方面进行改进,并通过测试函数证明了改进粒子群算法的优越性。
自动化立体仓库中一轨双车的调度策略研究
2012年第31期(总第46期)科技视界Science &Technology VisionSCIENCE &TECHNOLOGY VISION科技视界0引言随着自动化立体仓库的快速发展,设备技术的不断改进,产生了多种设备调度策略。
本文所述为卷烟生产工艺中滤棒库立体仓库,该仓库采用“输送机+堆垛机”的物流模式。
本文主要介绍了一轨双车在自动化立体仓库的特殊性,并针对现场结构功能设计,研究合理的调度算法,结合策略设置方法来优化调度算法,最终有效的提高了出入库效率。
1业务流程介绍1.1滤棒库货架设计采用牛腿式货架,2行56列10层,实际共937货位,总高为7.18米。
如图1所示。
图1滤棒库货架平面图1.2工艺过程滤棒加工成型后,经过装盘机装入滤棒盒,之后通过输送机输送并由RFID 无线射频识别系统写入滤棒的生产机组号、牌号、批次号和生产日期等信息,在入库站台堆积成一组后由堆垛机存入高架库[1]。
滤棒出库时,首先由下位机台触发要料指令,上位机生成出库任务并下发给堆垛机,堆垛机从库中指定位置取出滤棒盒组放到出库站台,然后由输送机输送并进行RFID 校验物料并确认发送到发射机,发射机发送滤棒到下一生产环节,实现滤棒的出库[2]。
2一轨双车调度策略2.1WCS 与SCS 通信交互协议2.1.1WCS 与SCS 采用TCP/IP Socket 通信,SCS 为服务端,WCS 为客户端,两个堆垛机通过不同端口来区别(8101,8102)。
2.1.2WCS 启动后,每10秒钟与SCS 确认一下心跳连接,每5秒钟轮询任务列表并发送可执行的任务给堆垛机。
2.1.3堆垛机获取到任务,取货完成,放货完成都会告知WCS,WCS 根据这些信号更改任务的执行状态。
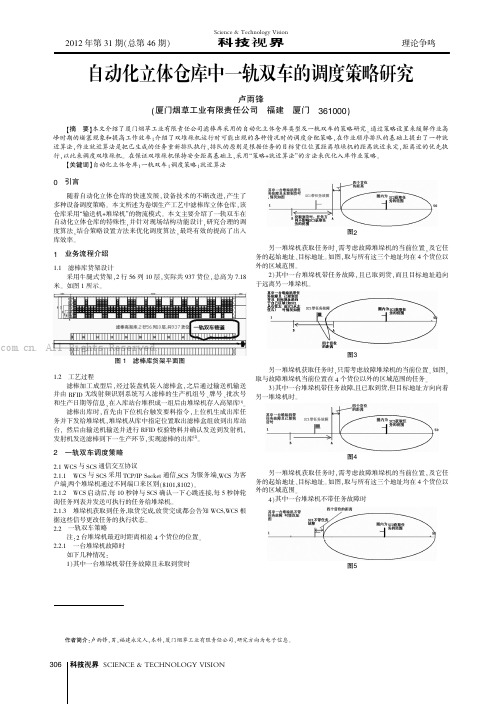
2.2一轨双车策略注:2台堆垛机最近时距离相差4个货位的位置。
2.2.1一台堆垛机故障时如下几种情况:1)其中一台堆垛机带任务故障且未取到货时图2另一堆垛机获取任务时,需考虑故障堆垛机的当前位置,及它任务的起始地址、目标地址。
自动化立体仓库出入库调度优化

工业工 程与管理
2 0 年第 5 08 期
文章 编号 : 0 75 2 ( 0 8 0 —0 50 1 0 — 4 9 2 0 ) 50 1 —6
Ab ta t sr c :Ai n ttep o lm f c e uigo t zt no dn n no dn ea tmai 埘 g a h r be o h d l pi ai f o i a d u la i i t uo t s n mi o l g a g nh c
t ed ti c e ui c e s fr d b o iig sv r ne e em e t. T g t te a a t e h eal sh l sh me i ome y cmbnn d e d n g l v
id ae a t s to f t e sdfr pi zt no d du l dn h ue fA / ni ts h t h h C b e e i l ue t ai f oi a noig s el . S c t me d a e f c v y i n o o mi o l n n a g a c d o
自动化 立 体 仓 库 ( / ) 为 现 代 物 流 系 统 AS RS 作
的核心 部分 , 越 来 越 多 地 应 用 于 各 个 行 业 。 由 于 正
自动 化 立体仓 库 的出入库 效 率直 接 影 响着整 个 物流
高立体仓库的效率及设 备利用率 。文献[—] 自 1 对 4 动化立体仓库系统优化调度进行 了较深入的研究 ,
自动 化 立 体 仓 库 出入 库 调 度 优 化
自动化立体仓库中货位实时分配优化问题研究
