工具圆锥
7车削工艺与技能训练《圆锥的加工》1
2
车削工艺与技能训练
一.圆锥的概念
1.圆锥的定义
1、圆锥表面
与轴线成一定角度,且一端相交于轴线的一条线段(母 线),围绕着该轴线旋转形成的表面。
2.圆锥 由圆锥表面与一定尺寸所限定的几何体。 常见的锥体零件有圆锥齿轮、锥形主轴、
带锥孔的齿轮、锥形手柄等。
3
车削工艺与技能训练
一.圆锥的概念
2.圆锥的基本参数 一、圆锥的各部分名称
1、重新计算和调整尾座偏移量 2、若工件数量较多,其长度必须一致, 或两端中心孔深度一致 1、调整切削刃的角度和对准中心,2、修 磨切削刃的直线度,3、重磨刃倾角,使 入=0。
19
车削工艺与技能训练
四.圆锥的测量方法
1.角度和锥度的检测 比较测量法
比较测量法又称相对测量法。它是将角度量具与被测角度比较,用光隙法 或涂色检验的方法估计被测锥度及角度的误差测量。 其常用的量具有: 检测用平板 直角尺 锥度量规 角度样板
20
车削工艺与技能训练
四.圆锥的测量方法
1.角度和锥度的检测 样板、直角尺测量角度
样板测量角度:
该方法是将被测零件角度与标 准角度样板进行比较,通过光隙的 大小(需检测人员的经验判断)确 定被测角度的正确性。
被测零件
样板
样 板
21
车削工艺与技能训练
四.圆锥的测量方法
1.角度和锥度的检测 直角尺检测零件垂直度(90°)
直角尺是用于零件与基准而垂直度所用一种常 见方法,与角度样板检查零件角度的原理基本 一样。(通过透光光隙判断零件的 合格概率)。
车削工艺与技能训练
知识点一:圆锥的加工
车削工艺与技能训练
教学目标
知识目标
圆锥的知识-概述说明以及解释
圆锥的知识-概述说明以及解释1.引言1.1 概述概述圆锥是几何学中重要的一类几何体,具有广泛的应用和重要的理论意义。
它是由一个点(顶点)和一条直线(准线)组成的几何体。
圆锥在数学、物理学、工程学等领域中都有重要的应用,是我们学习和研究的重要对象之一。
在几何学中,圆锥具有独特的几何性质和特点。
它的形状可以分为两种基本类型:直线锥和曲线锥。
直线锥是通过将一条直线绕其一端旋转一周而形成的,而曲线锥则是通过将一条曲线绕其一端旋转一周形成的。
无论是直线锥还是曲线锥,它们都具有一定的几何特征和性质。
在本文中,我们将深入探讨圆锥的定义和性质,包括它们的基本构造、形状特点、几何性质等。
我们还将对圆锥进行分类和分析,详细介绍不同类型的圆锥及其特点。
此外,我们还将探讨圆锥在实际应用中的重要性,并展望其在未来的潜在应用领域。
通过对圆锥的全面了解,我们可以进一步提高对几何学的理解和应用能力。
更重要的是,通过研究圆锥的特性和应用,我们可以更好地发掘它们在现实生活中的实际价值,并为解决实际问题提供更好的解决方案。
本文将以清晰的逻辑结构和详细的论述,全面地介绍圆锥的知识。
希望读者通过阅读本文,能够对圆锥有更深入的理解,并能够进一步应用和发展圆锥的相关理论和技术。
接下来,我们将进入正文部分,首先介绍圆锥的定义和性质。
1.2 文章结构文章结构部分的内容:文章的结构是指整篇文章所采用的布局和组织方式,它可以帮助读者更好地理解和掌握文章的内容。
本文将按照以下结构进行论述:1. 引言:在引言部分,将对圆锥的知识进行一个简要的概述,介绍圆锥的基本定义和性质,并阐述本文的目的和意义。
2. 正文:2.1 圆锥的定义和性质:在本节中,将详细介绍圆锥的定义,包括圆锥的几何构造和数学表达方式。
同时,将探讨圆锥的性质,如圆锥的顶点、轴线、侧面、底面等特征。
2.2 圆锥的分类和特点:在这一部分将进一步探讨圆锥的分类和特点。
