微合金化钢板坯角部横裂纹缺陷控制技术开发与推广应用
微合金钢薄板坯连铸边角裂纹控制
微合金钢薄板坯连铸边角裂纹控制
蔡兆镇;朱苗勇
【期刊名称】《工程科学学报》
【年(卷),期】2022(44)9
【摘要】微合金钢薄板坯连铸过程高发边角部裂纹,致使热轧卷板边部产生翘皮、烂边等质量缺陷,是钢铁行业的共性技术难题.本文立足于某钢厂QStE380TM低碳含铌钛微合金钢薄板坯连铸生产,检测分析了铸坯角部组织金相结构与碳氮化物析出特点、不同冷却与变形速率条件下钢的断面收缩率,并数值仿真研究了不同结构结晶器和二冷区铸坯温度与应力的演变规律.结果表明:微合金钢薄板坯连铸过程存在明显的第三脆性区,且变形速率越大,第三脆性区越显著.传统薄板坯连铸工艺条件下,结晶器的中上部及其出口至液芯压下段的二冷高温区,铸坯角部冷速较低,致使其组织晶界含铌钛微合金碳氮化物呈链状析出.铸坯在液芯压下过程,低塑性角部因受较大变形与应力作用而引发裂纹缺陷.实施沿高度方向有效补偿坯壳凝固收缩的窄面高斯凹型曲面结晶器及其足辊区超强冷工艺,可分别提升铸坯角部冷速至10和20℃·s^(-1)以上,从而促使铸坯角部组织碳氮化物弥散析出,并促进铸坯窄面在液芯压下过程金属宽展流动而降低角部压下应力,大幅降低了微合金钢薄板坯边角部裂纹发生率.
【总页数】10页(P1548-1557)
【作者】蔡兆镇;朱苗勇
【作者单位】东北大学冶金学院
【正文语种】中文
【中图分类】TF777.7
【相关文献】
1.连铸低合金钢板坯表面裂纹的成因
2.板坯低合金钢铸坯角横裂纹控制
3.960MPa 级Ti微合金钢连铸板坯纵裂纹控制研究
4.中碳合金钢连铸板坯中间裂纹形成机理研究
5.微合金钢板坯角部横裂纹成因分析及控制
因版权原因,仅展示原文概要,查看原文内容请购买。
梁板钢板坯角部横裂纹控制技术的研究

工艺参数一 将结 晶器铸坯 窄宽 面热流 比 由原先 的 0 9 .0~11 . 0降至 07 0 8 , . 5~ .5 保护渣 的粘度 由 0 2 a・ 降至 .0 P s 0 1 a・ , . 6P S稳定 连铸 拉速和连铸机工况条件 , 使铸坯角部横裂纹 缺陷得到 了明显改 善 , 消除 了由此引起 的热轧 并 板卷表面线纹和起皮缺 陷 , 因梁板钢热轧板卷表面缺陷引起的降级改判率 由 3 %降至 0 0 。
关键词 梁板钢 20nm板坯 0 l 角部横裂 纹 连铸 工艺优 化
A t d n Co t o c n l g o a s e s r r Cr c s o S u y o n r lTe h oo y f r Tr n v r e Co ne a k f Co c si g S a fAu o Fr m e S e l n a tn l b o t a t e
P n Ho g a n
( eerhIstt C t, agn ru , hnd 17 ) R sac ntu oLd P nagGop C egu6 3 ie 1 1
Ab t a t A c r i g t r n v re c me r c so c le n 2 0 mm a t g sa fV o ・ b mir aly n o a - sr c c o d n ota s e s o r a k c ut d o 0 c c s n lb o rV・ c o l i gl w c r i N o - b n a t fa t es p o u e tP n a g S e l o u o rme se l r d c d a a g n te ,wi o r h n ie o t z d 6 si g p o e s p r mee s i cu i g d — t c mp e e s — p i e a t r c s a a tr n ld n e h v mi n ce sn h a i h a u ewe n n ro i e a d b o d sd fsa n mod fo r i a . 0~1 1 o 0 7 r a ig t e r t e tf x b t e ar w s n r a ie o l b i l r m o g n l 9 o l d i 0 . 