t m .I c n b i i e t wo a p c s s i n t e b n f rt eso a e u i ;c o s eb n f rr tiv l e t a ed v d d i ot s e t :a sg h i o t r g n t h o et i o re a n h h e
维普资讯
第 6 第4 卷 期 20 0 7年 1 2月
பைடு நூலகம்
北 京 交 通 大学 学 报 ( 社会 科学 版 ) J un l f e igJ oo gUnv r t( o i c n e d i ) o ra o i i tn i s y S c l i c E io Bj n a ei aS e s tn
住 和 为 出库 选 择 货 位 。在 考 虑 了堆 垛 机 的 加 减 速 对 其运 行 速 度 的影 响 后 , 堆垛 机 将 要 进 行 的 所 有 操 作 的 行 程 时 以
间之 和 作 为优 化 目标 , 过 调 整 堆垛 机 的 后 续 操 作 的 行 程 时间 在 总 行 程 时 间 中的 权 重 , 次 构 建 了三 个优 化 目标 通 依 函数 。然 后 利 用 结 合 了模 拟 退 火 方 法 的 遗 传 算 法对 其进 行 了 求解 , 利 用 了多 种技 术提 高算 法 的 效 率 。 最 后 利 用 并 仿 真技 术 , 过 改 变仿 真 时 系统 中的 货 物 类 型 总 数 、 垛 机 的 停 留策 略 和 装 载 能 力 , 该 算 法 在 不 同情 况 下 的 效 果 通 堆 对
JA — a g I Yu l n ,M I i AO i i L— n x
( rd ae c o l t h n h n T ig u ie i ,S e z e u n d n 1 0 5 C ia G a u t S h o a e z e , s h aUnvr t S n s y h n h nG a g o g5 8 5 , h ) n
自动化立体仓库调度策略优化研究
自动化立体仓库调度策略优化研究
自动化立体仓库是现代物流技术、仓储技术、自动化技术发展的产物。
它集先进的计算机控制技术、现场总线技术、信息管理技术为一体,实现了货物存取、搬运的自动化,在各行各业中有着广泛的应用。
本文以西安科技大学自动化物流仓储系统为研究平台,针对自动化立体仓库存在存储效率较低、稳定性差等问题,提出一种基于货位调度策略优化问题的优化算法,仿真实验验证其有效性,并在此基础上设计一种全自动防碰撞保护装置。
论文首先介绍并分析我校自动化物流仓储系统的硬件组成,然后深入剖析立体仓库出入库特点,根据出入库货位分配策略,建立了以提高工作效率为目标的货位优化数学模型,并将其规划为多目标优化问题,分析并比较解决多目标优化问题的算法。
针对遗传算法和模拟退火算法的各自优点与不足,将两种算法进行了适当的改进与融合,提出一种基于货位优化的模拟退火Memetic算法,利用该算法优化立体仓库货位优化问题,并在Matlab环境下进行了仿真,得到了满意的优化结果。
其次,针对自动化立体仓库在存取货物时,堆垛机可能会发生碰撞的危险,本文设计一种全自动防碰撞保护装置,当堆垛机发生碰撞时,开关信号采集板将采集的碰撞指令,通过Zigbee模块无线传送给上位机,经过上位机处理后,上位机界面会迅速弹出“碰撞危险”窗口,并瞬间自动切断电源,达到自动保护的效果,使得立体仓库免受碰撞损坏。
自动化立体仓库货位分配优化研究

l 引 言
对 自动 化 立 体 仓 库 进 行 货 位 优 化 的 意 义 在 于 : 根据货 物 大 小 来 确 定 货 物 的存 取 位 置 , 能 够 减 少当货架 出现 空货 位 进 行 补货 时所 需 的 劳动 ; 将 出入 库频率 大 的货 物 平 均 分 配在 不 同 的存储 区域 ,
