塑料盖注塑模 说明书
注塑模课程设计说明书罩盖塑料模具设计
Hefei University课程设计COURSE PROJECT Array题目:罩盖塑料模具设计系别:机械工程系专业:材料成型及控制工程学制:四年姓名:……学号:……………导师:张远斌摘要:塑料是一种可塑性的合成高分子材料,具有重量轻且坚固,耐化学腐蚀,电绝缘性好,价格便宜,可塑性好等特点,广泛应用于电脑、手机、汽车、电机、电器、家电和通讯产品制造中。
注塑成形是成形塑件的主要方法之一,是指使用注塑机将热塑性塑料熔体在高压下注入到模具内经冷却固化获得产品的方法。
注塑的优点是生产速度快,效率高,操作可自动化,能成型形状复杂的零件,特别适合大量生产。
本次毕业设计的产品为电源按键,具有重量轻,强度高,耐腐蚀,易清洁等特点,为大批量生产产品。
本次设计在针对产品进行工艺性分析后,确定模具分型面、型腔数目、浇口形式、位置大小;其中最重要的是确定型芯和型腔的结构,以及它们的定位和紧固方式。
此外还进行了脱模机构的设计,合模导向机构的设计,冷却系统的设计等。
最后绘制完整的模具装配总图和主要的模具零件图及编制成型零部件的制造加工工艺过程卡片。
实践证明:该模具结构合理、可靠,并能保证产品质量,对此类注塑产品的模具设计有参考价值。
关键词:塑料, 注塑成形, 模具设Abstract :Plastic is a synthetic polymer material , with the characteristics of plasticity, light weight, sturdiness, electrical insulation, and which is resistance to chemical corrosion and cheap. It is widely used in computers, mobile phones, cars, motors, electrical, home appliances and communication products manufacturing. Injection molding is one of the main methods of forming plastic parts, it refers to the use of plastic injection machine to inject the thermoplastic melts into the mold under high pressure , after cooled to obtain the products . It has the advantage of fast production speed , high production efficiency , and automated operations , it can form the shape of complex parts, particularly suitable for mass production. The production of graduation project is power button , which has a light weight , high strength , corrosion resistance and easy cleaning features for mass production . After analysis the process of the product , the mold parting line , cavity number , gate form , gate location can be determined , one of the most important is to identify core and cavity structures , as well as their positioning and fastening methods. In addition, it also carries out the design of stripping agencies , mold-oriented organizations and the cooling system .At last, draw a complete mold assembly drawing , major parts diagram , and draw up cards of parts manufacturing and processing process . It is proved that the mold structure is reasonable , reliable and can guarantee product quality , and is