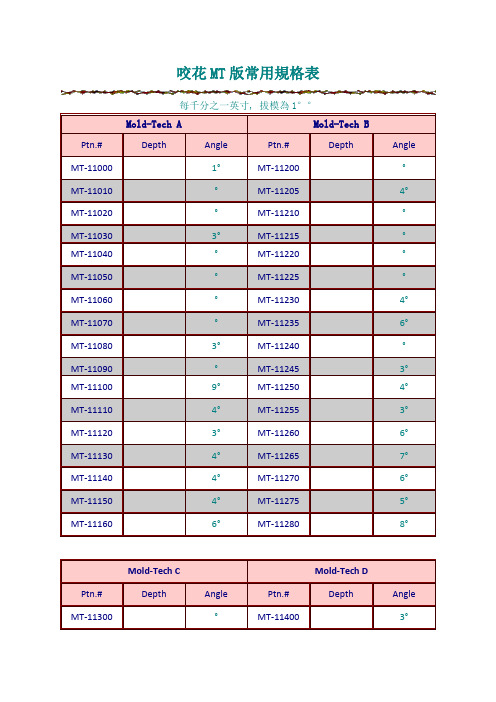
产品外侧咬花所需的拔模角
咬花工艺介绍
咬花工艺介绍
咬花 (Texture)
咬花系指将所需花色以化学蚀刻的技术,将模仁(大多为母模面)进行蚀刻的动作。
与其它部分较大的差异是,咬花是对模具的加工,而其它部分则是直接对半成品加工。
咬花作业流程:
模具入厂
清洗模具 (整块模仁清洗干净)
模具喷漆(保护作用)
晾干 (时间约 6~8 小时)
修割胶带 (欲咬花处割开)
蚀刻咬花 (控制时间及深度)
喷砂 (控制光泽度)
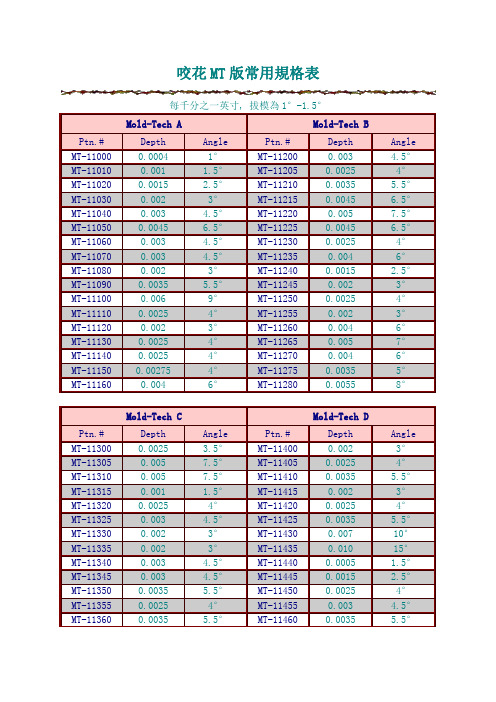
咬花拔模角度建议值
目前机种咬花面曾发生之问题:
拉花现象,不易脱模
配合件花纹及光泽度不同
所咬花纹规格与预期差异过大
咬花不均匀。
产品结构设计常识

熔合线
尽量不要在外观面出现, 可利用浇口大小,形状,数目或于浇口附近挡料来决定熔合线的位置。由于是材料最后会合的地方,故其强度较弱,应避开成品承受负载的地方.
欲加装LED或其它配合物的孔或开口时,开口四周应有倒角或圆角以利装配.
若有前后壳或上下盖配合的地方,尽量做后壳(下盖)是嵌入前壳(上盖),以防止使用者可看到间隙.
材料 肉厚 材料 肉厚
聚乙烯 0.9~4.0 丙烯树脂 1.5~5.0
聚丙烯 0.6~3.5 硬质氯化聚乙烯 1.5~5.0
内圆角及外圆角
建议R最小为0.5mm , 最佳圆角设计为R/T=0.6 , 超过这点后, R即使再增加,也只能小部分减少应力集中现象.