圆锥可以根据其底面的形状进行分类,比如圆锥、三角锥、椭圆锥等。
数控刀具常用锥柄及拉钉标准简介
数控刀具常用工具锥柄标准简介随着数控金切机床的广泛使用,与之配套的数控刀具使用量也在不断增加。
由于我国多年来从不同国家引进了大量数控机床,而这些机床采用的工具锥柄标准不尽相同,这就给用户(尤其是刚接触数控金切机床的新用户)选用数控刀具带来一些困难和问题。
本文根据笔者手头收集到的一些相关标准作一简要介绍,希望有助于增加读者对数控刀具常用工具锥柄标准的了解和掌握。
目前,数控铣床和镗铣加工中心使用最多的仍是7∶24工具锥柄。
但在高速加工机床上,1∶10空心短锥柄的使用正日益增多。
对于车削中心和车铣中心,则以1∶10短锥柄使用较多(车削中心使用的CZG圆柱柄工具系统不属本文讨论范围)。
自动换刀机床常用的7∶24工具锥柄标准主要有:中国国家标准GB 10944-89《自动换刀机床用7∶24圆锥工具柄部40、45和50号圆锥柄》;国际标准ISO 7388/1:1983(40、45和50号工具锥柄)和ISO 7388/3:1986(30号工具锥柄);德国标准分DIN 69871-1:1995(30、40、45、50和60号工具锥柄)和DIN 69871-2(40、45、50、55和60号工具锥柄)两种;日本现行标准为JIS B 6339:1998(30、35、40、45、50、55和60号工具锥柄),用于代替日本工作机械工业会标准MAS-403:1975(40、45、50和60号工具锥柄);美国现行标准为AMSE B5.50-1994(30、40、45、50和60号工具锥柄),用于代替ANSI/AMSE B5.50-1985标准。
手动换刀用7∶24工具锥柄的常见标准有国家标准GB 3837.3-83和国际标准ISO 297-82,以及机械行业标准JB 3381.1-83。
1∶10空心工具锥柄目前已有国家标准GB 19449.1-2004《带有法兰接触面的空心圆锥接口第1部分:柄部—尺寸》。
它等同采用了国际标准ISO 12164-1:2001的内容。
车工工艺与技能训练13 圆锥简介[1]
![车工工艺与技能训练13 圆锥简介[1]](https://img.taocdn.com/s3/m/3367e0d6da38376baf1fae24.png)
56
67 84 107 135 187 25 34
52
63 78 98 125 177 21 29 186 220 254 286 321 388
5.4
6.6 8.2 12.2 16.2 19.3 2.5 3.5 26.3 32.3 38.3 44.3 50.3 62.3
19
22 27 32 38 47 8 12 52 60 68 76 84 100
2018年3月13日星期二
项目四 车削圆锥面
在机床与工具中,圆锥面配合应用广泛。如车床主轴孔与顶尖锥柄的配 合;车床尾座锥孔与麻花钻锥柄的配合;磨床主轴与砂轮法兰的配合等。 本项目通过对圆锥基本知识和车削工艺的学习,熟知锥体零件的特点与 相关计算,掌握车削圆锥的常用方法并达到技能要求,同时熟知圆锥的检测 方法并能正确操作。 本项目按如下顺序讨论: 4.1 4.2 算 4.3 4.4 4.5 4.6 圆锥工件简介 圆锥组成部分及其计
1.圆锥半角和其他三个参数的关系
在图样上一般都注明D、d、L,但在车削圆锥时,经
常采用转动小滑板的方法,所以必须计算出圆锥半角 α /2 。 圆锥半角可按下列公式计算:
项目四 车削圆锥面 4.2 圆锥组成部分及其计算
二、圆锥的计算
其他三个参数与圆锥半角的关系为:
项目四 车削圆锥面 4.2 圆锥组成部分及其计算
l不小DΒιβλιοθήκη D1dl1
l2
a
d1
于
0
1 莫 2 3 氏 4 5 6 4 6 米 80 100
9.045
12.065 17.780 23.825 31.267 44.399 63.348 4 6 80 100
9.212
12.240 17.980 24.051 31.542 44.731 63.760 4.1 6.15 80.4 100.5
车削圆锥

图3-21 用圆锥套规检测圆锥
相关工艺知识
若三条显示剂全长 擦痕均匀,表面圆锥接触 良好,说明锥度正确,如 图3-22所示;若小端擦着 而大端未擦去,说明圆锥 角小了;若大端擦着而小 端未擦去,说明圆锥角大 了。
相关工艺知识
(4)外圆锥尺寸检测。 在圆锥套规上根据工件直径和公差,在套规小 端轴向开有缺口M,测量时如果锥体的小端平面在 缺口之间则视为合格;若锥体未进入缺口则视为不 合格;若锥体超出了缺口则圆锥尺寸小了,也视为 不合格,如图3-23所示。
图3-26 宽刃刀角度的检验
项目实施
项目内容 车削外圆锥(根据下图):
相关工艺知识
项目要求 (1)掌握外圆锥的车削方法 (2)掌握锥体检测的方法 项目准备 工具:90°外圆车刀、45°外圆车刀等。 量具:游标卡尺等。 设备:CA6140车床等。 材料:长度约100mm的φ45mm的45号钢毛坯材料。
相关工艺知识
/2 —圆锥半角,车床车削时实际转的度数;
L —圆锥长度,mm; C —锥度:圆锥体的 大、小直径之差与圆锥 长度之比。 M —斜度:圆锥体的 大、小直径之差的一半 与圆锥长度之比。
图3-16 圆锥各部分名称
相关工艺知识
3、圆锥工件的测量 (1)用万能角度尺测量锥体。 万能角度尺又叫量角器,其测量范围为0°~ 320°,精度为2′。刻线原理与游标卡尺相同。在 2′精度的万能角度尺上,主尺每格1°,游标在 29°内分成30格,每格为58′,主副尺每格差 1°−58′=2′。其结构如图3-17所示。
相关工艺知识
图3-17 万能角度尺的结构 1—主尺 2—角尺 3—游标 4—制动器 5—基尺 6—直尺 7—卡块 8—捏手 9—小齿轮 10—伞形尺
《机械制造技术》项目四 教案

教案13教学步骤·导入新课学习本课程主要做到重视实践知识,善于抓住问题的本质,善于比较,要建立正确的空间概念·教学过程及内容一、圆锥的基本参数及尺寸计算1 圆锥的旗本参数1)最大圆锥直径D称为大端直径2)最小圆锥直径d小端直径3)圆锥长度L:D与d之间的轴向距离4)锥度C:C=(D-d)/L5)圆锥半角是在通过圆锥轴线的截面内两条素线间的夹角tgd/2=(D-d)/2L=c/22圆锥基本参数的计算tg:磨床主轴圆锥。
已知锥度C=1:5最大圆锥直径D=45mm圆锥长度C=50mm,求最小圆锥直径d解:由C=(D-d)/L得d=D-cl=35mm㈡标准工具圆锥常用标准工具圆锥由莫氏圆锥和米制圆锥两种。
其中米制圆锥:4,6,80,100,120,160,200等几种它们的号码是指最大圆锥直径,而锥度固定不变,即C=1:20车圆锥的方法及其各自的特点一,角度和锥度1.用游标万能角度尺测量1)结构2)读书方法3)测量方法2.用角度样板检测3.用正弦规测量4.用途色法检测二.圆锥线性尺寸的检测1.用卡钳和分尺测量2.用圆锥量规检测三.圆锥面的车削质量分析车圆锥时,虽经多次调整小滑板或靠模板的角度,但仍不能找正;再用圆锥套规检验外圆锥时,发现两端的显示剂被擦去,中间不接触,或相反。
