模具设计所需要的表格
工装、模具管理程序及全套表格记录
1、目的
规定工装/模具设计、选用、制造、验收、使用维护、更换等管理过程,确保工装/模具符合产品要求及适用的法律法规的要求。
2、范围
本办法规定了本公司工装/模具的管理规则和使用规则;
本标准适用于本公司所有外购、外协和自制的工装/模具。
本办法适用于本公司工装/模具管理部门、技术部、品质部、生产部、采购部及相关部门。
3、定义
工装——用于装配和制造过程的夹具、检具、工具、刀具、辅具、盛具等的总称。
模具——专指用于注塑塑料制品的注塑模具和五金模具及泡棉模具。
外协工装/模具——是指自制工装/模具的部分加工工序委外加工或由我公司负责工装/模具设计,委外单位根据图纸资料制造,我方根据设计资料验收。
外购工装/模具——工装/模具设计和制造均委外,我方只负责验收符合产品要求的合格工装/模具。
4、职责
4.1 技术工程部——负责产品结构图纸相关资料和规格书提供,以及工装/模具的验收确认。
4.2 工装模具组——负责自制工装/模具的设计、选用、制作和自检,以及外协或外购工装/模具的总装和工艺验
收。
4.3 品质部——负责工装的尺寸检验,关键工装/模具的定期校检,并负责样品的外观、尺寸检测及功能试验。
4.4 采购部——负责工装/模具的采购或外协加工控制,并负责接受组织工装/模具验收过程的相关事宜。
4.5生产部——负责工装/模具的运行状况是否满足工艺和可操作性方面的验收工作和负责日常保养。
4.6工装/模具库房——统筹工装/模具的管理。
5 程序。
手机壳注塑模具设计说明书

本科毕业论文(设计)题目手机壳模具设计与结构设计作者机械工程学院学院专业料成型与控制工程学号指导教师二〇一六年二月二十二日摘要本次设计就是将手机壳作为设计模型,将注塑模具的相关知识作为依据,阐述塑料注塑模具的整体设计过程。
该毕业设计的内容是手机壳的注塑模具,材料为PC,根据其结构形状特点以及通过对手机壳成型工艺的正确分析,确定型腔的总体布局,选择分型面,确定脱模方式,设计浇注系统等;同时本文对注塑模具进行简要介绍,对注塑模具中的主要零件进行设计计算,在设计过程中着重考虑其生产实际中的经济性和合理性。
关键词:注塑模具;注射成型;分型面AbstractThis design is the air refreshing agent box as a design model, the injection mold related knowledge as the basis, elaborated the whole design process of plastic injectio n mould.The content of graduation design is the injection mold of air refreshing agent box, the material is PC, according to the structure characteristics and the correct analysis of the air refreshing agent box molding process, to determine the overall layout of the cavity, the choice of parting surface, gating system design to determine the stripping method, etc.; at the same time this paper gives a brief introduction about the injection mould, the main parts of injection mold design and calculation, in the design process focuses on the actual production in the economy and rationality.Keywords:The plastic mold;the parametrization;;divides the profile目录摘要 (I)Abstract..................................................... I I第一章绪论 (1)1.1 模具介绍 (3)1.2 模具在加工工业中的地位 (3)1.3 模具的发展趋势 (3)第二章该塑件材料分析和工艺性分析 (4)2.1 材料分析 (6)2.2 工艺分析 (7)2.2.1尺寸及精度 (8)2.2.2表面粗糙度 (9)2.2.3形状 (9)2.2.4斜度 (9)第三章拟定成型工艺 (10)3.1制件成型方法 (10)3.2制件的成型参数 (10)3.3确定型腔数目.............................. 错误!未定义书签。
试模DOE程序(含表格)

试模DOE程序一.目的:1.考核模具的性能和注塑件的质量。
2.及时发现并找出成型过程中的问题,保障生产过程顺利以免浪费工时原料。
3.找出最佳的工艺参数范围,确保产品的质量达到客户的要求。
二.范围:对于客户要求比较严格的产品或订单量比较大的产品。
三.程序:1 试模前的准备工作:参见<<注塑试模程序>>中的1~5项。
2 其本参数的设定:2.1 料温:设定为原料供应商提供的加工温度范围中间值,但要以实际料温为准.2.2 背压:越低越好,但产品表面不得有色差和料花.2.3 螺杆转速:与背压相配合,在冷却时间结束前5秒左右熔胶完成.如果冷却时间长而熔胶时间短则采用储料前冷却时间来控制.2.4 开锁模时间:在保证模具安全运行的前提条件下,越快越好,尽量减少开关模的时间以便提高生产周期.2.5 模温:设定为原料供应商提供的温度范围中间加热模具,然后根据产品质量要求调整.2.6 射胶残量:大机台(如200T以上),9~12mm;小机台,3~5mm为最佳.此项工作要在工艺参数比较稳定的情况下最后作调整.2.7 保压压力及保压时间:设定为0.2.8 模具:对模具的前期准备工作要求比较高,所有与模具有关的外观缺陷如顶高顶白拉模粘模走胶不平衡等问题解决以后再进行下一步程序.注:以上基本参数的设定要以调校经验比较丰富的技师为基础.调校的目的是保证工艺参数的稳定性.3 最佳注射时间:3.1注塑压力——注射时,在螺杆头部(计量室)建立的熔体压强。
为了确保注塑机的注塑速度达到及保持所要求的数值,注塑压力数值的设定必须足够。
注射压力是重要生产参数之一,它决定着螺杆的前进和后来模具填充的情况,假如注射压力太低,熔料进入模具时所产生的阻力便相对的很大,使注射速度不能保持在设定的水平,结果是射胶时间长了,所以设定注塑压力时某数值应较熔料所产生的阻力高15bar左右。
例:注塑一件产品,设定50%注塑速度,在注塑压力为140bar.,注射时间为0.87秒内完成成型过程,请问最佳注射压力数值是多少?注塑速度注射压力注射时间50% 140bar 0.87sec50% 120 bar 0.87 sec50% 100 bar 0.89 sec 最佳50% 90 bar 0.90 sec 下限50% 85 bar 0.99 sec注:1)在最佳的注射压力设定情况下,注射周期时间的变化应不超过0.06秒,如超过这个范围,表示压力不稳或塑化不良。
塑胶模具技术质量要求标准表格
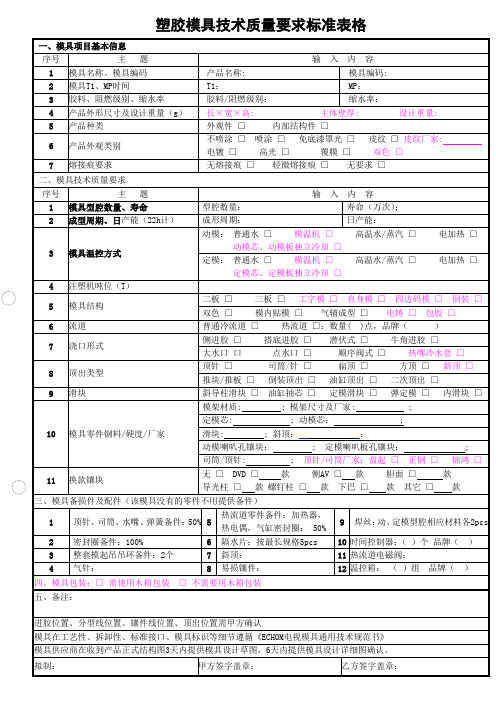
一、模具项目基本信息
序号
主 题
输 入 内 容
1
模具名称、模具编码
产品名称:
模具编码:
2
模具T1、MP时间
T1:
MP:
3
胶料、阻燃级别、缩水率
胶料/阻燃级别:
缩水率:
4
产品外形尺寸及设计重量(g)
长×宽×高: 主体壁厚: 设计重量:
5
产品种类
外观件 □ 内部结构件 □
6
产品外观类别
动模芯、动模板独立冷却 □
定模: 普通水 □模温机 □高温水/蒸汽 □ 电加热 □
定模芯、定模板独立冷却 □
4
注塑机吨位(T)
5
模具结构
二板 □ 三板 □工字模 □ 直身模 □ 四边码模 □ 倒装 □
双色 □ 模内贴模 □ 气辅成型 □电铸 □包胶 □
6
流道
普通冷流道 □ 热流道 □:数量( )点,品牌( )
模具零件钢料/硬度/厂家
模架材质:; 模架尺寸及厂家:;
定模芯:; 动模芯:;
滑块:; 斜顶:;筒厂家:盘起 □ 正钢 □ 锦鸿 □
11
换款镶块
