炉窑温度控制系统
浙江省2015年10月通用技术学业水平考试文字版含答案
浙江省2015年10月通用技术学业水平考试试题一、选择题(本大题共10小题,每小题2分,共20分。
每小题列出的四个备选项中只有一个是符合题目要求的,不选,多选,错选均不得分。
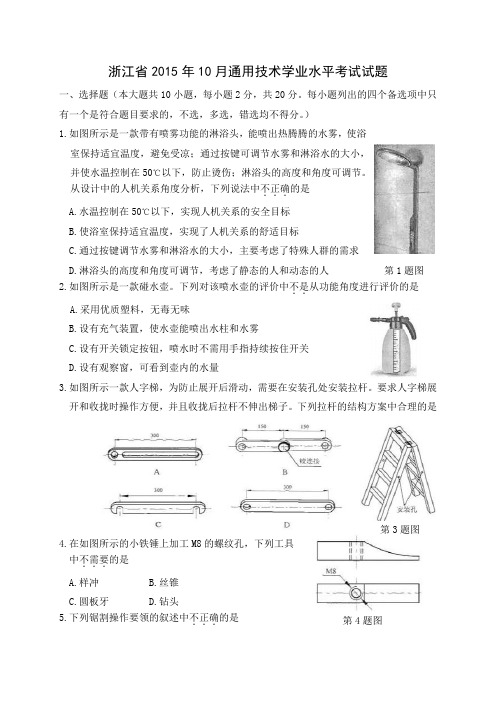
)1.如图所示是一款带有喷雾功能的淋浴头,能喷出热腾腾的水雾,使浴室保持适宜温度,避免受凉;通过按键可调节水雾和淋浴水的大小,并使水温控制在50℃以下,防止烫伤;淋浴头的高度和角度可调节。
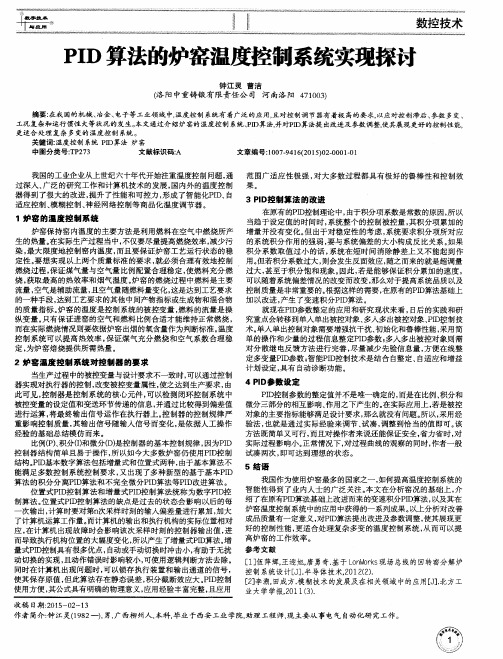
从设计中的人机关系角度分析,下列说法中不正确...的是A.水温控制在50℃以下,实现人机关系的安全目标B.使浴室保持适宜温度,实现了人机关系的舒适目标C.通过按键调节水雾和淋浴水的大小,主要考虑了特殊人群的需求D.淋浴头的高度和角度可调节,考虑了静态的人和动态的人第1题图2.如图所示是一款碰水壶。
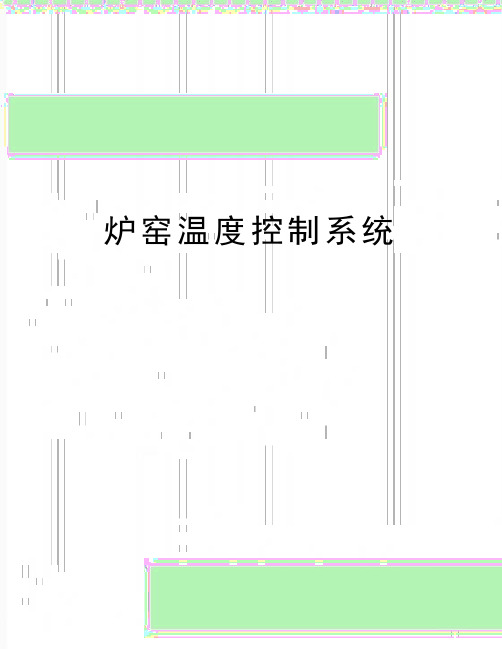
下列对该喷水壶的评价中不是..从功能角度进行评价的是A.采用优质塑料,无毒无味B.设有充气装置,使水壶能喷出水柱和水雾C.设有开关锁定按钮,喷水时不需用手指持续按住开关D.设有观察窗,可看到壶内的水量3.如图所示一款人字梯,为防止展开后滑动,需要在安装孔处安装拉杆。
要求人字梯展开和收拢时操作方便,并且收拢后拉杆不伸出梯子。
下列拉杆的结构方案中合理的是4.在如图所示的小铁锤上加工M8的螺纹孔,下列工具中不需要...的是A.样冲B.丝锥C.圆板牙D.钻头5.下列锯割操作要领的叙述中不正确...的是第3题图第4题图A.站位和握锯姿势要正确B.推拉要有节奏C.锯程要长D.推锯和拉锯时要均匀施加压力 6.如图所示是一个模型的轴测图。
下列该模型的三视图中正确的是7.如图所示是一款木制衣帽架。
为了提高其稳定性,下列 措施中不合理...的是 A.增大底座的支撑面积 B.缩小立柱的截面积 C.降低衣帽架的高度 D.缩短衣帽钩伸出的长度8.如图所示是某垃圾处理厂有机生活垃圾生化处理流程图。
下列对该流程的分析中正确的是第8题图A.油水分离环节与粉碎环节是串行环节有机生活垃圾 固液分离固体 废液粉碎 油水 分 离毛油废水废水废水收集毛油加工生物发酵微生物添加料生物有机肥油脂生物柴油生物处理生物菌肥B.废水收集环节与生物发酵环节的时序可以颠倒C.固液分离出来的固体经过加工处理后产出生物柴油D.废水经过生物处理后产出生物菌肥9.如图所示是智能家居示意图,通过网络将智能家电、中央空调和安全监控等与计算机连接,构建了高效的住宅设施与家庭事务管理系统,提升了家居的安全性、便利性和舒适性,下列关于该系统的说法错误..的是A.网络故障会影响该系统对各子系统的管理,体现了系统的整体性B.该系统能随时了解和处理家中发生的状况,体现了系统的相关性C.该系统能抵抗外界干扰信号的影响,体现了系统的环境适应性D.该系统提升了家居的安全性、便利性和舒适性,体现了系统的目的性10.如图所示是燃油炉窑温度控制系统示意图。
PID
我国的工业企业从上世纪六 十年代开始注重温度控 制问题 , 通 范 围广适 应性 极强 , 对大 多数过程都具 有极好的鲁棒性 和控制效 过深入 、 广泛的研究工作和计算机技术 的发展 , 国内外 的温度控 制 果 。 器得到 了很大的改进 , 提升 了性 能和可控力 , 形成了智能化P I D、 自 3 P I D 控 制 算法 的 改进 适应控制 、 模 糊控制 、 神 经网络控 制等商 品化温度调节器 。 在原有的P I 【 ) 控制理论 中, 由于积分 项系数是常数 的原 因, 所 以 1炉窑的温度控制系统 当趋 于设定值 的时 间时 , 系统整个 的控制被控量 , 其积分项累加的 炉窑保 持窑 内温度的主要方法是利用燃料在空气 中燃烧所产 增量 并没有变化。 但出于对 稳定性 的考虑 , 系统要求积分项所对应 生的热量 。 在实际生 产过程 当中, 不仅要尽量提高燃烧效率, 减少污 的系统积分作用的强弱 , 要与系统偏差 的大小构成反 比关系 。 