a l g o it r hm i s u s e d f o r s t o r a g e l o c a t i o n o p t i mi z a t i o n. Th e t e s t r e s u l t s s h o w t h a t t h i s me t h o d s i g n i ic f a n t l y i n c r e a s e s he t s t a b i l i t y o f t he r a c k a n d i mp r o v e s he t e ic f i e n c y o f c a r g o a c c e s s . Ke y wo r d s:Au t o ma t e d s t e r e o s c o p i c wa r e ho u s e;S t o r a g e l o c a t i o n o p t i mi z a t i o n;C o mb i n a t i o n o f
mu l t i — o b j e c t i v e o p t i m i z a t i o n ; P a r e t o a l g o i r h t m; G o o d s d i s t i r b u t i o n o p t i m i z a t i o n
中图分类号 : T P 2 7 3+ . 5
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一轨双机自动化立体仓库货位分配优化研究A study on the allocation and optimization of cargo space in a two-machine automated warehouse徐伟华1,张 婷1,郭 炀2,崔敬伟1,巫仁亮1XU Wei-hua 1, ZHANG Ting 1, GUO Yang 2, CUI Jing-wei 1, WU Ren-liang 1(1.昆明理工大学 交通工程学院,昆明 650500;2.颐中(青岛)烟草机械有限公司,青岛 266021)摘 要:以一条轨道两台堆垛机模式的自动化立体仓库货架的货位分配问题为研究对象,引入历史专家知识库,减少堆垛机的碰撞、避让、等待,建立以堆垛机出入库的运行距离最短为目标函数的动态货位分配模型。
通过比较动态货位分配方法与货位就近分配策略两种方法,动态货位分配策略减少了一轨双机自动化立体仓库中堆垛机的作业路程,计算验证得出动态货位分配是有效的。
关键词:一轨双机;动态货位分配;专家知识库中图分类号:TP182 文献标识码:B 文章编号:1009-0134(2018)10-0102-04收稿日期:2018-04-28基金项目:昆明理工大学实验精品项目资助(1096832119)作者简介:徐伟华(1966 -),男,高级工程师,博士,主要从事自动化物流技术研究和规划设计工作。
0 引言自动化立体仓库由于具有很高的空间利用率、很强的出入库能力、采用计算机进行控制管理而利于企业实施现代化管理等特点,已成为企业物流和生产管理不可缺少的仓储技术,越来越受到企业的重视。
许多学者对仓储自动化立体仓库的效率的提升做了大量研究,如文献[1~4]研究了自动化立体仓库货位优化、堆垛机最优路径、系统最优调度等,在一定程度上都大大提升了自动化立体仓库的效率。
然而其中大部分研究均是基于传统一条轨道一台堆垛机的情况。
为了提高自动化立体仓库系统的搬运能力,有些立体库采用一条轨道放置两台堆垛机,但一条轨道的两台堆垛机容易产生交叉作业,反而会降低系统效率。
因此,本文以某生产企业滤棒库自动化物流系统为例,拟对立体库的货位分配进行优化,缓解货物出库过程一条轨道上的堆垛机交叉作业,从而提高一轨双机自动化立体仓库的效率。
1 问题背景滤棒库(如图1所示)有一排固定货架,货架左右两侧分别是出入库站台,其中出、入库站台与固定货架之间对应两台堆垛机,分别为A 、B 和C 、D 堆垛机,以此来提高系统的出入库效率。
出库时,堆垛机搬运某货位的货物至出库站台,由于一条轨道有两台堆垛机,货位分配不合理时,两台堆垛机容易产生避让、等待过程,降低系统搬运能力。