valuable for the injection mold design of such products .Keywords:Plastic , Injection molding , Mold design目录前言 (4)一、设计课题 (5)二、塑件成型工艺性分析 (6)2.1塑件工艺分析 (6)2.2 ABS性能分析 (6)2.2.1 一般性能 (6)2.2.2力学性能 (6)2.2.3热学性能 (7)2.2.4电学性能 (7)2.2.6使用性能 (7)2.2.7成型性能 (7)2.3 ABS塑料的成型加工 (8)2.3.1注射成型过程 (8)2.3.2注射工艺参数 (8)三、拟定模具的结构形式 (9)3.1分型面位置的确定 (9)3.2型腔数量和排列方式的确定 (10)3.2.1 型腔数量的确定 (10)3.2.2 型腔排列形式的确定 (10)3.2.3 模具结构形式的确定 (10)3.3注射机型号的确定 (11)3.3.1 注射量的计算 (11)3.3.2浇注系统凝料的体积初步估算 (11)3.3.3选择注塑机 (11)3.3.4注射机的相关参数的校核 (12)3.3.5锁摸力校核 (12)四、浇注系统的设计 (13)4.1主流道的设计 (13)4.1.1主流道尺寸 (14)4.1.2主流道的凝料体积 (14)4.1.3主流道的当量半径 (14)4.2分流道的设计 (15)4.3浇口的设计 (16)4.4校核主流道的剪切速率 (17)五、成型零件的结构设计和计算 (18)5.1零件的结构设计 (18)5.2成型零件钢材的选用 (19)5.4成型零件的尺寸及动模垫板厚度的计算 (23)六、模架的确定 (24)七、排气槽的设计 (25)八、脱模推出机构的设计 (25)8.1推出方式的确定 (25)九、冷却系统的设计 (27)9.1冷却介质 (27)9.2冷却系统的简单计算 (27)十、导向与定位结构的设计 (28)十一、总装配图和零件图的绘制 (29)十二、三维图 (31)结论 (34)参考文献 (34)前言所谓模具(Mold)是指,树脂材料射入金属模型后得到具有一定形状的制品的装置。
塑料盖注射模具课程设计说明书
目录1. 塑件的分析 (2)2. PC塑料的性能分析 (2)3. PC的注射成型过程及工艺参数 (3)1)注射成型过程 (3)2)注射工艺参数 (3)1. 分型面位置的确定 (4)2. 型腔数量和排位方式的确定 (4)3. 注射剂型号的确定 (4)1)注射量的计算 (4)2)浇注系统凝料体积的初步估算 (6)3)选择注塑机 (6)4)注射机的相关参数的校核 (6)1、主流道的设计 (7)1)主流道尺寸 (7)2)主流道的凝料体积 (8)3)主流道当量半径 (8)4)主流道浇口套的形式 (8)2、分流道设计 (9)1)分流道的布置形式 (9)2)分流道的长度 (9)3)分流道的当量直径 (9)4)分流道的截面形状 (9)5)分流道界面尺寸 (9)6)凝料体积 (10)7)校核剪切速率 (10)8)分流道的表面粗糙度和脱模斜度 (11)3、浇口的设计 (11)1)侧浇口尺寸的确定 (11)2)侧浇口的剪切速率的校核 (11)4、校核主流道的剪切速率 (12)1)计算主流道的体积流量 (12)2)计算主流道的剪切速率 (12)5、冷料穴的设计及计算 (12)1、成型零件的机构设计 (12)2、成型零件钢材选用 (12)3、成型零件工作尺寸的计算 (12)4、成型零件尺寸及动模垫板厚度的计算 (15)1、脱模力的计算 (16)2、推出方式的确定 (17)1)采用推杆推出 (17)2)采用推件板推出时的推出面积 (17)1、各模板尺寸的确定 (17)2、模架各尺寸的校核 (18)1、冷却介质 (19)2、冷却系统的简单计算 (19)参考文献 (21)[1]伍先明,张蓉,杨军,周志冰. 塑料模具设计指导[M]. 国防工业出版社.2011. (21)[2]李德群,唐志玉. 塑料与橡胶模具设计[M]. 北京:电子工业出版社.2007. (21)[3]李建军,李德群. 模具设计基础及模具CAD[M]. 机械工业出版社.2005. (21)[4]叶久新,王群. 塑料成型工艺及模具设计[M]. 北京:机械工业出版社.2007. (21)一、塑料盖注射模设计本课程设计为一塑料盖,如图1所示。
塑料注塑模具使用说明书模板