如果 染, 最大 限度地 控制窑 内温度 , 而且要保证炉 窑工艺运 行状 态的稳 积分系数取值 过小 的话 , 系统 在短时 间消除静差上又不 能起 到作 定性 。 要想 实现以上 两个质量标准 的要求 , 就必须合理有效地控 制 用。 但若积分系数过大 , 则会发生反面效应, 随之而来的就 是超调量 燃烧过程 , 保证煤气量与 空气量 比例 配置合理稳定 , 使燃料充分 燃 过大 , 甚至于积分饱和现象 。 因此 , 若 是能够保 证积分累加的速度 , 烧, 获取最高 的热效率和 烟气 温度 。 炉窑 的燃烧过程 中燃料 是主 要 可以随着系统偏 差情 况的改变而改变 , 那么对于提高系统品质 以及 流量 , 空气是辅助流量 , 且空气量 随燃料量变化, 这是达到工艺要求 控制质量是非常重要 的。 根据这样 的需要 , 在原有 的P I D 算法基础上 的一种手段 , 达到工艺要求 的其他 中间产物指标或生成 物和混合物 加 以 改进 , 产生了变速积分P I D算 法 。 的质 量指标。 炉 窑的温度 是控 制系统的被控变量 , 燃料 的流量是操 就现在P I D 参数整定的应用和研 究现状来 看 , 日后的实践 和研 纵变量 。 只有保证进 窑的空气 和燃料 比例合适才能维持正常燃烧 , 究重点会转移到单人单出被控对象 、 多入多出被控对象、 P I D 控 制技 而在实 际燃烧情况则要依据炉窑 出烟的氧含量作为判断标准。 温度 术。 单人单 出控制对象 需要增强抗干扰、 初始化和鲁棒性能 , 采用简 控制 系统可 以提 高热效率 , 保 证煤气充分燃 烧和空气 系数合理稳 单的操作和少量 的过程信息整定P I D 参数 , 多人多 出被控对象则需 定, 为炉窑焙烧提供所需 热量 。 对分散继 电反馈 方法进 行完善 , 尽量减少先验信息量 , 方便在线整 定多变量P I D 参数 ; 智能P I D 控制技术是结合 自整定 、 自适应和增益 2炉窑温度 控制系统对控制器的要求 计划设定 , 具有 自动诊 断功 能。 当生产过程 中的被控变量 与设计要求不一致时 , 可以通过控制 P I D 参数 设 定 器实现对执行器的控制 , 改变被控变量属性 , 使之达到生产要求 , 由 4 此可见 , 控 制器 是控制系统的核心元件 , 可 以检 测闭环控 制系统 中 P I D 控制参数的整定值 并不是唯一确定的 , 而是在 比例、 积分和 被控变量 的设 定值和变送环节传递的信息 , 并通过 比较得到偏差值 微分三部分 的相互影响、 作用之下产生 的。 在实 际应用上, 若是被控 进行运算 , 将最 终输 出信号运 作在 执行器 上。 控 制器 的控 制规 律严 对象的主要指标能够满足设计要求 , 那么就 没有 问题 。 所 以, 采用经 重影 响控制质量 , 其输出信号随输入信号而变化 , 是依据人 工操作 验法 , 也就是通过实 际经验来调节 、 试凑 , 调整到恰 当的值 即可 。 该 经验 的基础总结模仿 而来。 方法既简单 又可行 , 而且对操作者来说 还能保证安全 , 省力省 时, 对 比例 ( P ) 、 积分( I ) 和微分( D ) 是控制器的基 本控制规律 , 因为P I D 实际过程影 响小 。 正常情况下, 对过程 曲线的观察 的同时 , 作者一般 控制器结构简单且易于操作 , 所 以如今大多数炉 窑仍使用P I D 控制 试 凑 两 次 , 即 可 达 到 理 想 的状 态 。 结构 。 P I 【 ) 基本数字算法包括增量式和位置式两种 , 由于基本算法不 5结语 能满足多数控制系统控制要求 , 又出现 了多种新 型的基 于基 本P I D 我国作为使 用炉窑最多的国家之一 , 如何提 高温度控制系统的 算法 的积分分离P I D 算法 和不完全微分P I D算法等P I D 改进算法 。 本 文在分 析窑况的基础上 , 介 位置 式P I D 控制算法和增量 式P I D 控制算法统称为数字P I D 控 智能性得到了业 内人士的广泛关注 。 I D 算法基础上改进而来的变速积分P I D 算法 , 以及其在 制算法 。 