出现以上两种情况是车刀刀尖没有严格对准工件轴线而造成的双曲线误差所致,因此,车锥面时,一定要使车刀刀尖严格对准工件轴线。
·板书设计·作业·总结扩展培养学以致用,理论联系实际的工作作风教案14教学步骤·导入新课学习本课程主要做到重视实践知识,善于抓住问题的本质,善于比较,要建立正确的空间概念·教学过程及内容圆锥的检测方法一.双手控制法1.车削方法2.形状部分长度L的计算式中:L—球状部分长度D—圆球直径二.成型法:用成型刀加工1.成型刀的种类1)整体式成型刀2)菱形成型刀3)圆轮成型刀2.成型法车削的注意事项三.仿形法1尾座靠模仿形法2.靠模板仿形法四.用专用工具车成形面1.利用圆筒形刀具这车球面内孔2.用铰链推杆车成形面3.用蜗杆副车成形面五.成形面的车削质量分析·板书设计·作业安装钻头、铰刀等刀具进行孔加工·总结扩展培养学以致用,理论联系实际的工作作风教案15教学步骤·导入新课学习本课程主要做到重视实践知识,善于抓住问题的本质,善于比较,要建立正确的空间概念·教学过程及内容刀架它是用来装夹车刀,并可作纵向、横向及斜向运动。
莫氏锥度表
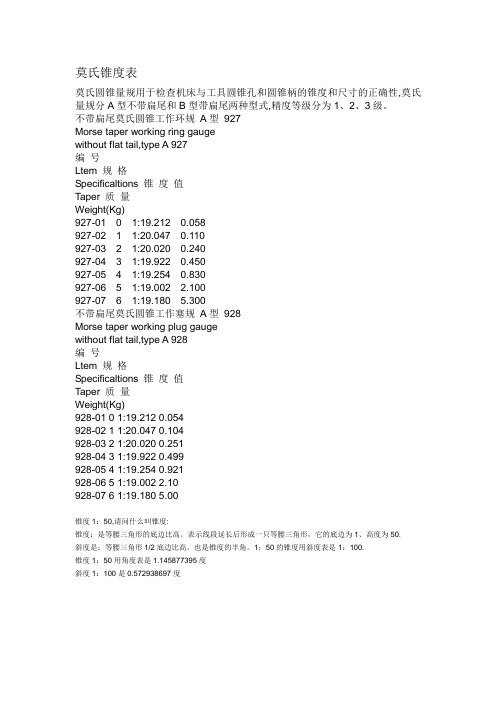
莫氏锥度表莫氏圆锥量规用于检查机床与工具圆锥孔和圆锥柄的锥度和尺寸的正确性,莫氏量规分A型不带扁尾和B型带扁尾两种型式,精度等级分为1、2、3级。
不带扁尾莫氏圆锥工作环规A型927Morse taper working ring gaugewithout flat tail,type A 927编号Ltem 规格Specificaltions 锥度值Taper 质量Weight(Kg)927-01 0 1:19.212 0.058927-02 1 1:20.047 0.110927-03 2 1:20.020 0.240927-04 3 1:19.922 0.450927-05 4 1:19.254 0.830927-06 5 1:19.002 2.100927-07 6 1:19.180 5.300不带扁尾莫氏圆锥工作塞规A型928Morse taper working plug gaugewithout flat tail,type A 928编号Ltem 规格Specificaltions 锥度值Taper 质量Weight(Kg)928-01 0 1:19.212 0.054928-02 1 1:20.047 0.104928-03 2 1:20.020 0.251928-04 3 1:19.922 0.499928-05 4 1:19.254 0.921928-06 5 1:19.002 2.10928-07 6 1:19.180 5.00锥度1:50,请问什么叫锥度:锥度:是等腰三角形的底边比高。
表示线段延长后形成一只等腰三角形,它的底边为1、高度为50.斜度是:等腰三角形1/2底边比高。
也是锥度的半角。
1:50的锥度用斜度表是1:100.锥度1:50用角度表是1.145877395度斜度1:100是0.572938697度。
圆锥的基本知识

1)圆锥半角α/2:圆锥角α是在通过圆锥轴线的截面内,两条素线间的夹角。在车削时经常用到的是圆锥角α的一半,即圆锥半角α/2。
2)圆锥大端直径D:简称大端直径。
3)圆锥小端直径d:简称小端直径。
4)圆锥长度L:圆锥大端直径与圆锥小端直径处的轴向距离。
5)锥度C:圆锥大、小端直径之差与长度之比。
锥度C确定后,圆锥半角α/2则能计算出来。因此圆锥半角α/2与锥度C属于同一基本参数。
(3)圆锥半角α/2的计算
1)圆锥半角α/2与其他三个参数的关系为
