压铸模具设计计算表
压铸模具参数计算表
通过浇口铝 液体积(m3) 0
内浇口截面积 (m2) 0
铸件充填时间 (s) 0.09
乘积 0
根
据
产
品
确
定
浇
口
截
面
积
冲头直径 (mm2)
高速速度 (m/s)
填充速度(m/s)
浇口截面积 (mm2) #DIV/0!
验
证
浇
口
截
面
积
的
合
适
性
质量(毛 重+渣 包)(kg)
冲头直径 (mm2)
高速速度(m/s)
内浇口截面积 (mm2)
填充速度 (m/s) #DIV/0!
填充时间 (ms) #DIV/0!
高速距离(mm) #DIV/0!
内浇口厚度 (cm) 0
内浇口宽度 (cm) #DIV/0!
内浇口充填速 度(m/s) #DIV/0!
W.Davok公式 系数 0.18 渣包质量
通过内 浇口质量
产品质量 (g)
内浇口厚度 (mm)
内浇口宽度 (mm)
内浇口截面积 (mm2) 0
0 0
#DIV/0!
系数 0.0268
次幂 0.745
通过浇口铝液体 积(cm3) 0
开方 0
乘积 0
铸件质量 (g) 0
比重(g/cm3) 2.4
渣包及溢流重量 通过浇口铝液体 (g) 积(cm3) 0 0
压铸模具参数计算表
高速速度(m/s)
内浇口截面积 (mm2)
填充速度 (m/s)
#DIV/0!
填充时间 (ms)
#DIV/0!
高速距离(mm) #DIV/0!
内浇口厚度 (cm)
0
内浇口宽度 (cm)
#DIV/0!
内浇口充填速 度(m/s)
#DIV/0!
(g)
积(cm3)
2.4
0
0
通过浇口铝 内浇口截面积
液体积(m3)
(m2)
0
0
铸件充填时间 (s)
0.09
乘积 0
根据产品确定浇口截面积
冲头直径 高速速度
(mm2)
(m/s)
填充速度(m/s)
浇口截面积 (mm2)
#DIV/0!
验证浇口截面积的合适性
质量(毛 重+渣
包)(kg)
冲头直径 (mm2)
W.Davok 公式
系数 0.18 渣包质量
产品质量 (g)
0
通过内 浇口质量
0
内浇口厚度 (mm)
内浇口宽度 (mm)
#DIV/0!
内浇口截面积 (mm2)
0
系数 0.0268
次幂 0.745
通过浇口铝液体 积(cm3)
0
开方 0
乘积 0
铸件质量 (g)
0
比重(g/cm3)
渣包及溢流重量 通过浇口铝液体
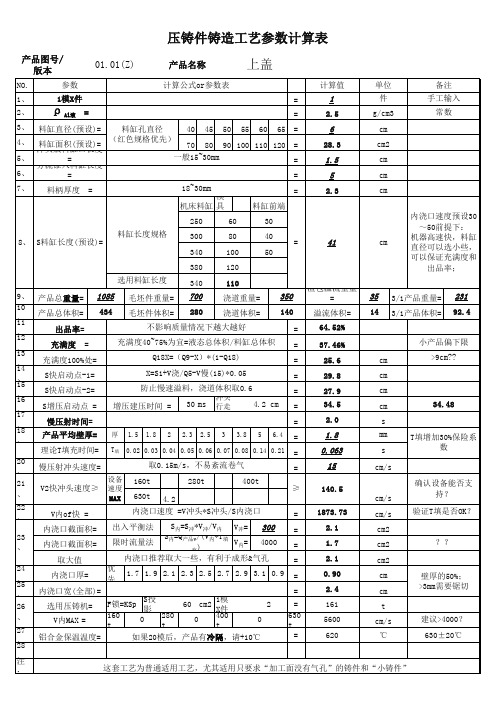
压铸件铸造工艺参数计算表
T填增加30%保险系 数
确认设备能否支 持?
验证T填是否OK?
内浇口截面积= 出入平衡法 S内=S冲*V冲/V内 V冲= 300
=
23 、
内浇口截面积=
限时流量法
S内=Q产品v/(V内*T填 充)
V内=
4000
=
取大值
内浇口推荐取大一些,有利于成形&气孔
=
24 、25
内浇口厚=
优 先
1.7 1.9 2.1 2.3 2.5 2.7 2.9 3.1 0.9
t cm/s
℃
??