无 □ DVD □款 侧AV □款 胆面 □款
导光柱 □款 螺钉柱 □款 下巴 □款 其它 □款
三、模具备损件及配件(该模具没有的零件不用提供备件)
1
顶针、司筒、水嘴、弹簧备件:50%
5
热流道零件备件:加热器,
热电偶,气缸密封圈: 50%
9
焊丝:动、定模型腔相应材料各2pcs
2
密封圈备件:100%
6
隔水片:按最长规格5pcs
10
时间控制器:( )个 品牌( )
ANPQP各阶段所需表格
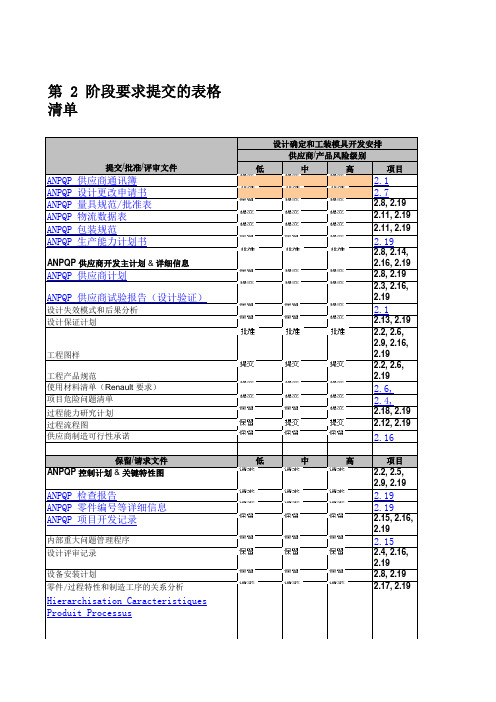
第 2 阶段要求提交的表格清单低中高项目ANPQP 供应商通讯簿 2.1ANPQP 设计更改申请书 2.7ANPQP 量具规范/批准表 2.8, 2.19ANPQP 物流数据表 2.11, 2.19ANPQP 包装规范2.11, 2.19ANPQP 生产能力计划书2.19ANPQP 供应商开发主计划 & 详细信息2.8, 2.14,2.16, 2.19ANPQP 供应商计划2.8, 2.19ANPQP 供应商试验报告(设计验证)2.3, 2.16, 2.19设计失效模式和后果分析 2.1设计保证计划2.13, 2.19工程图样2.2, 2.6,2.9, 2.16,2.19工程产品规范2.2, 2.6, 2.19使用材料清单(Renault 要求) 2.6,项目危险问题清单2.4,过程能力研究计划 2.18, 2.19过程流程图2.12, 2.19供应商制造可行性承诺 2.16保留/请求文件低中高项目ANPQP 控制计划 & 关键特性图2.2, 2.5,2.9, 2.19ANPQP 检查报告2.19ANPQP 零件编号等详细信息 2.19ANPQP 项目开发记录2.15, 2.16,2.19内部重大问题管理程序 2.15设计评审记录2.4, 2.16,2.19设备安装计划2.8, 2.19零件/过程特性和制造工序的关系分析Hierarchisation Caracteristiques Produit Processus 用于Renault.提交/批准/评审文件设计确定和工装模具开发安排供应商/产品风险级别2.17, 2.19QFD 表格用于 Nissan Japan高级管理层支持会议纪要 2.1。
模具管理程序(含表格)

模具管理程序(IATF16949-2016/ISO9001-2015)1.0目的规定模具设计、制造、验收、移交、使用维护、标识、变更、报废等管理过程,确保模具符合产品要求。
2.0范围本企业所用模具的设计、制造、验收、移交、使用维护、标识、变更、报废全过程,包括顾客提供的模具。
3.0术语3.1.模具:专指用于注塑塑料制品的注塑模具和发泡模具。
3.2.日常维护保养:模具维修班长负责对模具实施运行前、运行中和运行后的维护保养。
3.3.定期保养:对达到预定使用期限或试用频次的模具所进行的维护保养。
4.0管理职责4.1.产品开发部:4.1.1.负责为模具供应商提供产品的2D图纸、3D数据和相关资料、标准;4.1.2.组织模具开发各阶段的评审及验收;4.1.3.负责批产前模具档案的建立和维护。
4.2.制造部工装动力科:是批产模具的归口管理门;4.2.1.负责参与前期开发产品模具的设计方案评审及模具试制、验收;4.2.2.负责批产模具档案的统计管理;4.2.3.对模具定期盘点;4.2.4.组织制定模具备件清单;4.2.5.组织统计模具的使用及异常情况;4.2.6.对制造系统模具的使用、维护保养情况进行监查;4.2.7.组织模具的闲置、调剂、报废处理。
4.3.质保部:4.3.1.负责配合模具方案的评审及模具验收;4.3.2.负责样品的外观、尺寸检测及功能试验、样件的试装。
4.4.制造部工装动力科:4.4.1.批产模具建立模具台账;4.4.2.制定模具备件清单及计划;4.4.3.建立模具管理履历表;4.4.4.制定维护保养计划并实施维护与维修。
4.5.采购部:配合模具的试制和验收中提供产品原材料。
4.6.财务部:根据模具开发进度提供资金支持;对报废模具进行帐务处理。
4.7.市场营销部:对属于顾客财产的模具处理前,负责与顾客沟通工作。