位 置 式P I D 控 制算 法 的 缺 点 是 过 去 的状 态 会 影 响 以后 的 每 绍了在原有P 以上分析对 改善 次输出, 计算时要对 第n 次采样时刻的输入偏差量进 行累 加, 加大 炉窑温度控制系统 中的应用 中获得的一 系列成果。 成 品质 量 有 一 定 意义 , 对 P I D 算 法提 出改 进 及 参 数调 整, 使其 展 现 更 了计算机运算工作量 。 而计算机的输出和执行机构的实际位置相对 好的控制性能 , 更适合处理复杂多变 的温度控制系统 , 从而 可以提 应, 在计算机 出现故 障时会影响该次采样时刻 的控制器输 出值 , 进 而导致执行机构位置的大幅度变化 , 所以产生 了增量 式P I D 算法 。 增 高炉窑的工作效率 。
电阻炉炉温控制系统的研制

摘要电阻炉作为工业炉窑中的一种常用的加热设备被广泛的应用于工业生产中。
对电阻炉温度控制精确与否将直接影像到产品的质量和生产效率。
电阻炉是一种具有纯滞后的大惯性系统,开关炉门,加热材料,环境温度以及电网电压等都影像控制过程,传统的电阻炉控制系统大多建立在一定的模型基础上,难以保证加热要求。
本文将PID控制算法引入到传统的电阻炉控制系统中,借此提高其控制效果。
设计一个控制精度高,运行稳定的电阻炉温度控制系统是很有必要的。
本设计是以电阻炉温度为被控对象,单片机为核心的一种控制系统。
其中以K型热电偶作为温度传感器。
AT89c51单片机为控制核心,PID运算规律作为控制算法。
文化中详细介绍了该控制系统的硬件电路设计。
软件电路设计及PID控制算法。
在对电阻炉温度控制系统的研究之后,本设计主要完成温度控制系统的总体方案设计,硬件原理图的绘制,信号调理电路的设计,固态继电器的应用及温度控制电路的设计同时也完成了系统程序设计,并通过软件完成了对温度的控制功能。
关键词:电阻炉温度控制PID算法单片机The Design of Temperature Control System of Resistance Furnace AbstractResistance furnace was widely used in industrial production,the effect of the temperature control of Resistance furnace has a direct impact on product quality and productivity. Therefore, the design of high-precision control and stable operation of the resistance furnace temperature control system has a high application value.In this design, the resistance furnace as a controlled object,singlechip as the design of a control unit. Which type of thermocouple temperature sensor as K,AT89c51 microcontroller as control core and PID control algorithm for operation rule, This paper introduces the control system of the hardware circuit, software design and the PID control algorithm.On the resistance furnace temperature control system, the design of the main pleted the overall scheme of the temperature control system design, hardware circuit principle diagram, the signal of the temperature contral circuit design of the system ,meanwhile finish the program design, through the