HA44操作系统(天行机械手
天行机械手说明书汇总天行机械手基本使用手册合集
天行机械手说明书汇总天行机械手基本使用手册合集在操作项机器或应用时,一开始我们都需要借助说明书的辅助,这样可以让我们更好地将工具利用起来。
关于“天行机械手说明书汇总和天行机械手基本使用手册合集”内容都整理在下方,有需要的朋友可以来看看。
机械手清零便是回归原点。
一般机械手归原点的方法有很多种,我们可以根据机械手的故障情况来进行选择,归原点的方法一般有机械手电机找原点法,z轴信号法,电机、z轴信号相结合法。
一、机械手电机寻找原点时,当碰到原点开关时,马上减速停止,以此点为原点。
这种回原点方法的精度不高。
二、z轴信号法直接寻找编码器的z轴信号法,当有z轴信号法时,马上减速停止。
这种回原方法一般只应用在旋转轴,且回原速度不高,精度也不高。
三、电机、z轴信号相结合法此种回原方法是最精准的。
文章来自园大第一段高速去找原点开关,有原点开关信号时,电机马上以第二段速度寻找电机的Z相信号,第一个z轴信号一定是在原点档块上。
找到第一个z轴信号后,此时有两种方试,一种是档块前回原点,一种是档块后回原点(档块前回原点较安全,欧系多用,档块后回原点工作行程会较长,日系多用)。
以档块后回原为例,找到档块上第一个z轴信号后,机械手电机会继续往同一方向转动寻找脱离档块后的第一个z轴信号。
此种回原方法是最精准的,且重复回原精度高。
操作说明2.1开机启动程序流程1、检查气源是否接上;2、检查IMM联机是否接上;3、检查紧急停止是否正常;4、将总电源开关转向ON;5、将控制面板控制电源开关转向ON;6、再按下电源开关,系统电源自保ON;7、等后操作画面显示为系统正常后进入归原点画页:8、依划面显示指示,按 Home 键,系统开始归原点; 9、若有异常发生(会碰撞机构),可按停止键立即停止动作后,需关电源并重新启动电源;10、归原点完成,表示系统已经正常,画面自动切至手动操。
2.2关机程序流程1、机器已停止各项操作后;2、将控制面板控制电源开关转向OFF;3、将总电源开关转向OFF;4、开启机器电源与关闭机器电源间隔不可过短,至少要一分钟以上时间,否则会减短控制系统寿命。
机械手控制系统设计(完整版).doc
机械手控制系统设计摘要在工业生产和其他领域内,由于工作的需要,人们经常受到高温、腐蚀及有毒气体等因素的危害,增加了工人的劳动强度,甚至于危及生命。
自从机械手问世以来,相应的各种难题迎刃而解。
本次设计根据课题的控制要求,确定了搬运机械手的控制方案,设计控制系统的电气原理图,对控制系统进行硬件和软件选型,完成PLC(可编程控制器)用户程序的设计。
设计中使用了德国西门子公司生产的S7-200系列的CPU 226。
该系列PLC具有功能强大,编程方便,故障率低,性价比高等多种优点。
机械手的开关量信号直接输入PLC,使用CPU 226来完成全部的控制功能,包括:手动/自动控制切换,循环次数设定,状态指示,手动完全操控等功能。
机械手完成下降、伸出、加紧工件、上升、右旋、再下降、放松工件、缩回、放松、左旋十个动作。
通过模拟调试,有序的控制物料从生产流水线上安全搬离,提高搬运工作的准确性、安全性,实现一套完整的柔性生产线,使制造过程变的更有效率。
通过本次毕业设计,对PLC控制系统的设计建立基本的思想:能提出自己的应用心得;可巩固、深化前续所学的大部分基础理论和专业知识,进一步培养和训练分析问题和解决问题的能力,进一步提高自己的设计、绘图、查阅手册、应用软件以及实际操作的能力,从而最终得到相关岗位和岗位群中关键能力和基本能力的训练。
关键词:机械手;PLC(可编程控制器);CPU;梯形图IIThe Design of Manipulator Control SystemABSTRACTIn industrial manufacturing and other fields, due to the demand of work, many workers are compelled to expose in harmful circumstance like high temperature, corrosion, toxic gases harm and so on, that increased labor intensity, even imperial their lives. However, since the manipulator came out, many knotty problems are smoothly solved.The design requirements under the control of the subject to determine the handling robot control program, designed control system electrical schematic diagram, the control system hardware and software selection, complete the design of the user program in the PLC (programmable controller). Design used in the German company Siemens S7-200 series CPU 226. The series PLC with powerful, easy programming and low failure rate, and cost advantages. Robot switch signal input to the PLC, the CPU 226 to complete all the control functions, including: manual / automatic control switch, set the number of cycles, status indicator, manual complete control and other functions. the production line on the safe move out, so that the manufacturing process becomes more efficient.The graduation project, the design of PLC control system to