0 t . 5~0 8 . 5. d c e sn h l o d r ic s yfo 0 2 a ・St 0 1 a ・S t bl ig t ec si gs e d a d w r i g c n i o f e r a i g t emod p w e s o i r m . O P v t o . 6 P .sa i zn a t p e n o k n o d t n o i h n i c se ,t e c sig s b t n v r e c r e r c e e t infc n l e u ea d t e h t ol d c i l e n e l g d fc s a tr h a t l r s e s o n r c a k d fc ssg i a t r d c n h o i ol i sa d p ei ee t n a a i y r e n n c u e y t e ta s e s o e r c s o lb ae e i n t d h r fr h e c n a e o h n i g c i ro rr d cn o a s d b h r n v re c m rc a k fsa r l miae ,t e eo e t e p r e t g fc a g n r e n o e u ig t ti lwe rd a s d b u fc e e t fa t r me se l o ol d c i d c e s s t r m rgn l 0 . o rg a e c u e y s r e d f cso u o f a a te t l ol e r a e o 0 fo o i a % h r e i 3 M a e i lI d x Au o F a t e , 0 t ra n e t r me S e l 2 0 mm lb,T a s es o n rCrc s o c sig,P o e sOp i z t n Sa r n v r e C r e a k ,C n a t n r c s t miai o
板坯角部横裂纹综述
陶红标、张慧等人 研 [11] 究时发现:奥氏体晶界
联系人:高新军,高级工程师,河南.安阳(455004),安阳钢铁股份有限公司第二炼轧厂; 收稿日期:2018 12 4
· 20 · 河 南 冶 金 2019年第 3期
铁素体膜和 AlN的析出是降低钢的高温延展性的 内因,连铸过程受到的各种应力应变以及板坯边角 部过冷是促发角部横裂纹产生的外因,而低温下的 多次相变和(Mn,Fe)3C的析出会进一步提高钢的 裂纹敏感性。
0 前言 板坯角部横裂纹是较为常见的表面缺陷之一,
具有以下几个特点[1-5]:(1)产生的钢种较多,几乎 涵盖 所 有 中 碳 钢 (钢 中 碳 质 量 分 数 为 0.15% ~ 0.22%)、包 晶 钢 (钢 中 碳 质 量 分 数 为 0.09% ~ 0.14%)和高碳钢,尤其是中碳微合金钢(含 Al、Nb、 B、V);(2)产 生 位 置 不 固 定,铸 坯 的 四 个 角 部 中 任 一个或多个 角 部 均 可 能 产 生 横 裂 纹;(3)产 生 时 机 不易预测,在连铸机定修周期内的任何时间段都有 可能产生角部横裂纹;(4)缺陷不易发现,由于缺陷在 振痕波谷内,被氧化铁皮覆盖不易发现,尽管可以采 用热酸酸洗检查,但检查周期较长;(5)易产生批量质 量缺陷,由于不易发现,会造成某一个或几个浇次连 续出现角部横裂纹;(6)缺陷清理难度大,多数角部横 裂纹跨角部的两个交叉面,需要将有缺陷的角部切除 予以清理,切角过程中易产生次生缺陷。
微合金化钢连铸板坯角横裂纹的影响因素
水制度 . 提高铸机设备精度 。
关键词 微 合 金 化 钢 连铸 板坯 角 横 裂 纹
文章 编 号 :0 64 1 (0 60 —0 50 1 0—6 32 0 ) 60 2—4
中 图 分 类 号 :F 7. " 771 I
文 献 标识 码 : A