software control to plete the function of temperature control.Key words:The resistance furnace Temperature control PID control Single-chip microp目录第一章绪论11.1课题研究的背景意义11.2课题国外研究现状及趋势21.3本文的主要容3第二章总体设计及其方案论证42.1设计工艺流及其要求42.2 不同方案比较42.3 研究容52.3.1 设计原理52.3.2 方框图52.3.3 系统组成62.3.4 控制算法6第三章硬件设计73.1 系统设计原理73.2 单片机的选择93.2.1 单片机AT89c51的介绍93.2.1.1 AT89C51单片机的功能特性103.2.1.2 AT89C51单片机的基本组成103.2.1.3 AT89C51单片机引脚及其功能113.2.1.4 单片机的复位电路133.2.1.5 单片机的时钟电路133.3 前向通道设计143.3.1 温度检测电路设计143.3.1.1 K型热电偶的介绍143.4 后向通道设计203.4.1 温度控制电路203.4.2 继电器的工作原理和特性213.4.3 继电器主要产品技术参数223.4.4 继电器测试223.4.5 继电器的电符号和触点形式233.4.6 继电器的选用233.5 外围接口电路设计243.5.1 显示电路设计243.5.2 键盘电路设计253.5.3 报警电路设计273.5.4 通信电路设计273.6 电源设计283.7 抗干扰设计293.7.1 抗干扰渠道293.7.2 抗干扰措施30第四章系统软件设计304.1设计思路304.2程序设计374.1.1 程序设计374.1.2 显示字程序设434.1.3 按键字程序474.1.4 PID算法子程序54总结58致59参考文献59第一章绪论电阻炉是工农业生产中常用的电加热设备,广泛应用于冶金、化工、电力工程、造纸、机械制造、建材和食品加工等诸多生产过程中,而大功率的电阻炉则应用在各种工业生产过程中。
基于PID算法的温度控制系统软件设计

基于PID算法的温度控制系统软件设计引言电加热炉是典型工业过程控制对象,其温度控制具有升温单向性,大惯性,纯滞后,时变性等特点,很难用数学方法建立精确的模型和确定参数。
而PID控制因其成熟,容易实现,并具有可消除稳态误差的优点,在大多数情况下可以满足系统性能要求,但其性能取决于参数的整定情况。
且快速性和超调量之间存在矛盾,使其不一定满足快速升温、超调小的技术要求。
模糊控制在快速性和保持较小的超调量方面有着自身的优势,但其理论并不完善,算法复杂,控制过程会存在稳态误差。
将模糊控制算法引入传统的加热炉控制系统构成智能模糊控制系统,利用模糊控制规则自适应在线修改PID参数,构成模糊自整定:PID控制系统,借此提高其控制效果。
基于PID控制算法,以ADuC845单片机为主体,构成一个能处理较复杂数据和控制功能的智能控制器,使其既可作为独立的单片机控制系统,又可与微机配合构成两级控制系统。
该控制器控制精度高,具有较高的灵活性和可靠性。
2温度控制系统硬件设计该系统设计的硬件设计主要由单片机主控、前向通道、后向通道、人机接口和接口扩展等模块组成,如图l所示。
由图1可见,以内含C52兼容单片机的ADuC845为控制核心.配有640KB的非易失RAM数据存储器、外扩键盘输人、320x240点阵的图形液晶显示器进行汉字、图形、曲线和数据显示,超温报警装置等外围电路;预留微型打印机接口,可以现场打印输出结果;预留RS232接口,能和PC机联机,将现场检测的数据传输至PC机来进一步处理、显示、打印和存档。
电阻炉的温度先由热电偶温度传感器检测并转换成微弱的电压信号,温度变送器将此弱信号进行非线性校正及电压放大后,由单片机内部A/D转换器将其转换成数字量。
此数字量经数字滤波、误差校正、标度变换、线性拟合、查表等处理后。
一方面将炉窑温度经人机面板上的LCD显示:另一方面将该温度值与被控制值(由键盘输入的设定温度值)比较,根据其偏差值的大小,提供给控制算法进行运算,最后输出移相控制脉冲,放大后触发可控硅导通(即控制电阻炉平均功率)。
最新炉窑温度控制系统