establish the basic idea: to make their own application experience; can strengthen and deepen the most of the former continued the basic theory and professional knowledge, further training and training to analyze and solve problems the ability to further improve their design, drafting, inspection manuals, application software, as well as the actual ability to operate, and ultimately related jobs and job base in key skills and basic skills training.Key Words: Manipulator;PLC;CPU;Ladder-diagram目录第1章绪论 (1)1.1 机械手的背景与现实意义 (1)1.2 国内外机械手研究概况 (1)1.3 机械手控制存在的问题及最新发展 (3)1.3.1 利用单片机实现对机械手的控制 (3)1.3.2 利用传统继电器实现对机械手的控制 (3)1.3.3 PLC实现对机械手的控制 (3)1.4 本文主要工作 (5)第2章机械手控制系统工艺流程与总体方案设计 (6)2.1 机械手控制系统的流程设计 (6)2.2 机械手的工艺过程 (6)2.3 机械手总体控制方案的设计思路 (7)第3章机械手硬件系统设计 (9)3.1电气原理设计 (9)3.1.1 机械手电源电路设计 (9)3.1.2 机械手控制电路 (9)3.1.3工作状态指示灯电路 (11)3.1.4 LED段码指示电路 (11)3.2 PLC的选型及参数 (12)3.3电器元器件的选型 (13)3.3.1 接触器 (13)3.3.2 行程开关 (14)3.3.3 熔断器 (14)3.3.4 低压断路器 (14)3.3.5 控制按钮 (14)3.3.6 直流减速电机 (14)第4章机械手软件系统设计 (15)IV4.1设计任务和控制要求 (15)4.2高级指令说明 (15)4.2.1 定时器指令 (15)4.2.2 顺控继电器(SCR)指令 (17)4.2.3 传送指令 (17)4.2.4 计数器指令 (18)4.2.5 标准转换指令 (20)4.2.6 段码指令 (20)4.3 PLC的I/O接口功能设计与分配 (20)4.3.1 PCL的I/O接口功能设计 (20)4.3.2 I/O接线图 (23)4.4设计系统工作流程 (24)第5章机械手控制系统调试 (25)5.1 西门子S7-200系列PLC编程软件 (25)5.2 程序说明 (26)5.3 故障及其解决方案 (31)第6章总结 (33)参考文献 (34)谢辞 (35)附录程序清单 (36)1 绪论1.1机械手的背景与现实意义机械手是工业自动化领域中经常遇到的一种控制对象。
华成多轴机械手控制系统使用说明V4.1

V4.1 版本
深圳市华成工业控制有限公司
目
录
1 系统配置及安装 .......................................................................................................................... 1
2 操作面板 ...................................................................................................................................... 2
2.1 外观及说明 ........................................................................................................................... 2
4.2.2 程序起始点的教导 ......................................................................................................................................................................................................... 17
2.2 主画面及轴定义 ................................................................................................................... 3
机械手培训教材

培训人:黄玉 2020年5月28日
目录
一、机械手基本构造 二、科捷机械手基本操作方法 三、天行机械手基本操作方法 四、使用安全注意事项
Z轴(上下)
一、机械手基本构造
翻转 气缸
Y轴(横出)
Y轴(横出)
1、开机画面
注塑机开模完信号, 没有这个信号机械手
不进行动作
二、科捷机械手操作方法
归
12
3
1 2
3
翻直
待 待待机 机机位 位位置 置置
主臂下
主臂前 空动作
主臂后 主臂上
横出
翻平 模外下位
1
2
插入
四.机械手使用及注意事项
一.机械手位置不能确定错误,否则会造成机械损坏 二.编写工艺完成后一定要仔细检查一遍,防止出现工艺编写错误,出现异常。 三. 机械手横出模外下行速度不能过快,以防造成人员损伤。 四.机械手回归原点时,一定要观察回归的方向,看治具是否跟周围其他设备 形成干涉,防止造成治具损坏。 五.机械手后位与模具定模要保持10CM左右距离安全位置。 六.机械手模内取件的时间,要尽量短,这样生产周期会越快,效率越高。
可以调用编好的 工艺
三
二
一
模式设定
二.科捷机械手操作方法 1.工艺编写
点击
2.其它动作
3.工艺浏览
2.位置设定
密码7777777/3333333
点击
2.位置设定
取物位置
后位与待机 位置一样
2.位置设定
横入位与 横走待机 位置一样
位置设定
保存按钮
点击该按
钮在点红
色sthank You!