Fa t r e d n o Tr n v re Cr c tCo n ro n n o sC si g Mir — l y n lb co sL a i g t a s e s a k a r e fCo t u u a tn c o a l i g S a i o
维普资讯
20 0 6年 第 6期
总第 3 2期 4
鞍 钢 技 术
A NGA NG E HN(I ) Y T C ) _ ( 1
微 合金 化 钢连 铸 板坯 角 横裂 纹 的影 响 因素
常桂华 吕志升 曹 东 修 国涛 吴世 龙z 王 向辉z 吴春 杰z
Ab t c Th o g tt e n n ls N s l rp i t aa o o t u u a g mi o alyn sr t a r u h s i sa d a ay i O u f r t fc n i o se Mn c - l ig aN s u n d n r o
o a tra eas e d d fc se r l n e e . o Ke o d mir- l yn k l c ni u u a t g s b ta s e  ̄ c m e rc y W rs co al lg s o t o sc s n a r n v r o rca k o n i l
钛微 合 金化 钢 连 铸 板坯 硫 印 数据 的基础 上 , 出 得 角横 裂纹 的影 响 因素 , 提 出相 应 的控制 措施 。 并
高强微合金钢连铸板坯角部横裂纹形成机理及控制技术研究
高强微合金钢连铸板坯角部横裂纹是一种常见的缺陷,其形成机理涉及多个因素。
理解这些因素并采取相应的控制技术对于改善板坯质量至关重要。
以下是可能涉及到的一些因素和控制技术:形成机理:1. 温度梯度:过大的温度梯度容易导致板坯表面和内部的温度差异过大,从而引发横裂纹。
2. 结晶器振动:过大的结晶器振动可能导致板坯结晶不均匀,增加裂纹的发生概率。
3. 结晶器冷却水流量分布:不均匀的冷却水流量分布可能导致板坯冷却不均匀,加剧横裂纹的发生。
4. 结晶器冷却水温度:过低的冷却水温度可能导致板坯冷却过快,增加内部应力,导致横裂纹。
5. 板坯浇注速度:过高的浇注速度可能导致板坯表面快速凝固,增加内部应力。
6. 结晶器润滑液体位:不合适的润滑液体位可能导致板坯表面和内部的润滑不均匀,影响结晶和冷却。
控制技术:1. 优化结晶器设计:合理设计结晶器,包括结晶器的振动控制系统、冷却水流量分布系统等,以确保结晶过程均匀。
2. 温度梯度控制:通过控制板坯表面和内部的温度梯度,减小不均匀的温度分布。
3. 控制板坯浇注速度:调整浇注速度,避免过快导致板坯表面过早凝固。
4. 优化结晶器冷却水系统:调整冷却水流量分布,确保均匀冷却。
5. 温度在线监测:使用温度在线监测系统,实时了解板坯的温度情况,及时调整工艺参数。
6. 结晶器振动控制:控制结晶器振动,避免过大的振动影响板坯结晶均匀性。
7. 冷却水温度控制:调整冷却水温度,防止过低的温度引发板坯内部应力。
8. 板坯表面润滑控制:控制润滑液体位,确保板坯表面润滑均匀。
综合运用上述控制技术,可以有效减少高强微合金钢连铸板坯角部横裂纹的发生,提高板坯的质量。
这些控制技术需要根据具体情况进行合理调整和组合,同时,科学可行的实验和模拟也是研究和改进的重要手段。
Q460C含铌微合金化钢角部横向裂纹的控制
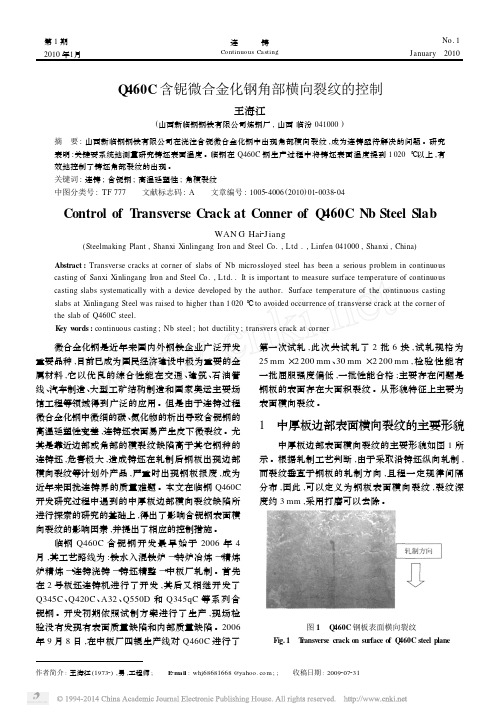
第1期 2010年1月连铸Continuous CastingNo.1J anuary 2010Q 460C 含铌微合金化钢角部横向裂纹的控制王海江(山西新临钢钢铁有限公司炼钢厂,山西临汾041000)摘 要:山西新临钢钢铁有限公司在浇注含铌微合金化钢中出现角部横向裂纹,成为连铸亟待解决的问题。
研究表明:关键要系统地测量研究铸坯表面温度。
临钢在Q460C 钢生产过程中将铸坯表面温度提到1020℃以上,有效地控制了铸坯角部裂纹的出现。