5.0工作程序更多免费资料下载请进:好好学习社区更多免费资料下载请进:好好学习社区更多免费资料下载请进:好好学习社区更多免费资料下载请进:好好学习社区更多免费资料下载请进:好好学习社区更多免费资料下载请进:好好学习社区更多免费资料下载请进:好好学习社区德信诚培训网6.0相关文件无7.0相关记录(最少保存期: 模具报废后+1年)设备模具工装夹具维修记录工装模具保养维修记录表.xl s模具台账模具履历表模具台账履历表.xls模具生产模数统计表工装模具寿命统计表.d oc年度模具保养计划工装模具保养计划表.d oc模具保养记录表模具维护保养记录表.xl s试模申请单试模申请单 (2).xl s德信诚培训网更多免费资料下载请进: 好好学习社区 试模/料报告单试模报告表.xl s。
模具设计与制造专业个人简历表格
所属行业:
担任职务:
外观设计
工作描述:
根据客户提供的样品,图片与要求进行外观设计,熟悉注塑模具结构,注塑模具工艺,常用塑料的性能、安规。
离职原因:
公司名称:
弘日五金模具厂起止年月:XX-08~XX-12
公司性质:
所属行业:
担任职务:
绘图员
工作描述:
对样品进行测绘,辅助工程师进行整理工程图。根据客户要求进行设计、更改。现场跟进解决问题,熟悉五金冲压工艺,五金模具结构。
模具设计与制造专业个人简历表格
个人基本简历
姓名:
-
国籍:
中国
无照片
目前所在地:
广州
民族:
汉族
户口所在地:
广东省
身材:
170 cmkg
婚姻状况:
未婚
年龄:
24岁
培训认证:
诚信徽章:
求职意向及工作经历
人才类型:
普通求职
应聘职位:
机械/设备维修类:外观设计、结构设计
工作年限:
主要技能:钣金手板制作,装配样机,AUTOCAD,PRO/EXX,野火版2.0,3.0操作软件。
业余爱好:乒乓球、羽毛球、篮球、登山、旅游等。
自我评价:责任心强,人缘好,好奇心强,喜欢钻研问题,愿为贵公司的事业发展添砖加瓦。
详细个人自传
月薪要求:3000元
工作地区:珠三角地区
4
职称:
无职称
求职类型:
全职
可到职-
一个星期
月薪要求:
XX--3500
希望工作地区:
广东省
个人工作经历:
公司名称:
美的烤箱公司起止年月:XX-11~
模具成本计算表格
JYD-349(HL130025)外发加
1
2
3
4
5
6
1000
小计 (元)
小计 (元)
025)外发加工费
7)
金额(元)
费用计费率
8% 10%
金额(元) ----
---(不含税)
首次试模时间 交付时间
注射设备吨位 (T)
小计 (元)
小计 (元)
小计 (元)
名称/次数
打孔 烧焊 省模 晒纹 加工费 慢走丝 热处理 CNC加工 打 深火 孔花 加 热工处理 抛光 设计
试模 拉模运
费 其他
模具名称 JYD-349(HL130025)
产品材料
外形尺寸(mm)
材料名称
加工
标准模架
模仁料
公模 母模
电极铜
模具零配件
热处理 费
热处理名称 淬火
名称
加工中心
加工费
铣钻削 电火花 线切割 钳工配模 模具抛光
设计费
名称
CAD CAE
费用名称
其它费 用
管理费 利润 税收
试模费 运输费
模具总价
模具制造商:
成本核算模具名称型腔数量穴产品零件号首次试模时间10合计打孔产品材料数据文件名交付时间烧焊加工费加工材料名称慢走丝牌号热处理标准模架45锻件打火花热处理电极铜抛光模具零配件设计1000热处理费热处理名称单价元金额元淬火拉模运费加工费名称工时小时单价元金额元其他加工中心合计电火花线切割钳工配模模具抛光设计费名称工时小时单价元金额元cadcae其它费用费用名称费用计费率金额元管理费8利润10税收模具总价不含税jyd349hl130025外发加工费名称次数jyd349hl130025产品重量g外形尺寸mm模具重量kg注射设备吨位20万模次尺寸mm重量kg单价元cnc加工重量kg小计元模具制造商
设备工装模具开发计划进度表
设备工装模具开发计划进度表项目名称:设备工装模具开发项目目标:开发适用于生产线的设备工装模具,提高生产效率,降低生产成本,提升产品质量。