壁厚的50%; >3mm需要锯切
建议>4000? 630±20℃
、注
:
这套工艺为普通适用工艺,尤其适用只要求“加工面没有气孔”的铸件和“小铸件”
1、
Al合金件
比压范围
一般件 30~50
受力件 45~80
外观或薄壁件 40~60
耐压件 80~120
耐压件
耐压件
耐压件
铝 合
280t
V2快冲头速度≥ 速度
MAX 630t 4.2
400t
≥
140.5
22
、
V内of快 =
内浇口速度 =V冲头*S冲头/S内浇口
= 1873.73
35 3/1产品重量= 231 14 3/1产品体积= 92.4
cm cm cm cm s mm s cm/s
cm/s cm/s
小产品偏下限 >9cm??
溢流体积= 64.52%
37.46% 25.6 29.8 27.9 34.5 2.0 1.8
理论T填充时间= T填 0.02 0.03 0.04 0.05 0.06 0.07 0.08 0.14 0.21 =
压铸模具设计公式试算REVA
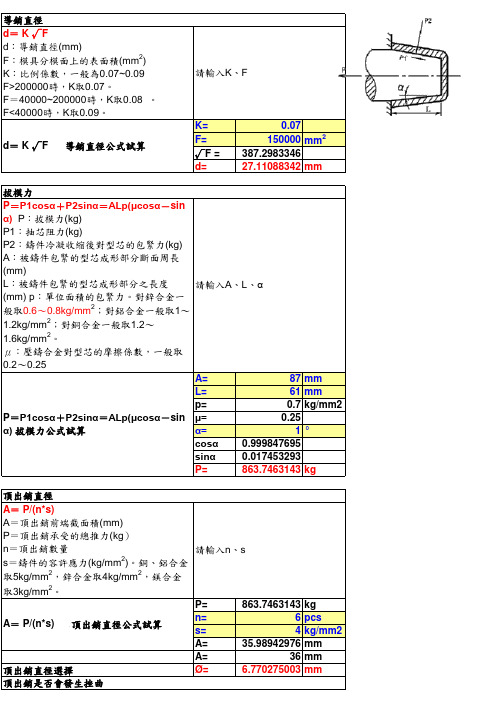
d = K √Fd :導銷直徑(mm)F :模具分模面上的表面積(mm 2)K :比例係數,一般為0.07~0.09F>200000時,K 取0.07。
F =40000~200000時,K 取0.08 。
F<40000時,K 取0.09。
K=0.07F=150000mm 2√F =387.2983346d=27.11088342mmP =P1cosα+P2sinα=ALp(μcosα-sin α) P :拔模力(kg)P1:抽芯阻力(kg)P2:鑄件冷凝收縮後對型芯的包緊力(kg)A :被鑄件包緊的型芯成形部分斷面周長(mm)L :被鑄件包緊的型芯成形部分之長度(mm) p :單位面積的包緊力。
對鋅合金一般取0.6~0.8kg/mm 2;對鋁合金一般取1~1.2kg/mm 2;對銅合金一般取1.2~1.6kg/mm 2。
μ:壓鑄合金對型芯的摩擦係數,一般取0.2~0.25A=87mm L=61mmp=0.7kg/mm2μ=0.25α=1°cosα0.999847695sinα0.017453293P=863.7463143kgA = P/(n*s)A =頂出銷前端截面積(mm)P =頂出銷承受的總推力(kg )n =頂出銷數量s =鑄件的容許應力(kg/mm 2)。
銅、鋁合金取5kg/mm 2,鋅合金取4kg/mm 2,鎂合金取3kg/mm 2。
P=863.7463143kg n=6pcss=4kg/mm2A=35.98942976mm A=36mm 頂出銷直徑選擇Ø= 6.770275003mmP =P1cosα+P2sinα=ALp(μcosα-sin α) 拔模力公式試算請輸入n 、sA = P/(n*s) 頂出銷直徑公式試算頂出銷是否會發生挫曲頂出銷直徑d = K √F 導銷直徑公式試算請輸入K 、F導銷直徑請輸入A 、L 、α拔模力K =n*E*I/(P*L 2)K :穩定安全係數,鋼取1.5~3n :穩定係數,其值取20.19E :楊氏模數,鋼取2x106(kg/cm 2)I :頂出銷最小截面積處之慣性矩(cm 4),對於圓形截面I =лd 4/64(d =頂出銷直徑)P :頂出銷承受之實際推力(kg)n=20.19E=2000000kg/cm 2d=1cm I=0.049087385cm 4P=863.7463143kg L=15cm L 2=225cmK=10.19923241K=1.5~3直徑核可角銷直徑d =(P*h/(3Cosα21/3d :角銷直徑(mm)h :滑塊端面至受力點的垂直距離(mm)P :拔模力(kg)Q :角銷承受的最大彎曲力(kg)P=863.7463143kg h=40mm α15°cosα0.965925826cosα20.933012702d=23.11066608mm 角銷直徑選擇Ø24mm結論請輸入h ,αd =(P*h/(3Cosα21/3角銷直徑公式試算請輸入d 、lK =n*E*I/(P*L 2) 頂針挫曲公式試算。