教师提问、学生回答
板书总结方式
展示实物,结合图示
教学内容
教学手段及方法
式中α/2——圆锥半角(º);
C——锥度;
d=45mm
二、标准工具圆锥:
为了制造和使用方便,降低生产成本,机床上、工具上和刀具上的圆锥多以标准化。标准工具圆锥在国际上通用,只要符合标准都具有互换性。
常用的标准工具圆锥有莫氏圆锥和米制圆锥两种。
1.莫氏圆锥Morse
莫氏圆锥是机械制造业中应用最为广泛的一种,如车床主轴锥孔,尾座锥孔
锥度C
小滑板转动角度
tan = = 0.03333
=1°54’
(2)近似法,用式(1-5):
° =28.7° =28.7°
=1.90°=1°54′
两种方法计算结果相同。
例3:
有一外圆锥,已知圆锥半角 =7°7′30″,D=56mm, L=44mm,试计算小端直径d。
解:根据式(1-3)得:
d=D-2Ltan =56-2 44tan7°7′30″
例1:
已知锥度C=1:5,最大圆锥直径D=45mm,圆锥长度L=50mm,求最小圆锥直径d?
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
课题
§4、2工具圆锥
§4、3车圆锥的方法
授课日期
教材
分析
1、常用的工具圆锥,有两种
2、车圆锥的五种方法
学情
分析
这部分内容学生已经实习过,学生知道如何去做,但还不能将实践上升到理论高度Fra bibliotek教学目标
1、了解两种常用的工具圆锥
2、了解车圆锥的五种方法
3、掌握车圆锥转动小滑板法
重点
掌握车圆锥转动小滑板法
车工工艺学教案
2、计算:
S=L0tanα/2= L0或S=C/2L0
举例:
1、有一外圆锥工件D=75mmd=70mmL=100mmL0=120mm,求尾座偏移量S
解:S= L0= ×120=3mm
2、锥形心轴,D=40mmC=1:20 L=70mmL0=100mm求尾座偏移量S
解:S=C/2L0=1/20÷2×100=2.5mm
§4、3车圆锥的方法
转动小滑板法
偏移尾座法
仿形法
宽刃刀车削法
铰内圆锥法
车工工艺学教案
一、转动小滑板法
车锥面的特点:
1、能车削圆锥角较大的圆锥面。
2、能车削整圆锥表面和圆锥孔,应用范围广,且操作简单。
3、在同一工件上车削不同圆锥角的圆锥面时,调整角度方便。
4、只能手动进给,劳动强度大,工件表面粗糙度值较难控制,只适用于单件小批量生产。
5、受小滑板行程的限制,只能加工素线长度不长的圆锥面。
车刀的装夹
1、工件的回转中心必须与车床主轴的回转中心重合
2、车刀的刀尖必须严格对准工件的回转中心,否则车出的圆锥素线不是直线,而是双曲线
3、车刀的装夹方法及车刀刀尖对准工件回转中心的方法与车端面时装刀方法相同
二、 偏移尾座法
1、方法:在两顶尖之间车削外圆锥时,车鞍平行于主轴轴线移动,但尾座横向偏移一段距离S后,工件旋转中心与纵向进给方向相交成一个角度α/2
3、应用:
只适用于加工锥度较小,长度较长的外圆锥工件
[课堂练习]练习册P31 7、8
[小结]
1、两种工具圆锥
2、车圆锥的五种方法
3、转小滑板法特点及装刀
4、尾座偏移法计算偏移量
[作业]
书P70 5、6
教后小记
难点
掌握车圆锥转动小滑板法
[复习]
1、圆锥的应用场合
3、圆锥的术语以及定义
3、圆锥各部分尺寸的计算
[新课]
§4、2工具圆锥
一、莫氏圆锥
应用:主轴锥孔、顶尖、钻头柄、绞刀柄
分类:7个号码0~6号0号最小,6号最大
二、米制圆锥
分类:4、6、80、100、120、160、200号
锥度:C=1:20
编号以大端直径制定