炉窑温度控制系统辽宁工业大学PLC技术及应用课程设计(论文)题目:炉窑温度控制系统的设计院(系):电气工程学院专业班级:自动化072学号: 070302039学生姓名:李洪任指导教师:(签字)起止时间: 2010.12.22-2010.12.31课程设计(论文)任务及评语院(系):电气工程学院教研室:注:成绩:平时20% 论文质量60% 答辩20% 以百分制计算摘要在石灰产品生产的流程中,窑炉烧制是一个非常重要的环节。
石灰窑烧制工业生产过程当中,需要调控的量有很多,最重要的就是高炉煤气流量的控制,燃烧空气流量的控制,冷去流量的控制及上料皮带秤的启停控制,PID调节作为经典控制理论中最典型的闭环控制方法。
本设计对石灰窑炉加热温度调整范围为800℃—1000℃,各种气体流量范围为2-5m3/h-2200N。
软件设计须能进行人工启动,考虑到本系统控制对象为石灰窑炉,是一个大延迟环节,且温度调节范围较宽,所以本系统对过渡过程时间不予要求。
被控对象为炉内温度,温度传感器检测炉内的温度信号,经温度变送器将温度值转换成电压信号送入PLC模块。
PLC把这个测量信号与设定值比较得到偏差,经PID运算后,发出控制信号,相应的控制可控调节阀,从而实现炉温的连续控制。
关键词:炉窑温度控制;PID算法;PLC编程;目录第1章绪论 0第2章课程设计的方案 (1)2.1概述 (1)2.2系统组成总体结构 (1)第3章硬件设计 (3)3.1PLC的选型和硬件配置 (3)3.2传感器选择 (5)3.3可控阀门及电动机选择 (6)第4章基于PLC的炉温控制系统的软件设计 (7)4.1STEP7MICRO/WIN32软件介绍 (7)4.2系统PID算法及流程图 (7)4.2.1 PID算法简介 (7)4.2.2PID算法的数字化处理 (8)4.3I/O口分配 (13)4.3主程序清单 (14)第5章课程设计总结 (22)参考文献 (23)第1章绪论随着现代工业的逐步发展,在工业生产中,温度、压力、流量和液位是四种最常见的过程变量。
炉窑生产操作规程
炉窑生产操作规程炉窑是一种常见的工业设备,广泛应用于各行各业。
它的工作原理是将原料置于炉窑中,并通过加热来进行处理,以达到预定的效果。
随着科技的进步和工业的发展,炉窑生产操作规程也愈加重要。
本文将详细介绍炉窑的生产操作规程,旨在提高炉窑生产过程的效率和安全性。
1. 炉窑操作前的准备工作在进行炉窑操作之前,必须进行充分的准备工作。
首先,操作人员必须穿戴好个人防护装备,确保身体的安全。
其次,需要对炉窑进行全面检查,发现异常和故障情况需要及时处理,以免给操作过程带来不必要的风险。
最后,要对炉窑进行预热处理,以确保炉窑内部的温度达到要求。
2. 原料的装载与卸载在装载原料时,需要根据炉窑的设计和产品规格进行合理的布料。
要注意布料的均匀性,避免出现过于密集或过于疏松的情况。
对于大型炉窑,可以考虑使用机械装载设备,提高效率和安全性。
卸载原料时,需要小心操作,避免原料散落或者损坏其他设备。
3. 温度控制与调节温度是炉窑操作过程中至关重要的参数。
操作人员必须熟悉炉窑的温度控制系统,并进行适当的调节。
在升温过程中,要注意温度的均匀性,避免出现过热或者过冷的情况。
在降温过程中,要注意控制温度的下降速度,以避免原料或设备因温度变化过快而受损。
4. 时间控制与调节时间控制也是炉窑操作过程中的重要环节。
不同的原料和产品要求不同的处理时间。
操作人员必须根据产品要求和经验判断,合理控制时间。
过长的时间可能导致产品质量下降,而过短的时间则可能导致产品无法达到预期效果。
5. 废气处理炉窑操作过程中产生的废气需要进行有效处理,以保护环境和操作人员的健康。
常见的废气处理方法包括高温燃烧、脱硫、脱硝等。
操作人员必须熟悉废气处理设备的操作和维护,确保废气处理过程的安全和有效性。
6. 定期检修与保养炉窑作为一种复杂的设备,需要定期进行检修和保养,以保持其正常运行。
检修和保养工作包括设备的清洁、润滑剂的添加、零部件的更换等。
操作人员必须按照规定程序进行检修和保养工作,并及时记录相关情况。
马弗炉升温曲线的设定
马弗炉升温曲线的设定
马弗炉是一种高温炉窑,通常用于高温实验、烧结、熔炼等场合。
设定马弗炉的升温曲线是高温操作中的重要步骤。