压铸工艺参数计算表

理论T填充时间= T填 0.02 0.03 0.04 0.05 0.06 0.07 0.08 0.14 0.21 =
0.063
20 、 慢压射冲头速度=
取0.15m/s,不易紊流卷气
=
15
21 、
设备 160t
280t
V2快冲头速度≥ 速度
1、
Al合金件
比压范围
一般件 30~50
受力件 45~80
外观或薄壁件 40~60
耐压件 80~120
耐压件
耐压件
备注 手工输入
常数
内浇口速度预设30 ~50前提下:
机器高速快,料缸 直径可以选小些, 可以保证充满度和
出品率;
3/1产品重量= 231 3/1产品体积= 92.4
小产品偏下限 >9cm??
一般15~30mm
=
6、
=
=
7、 料柄厚度 =
18~30mm 模
机床料缸 具
= 料缸前端
计算值 1 2.5 6
28.3 1.5
5 2.3
250
60
30
料缸长度规格 8、 S料缸长度(预设)=
300
80
40
=
41
340
100
50
380
120
选用料缸长度
340
110
渣包溢流重量
9、 产品总重量= 1085 毛坯件重量= 700
34.48
T填增加30%保险系 数
确认设备能否支 持?
验证T填是否OK?
??
壁厚的50%; >3mm需要锯切
压铸模具设计基本参数
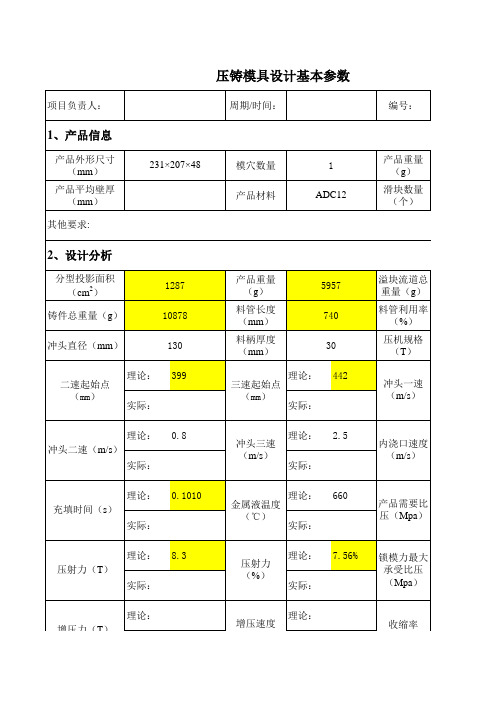
项目负责人:
1、产品信息
产品外形尺寸 (mm)
产品平均壁厚 (mm)
其他要求:
231×207×48
2、设计分析
分型投影面积 (cm2)
铸件总重量(g)
1287 10878
冲头直径(mm)
130
理论: 399 二速起始点
(mm)
实际:
周期/时间:
模穴数量 产品材料
1 ADC12
产品重量 (g)
2087 46% 1250 理论: 0.3 实际: 理论: 37.7 实际: 理论: 60 实际: 理论: 95.2 实际: 理论: 5.5
产品面积
(cm2)
323
溢块排气面积
(cm2)
498
浇道面积
(cm2)
466
产品重量(g)
5957
溢块排气重量 (g)
浇道料炳重量 (g)
2087 2834
冲头截面积 13273.22896
三快起动点 (浇道比例)%
100%
压机参数:
压射力KN (ton)
活塞行程 (mm)
冲头跟踪距离 (mm)
模框顶面至分 流锥顶面距离
1075 880 320 180
比压(Mpa) 793.702876
压机比压参数 表(刻度参考)
4.53570235
锁模力(不带溢 块投影面积)T
483.0612245
锁模力(带溢块 投影面积)T
787.9591837
实际: 167
油缸
滑块抽拔力 (KG)
0
周长(mm)
深度(mm)
出模斜度(度)
880
排气方式
真空
压铸参数计算(精)
压铸工艺参数的计算从持压终了至开模这段时间,根据铸件厚薄、复杂结构选择。