关键词:连铸;含铌钢;高温延塑性;角横裂纹中图分类号:TF 777 文献标志码:A 文章编号:100524006(2010)0120038204Control of T ransverse Crack at Conner of Q 460C Nb Steel SlabWAN G Hai 2Jiang(Steelmaking Plant ,Shanxi Xinlingang Iron and Steel Co.,Ltd .,Linfen 041000,Shanxi ,China )Abstract :Transverse cracks at corner of slabs of Nb microssloyed steel has been a serious problem in continuous casting of Sanxi Xinlingang Iron and Steel Co.,Ltd..It is important to measure surface temperature of continuous casting slabs systematically with a device developed by the author.Surface temperature of the continuous casting slabs at Xinlingang Steel was raised to higher than 1020℃to avoided occurrence of transverse crack at the corner of the slab of Q460C steel.K ey w ords :continuous casting ;Nb steel ;hot ductility ;transvers crack at corner作者简介:王海江(19732),男,工程师; E 2m ail :whj68681668@ ;; 收稿日期:2009207231 微合金化钢是近年来国内外钢铁企业广泛开发重要品种,目前已成为国民经济建设中极为重要的金属材料,它以优良的综合性能在交通、建筑、石油管线、汽车制造、大型工矿结构制造和国家奥运主要场馆工程等领域得到广泛的应用。
板坯角部横裂纹整治对策
,
、
窄面方向 延伸
长 度 般 为 一
2
 ̄ 1
0
mm
裂 纹 深 度 为
,
,
2  ̄ 5 m m 。 角 部 横 裂 纹 最 大 延 伸 到 宽 窄 面 长 度 达 到
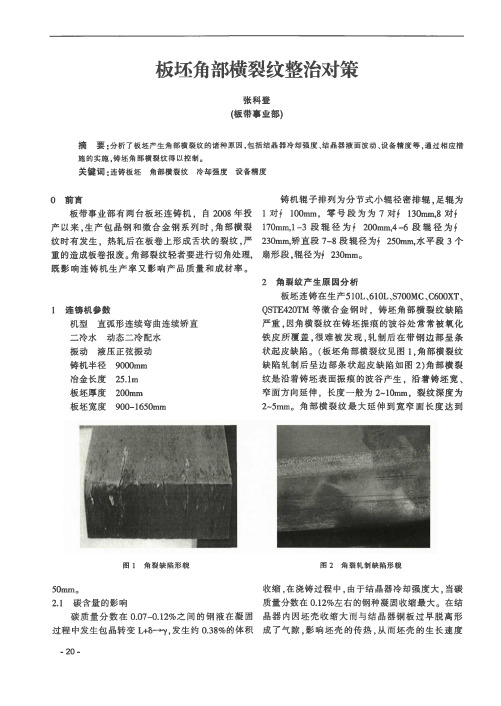
图 1 角 裂 缺 陷 形 貌
图 2 角 裂 轧 制 缺 陷 形 貌
5 0 mm 〇
2 . 1 碳 含 量 的 影 响
铸 机 半 径 900 0m m
冶金 长度 板坯 厚度
2 5 . 1 m 2 00 m m
板 坯 宽 度 900 - 1 65 0 mm
铸 机 辊 子 排 列 为 分 节 式 小 辊 径 密 排 辊 足 辊 为 ,
对 零 号 段 为 为 对 对 1
f
连 铸坯 进 行矫 直 。
2 .3 连铸 设备 精度 的 影 响
铸机 弧 度 、 铸 机振动 偏 摆 精 度 是影 响 铸 坯质 量
的 关键 因 素 铸机 设备精 度 若 不 良 不 仅会 造 成 产 品 ,
质量缺 陷 甚 至会造 成工 艺 事 故 对 弧 差铸 坯通 过该
。
在 结
晶 器 内 因 坯 壳 收 缩 大 而 与 结 晶 器 铜 板 过 早 脱 离 形
成 了 气 隙 影 响 坯 壳 的 传 热 从 而 坯 壳 的 生 长 速 度
,
,
2 0 -
-
北 方 钒钦
2 0 1 8 年 第 2 期
变 慢 , 随着 拉 坯 的 进 行 , 坯 壳 的 不 均 性 增 长 , 在 拉坯
关 键 词 连 铸 板 坯 角 部 横 裂 纹 冷 却 强 度 设 备 精 度 :
西城板坯角部横裂纹产生原因及控制措施
西城板坯角部横裂纹产生原因及控制措施文章结合无锡西城特种船用板有限公司炼钢厂实际生产中出现的板坯角部横裂纹产生的因素进行排查、分析,并采取控制措施,使缺陷得到有效控制。