以下是设定马弗炉升温曲线的一般步骤:
1. 阅读马弗炉说明书,了解炉温控制系统的特点和使用方法。
2. 根据实验或烧结的需要,设定合适的升温速率和升温温度点。
升温速率通常控制在 10-20°C/min 范围内,升温温度点应根据具体情况进行调整。
3. 开启马弗炉,将炉内温度稳定在所需温度范围内。
通常需要
使用预热阶段,使炉内温度均匀,然后进入恒温阶段,保持炉内温度不变。
4. 在恒温阶段,需要对炉内温度进行实时监控,以确保炉温稳定。
如果发现炉温偏离设定值,需要及时调整升温速率或升温温度点,以达到所需的温度范围内。
5. 设定完升温曲线后,需要进行高温实验或烧结烧结,并在实
验或烧结过程中密切关注炉内温度变化和实验或烧结结果,及时调整升温曲线,以确保实验或烧结的顺利进行。
需要注意的是,设定马弗炉升温曲线需要根据具体情况进行调整,不同实验或烧结的需要可能需要不同的升温曲线。
因此,在实际操作中,需要仔细阅读说明书,并根据具体情况进行调整。
自动控制在工业炉窑中的温度控制

自动控制在工业炉窑中的温度控制工业炉窑在各行各业扮演着至关重要的角色,而温度控制是炉窑运行中最关键的因素之一。
为了确保生产过程的稳定性和产品质量的一致性,越来越多的企业开始采用自动控制系统来实现工业炉窑中的温度控制。
本文将就自动控制在工业炉窑中的温度控制进行讨论,并介绍一些常见的控制方法和应用。
一、自动控制系统简介自动控制系统是由控制器、传感器、执行器和反馈环路等组成的,它能够自动地对工业炉窑中的温度进行监测和调节,从而实现温度的稳定控制。
传感器常用的有热电阻、热电偶等,用于检测炉窑内的温度变化;控制器则根据传感器的反馈信号进行处理,并通过执行器对炉窑进行控制操作,达到所需的温度控制效果。
二、常见的温度控制方法1. 开环控制开环控制是一种最基本的控制方法,它只根据预先设定的控制信号来控制炉窑的温度,并没有对实际温度进行反馈调节。
尽管开环控制简单,但由于无法对温度变化进行实时调整,其控制精度较低,适用于一些对温度要求不严格的生产环境。
2. 闭环控制闭环控制是一种更加精确和稳定的控制方法,它通过对实际温度进行反馈调节,以达到预期的温度控制效果。
闭环控制系统通常由控制器、传感器和执行器构成,其中控制器根据传感器反馈的实际温度信号与设定温度进行比较,并通过执行器对炉窑的加热或冷却进行调节。
闭环控制方法能够实时纠正温度变化,并具有较高的控制精度,广泛应用于各个行业的工业炉窑中。
三、自动温度控制系统的应用1. 冶金行业冶金行业中的工业炉窑通常需要进行高温处理,对温度的控制要求极高。
自动温度控制系统能够实时监测和调节炉窑内的温度变化,确保工艺过程的稳定性和产品质量的一致性。
此外,自动控制系统还可以提高生产效率和节约能源。
2. 玻璃制造行业玻璃制造行业中的熔窑是一个关键的工序,而温度对玻璃物理性能的影响很大。
自动温度控制系统能够准确地控制熔窑中的温度,使产品具有更好的质量和稳定性。
3. 化工行业化工行业中的工业炉窑多用于反应和分解等过程,而温度的控制对于化学反应的成功与否至关重要。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第4章
STEP 7 MICRO/WIN32软件介绍
STEP7-Micro/WIN32编程软件是由西门子公司专为S7-200系列PLC设计开发,它功能强大,主要为用户开发控制程序使用,例如创建用户程序、修改和编辑原有的用户程序,编辑过程中编辑器具有简单语法检查功能。同时它还有一些工具性的功能,例如用户程序的文档管理和加密等。此外,还可直接用软件设置PLC的工作方式、参数和运行监控等。
(2)开关量I/O扩展模块当CPU的I/0点数不够用或需要进行特殊功能的控制时,就要进行I/O扩展,I/O扩展包括I/O点数的扩展和功能模块的扩展。通常开关量I/O模块产品分3种类型:输入模块,输出模块以及输入/输出模块。为了保证PLC的工作可靠性,在输入模块中都采用提高可靠性的技术措施。如光电隔离,输入保护(浪涌吸收器,旁路二极管,限流电阻),高频滤波,输入数据缓冲器等。由于PLC要控制的对象有多种,因此输出模块也应根据负载进行选择,有直流输出模块,交流输出模块和交直流输出模块。按照输出开关器件种类不同又分为3种:继电器输出型,晶体管输出型和双向晶闸管输出型。这三种输出方式中,从输出响应速度来看,晶体管输出型最快,继电器输出型最差,晶闸管输出型居中;若从与外部电路安全隔离角度看,继电器输出型最好。在实际使用时,亦应仔细查看开关量I/O模块的技术特性,按照实际情况进行选择。