模具使用说明书模具名称: ____________________制件型号: ____________________制件名称: ___________________制件图号: ____________________警示:在对模具操作前须仔细阅读此说明书!编制: 批准:日期:年月日1.模具及配件交付清单 ----------------------------- 32.使用说明及保养知识----------------------------- 4-63.模具维修记录卡--------------------------------- 74.用户意见反馈书--------------------------------- 85.模具水路连接图--------------------------------- 9-106.模具结构水路图--------------------------------- 117.产品示意图------------------------------------- 12模具及配件交付清单检验:日期:使用说明、模具操作顺序:二、模具动作顺序:三、模具使用注意事项:1.装模:1.1在规定的注塑机上安装模具,检查注塑机的各项技术参数设定是否合理,注塑机的动、定模板是否平行;1.2装模前将注塑台(炮筒)后退;1.3调整注塑机的动、定模板间距,使其大于模厚(950mm);1.4按照模具向上标志起吊模具,吊起时模具必须平衡放入注塑机的动、定模板之间,使模具的定位圈先导入定模板的定位孔中,再闭合注塑机使模具紧贴于两机板之间;1.5调整模具侧边同机板侧边平行,用压板及螺丝固定模具于注塑机动、定模板上;1.6模具装夹好后,进行开模、合模、动作检查(顶针、滑块的动作是否顺畅,如果是三板模,检查水口板分开与A B板分开的动作先后顺序是否可靠)、试合模力,逐步调整锁模位置,逐渐升高锁模力并使连杆能够伸直。
塑料盖子的注塑模设计说明书

XX学校XX学校毕业设计说明书课题名称:塑料盖子的注塑模设计学生姓名学号所在学院专业班级指导教师起讫时间:年月日~年月日摘要根据塑料制品的要求,了解塑件的用途,分析塑件的工艺性、尺寸精度等技术要求,选择塑件制件尺寸。
本模具采用一模两件,点浇口进料,注射机采用海天160XB型号,设置冷却系统,CAD和UG绘制二维总装图和零件图,选择模具合理的加工方法。
附上说明书,系统地运用简要的文字,简明的示意图和和计算等分析塑件,从而作出合理的模具设计。
关键词:机械设计;模具设计;CAD绘制二维图;UG绘制3D图,注射机的选择English the moldTake toAccording to the plastic products requirements, understand the use of plastic parts, plastic parts of the process analysis, dimensional accuracy and other technical requirements, selection of plastic parts size. The use of a mold of a mold two, a side gate feed, injection machine uses the Haitian 160XB models, cooling system, CAD and UG mapping of2D assembly drawing and parts drawing, mold reasonable processing method. Enclose brochures, the systematic use of a brief text, concise schematic diagram and calculation analysis of plastic parts, so as to makereasonable mold design.Key words: mechanical design; mold design; CAD drawing two-dimensional map; UG rendering3D map, the choice of injection machine目录摘要 (I)第1章绪论 (4)1.1塑料简介 (4)1.2注塑成型及注塑模 (4)第2章塑料材料分析 (6)2.1 塑料材料的基本特性 (6)第3章塑件的工艺分析 (7)3.1 塑件的结构设计 (7)3.2 塑件尺寸及精度 (8)3.3 塑件表面粗糙度 (9)3.4 塑件的体积和质量 (9)第4章注射成型工艺方案及模具结构的分析和确定 (10)4.1、注射成型工艺过程分析[5] (10)4.2 浇口种类的确定 (10)4.3 型腔数目的确定 (11)4.4 注射机的选择和校核 (11)4.4.1 注射量的校核 (12)4.4.2 塑件在分型面上的投影面积与锁模力的校核 (12)4.4.3、模具与注射机安装模具部分相关尺寸校核 (12)第5章注射模具结构设计 (14)5.1 分型面的设计 (14)5.2 型腔的布局 (14)5.3 浇注系统的设计 (15)5.3.1 浇注系统组成 (15)5.3.2 确定浇注系统的原则 (15)5.3.3 主流道的设计 (15)5.3.4 分流道的设计 (17)5.3.5 浇口的设计 (17)5.3.6 冷料穴的设计 (18)5.4 注射模成型零部件的设计[7] (18)5.4.1 