天行自动化机械手故障排解
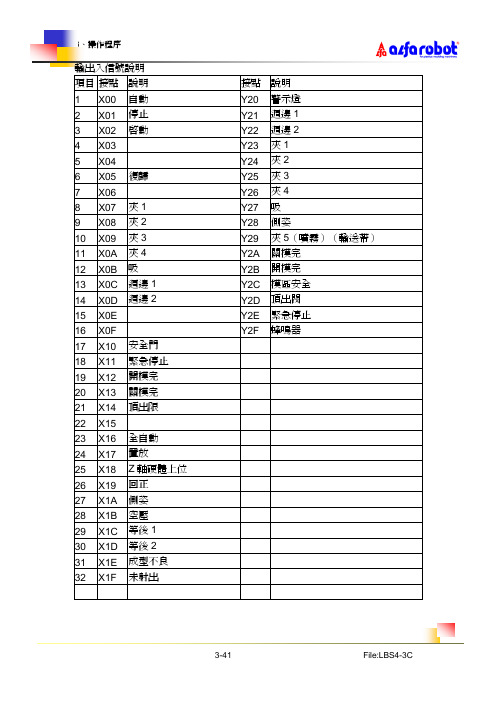
輸出入信號說明項目接點說明接點說明1 X00 自動Y20 警示燈2 X01 停止Y21 週邊13 X02 啟動Y22 週邊24 X03 Y23 夾15 X04 Y24 夾26 X05 復歸Y25 夾37 X06 Y26 夾48 X07 夾1 Y27 吸9 X08 夾2 Y28 側姿10 X09 夾3 Y29 夾5(噴霧)(輸送帶)11 X0A 夾4 Y2A 關模完12 X0B 吸Y2B 開模完13 X0C 週邊1 Y2C 模區安全14 X0D 週邊2 Y2D 頂出閥15 X0E Y2E 緊急停止16 X0F Y2F 蜂鳴器17 X10 安全門18 X11 緊急停止19 X12 開模完20 X13 關模完21 X14 頂出限22 X1523 X16 全自動24 X17 置放25 X18 Z軸硬體上位26 X19 回正27 X1A 側姿28 X1B 空壓29 X1C 等後130 X1D 等後231 X1E 成型不良32 X1F 未射出3.3.5. IMM信號可觀察IMM信號3.4. 自動3.4.1. 自動準備自動準備,機器會自動移至待機位置,可按<F1>:瀏灠程式內容,或按<F6> :自動啟動。
3.4.2. 自動瀏灠可瀏灠預執行自動運轉教導程式內容,可按<F9>觀看上一行,<F10>觀看下一行3.4.3. 自動運轉機器自動運轉,可修改計時、計數、速度及觀看I/O或按<EXIT>退出自動運轉。
3.4.4. 計時可修改已教導設定計時器編號內容,若未設定則無作用。
夾具ON/OFF延時計時器:可修改已教導設定夾具編號內容,若未設定則無作用。
週邊輸出ON/OFF計時器:可修改已教導設定週邊編號內容,若未設定則無作用。
3.4.5. 計數可修改計數值內容。
3.4.6. 速度速度設定:以百分比計算可修改所教導對應速度號碼修改設定參數內容3.4.7. I/O自動運轉可觀察I/O輸出入信號內容變化4. 故障排除4.1. 故障碼說明當發生故障時,機器立刻停止動作,排除可按<EXIT>或<RESET>作排除,並依據故障內容檢查故障點。
艾尔发机械手操作系统

當射出機緊急停止裝置被啟動時(參閱EN60204-1),則 此接點必須打開,當打開此開關接點時,將使機械手 緊急停止。
此信號電流不可大於6Amps
1
開模終止
當射出機開模位置設定於機械手取物需要的位置時,此
(MOP)
接點必須閉。而不小心改變了模子打開的行程比機械
手取物所需要的位置還小時,此情況必須不能發生。
編
號
13
輸入 編 號 Y3
14 Y4
15 Y5
16 Y6
17 Y7
18 Y8
19 Y9
20 Y12
21 Y14
22 Y15
23 Y16
24 Y19
註:L+與P定義相同 L-與N定義相同
返
1-11
ALFA
回 目录
..