图3.1 热电偶测温系统简图
流量传感器是对高炉煤气,燃烧空气以及冷却空气流量的检测部件,在此论文中选择法兰式V锥流量传感器FFM61S。
工作原理:V锥流量计是由V锥传感器和差压变送器组合而成的一种差压流量计,可精确测量宽雷诺数(8×103≤Re≤5×107)范围内各种介质的流量。
其测量理论是:由于实际流体都具有粘性,不是理想流体,当其在管道中流动时,在充分发展管内流动的前提下,具有层流和紊流两种流动状态。根据连续流动的流体能量守恒原理和伯努力方程:对于以层流状态流动的流体,其流速分布是以管道中心线为对称的一个抛物面,流体通过一定管道的压力降与流量成正比;对于紊流状态流动的流体,其流速分布是以管道中心线为对称的一个指数曲面,流体通过一定管道的压力降与流量的平方成正比。如图3.3。
当被控对象为煤气流量,流量传感器检测煤气输送管道内的流量信号,经变送器将流量值转换成电压信号送入PLC模块。PLC把这个测量信号与设定值比较得到偏差,经PID运算后,发出控制信号,经可控阀门调控,从而实现炉温的连续控制。
当被控对象为燃烧空气流量,流量传感器检测燃烧空气输送管道内的流量信号,经变送器将流量值转换成电压信号送入PLC模块。PLC把这个测量信号与设定值比较得到偏差,经PID运算后,发出控制信号,经可控阀门调控,从而实现炉温的连续控制。
摘要
在石灰产品生产的流程中,窑炉烧制是一个非常重要的环节。石灰窑烧制工业生产过程当中,需要调控的量有很多,最重要的就是高炉煤气流量的控制,燃烧空气流量的控制,冷去流量的控制及上料皮带秤的启停控制,PID调节作为经典控制理论中最典型的闭环控制方法。
本设计对石灰窑炉加热温度调整范围为800℃—1000℃,各种气体流量范围为2-5m3/h-2200N。软件设计须能进行人工启动,考虑到本系统控制对象为石灰窑炉,是一个大延迟环节,且温度调节范围较宽,所以本系统对过渡过程时间不予要求。
当被控对象为冷却空气流量,流量传感器检测冷却空气输送管道内的流量信号,经变送器将流量值转换成电压信号送入PLC模块。PLC把这个测量信号与设定值比较得到偏差,经PID运算后,发出控制信号,经可控阀门调控,从而实现炉温的连续控制。
当被控对象为皮带秤石灰石上料量,皮带秤传感器检测皮带秤上的石灰石料量信号,经变送器将流量值转换成电压信号送入PLC模块。PLC把这个测量信号与设定值比较得到偏差,经PID运算后,发出控制信号,经可控阀门调控,从而实现炉温的连续控制。
辽 宁工 业 大 学
PLC技术及应用课程设计(论文)
题目:炉窑温度控制系统的设计
院(系):电气工程学院
专业班级:自动化072
学 号:
学生姓名:李洪任
指导教师:(签字)
起止时间:2010.12.22-2010.12.31
课程设计(论文)任务及评语
院(系):电气工程学院 教研室:
学 号
学生姓名
李洪任
专业班级
热电偶温度传感器的工作原理:两种不同的金属A和B构成闭合回路,当两个接触端T﹥T0时,则在该回路中就会产生电动势,这种现象称为热电效应,该电动势称为热电势。这两种不同材料的导体或半导体的组合称为热电偶,导体A、B称为热电极。两个接点,一个称热端,又称测量端或工作端,测温时将它置于被测介质中;另一个称冷端,又称参考端或自由端,它通过导线与显示仪表相连。
程序编辑过程中的语法检查功能可以提前避免一些语法和数据类型方面的错误。梯形图中的错误处的下方自动加红色曲线,语句表中错误行前有红色叉,且错误处的下方加红色曲线。
软件功能的实现可以在联机工作方式(在线方式)下进行,部分功能的实现也可以在离线工作方式下进行。
进度计划
1、熟悉课程设计题目,查找及收集相关书籍、资料(2天);2、设计系统的结构原理图(1天);
3、仪表、控制系统等设备的选型(1天);4、程序开发(4天);5、撰写课设论文(1.5天);
6、设计结果考核(0.5天);
指导教师评语及成绩