成型零部件结构设计 (18)5.4.2 成型零部件工作尺寸的计算 (20)5.5 排气结构设计 (20)5.6 脱模机构的设计 (20)5.6.1 脱模机构的选用原则 (20)5.6.2 脱模机构类型的选择 (21)5.6.3 推杆机构具体设计 (21)5.7 注射模温度调节系统 (21)5.7.1 温度调节对塑件质量的影响 (22)5.9 模架及标准件的选用 (22)5.9.1 模架的选用 (22)5.10 两分型面的开模顺序与控制机构 (24)第6章模具材料的选用 (25)6.1 成型零件材料选用 (25)6.2 注射模用钢种 (25)总结 (26)致谢 (28)参考文献 (29)第1章绪论模具制造是国家经济建设中的一项重要产业,振兴和发展我国的模具工业,日益受到人们的重视和关注。
塑料仪表盖注射模设计说明书
题目:塑料仪表盖注射模设计说明书系别:机械工程系专业:模具设计与制造学号:设计:指导:二00七年元月目录一零件的工艺分析二模具结构设计三成型零部件四侧向分型与推出机构的设计五模具零件的加工六参考文献七心得体会一.零件的工艺分析1.塑件的有关分析结构特点:该塑件大体是一个2mm厚的壳体,由于该塑件较小,采用一模多腔比较合适。
塑件的体积 =2.8cm³塑件的密度 =1.02~1.05kg/cm³塑件的重量 =3g所用材料:丙烯腈——丁二烯——苯乙共聚物(ABS)工程材料2.ABS塑料基本特性:ABS是由丙烯腈、丁二烯、苯乙烯共聚而成的。
这三种组分的各自特性,使ABS 具有良好的综合力学性能。
丙烯腈使ABS有良好的耐化学腐蚀性及表面硬度,丁二烯使ABS坚韧,苯乙烯使它有良好的加工性和染色性能。
ABS无毒、无味,呈微黄色,成形的塑料件有较好的光泽。
密度为1.02~1.05g/cm³。
ABS有极好的抗冲压强度,且在低温下也不迅速下降。
有良好的机械强度和一定的耐磨性、耐油性、耐水性、化学稳定性和电气性能。
ABS有一定的硬度和尺寸稳定性,易于成型加工。
经过调色可配成任何颜色。
其缺点是耐热性不高,连续工作温度为70°C左右,热变形温度为93°C 左右。
耐气候性差,在紫外线作用下变硬变脆。
主要用途:ABS广泛用于水表壳、纺织器材、电器零件、文教体育用品、玩具等。
成型特点:ABS在升温时粘度增高,所以成型压力比较高,塑料上的脱模斜度宜稍大,ABS易吸水,成型加工前应进行干燥处理;易产生熔接痕,模具设计时应注意尽量减少浇口对流道的阻力;在正常的成型条件下,壁厚、熔料温度及收缩率影响极小。
要求塑件精度高时,模具温度可控制在50~60°C,要求塑件光泽和耐用时,应控制在60~80°C。
(具体参数见下页)3. 产品工艺性与结构分析(1) 尺寸的精度塑件的尺寸公差推荐值参考《模具设计与制造手册》的2-17,塑件的精度等级参考表2-18。
塑料盒盖模具设计项目说明书

塑料盒盖模具设计项目说明书塑料盒盖注射模具设计一、设计任务书塑件名称:盒盖 材 料:PS 生产批量:大批量D1=Φ60 D2=Φ24 H=22 δ=1.5 RA=6 RB=7 技术要求:1、D1为配合尺寸,公差按3.001+D ;2、配合尺寸要求深度大于10mm 。
二、塑料成型工艺性分析1、塑件的分析(1)外形尺寸 该塑件的外形基本上为回转体,外圆圆角较大,利于脱模,厚度为1.5mm ,高度为22mm ,外圆直径为60mm ,外形尺寸不大,塑料熔体流程不太长,适合注射成型。
(2)精度等级 此塑件表面没有特殊要求,表面粗糙度0.8um ,除了3.001+D 外,其他尺寸均未标注公差,为自由尺寸,可按MT5公差等级计算。
(3)脱模斜度 PS 收缩率比较小(0.5%~0.8%),成型收缩率比较小,参考表2-10选择该塑件型芯和型腔的统一脱模斜度为1º。
2、PS 的性能分析(1)使用性能 化学性能好,透明性好,电性能好,抗拉、抗弯强度高,但耐磨性差,质脆,抗冲击强度差,适合制造装饰制品、仪表壳、灯罩、绝缘零件、容器、泡沫塑料、日用品等。
(2)成型性能 成型性能好,可用于注射、挤出及吹塑等成型工艺加工。
吸湿性不大,不必加热干燥,但预备干燥较为安全,70~85℃为宜。
为消除内应力,成型塑件加以退火为宜,80℃温度,2~4h为宜。
(3)PS主要性能指标其性能指标见表项目性能参数项目性能参数密度/(g/cm3)1.04~1.06 屈服强度/Mpa35~63拉伸强度/MPa 35~63 吸水率(%)0.03~0.05拉伸弹性模量/MPa 2.8~3.5熔点/℃131~165拉弯强度/MPa 2.8~3.5计算收缩率(%)0.5~0.6比热容/J.(kg..℃)1340 比体积/cm .g 0.03~0.05PS主要性能指标3、PS注射成型过程及工艺参数(1)注射成型过程①成型准备对PS的色泽、均匀度等进行检验。
塑料注塑模具使用说明书(模板)