标签:板坯;角部横裂;烂边;Q235B无锡西城特种船用板有限公司炼钢厂(以下简称西城炼钢厂)板坯连铸一直生产规格2001250~1400mm的Q235B板坯,受钢板价格上涨的影响,2016年4月12日开始批量生产大规格2001600mm的Q235B板坯,并且为提高产能,拉速由0.85m/min,提高到0.95~1.00m/min,板坯经轧制后存在烂边现象,而中板厂为了与炼钢厂产能匹配,希望生产边部不需处理便可销售的毛边板,而烂边将造成毛边板无法生产。
经过跟踪、分析,判断中板烂边为板坯角部横裂纹造成,随即采取了一系列的措施,使板坯角部横裂纹得到控制,基本满足毛边板的生产要求。
1 西城炼钢厂板坯连铸机主要参数2 角部横裂轧制后及酸蚀后形貌图1为角部横裂,经中板厂轧制后的形貌,中板厂判定为烂边。
图2、图3是轧后中板缺陷部位的金相图片,裂纹处有明显脱碳,脱碳层深约0.29 mm,也说明该缺陷来源于板坯的原始缺陷;而后检查所生产的板坯,角部存在横裂纹。
3 板坯角部横裂纹形貌经过对板坯的检验发现,角部横裂纹基本分布在振痕里,裂纹宽0.5~1mm,向内扩展5~15mm,严重的达到20mm,而轻微的仅为发纹。
但这些缺陷,无论大小,经过加热炉加热,均会氧化脱碳,造成裂纹内大量氧化物夹杂,无法经轧制焊合,而产生烂边缺陷。
4 角部横裂纹产生的影响因素普遍认为,连铸坯多数的表面缺陷起源于结晶器。
经观察,角部横裂纹均出现在振痕里,说明该缺陷与结晶器内坯壳的状态有关;通过对漏钢后板坯角部的检验,反推裂纹出现的位置发现,角部横裂纹自矫直段6段开始出现,表明该裂纹在矫直时出现。
故西城炼钢厂主要围绕结晶器内坯壳的状态及矫直进行影响因素的排查。
4.1 振动参数的影响振动参数影响板坯在结晶器里的脱模情况,而主要影响因素为负滑脱时间tN。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
微合金化钢板坯角部横裂纹缺陷控制技术开发与推广应用
随着钢铁工业的不断发展,钢铁生产领域也面临着不断增长的挑战。
由于钢铁产品工艺的不断提高以及市场对质量的不断追求,生产中钢板坯方面面临的角部横裂纹缺陷控制问题越来越严峻。
为了解决钢板坯角部横裂纹缺陷控制的问题,相关领域研究人员为之奋斗,开发出一系列微合金化钢板坯角部横裂纹缺陷控制技术。
本文将对该技术的开发与推广应用进行阐述与探讨。
一、缺陷形成的原因及特征
钢板坯角部横裂纹缺陷的形成是由于大应变下钢坯角部的拉伸应力高于其屈服强度导致的。
在钢板坯冷却后,当角部的引伸应变达到破裂值时,会出现角部横裂纹缺陷,这将导致钢板坯结构不均匀,并影响钢板的后续整形及轧制工艺流程使用。
二、微合金化钢板坯角部横裂纹缺陷控制技术
微合金化技术是在普通钢铁生产基础上引进的一种先进生产技术。
该技术通过控制合金批次中的微合金元素(如铌、钒、钛等),改善钢铁的熔化特性。
在钢板坯生产过程中,使用微合金化技术可以减少坯角部的晶粒,增
加钢板坯的形变硬化能力,从而降低坯角部的拉伸应力,减少钢板坯角部横裂纹缺陷的发生。
值得一提的是,微合金化技术控制合金元素的添加量非常重要。
如果添加量不足,坯角部晶粒无法变小;如果添加量过多,会增大钢板坯表面的气泡和夹杂物,导致不同程度的表面缺陷。
三、微合金化钢板坯角部横裂纹缺陷技术应用推广
在横裂的钢板坯缺陷问题上,微合金化技术已在钢铁行业成环控制横裂缺陷的有效方法。
通过添加微量元素,控制钢坯坯角部晶粒的形成,增加钢板坯的形变硬化能力,从而有效减缓钢板坯角部的拉伸应力,控制横裂缺陷的发生。
这种技术具有操作简便、经济实用等特点,因此在钢铁行业得到广泛的应用和推广。
四、微合金化钢板坯角部横裂纹缺陷技术的局限性
微合金化技术虽然能够控制横裂缺陷的发生,但是其局限性也是显而易见的。
随着技术的发展,横裂缺陷发生的机率下降,但不是完全可以消除。
尽管控制了焊接缺陷,不能保证没有其他缺陷的产生。
此外,微合金化技术会增加钢板坯生产成本,对此我们也必须有所预估。
五、结语
微合金化钢板坯角部横裂纹缺陷控制技术的研究和推广应用,对钢铁领域的发展以及钢铁制品的质量改进有着
极为重要的意义。
这种技术虽然还存在一定的局限性,但相信通过不断的研究和改进,微合金化技术将会在钢铁行业发挥更大的作用,有效控制横裂缺陷的发生,为钢铁制品的品控提供更有力的支持。