综合压铸过程的压铸工艺参数压力、速度、温度、时间选项择为:铸件壁厚、结构复杂,压力要大,留模时间要长;铸件壁薄、结构复杂,压射速度要快,模具温度要高;留模时间=产品壁厚X产品壁厚A、填充时间填充时间=0.01x产品壁厚x产品壁厚b、依据模具条件的高速速度高速速度=(产品+溢流重量/压室截面积X填充时间X铝液密度C.依据机器能力的高速速度模具临界速度=550X√(浇口截面积²X压射缸截面积XACC压力X10/(压室截面积³(注:只考虑模具的浇口抵抗,充填抵抗时的实打速度d.确认浇口速度浇口速度=压室截面积/浇口截面积X高速速度(一般为40-60m/s例题:产品壁厚:3mm,产品+溢流重量:510g,压室截面积:19.63cm²,浇口截面积:1.04cm²,铝液密度: 2.6g/cm³,ACC压力:14MPa,压射缸截面积:(π/4×112=95cm²。
a.填充时间=0.01×3×3=0.063sb.高速速度=(510/19.63×0.063×2.6=1.59m/sc.模具临界速度=550X√(1.04²×95×14×19/(19.63³=7.58m/sd.浇口速度=(19.63/1.04X1.59=30.01m/s(3快慢速度转换行程对于铝、镁合金来说,各个压射阶段的切换点尤为重要,比如低速在什么时候转入高速,高速什么时候转为增压等,直接影响到产品的表面和内部质量。
转换行程=空打行程-(产品+溢流重量/压室截面积X熔液密度-余料厚度-1cm(一般考虑到行程开关的反应时间,转换行程可以延长1cm例题:产品+溢流重量:510g,压室截面积:19.63 cm²,空打行程:368mm,余料厚度:23mm,铝液密度: 2.6g/cm³转换行程=36.8-(510/19.63X2.6-2.3-1=235mm二、压力参数(1铸造压力铸造压力是获得铸件组织致密和轮廓的主要因素,又是压铸区别于其他铸造方法的主要特征.其大小取决于压铸机的结构及功率。
超级经典的压铸模具计算,分析及各项资料相关表格
50
%of max Set Plunger Speed (fast) 设置冲头速度
DC-CALC
DIE DATA:
模具数据:
©
Copyright 1999-2004
HotFlo!
P-Q CHART
35.00 210 Deg. C 30.00
Die Temperature
模具温度
Gate Depth
6600 Kg/m3 6500 Kg/m3 382 Deg. C 2.5 Deg. C/% 624
37.03 cm3 0 grams 2 0 grams 3.0 10 mm % 20 % 430 Deg. C
Plunger Diameter
冲头直径
65.00 mm 100.00 mm 0.00 mm 14.00 MPa 2.50 m/sec 1.00 to 1 33.14 MPa 8.30 Lt/sec 4.15 Lt/sec 1.25 m/sec
模具温度-摄氏度 冷流 模具温度上限 模具温度下限
DC-CALC
Version 3.0CH 16 Jun 2004 版本3.0CH
Authorised User: 许可证 Licence No: 许可证号
Frech Far East Ltd. 富来远东有限公司 2080
Copyright 1999-2004 版权所有
Help Manual 帮助手册
2004.10.26
CASTING DATA:
铸件数据:
MACHINE DATA:
机器数据: m m or v
METAL DATA:
金属数据: lk163h Hot Chamber
Enter Mass or Volume
压铸模具参数计算表
通过浇口铝 液体积(m3) 0
内浇口截面积 (m2) 0
铸件充填时间 (s) 0.09
乘积 0
根 据 产 品 确 定 浇 口 截 面 积 冲头直径 高速速度 浇口截面积 填充速度(m/s) (mm2) (m/s) (mm2) #DIV/0!