内圆角 R=0.5T , 外圆角R=1.5T
肋
肋或凸缘可用来增加成型品强度而不增加肉厚。这些设计不仅提高了强度,也在冷却时避免了扭曲。为避免缩水,肋的高度为0.5 T , 底部圆角为R=0.125T, 拔模斜度为0.5°~1.5°, 肋的方向最好和GATE同向. 肋间的距离尽可能在壁厚两倍以上.
Boss
Boss为穴之补强及组合时的嵌入或为支撑其它东西之用
Boss的高度限制在其直径的两倍以内,因为过高由于空气集中,容易引起气孔及填充不足. 如必须要有较高的Boss则应在侧面设置加强肋,使材料流动容易。为避免根部外观面有缩水,可在Boss周围偷料,但不可切削太深,否则外观面会有痕影产生。
肉厚
ቤተ መጻሕፍቲ ባይዱ
以各处均一为原则。并须考虑构造强度及能均匀分散冲击作用力,尽量避免棱锐部薄肉部的产生,以防填充不足.
实际产品设计中经常须做肉厚变化及形状,阶梯形厚度变化容易在外观面形成变形,这点可以加R角或斜角改善。当有不一致的肉厚时,应如下表所示,逐步减低为佳
3产品蚀纹与拔模角关系
G ---半光澤
G ---半光澤
HN26 HN27 HN28 HN29 HN30 HN31 HN1000 HN1001 HN1002 HN1003 HN1004 HN1005 HN1006 HN1007 HN1008 HN1009 HN1010 HN1011 HN1012 HN1013 HN1014 HN1015 HN1016 HN1017 HN2000 HN2001 HN2002 HN2003 HN2004 HN2005 HN2006 HN2007 HN2008 HN2009 HN2010 HN2011 HN2012 HN2013
昵宏咬花規格表
咬花番號 HN-DS11 HN-DS12 HN-DS13 拔模斜度 1° 1.5° 2° 平均值 μ 5 ~ 7 10 ~ 13 12 ~ 15 打光程度 800 600 ~ 800 600 ~ 800 加工種類
噴砂咬花
HN-DS14 HN-DS01 HN-DS02 HN-DS03 HN-DS04 HN-DS05 HN-DS06 HN-DS07 HN-DS08 梨地 NO. 梨地 NO. 梨地 NO. 梨地 NO. 梨地 NO. 梨地 NO. 梨地 NO. 梨地 NO. 梨地 NO. NO. NO. NO. NO. NO. NO. NO. NO. NO. NO. NO. NO. HN20 HN21 HN22 HN23 HN24 HN25 1 2 3 4 5 6 7 8 9 10 11 12 1 2 3 4 5 6 7 8 9
0.005 0.002 0.002 0.003 Plaque Ptn.# MT980 MT901 MT945 MT970 MT972 MT973 MT974 MT978 MT985 MT1055-1 MT1055-2 MT1055-3 MT1055-4 MT1055-5 MT1055 MT1055-6 MT1055-7
塑胶咬花常见问题_20150112

常见咬花问题
拔模
序号
问题描述
咬花拔模角度 不够--- 拉模
案例图片
改进建议
1
0度拔模,咬花规格 MT11020
1.加大拔模至3.5度. 2. 更改/取消咬花规格并设置 相应拔模. 3. 咬花深度降低.
2
高光面拔模角不够 --- 拉模
侧壁高 光面只 有1度 拔模
出斜顶面底部要求咬花
常见咬花问题
拉模
序号
问题描述
收缩不均 -----局部拉模
案例图片
改进建议
内侧箱体结构积热 5
1. 内侧箱体改为铍铜 +冷却水.
对ห้องสมุดไป่ตู้外围拉花明显
常见咬花问题
拉模
序号
问题描述
侧壁出前模,咬花 容易粘母模
案例图片
改进建议
6
1.更改咬花规格. 2.取消咬花.
侧壁SPI-D2 雾面处理 防止粘前模
咬花常见问题
Prepare: StevenSheng Date: 201501012
内容大纲
拔模斜度要求 咬花常见问题 咬花检讨
模德咬花规格对斜度的要求
Texture Spec MT 11020_100% MT 11020_90% MT 11020_80% MT 11020_70% MT 11020_60% MT 11020_50% SPI - D2 SPI - A2 or A3 Min. draft requirement
高光面拔模角度建议 2.5度以上.