项目开发周期:6个月项目进度表:项目阶段,项目内容,开始日期,结束日期,进度,备注-------,-------,-------,-------,----,----阶段一:需求分析,1.与生产部门沟通,了解需求,2024年1月1日,2024年1月15日,完成,沟通需求2.制定需求文档,2024年1月16日,2024年1月20日,进行中,待生产部门确认3.评审需求文档,2024年1月21日,2024年1月25日,未开始,待确认4.最终确定需求,2024年1月26日,2024年1月30日,未开始,待确认阶段二:设计开发,1.制定设计方案,2024年2月1日,2024年2月10日,未开始,待需求确认2.初步设计,2024年2月11日,2024年2月20日,未开始,待设计方案确定3.详细设计,2024年2月21日,2024年2月28日,未开始,待初步设计完成阶段三:制造调试,1.制造样品,2024年3月1日,2024年3月31日,未开始,待设计完成2.样品调试,2024年4月1日,2024年4月10日,未开始,待样品制造完成阶段四:测试验收,1.内部测试,2024年4月11日,2024年4月20日,未开始,待样品调试完成2.用户测试,2024年4月21日,2024年4月30日,未开始,待内部测试完成3.项目验收,2024年5月1日,2024年5月15日,未开始,待用户测试完成阶段五:发布与维护,1.产品发布,2024年5月16日,2024年5月20日,未开始,待项目验收通过2.售后维护,2024年5月21日,2024年6月30日,未开始,待产品发布完成项目风险评估:风险等级,风险描述,影响,应对措施-------,-------,----,-------高,生产部门需求不明确,延迟项目进度,加强与生产部门的沟通,提前明确需求中,设计方案复杂度高,造成设计进度延误,建立设计评审机制,及时调整设计方案低,样品制造或调试出现问题,影响项目进度与质量,确保制造过程的质量控制,加强样品调试过程的沟通与配合项目资源需求:1.项目经理:负责整体项目管理与协调,制定项目计划。
模具加工计划进度跟踪表
EDM 12.18 实际
抛光 计划 钳工安排
滑块6件 C310-C316
精雕 计划 实际 12.2 计划 实际
钻床 12.4 计划 实际
装配 12.5 计划 实际
CNC 12.7
线切割 计划 实际 12.8 计划 实际
EDM 12.10 计划 实际
装配 12.13 实际
抛光 计划 钳工安排
此套模具项目特别交代,在12.20试模。请各单位严格控制时间节 点,如有问题马上上报科长。
模具制造作业计划--模具关键件加工计划/进度跟踪表
表格编号/版次: 模具名称 模具编号 要求交模日期 首次试样日期 设计 计划编制 项目跟踪 记录编号:
模架
到厂日期 计划 实际 12.5
拆模检查 计划 实际 12.6 实际
抛光 计划 钳工安排
装配合模 计划 实际
12.20
T0 计划 实际
12.20
定模芯 A021.A022
加工科
生产科
质量科
工艺科
钳工组长
项目科
生产经理
总监
深孔钻/钻床 计划 实际 11.30 计划 实际
CNC 12.3
热处理 计划 实际 12.7 计划 实际
磨床 12.8 计划 实际
CNC 12.9
线切割 计划 实际 12.10
装配/合模 计划 实际 12.13 计划 实际
磨床 12.14 计划 实际
EDM 12.16 计划 实际
ቤተ መጻሕፍቲ ባይዱ
装配 12.17 计划 实际
精雕 12.18
动模芯 B021.B022
深孔钻/钻床 计划 实际 11.30 计划 实际
CNC 12.3
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
备注
h1——凸模凹进卸料板高度1mm h2——凸模冲裁后进入凹模高度2mm t——材料厚度 h——卸料板工作行程 h凸——凸模修磨量(5mm) H自由=H/(0.25——0.3) H预=(0.10~0.15)H自由 n——橡胶个数
d——内径 p——单位面积产生的压力
橡胶的安装高度
H安=H自由- H预
卸料板槽设计
橡胶的设计步骤
项目 卸料板工作行程 h
公式 h= h1+ h2+t
橡胶工作行程H
H=h+ h凸
橡胶自由高度H自由 橡胶的预压缩量H预 每个橡胶承受预压缩力Fxy 橡胶的外径D
H自由=(3——4)H H预=15% H自由 Fxy= F卸/n D=
校核橡胶自由高度
0.5≤H自由/D≤1.5