基本假设:1)考虑一轨双机模式下自动化立体仓库系统,托盘的存取均为整盘作业,每个托盘一次仅搬运一种物料,一轨双机作业模式下的存储货架只有一排,共i 列j 层,且空货位数a 不大于立库系统总的货位数;2)每个货位只能存储一个托盘,立库仓储系统中的货位均相同具有相等的长宽高。
将一个时间段的入库作业分割为多个作业周期,单位作业周期内要入库的物料品种和数量已知,周期初始库存状态已知,周期初始专家库信息已知,每个货位到每个站台的距离已知;3)待入库物料托盘数b_n 不大于空货位数a 。
基于上述假设,本文引入历史专家知识库对待入库的托盘预测未キ䋻キ图1 滤棒库示意图来出库时所对应的出库站台,完善出入库信息,在此基础上以实时立库货位载货信息建立动态货位分配优化 模型。
2 货位分配模型通过分析专家库中的N 种物料品规在专家库中出库到出库站台T 的物料d tn ,可知专家库中每个品规对应每个出库站台的数量占专家库中该品规总量的比例为ρtn =d tn /∑T t=1d tn ,结合现有库存中的N 种物料出库至站台T 的托盘数c tn ,比较与ρtn ∑Tt=1c tn,根据专家库预测所得T 站台理论出库物料数小于等于立库实际物料数时,表明某T 站台已处于饱和状态,不再对该站台进行物料出库分配;当ρtn ∑T t=1c tn >c tn 时,物料n 出库到t 站台还未达饱和,将入库物料对未饱和的出库站台进行分配出库,对应品种n 在t=1,2,3,…,T 的范围内满足ρtn ∑T t=1c tn >c tn ,t 的取值个数记为n t 。
基于专家历史库及现存库存中的物料信息预测待入库物料的出库站台,分配货位。
如下:1)基于专家库和当前立库货位信息求解待入库托盘对应各个出库站台的理论分配数量;111()/()TTTtn n tn tn tn tn tn tn t t t float b c c c c ρρ=== = −−∑∑∑ (1)2)由于理论分配数量可能为小数,故对其进行取整:(2)3)取理论分配数量的小数部分:tn tn tn deci float int =−(3)4)满足条件的出库站台集合:(4)5)依据上述步骤求得:(5)基于上述专家库对待入库物料品规的出库站台预测,减少了两台堆垛机的交叉碰撞几率,但选取最优货位时,不仅要考虑堆垛机之间的碰撞几率,出入库距离的长短、货架的稳定性均为立库系统考虑的必要因素。
如下:ar L =(6)at S =(7)其中,式(7)表示的是入库站台r 到货位a 的距离,式(8)表示的是货位a 到出库站台t 的距离。
s 2jr 表表示的是入库站台r 的横坐标到a 货位所处的第j 列横坐标之间的水平距离。
i 为a 货位所处层数,k 为一个设定的大于立库最大层数的值。
选用上述距离指标,在放大货位和出入库站台水平距离影响的同时,对同一列的货位按层数从高到低进行了距离远近的区分,而i/k 本身为一个小于1的数,经过平方处理后,其值对水平距离的影响甚微,从而保证了货位到出入库站台水平距离的主导地位。
通过以上约束模式,建立如下一轨双机模式下的动态货位分配模型目标函数:其中:X at 表示单位作业周期内,货位a 处存储的货物对应的出库站台为t 时,取值为1,否则为0;Y an 表示单位作业周期内,货位a 处载货的物料种类为N 时,取值为1,否则为0;U ar 表示单位作业周期内,货位a 处存放的托盘是经r 站台入库时取值为1,否则为0。
3 算例与结果分析某生产企业滤棒库,单排货架7层77列,共计539个货位,每个货位长宽高分别为2.6m ,0.9m ,0.6m ,即货架宽度2.6m ,货架总长度0.9×77m ,轨道宽2.8m ,滤棒库中共有13个入库站台和16个出库站台。
该生产企业在一段时间内出入库的品规种类共计5种,以15分钟作为单个作业周期时长,在作业周期内,要入库5个品规的滤棒共计20盘,5个品规编号为1、2、3、4、5,对应的入库数量分别为7、3、3、2、5,由13个入库站台入库的数量和品牌如表1所示。
表1入库托盘信息表专家库中对应的5种品规的货物信息整理如表2所示。
表2 专家库5种品规数量信息立库中对应的5种品规的货物载货信息整理如表3所示。