平时:论文质量:答辩:
总成绩:指导教师签字:
年 月 日
注:成绩:平时20% 论文质量60% 答辩20% 以百分制计算
5、完成炉窑的窑顶预热带、煅烧带和冷却带的温度检测。
设计任务及要求:
1、采用西门子公司200系列PLC;2、方案设计,I/O分配表;
3、硬件设计和软件开发;4、离线运行结果分析;
5、撰写课程设计说明书;
技术参数:
1、温度范围在800-1000℃,各种气体流量范围为2-5m3/h-2200N;
2、上料皮带电动机的额定功率22Kw,额定电压380V,额定电流7A,额定转速1450rpm。
.gy
图3.2法兰式V锥流量传感器FFM61S
电动调节阀是工业自动化过程控制中的重要执行单元仪表。随着工业领域的自动化程度越来越高正被越来越多的应用在各种工业生产林宇中。与传统的气动调节阀相比具有明显的优点,节电,环保,安装便捷。
可控阀门是对高炉煤气,燃烧空气以及冷却空气流量的控制部件,在此论文中选择电动调节阀。
由于本系统是单回路的反馈系统,CPU224XP相比与其他型号具有更好的硬件指标,其上自带有模拟量的输入和输出通道,因此节省了元器件的成本,CPU224XP自带的模拟量I/O规格如表:
表3.1模拟量I/O配置表
I/O信号信号类型
电压信拟量输出
0~10V
0~20mA
CPU224XP自带的模拟量输入通道有2个,模拟量输出通道1个。
被控对象为炉内温度,温度传感器检测炉内的温度信号,经温度变送器将温度值转换成电压信号送入PLC模块。PLC把这个测量信号与设定值比较得到偏差,经PID运算后,发出控制信号,相应的控制可控调节阀,从而实现炉温的连续控制。
关键词:炉窑温度控制;PID算法;PLC编程;
第1章
随着现代工业的逐步发展,在工业生产中,温度、压力、流量和液位是四种最常见的过程变量。其中,温度是一个非常重要的过程变量。例如:在冶金工业、化工工业、电力工业、机械加工和食品加工等许多领域,都需要对各种加热炉、热处理炉、反应炉和锅炉的温度进行控制。这方面的应用大多是基于单片机进行PID控制,然而单片机控制的DDC系统软硬件设计较为复杂,特别是涉及到逻辑控制方面更不是其长处,然而PLC在这方面却是公认的最佳选择。
根据系统具体指标要求,可以对每一个具体部分进行分析设计。整个控制系统分为硬件电路设计和软件程序设计两部分。
系统硬件框图结构如图所示:
图2.1系统硬件框图
整个控制系统是一个相对联系的结合体,但是又可以分开讨论。当被控对象为炉内温度,温度传感器检测炉内的温度信号,经变送器将温度值转换成电压信号送入PLC模块。PLC把这个测量信号与设定值比较得到偏差,经PID运算后,发出控制信号,经可控阀门调控,从而实现炉温的连续控制。
在S7-200中,单极性模拟量的输入/输出信号的数值范围是0~32000,双极性模拟信号的数值范围是-32000~+32000
传感器选择
在此设计中,炉窑窑顶的预热带、燃烧带和冷却带温度由3个热电偶传感器进行采集。按照测温的范围,选择热电偶传感器。热电偶传感器的测量范围为-50℃~1600℃,精度为±(1%~5%)。
本文针对石灰窑炉快速升温和恒温的过程,在PID调节方法中,采用西门子S7—200PLC,实现了窑炉温度精确控制的效果。
在工业生产过程当中,常常需要用闭环控制方式来控制温度、压力、流量和液位等连续变化的量。PID调节是经典控制理论中最典型的用于闭环控制系统的调节方法。
第2章
本PLC温度控制系统的具体指标要求是:对石灰窑炉加热温度调整范围为800℃—1000℃,各种气体流量范围为2-5m3/h-2200N。软件设计须能进行人工启动,考虑到本系统控制对象为石灰窑炉,是一个大延迟环节,且温度调节范围较宽,所以本系统对过渡过程时间不予要求。
在石灰产品生产的流程中,窑炉烧制是一个非常重要的环节。某种石灰烧制的工艺,要求窑炉温度从室温升高到1000℃左右,经过长时间恒定高温烧制,最后由1000℃左右降至室温。在温度变化的过程,石灰窑的温度控制需通过调节煤气和空气的流量来实现,必须对窑炉温度的升温、恒温和降温进行精确地控制。对窑炉温度的控制好坏直接关系到石灰产品的质量、废品率和厂家的生产成本以及安全。
自动化072
课程设计(论文)题目
炉窑温度控制系统的设计
课程设计(论文)任务