模具名称:___________________制件型号:___________________制件名称:__________________制件图号:______________________警示:在对模具操作前须仔细阅读此说明书!编制:批准:日期: 年月日目录1.模具及配件交付清单------------------------------------------------32.使用说明及保养知识----------------------------------------------4-63.模具维修记录卡----------------------------------------------------74.用户意见反馈书-----------------------------------------------------85.模具水路连接图-----------------------------------------------------9-106.模具结构水路图-----------------------------------------------------117.产品示意图-----------------------------------------------------------12模具及配件交付清单检验:日期:使用说明一、模具操作顺序:二、模具动作顺序:三、模具使用注意事项:1.装模:1.1 在规定的注塑机上安装模具,检查注塑机的各项技术参数设定是否合理,注塑机的动、定模板是否平行;1.2 装模前将注塑台(炮筒)后退;1.3 调整注塑机的动、定模板间距,使其大于模厚(950mm);1.4 按照模具向上标志起吊模具,吊起时模具必须平衡放入注塑机的动、定模板之间,使模具的定位圈先导入定模板的定位孔中,再闭合注塑机使模具紧贴于两机板之间;1.5 调整模具侧边同机板侧边平行,用压板及螺丝固定模具于注塑机动、定模板上;1.6 模具装夹好后,进行开模、合模、动作检查(顶针、滑块的动作是否顺畅,如果是三板模,检查水口板分开与A B板分开的动作先后顺序是否可靠)、试合模力,逐步调整锁模位置,逐渐升高锁模力并使连杆能够伸直。
塑料盒盖模具设计说明书
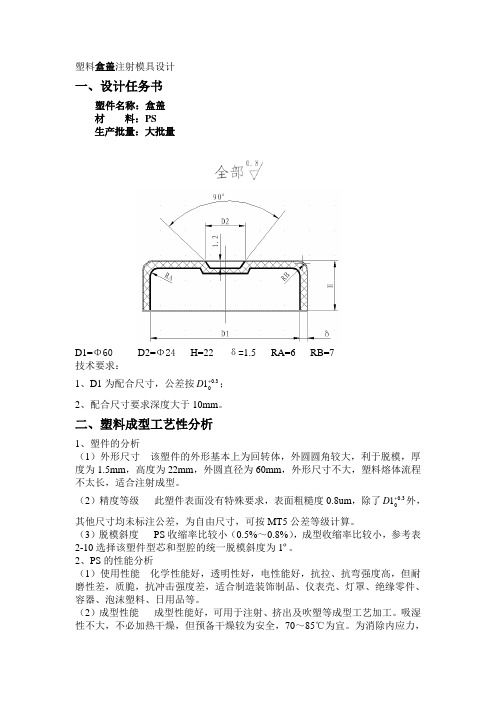
塑料盒盖注射模具设计一、设计任务书塑件名称:盒盖 材 料:PS 生产批量:大批量D1=Φ60 D2=Φ24 H=22 δ=1.5 RA=6 RB=7 技术要求:1、D1为配合尺寸,公差按3.001+D ;2、配合尺寸要求深度大于10mm 。
二、塑料成型工艺性分析1、塑件的分析(1)外形尺寸 该塑件的外形基本上为回转体,外圆圆角较大,利于脱模,厚度为1.5mm ,高度为22mm ,外圆直径为60mm ,外形尺寸不大,塑料熔体流程不太长,适合注射成型。
(2)精度等级 此塑件表面没有特殊要求,表面粗糙度0.8um ,除了3.001+D 外,其他尺寸均未标注公差,为自由尺寸,可按MT5公差等级计算。
(3)脱模斜度 PS 收缩率比较小(0.5%~0.8%),成型收缩率比较小,参考表2-10选择该塑件型芯和型腔的统一脱模斜度为1º。
2、PS 的性能分析(1)使用性能 化学性能好,透明性好,电性能好,抗拉、抗弯强度高,但耐磨性差,质脆,抗冲击强度差,适合制造装饰制品、仪表壳、灯罩、绝缘零件、容器、泡沫塑料、日用品等。
(2)成型性能 成型性能好,可用于注射、挤出及吹塑等成型工艺加工。
吸湿性不大,不必加热干燥,但预备干燥较为安全,70~85℃为宜。
为消除内应力,成型塑件加以退火为宜,80℃温度,2~4h为宜。
(3)PS主要性能指标其性能指标见表项目性能参数项目性能参数密度/(g/cm3)1.04~1.06 屈服强度/Mpa35~63拉伸强度/MPa 35~63 吸水率(%)0.03~0.05拉伸弹性模量/MPa 2.8~3.5熔点/℃131~165拉弯强度/MPa 2.8~3.5计算收缩率(%)0.5~0.6比热容/J.(kg..℃)1340 比体积/cm .g 0.03~0.05PS主要性能指标3、PS注射成型过程及工艺参数(1)注射成型过程①成型准备对PS的色泽、均匀度等进行检验。
原则上PS的吸水性很小,成型前可不必干燥,为了保险起见,成型前最好进行干燥。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
盖塑料模模具毕业设计单位:重庆工业职业技术学院部门:机械工程学院班级:09模具304姓名:学号:2009102434指导老师:时间:2011/11-------2012/4前言此模具设计使用说明书,是在老师的指导以同学的协作,运用了个人当前所学所问所查。
从设计中收益匪浅、又学到学到了很多新的知识,增强了动手实践、动脑思考的能力。
本书的主要内容及设计思路大体可以分为一下特点:一、设计思路主要根究塑料件及材料的工艺性分析,到用采用合理注塑的工艺方案分析,再到模具的具体材料、尺寸、等技术要求,以及根据计算数据选择合理模具设备,最后是模具的安全使用既维护。