验
证
浇
口
截
面
积
的
合
适
性
质量(毛 重+渣 包)(kg)
冲头直径 (mm2)
W.Davok公式 系数 0.18 渣包质量
通过内 浇口质量
产品质量 (g)
内浇口厚度 (mm)
内浇口宽度 (mm)
内浇口截面积 (mm2) 0
0 0
#DIV/0!
系数 0.0268
次幂 0.745
通过浇口铝液体 积(cm3) 0
开方 0
乘积 0
铸件质量 (g) 0
比重(g/cm3) 2.4
渣包及溢流重量 通过浇口铝液体 (g) 积(cm3) 0 0
高速速度(m/s)
内浇口截面积 (mm2)
填充速度 (m/s) #DIV/0!
填充时间 (ms) #DIV/0!
高速距离(mm) #DIV/0!
内浇口厚度 (cm) 0
内浇口宽度 (cm) #DIV/0!
内浇口充填速 度(m/s) #DIV/0!
压铸相关计算公式
壓鑄相關計算公式很多地方做壓鑄,在上模前所有數據都要先算出來。
這樣以來很多壓鑄老師傅們都傻眼了,因為他們以前從事這一行,都是憑經驗來調機的。
很多人也因此錯過了很好的機會,當然很多企業也因此錯過了一個經驗十足的人才。
呵呵!部分計算方法和工式大部分都在這了:液態金屬密度:鋁:2.4--2.6g/cm3 2500Kg/m3 0.0025g/mm3鎂:1.65--1.7g/cm3 1700Kg/m3 0.0017g/mm3鋅:6.4--6.6g/cm3 6600Kg/m3 0.0066g/mm3銅:7.5--8.0 g/cm3 8000Kg/m3 0.0080g/mm3鉛:8--10g/cm3錫:6.6--7.3g/cm3D=壓射油缸直徑mm Ph=油壓壓力(儲能器壓力)MpaD=沖頭直徑mm Pp=鑄造壓力(壓射壓力)MpaAh=壓射油缸截面積mm2 F1=開模力KNAp=沖頭截面積mm 2 Fd=鎖模力KNAg=澆口截面積mm2 Vg =澆口速度m/sA1=鑄造面積mm2 Vp=壓射速度m/sFs=壓射力KN一.壓射力和鑄造壓力:產品上所負壓力可以透過壓射力除以沖頭截面積計算出來。
Fs壓鑄機壓力(壓鑄機油缸的推展力)Fs=油壓壓力Ph×壓射油缸截面積Ah(KN)1.壓射力:液壓油缸(增壓)內工作液推動壓射活塞的運動力。
P壓= D2Po式中:P壓為壓射力,D為油缸直徑(增壓)(mm),Po為液壓缸的工作壓力(Pa)2. 鑄造力Pp(到產品上的壓力)Pp=油壓壓力Ph×= (KN)3.比壓:填充時的比壓稱壓射比壓,增壓時的比壓稱為增壓比壓P=4P壓/πd2式中:P為壓射比壓(MPa), P壓為壓射力(N),d為沖頭直徑(mm)二.高速壓射速度與澆口速度:流量Q=流速V×截面積A Q=V1A1=V2A2A1沖頭截面積A2澆口截面積、V1壓射速度、V2澆口速度壓射速度Vp×沖頭截面積AP=澆口速度Vg×澆口截面積Ag澆口速度Vg(V2)=壓射速度Vp(V1)×(m/s)壁厚(mm)澆口速度(m/s)-0.846-551.3-1.543-521.7-2.340-492.4-2.837-462.9-3.834-434.6-5.132-406.1-28-35⊙:現在有超高速鑄造,這樣的話,高速壓射速度為4---5m/s澆口速度設計為0---60m/s 三.充填時間:由於速度×面積是流量,所以容積除以流量可以得出實際充填時間,容積就是充填的產品(加上溢流、澆道最好)的體積,可以通過重量除以比重得出。