确定搭边表格——排样
卸料力、推件力、顶件力系数
冲件材料
纯铜、黄铜 铝、铝合金
Kx
0.02~0.06 0.025~0.08
KT
KD
0.03~0.09 0.03~0.07
0.03~0.09 0.03~0.07
钢 (料厚 t/mm)
约0.1 > 0.1~0.5 > 0.5~2.5 > 2.5~6.5 > 6.5
300 420 630 150 300 200 80
50 70 230 300 30°
420 570 860 310 450 400 80
50 70 360 400 25°
380 540 800 230 360 280 100 200 60 80 350 370 30°
J23— 10 0
1000 130 38
J23— 1 2 5
1250
145
38
480
480
100
110
380
380
530 710 1080 380 560 500 100
60 75 360 430 30°
530 710 1080 340 500 450 100 250 60 80
25°
冲裁模始用间隙表
模具制造精度和冲裁后产品精度表 注:对于制造精度也可以查后面表格
0.065~0.075 0.045~0.055 0.04~0.05 0.03~0.04 0.02~0.03
0.1 0.063 0.055 0.045 0.025
0.14 0.08 0.06 0.05 0.03
卸料力、推件力、顶件力系数
型号
J23— J23—
63
1
0
公称压力/kN
滑块行程/mm
滑块行程次数/(次/ min)
45
220
270
280
300
400
380
45
55
60
80
80
90
160
200
205
220
310
290
220 300 450 160 240 210 40
40 60
35°
270 370 560 200 290 260 50
40 60
30°
300 380 610 200 290 260 60 150 50 70 190 210 20°
H预——橡胶的预压缩量
最大闭合高度/mm
闭合高度调节量/mm
滑块中心线至床身距离 /mm
立柱距离/mm
工作台尺寸/ mm
前后 左右
工作台孔尺寸/ 前后
mm
左右
直径
垫板尺寸/mm 厚度
直径
模柄孔尺寸/ mm
直径 深度
滑块底面尺寸/ 前后
mm
左右
床身最大可倾角
63 35 170
150 35 110
150 200 310 110 160 140 30
凹模外形尺寸计算
凹模尺寸
凹模厚度 凹模壁厚
宽度
H Kb
c (1.5 ~ 2)H
A b 2c
B a 2c
公式字母具体含义请参照左边图标注 系数K参照下页凹模厚度系数表
凹模外形尺寸计算——凹模厚度系数表
垫板设计
是否需要用垫板,可按下式效核:p Fz
A
若凸模头部端面上的单位压力p大于模座材料的许用压应力 (见表2.9.13)时,就需要加垫板;反之则不需要加垫板。
模具设计所用表格
公差等级表
基本偏差表
A
B
孔
+0-
EI
C CD D
E EF F FGG H J K M N JS
P
Hale Waihona Puke RSTUV
X Y Z ZA
ZBZC
ES 基本尺寸
ei 基本尺寸
zc
zb
0+-
es
c cd d
e ef
js f fg g h j k m n p
r
s
t
uv
x y z za
b
轴
a
倒装凸凹模最小壁厚
30 55
45°
100 45 145
180 35 130
180 240 370 130 200 170 35
30 55
35°
J23— 16
J23— 2 5
JC2335
JG234 0
JB23— 63
J23— 8 0
160
250
350
400
630
800
55
65
80
100
100
130
120
55
50
80
40
落料凸模、凹模的制造公差
磨损系数X的取值——刃口尺寸计算X表
凸凹模配合加工时刃口尺寸计算公式
• 注意复杂工件不同部位模具磨损后尺寸的 变化
• 1、凹模磨损后尺寸变大 Dd=(D-x△)+1/4 △
• 2、凹模磨损后尺寸变小 • Dd=(D+x△)- 1/4 △ • 3、凹模磨损后尺寸不变
分开加工公式