二、主要内容及重难点共有几个大章节(冲裁件的工艺分析、注塑的工艺方案分析、计算、模具高度的确定、模具零部件设计、模具简图),其难点和重点是计算,型芯与型腔模尺寸等。
以及模具零部件的设计和标准间的选用,根据数据作出图,最后得到完整的模具简图。
三、说明书的格式要求目录、参考文献、结束语在这几个月的时间中,以及老师同学的帮助中,该说明书顺利的完成,但由于个人的设计经验局限,可能存在一些不完善之处,敬请老师加以指导。
目录一塑件分析 ......................................................................................... 错误!未定义书签。
1、塑件的使用分析: ....................................................................... 错误!未定义书签。
2、塑件的性能分析: ....................................................................... 错误!未定义书签。
4、塑件的尺寸、精度和表面质量分析:................................... 错误!未定义书签。
5、塑件的几何形状; ....................................................................... 错误!未定义书签。
二模具结构设计 .................................... 错误!未定义书签。
1、分型面的确定 ................................................................................ 错误!未定义书签。
2、型腔的布局..................................................................................... 错误!未定义书签。
3.浇注系统的设计.............................................................................. 错误!未定义书签。
4、注射机的选择 ................................................................................ 错误!未定义书签。
5、成型零件的结构设计................................................................... 错误!未定义书签。
6、成型零件工作尺寸计算.............................................................. 错误!未定义书签。
7.型芯尺寸计算:.............................................................................. 错误!未定义书签。
8.凹模深度和型芯高度尺寸计算:.............................................. 错误!未定义书签。
三、推出机构设计 ................................... 错误!未定义书签。
1、结构方式 ......................................................................................... 错误!未定义书签。
2、设计要求 ......................................................................................... 错误!未定义书签。
四.模具冷却系统的设计 .............................. 错误!未定义书签。
五、模具型腔的强度和刚度的校核 ..................... 错误!未定义书签。
六、开模行程的校核 ................................. 错误!未定义书签。
七、型腔壁厚和底板厚度计算 ......................... 错误!未定义书签。
八、导柱导向机构的设计 ............................. 错误!未定义书签。
九、脱模机构的设计 ................................. 错误!未定义书签。