表3 立库5种品规数量信息根据专家库信息、立库货位信息等,利用上述模型,应用MATLAB 进行求解。
求解结果如图2所示。
图2 适应度曲线图迭代次数在140次时所对应的值即总出入库距离为262.62m ,根据此时的求解信息得出20盘物料的入库货位和对应出库站台信息如表4所示。
表4待入库物料动态分配入库信息目前工业上一轨双机模式下货位分配常用的策略为分区就近策略,针对入库区堆垛机的数量将立库分为两个区,每个区的入库与出库均按出入库距离远近分别采用就近原则,最优货位如表5所示。
表5待入库物料分区就近策略货位信息在该就近原则的策略下,对20盘物料的出入库作业进行分配,总的出入库距离为298.39m 。
基于两种策略下的出入库距离的数据的比对可知,动态货位分配相对于就近策略减少了作业距离35.77m 。
4 结束语本文提出的一轨双机自动化立体仓库的动态货位分配方法在一定程度上较传统的分区就近策略的货位分配方法更有效,在考虑避免一条巷道内两台堆垛机交叉作业碰撞的前提下,动态货位分配方法减少了出入库作业距离,一定程度上提高了一轨双机立体仓库的效率。
参考文献:[1] 商允伟,裘聿皇,刘长有.自动化仓库货位分配优化问题研究[J].计算机工程与应用,2004,40(26):16-17,21.[2] 李鹏飞,马航.基于病毒协同遗传算法的自动化立体仓库货位优化模型[J].中国管理科学,2017,25(05):70-77.[3] 杨玮,刘江,高贺云.堆垛机式密集仓储系统复合作业三维空间路径优化[J].计算机集成制造系统,2017,23(07):1552-1560.[4] Li H, Su C. An optimal semi-online algorithm for 2-machinescheduling with an availability constraint[J].Journal of Combinatorial Optimization,2011,22(2):153-165.续(表5)于定位补偿,直至加工钻头在目标点位置处于一种正确的姿态,此时的控制过程为视觉反馈下的半闭环控制;定位完成之后,柔性加工钻头通过与膨胀套筒之间的约束,进行后续的制孔加工,此时的控制过程为开环控制,通过控制模式的不断切换,能够提高定位精度和制孔效率。
5 结束语对鸽子啄食时头颈运动及鸽眼视野进行分析,可以发现在运动控制中视觉反馈发挥着关键作用,视觉的反馈有助于鸽子啄食时的姿态调整以及准确地啄取食物。
根据自动控制原理,对鸽子啄食运动进行分析,可以建立其啄食过程的视觉定位与运动控制模型,将视觉反馈的运动控制模型应用到爬壁制孔机器人中,使用半闭环与开环方式不断切换的控制方式,提高定位精度和效率,提出了一种由自然生物表征到工程实际的仿生控制应用方案。
参考文献:[1] FRIEDMAN M B.Visual control of head movements during avianlocomotion [J].Nature,1975,255(5503):67-9.[2] G·范·格雷姆贝根,刘正光.鸽子的眼睛[J].环球赛鸽科技,2005,(03):14-6.[3] THEUNISSEN L M, REID T, TROJE N F. Pigeons use distinctstop phases to control pecking[J].Journal of Experimental Biology, 2016,220(3):jeb.147850.[4] 李作填. 信鸽的骨骼构造[J].环球赛鸽科技,2005,(03):60-1.[5] HANCOCK J A, STEVENS N J, BIKNEVICIUS A R. Elegant-crested Tinamous Eudromia elegans do not synchronize head and leg movements during head-bobbing[J].Ibis,2014,156(1):198-208.【上接第76页】。