LED
CN14
1 6 6 射 出 機 連 線 版
10 17 :
(RBD )
返
1-15
TO EMI (AC1)
TO 啟動開關 (ST)
BR4
4
/ SW TO 啟動開關
(SW)
S3
5
/ S2 TO AC220 S1
(S2)
R3
6
/ R2 TO AC220 R1
(R2)
7
/ MCR1 TO MC1 線圈
MCR1
8
1-21
/ MCR2 TO MC1 線圈
MCR2
返
ALFA
回 目录
接頭 編號:J9
ALFA
回 目录
1.6.9 中繼板(RBD1017)各接頭及繼電器說明
(1) 繼電器說明
繼電器編 號
代號
K1
HA44操作系统(天行机械手)

ALFA
返 回 目录
) :
1.6 主 控 制 板 ( RBD-HA44-PC2
1-10
ALFA
返 回 目录
1.6.2 CN2 接頭之接點說明(HA44-PC2)
CN2: 接點 編 號 1 輸入 編 號 CN5/ X3 X4 X6 X7 X8 X12 X13 X18 X20 4 L+ L2 3 4 5 6 7 8 9 10 11 12
ALFA
返 回 目录
1.6.9
中繼板(RBD1017)各接頭及繼電器說明
(1) 繼電器說明 繼電器編 代 號 號 K1 K2 K3 EEB MAF ESR
規
格 備用(2)
說 明
DC24V DC24V DC24V
模區安全,允許關模 取出機緊急停止
K5
K6 K7 K9
EMO
CONVERY EMC EEF
4
射出機全 自動
9L11L16L17EMC
9 7 5
參考電位 (L-)
10 允許關模
當機械手模內取物成功上行至上位信號(LS3,LS4)時, 則此接點閉合以允許射出機開始關模。而機械手在動作 11 (EMC) 中發生警報時將使關模動作中斷。 16 模內區域 安全 17 (MAF) 動作情況同NO.17允許關模(EMC)
2 3 4 5 6
/
/ / / / /
L+
SP BR3 BR4 S3 R3
1
2 3 4 5 6 7 8
/
/ / / / / / /
S4
R4 ST SW S2 R2 MCR1 MCR2
TO EMI (AC2)
TO EMI (AC1) TO 啟動開關 (ST) TO 啟動開關 (SW) TO AC220 S1 (S2) TO AC220 R1 (R2) TO MC1 線圈 MCR1 TO MC1 線圈 MCR2
天行机械手说明书ha80操作系统

無
側姿
東莞艾爾發自動化機械有限公司
2-5
功能鍵說明
按鍵符號 按鍵名稱 備用1 成品臂功能 料頭臂功能 現使用於手動時,將馬達煞車放開,方便使用者操作移動機 械手 時,將馬達煞車放開,方便使用者操作移動機械手 ※Encoder及伺服無此功能
按鍵符號
按鍵名稱
成品臂選擇
成品臂功能
如欲使成品臂作動時, 須先按下此鍵,再按其 他欲操作動作之按鍵。
料頭臂功能
料頭臂選擇 橫行出 橫行入
如欲使料頭臂作動時,須先按下此鍵,再 按其他欲操作動作之按鍵。 將手臂橫移出模外側,而按此鍵後,機械手依據模式內所設定之條 件而動作(如內側姿......等)再橫行出。 將手臂由模外側移入模內側,按此鍵後,機械手先依據模式內所設 定之條件而動作(如引進橫出....等)再橫行入。
東莞艾爾發自動化機械有限公司
1-1
输入点定义说明
返回演示 下页继续
東莞艾爾發自動化機械有限公司
1-28
输出点定义说明
返回演示 上页继续
東莞艾爾發自動化機械有限公司
1-29
1.中繼板(RBD1017)各接頭及繼電器說明
1. 繼電器說明
繼電器 編號 K1 K2 K3 K5 K6 代 號 EEB MAF ESR EMO Conveyor 規 格 說 明 允許頂針退 模區安全,允許關模 取出機緊急停止 允許開模 輸送帶 JP2 1.當機械手使用功能設定時接點 需接通時,則JP2需設定於2,3點 當機械手使用功能設定時接點需 不接通時,則JP2需設定於1,2點 1.K3(ESR1) A接點JMP需設定1,2 K3(ESR1) B接點JMP需設定2,3
上行
下行
成品臂、料頭臂上行、下行鍵,模內時,須有下列條件才可動作: (1)開模終止信號(2)成品臂或料頭臂須有設定模式 (3)上行或下行須依據設定模式動作。