常见咬花问题
拉模
序号
问题描述
滑块相切位置 --------拉模
案例图片
【结构设计 精】04.拔模
1. 取斜度的方向,一般内孔以 小端准,符合图样,斜度由 扩大方向取得,外形以大端 为准,符合图样,斜度由缩 小方向取得。如下图。
2. 凡塑件精度要求高的,应选用较小的脱模斜度。
3. 凡较高、较大的尺寸,应选用较小的脱模斜度。
拔模角度
拔模角度/脱模斜度
为便于脱模,塑料制品壁在出模方向上应具有 倾斜角度α,其值以度数表示。
脱模斜度确定要点
脱模角的大小是没有一定的准则,多数是凭经验Байду номын сангаас依 照产品的深度来决定。此外,成型的方式,壁厚和塑料的 选择也在考虑之列。一般来讲,对模塑产品的任何一个侧 壁,都需有一定量的脱模斜度,以便产品从模具中取出。
9. 插穿面斜度一般为1°~3°。 10. 外壳面脱模斜度大于等于3°。
2020/11/1
11. 除外壳面外,壳体其余特征的脱模斜度以1°为标准脱 模斜度。特别的也可以按照下面的原则来取:低于3mm 高的加强筋的脱模斜度取0.5°,3~5mm取1°,其余 取1.5°;低于3mm高的腔体的脱模斜度取0.5°, 3~5mm取1°,其余取1.5°。
4. 塑件的收缩率大的,应选用较大的斜度值。
5. 塑件壁厚较厚时,会使成型收缩增大,脱模斜度应 采用较大的数值。
6. 一般情况下,脱模斜度不包括在塑件公差范围内。
7. 透明件脱模斜度应加大,以免引起划伤。一般情况 下PS料脱模斜度应大于3°,ABS及PC料脱模斜度应 大于2°。
8. 带革纹、喷砂等外观处理的塑件侧壁应加3°~5° 的脱 模斜度,视具体的咬花深度而定,一般 的晒纹版上已清楚例出可供作参考之用的要求出 模角。咬花深度越深,脱模斜度应越大.推荐值为 1°+H/0.0254°(H为咬花深度)。
MR03-006拔模斜度的选取
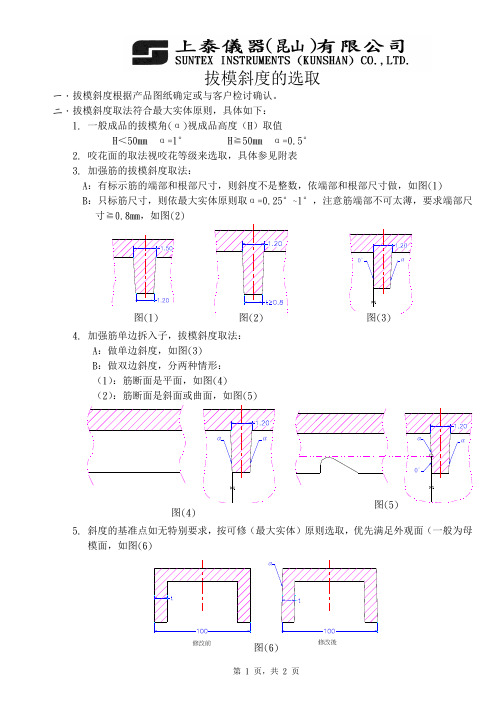
1.拔模斜度根据产品图纸确定或与客户检ቤተ መጻሕፍቲ ባይዱ确认。
2.拔模斜度取法符合最大实体原则,具体如下:
1.一般成品的拔模角(α)视成品高度(H)取值
H<50mmα=1°H≧50mmα=0.5°
2.咬花面的取法视咬花等级来选取,具体参见附表
3.加强筋的拔模斜度取法:
A:有标示筋的端部和根部尺寸,则斜度不是整数,依端部和根部尺寸做,如图(1)
6.重要尺寸控制在公差范围内,如图(7)
7.考虑加工的方便性,可以将拔模斜度取一样,如图(8)
8.对非重要孔,筋,BOSS等,为方便脱模,可增大拔模斜度,如图(9)
9.筋断面特殊,一般依筋端部根部要求做,如图(10)
B:只标筋尺寸,则依最大实体原则取α=0.25°~1°,注意筋端部不可太薄,要求端部尺寸≧0.8mm,如图(2)
4.加强筋单边拆入子,拔模斜度取法:
A:做单边斜度,如图(3)
B:做双边斜度,分两种情形:
(1):筋断面是平面,如图(4)
(2):筋断面是斜面或曲面,如图(5)
5.斜度的基准点如无特别要求,按可修(最大实体)原则选取,优先满足外观面(一般为母模面,如图(6)
拔摸斜度计算

角度没有太大的规定!一般做整数方便加工就可!不过落差一定要0.02以上!大的高度落差就做大一点!角度一般做2-3度之间!大的产品可以做到5度!讨论拔模角度讨论一下拔摸斜度,请发表高见,多大的产品需要多大的拔摸斜度。