十、温度调节系统的设计 ............................. 错误!未定义书签。
十一、模具闭合高度的确定 ........................... 错误!未定义书签。
十二、模架的选择 ................................... 错误!未定义书签。
参考文献 ........................................... 错误!未定义书签。
序号计算数据与内容备注四、模具结构的设计c) 分流道表面粗糙度分流道不必修的很光滑,表面粗糙度Ra值一般取为1.6m这样表面稍不光滑,有助于塑料熔体的外层冷却皮层固定,从而与中心部位的熔体之间产生一定的速度差,以保证熔体流动时具有适宜的剪切速率和剪切热。
有利于保温。
d)分流道的布局分流道在分型面上的布置与前面所述型腔排列密切相关,有多种不同的布置形式,型腔布局应力求对称,以免模具受偏载而产生溢料现象,应遵循两方面原则:即一方面排列紧凑、缩小模具板面尺寸;另一方面流程尽量短、锁模力力求平衡。
本模具的流道布置形式采用平衡式, 如图所示。
(4)、浇口的设计浇口是连接分流道与型腔的通道,除直接浇口外,它是浇注系统中截面最小的部分,但却是浇注系统的关键部分,浇口的位置、形状及尺寸对塑件性能和质量的影响很大四、模具结构的设计流动正在使用存储的网格匹配和厚度数据匹配数据是使用最大球体算法计算的最大设计锁模力= 5600.18 tonne最大设计注射压力= 144.00 MPa建议的浇口位置有:靠近节点= 1134最佳浇口位置如图(6)所示。
序号计算数据与内容备注五、成型零件的设计☆模具的磨损量实践证明,对于一般的中小型塑件,最大磨损量可取塑件公差的61,对于大型塑件则取6∆以下。
另外对于型腔底面(或型芯端面),因为脱模方向垂直,故磨损量δc=0。
☆塑件的收缩率塑件成型后的收缩率与多种因素有关,通常按平均收缩率计算。
= %=2%外形尺寸(1)凹模和型芯的径向尺寸计算1)凹模径向尺寸计算该塑件属于中、小型塑件,故有L m=()043%δZSLL SCPS+∆-+所以有L m1=(13.5+13.5X2%-43x2.4)34.2+=11.970.8L m2=(10+10x2%-43x1.4)34.1+=9.150.47序号计算数据与内容备注七、推出机构的设计3) 推杆应尽可能设在塑件厚壁、凸缘、加强等塑件强度、刚度较大处;当结构特殊,需要推在薄壁处时,可采用盘状推杆以增大接触面积。
4) 推杆的设置不应影响凸模强度与寿命。
当推在端面则距型芯侧壁δ1 0.13mm;当推杆设置在型芯内部推在塑件内部时,推管孔距型芯侧壁δ2 3mm。
5) 在模内排气困难的部位应设置推杆,以利于用配合间隙排气。
6) 若塑件上不允许有推管痕迹时,可在塑件外侧设置溢料槽,从而靠推杆推在溢料槽内的凝料上而带塑件。
(3)、推杆的固定形式(4)、推杆设计的要点1)、推杆直径不易过细,一般为ø0.8~12mm,以保证足够的强度。
2)、推杆的端面在装配后应比型面后镶件平面高度0.05~0.1mm,以免影响塑件以后的使用。
3)、推杆应设置在推件阻力大的地方尽量使推出的塑件受力均匀,但不能和型芯(或镶嵌件或冷却通道)距离过近,以免影响强度。
4)、推杆与其配合孔或型芯孔一般采用H8/f8的配合并保证一定的同轴度。
配合长度取推管直径的1.5~2倍,通常不小于12mm。
5)、在确保塑件质量与顺利脱模的前提下,推杆数量不小结通过本次设计,我对塑料模,尤其是注塑模有了更进一步的了解和认识。
对于塑料模,不但了解了它的整体结构,而且对它的各个零件的具体结构也有了更进一步的认识。
不仅仅是这些,还对塑料材料有了更深的认识,对PP材料有了更深层次的认识,如PP材料的使用性能、成型特性等。
在制图方面也更加熟练了,在设计中还使用了ug三维软件和moldflow 分析软件对塑件进行了分析,在使用中也对软件有了更深的认识。
同时,在制图过程中也提升了自己的模具设计知识。
增强了查找各种设计资料的能力并使自己较为凌乱的设计知识结构在本次设计中得以系统化。
让自己真正懂得塑料模的最基本的设计步骤和过程。
为自己以后从事模具设计方面的相关工作积累了一定经验。
本次设计得到了柏洪武老师的指导与同学们的支持,在这里特别表示感谢。
本人在老师的指导和同学的帮助下,在老师的细心指导下通过几个月的时间完成了本次设计,在整个设计过程中查阅了大量有关资料,这次毕业设计的完成使自己所学的知识得以复习和巩固。
在此,对给予我悉心指导的夏江梅老师和给予我热情帮助的同学表示衷心的感谢。
参考文献1、中国机械工程学会《中国模具设计大典》2、王树勋主编华南理工大学大学出版社出版的《冲压与注塑模具结构图册》3、屈波主编西安电子科技大学出版社出版的《互换性与技术测量》4、冯秋官主编机械工业出版社出版的《机械制图与计算机绘图》排版及公式等需正规一点,修改好后再按照毕业设计的要求打印、装订好然后交给我。