请大家举例说明。
拔摸斜度和产品的深度有关系.看你要达到什么目的了.而且对于产品外观的拔摸斜度和产品的表面处理有关系.相同的深度,表面咬花需要的拔摸斜度比光面要大. 而BOSS柱和加强肋就不是要求很严,以容易脱模和不缩水为原则.我们外形一般用1~2度左右以下是我的经验值:电视产品缺省的斜度是1:40,前壳为1.5度(我刚做了一个2度的)。
后盖因为牵扯到皮纹,如果深度不大(小于30毫米),一般不等小于3度。
深度较大,一般不小于6~8度。
至于有什么理论公式,还请版主赐教这个话题刚好我在别的论坛上发表过先转贴过来了:「拔模角」这个问题对机构人员来说,是个非常重要的课题.什麼情况要画拔模斜度?什麼情况不需要斜度?外观斜度要多少?补强肋,螺丝驻斜度要多少?真的都需要经验,及和模具设计人员讨论对机构人员来说,不要画拔模角是最好的因為在画所有的结构时,标尺寸的参考只有「一条线」加了斜度后,正式图看起来就有「二条线」万一选错条,以后就麻烦了(有经验的人应该听的懂吧!)提供一下个人的经验:拔模斜度可以在所有的结构都完成后,再来一次画出来一方面可以避免出错一方面可以加快软体运算的速度.其实一个负责任的机构人员.应该是要把「该有」的「所有拔模斜度」都画出来.如果你把这项工作交给模具设计人员来画的时候.他怎麼知道你哪些地方是做「紧配合」,哪些有「间隙」?而且拔模基準面应该是以「底部」,还是「顶部」為準呢?一旦「猜错」了,有可能成品就会有干涉了.还有有些比较高,比较深的结构是做「入子」的以及有些螺丝孔是做「套筒」的那时需不需要做斜度,那裡不需要做斜度就要跟模具人员好好讨论了「拔模斜度」这个话题还有很多可以讨论的常常為了这个问题会让模具设计人员对机构设计人员有很大的抱怨这个可以多听听版上那些模具设计人员的心声一般我的经验是:能不作斜度的尽量不作!原则是:1、作模具的时候容易加的!2、作大作小关系不大的!外观的如果是出模方向的,斜度一定要作!如果是行位上出的,可以作直的!一些柱子、筋等,如果不是很深也不作!需要配合的,斜度一定要作!斜度的大小一般根据蚀纹的型号,有具体的数值,可以查的!基本全是经验值,要考虑模具的制作方法!。
模具中产品蚀纹与拔模角关系
MT1055-6
MT1127
23053
MT1238
MT1055-7
MT1526
23064
23031
昵宏咬花規格表
咬花番號
拔模斜度
平均值μ
打光程度
加工種類
HN-DS11
1°
5 ~ 7
800
噴砂咬花
HN-DS12
°
10 ~ 13
600 ~ 800
HN-DS13
2°
12 ~ 15
600 ~ 800
3°
MT-11380
6°
MT-11480
°
Plaque #6
Plaque #7
Plaque #8
Plaque #10
Ptn.#
Depth
Ptn.#
Depth
Ptn.#
Depth
Ptn.#
Depth
MT229
MT325
MT588
MT980
MT392
MT964
MT888
MT901
MT585
MT1038
MT1028
#800
HN3002
°
7~9
#800
HN3003
°
8~11
#800
HN3004
3°
10~15
#600
HN3005
3°
16~18
#600
HN3006
°
17~20
#600
HN3007
°
7~9
#600
HN3008
2°
9~11
#600
HN3009
°
12~14