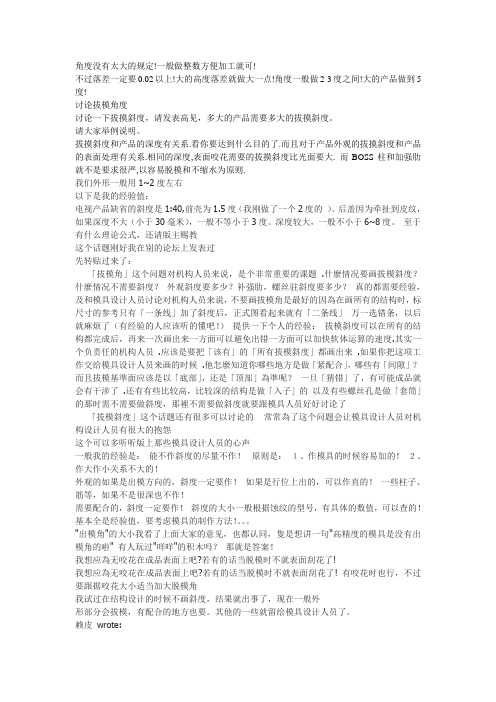
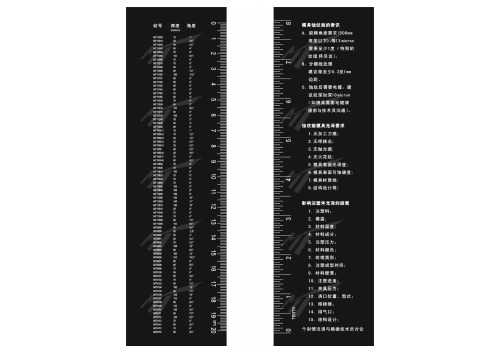
3产品蚀纹与拔模角关系
模具斜度与蚀纹关系对照表

附
录D
蚀纹样板
最小脱 模斜度
蚀纹号
3° 3° 4° 4.5° 4° 4.5° 4.5° 4.5° 4.5° 5° 5° 3° 4.5° 3° 5.5° 5° 4.5° 5° 5.5° 5° 7.5° 7.5° 7.5°
最小脱
模斜度
1° 1.5° 2.5° 3° 4.5° 6.5° 4.5° 4.5° 3° 5.5° 9° 4° 3° 4° 4° 4° 6°
蚀纹号
MT-11200 MT-11205 MT-11210 MT-11215 MT-11220 MT-11225 MT-11230 MT-11235 MT-11240 MT-11245 MT-11250 MT-11255 MT-11260 MT-11265 MT-11270 MT-11275 MT-11280
深度
0.010 0.015 0.020 0.025 0.025 0.030 0.030 0.040 0.050 0.060 0.085 0.035 0.035 0.040 0.040 0.045 0.045 0.050 0.055 0.060 0.065 0.070 0.090
附
录D
蚀纹样板
最小脱 模斜度
0.075 0.13 0.13 0.11 0.18 0.11 0.18 0.18 0.19 0.20 0.20 0.055 0.055 0.12 0.085 0.090 ° 3° 2.5° 2.5° 2.5° 4.5° 4.5° 4.5° 5° 5°
最小脱
模斜度
3° 4° 5.5° 3° 4° 5.5° 10° 15° 1.5° 2.5° 4° 4.5° 5.5° 7.5° 3° 3° 4.5°
塑胶产品模具的拔模角度确定
角度没有太大的规定!一般做整数方便加工就可!不过落差一定要0.02以上!大的高度落差就做大一点!角度一般做2-3度之间!大的产品做到5度!讨论拔模角度讨论一下拔摸斜度,请发表高见,多大的产品需要多大的拔摸斜度。
请大家举例说明。
拔摸斜度和产品的深度有关系.看你要达到什么目的了.而且对于产品外观的拔摸斜度和产品的表面处理有关系.相同的深度,表面咬花需要的拔摸斜度比光面要大. 而BOSS柱和加强肋就不是要求很严,以容易脱模和不缩水为原则.我们外形一般用1~2度左右以下是我的经验值:电视产品缺省的斜度是1:40,前壳为1.5度(我刚做了一个2度的)。
后盖因为牵扯到皮纹,如果深度不大(小于30毫米),一般不等小于3度。
深度较大,一般不小于6~8度。
至于有什么理论公式,还请版主赐教这个话题刚好我在别的论坛上发表过先转贴过来了:「拔模角」这个问题对机构人员来说,是个非常重要的课题 .什麼情况要画拔模斜度?什麼情况不需要斜度?外观斜度要多少?补强肋,螺丝驻斜度要多少?真的都需要经验,及和模具设计人员讨论对机构人员来说,不要画拔模角是最好的因為在画所有的结构时,标尺寸的参考只有「一条线」加了斜度后,正式图看起来就有「二条线」万一选错条,以后就麻烦了(有经验的人应该听的懂吧!)提供一下个人的经验:拔模斜度可以在所有的结构都完成后,再来一次画出来一方面可以避免出错一方面可以加快软体运算的速度.其实一个负责任的机构人员 .应该是要把「该有」的「所有拔模斜度」都画出来 .如果你把这项工作交给模具设计人员来画的时候 .他怎麼知道你哪些地方是做「紧配合」,哪些有「间隙」?而且拔模基準面应该是以「底部」,还是「顶部」為準呢?一旦「猜错」了,有可能成品就会有干涉了 .还有有些比较高,比较深的结构是做「入子」的以及有些螺丝孔是做「套筒」的那时需不需要做斜度,那裡不需要做斜度就要跟模具人员好好讨论了「拔模斜度」这个话题还有很多可以讨论的常常為了这个问题会让模具设计人员对机构设计人员有很大的抱怨这个可以多听听版上那些模具设计人员的心声一般我的经验是:能不作斜度的尽量不作!原则是:1、作模具的时候容易加的!2、作大作小关系不大的!外观的如果是出模方向的,斜度一定要作!如果是行位上出的,可以作直的!一些柱子、筋等,如果不是很深也不作!需要配合的,斜度一定要作!斜度的大小一般根据蚀纹的型号,有具体的数值,可以查的!基本全是经验值,要考虑模具的制作方法!。
模具斜度与蚀纹关系对照表

Q/TKM 3 — 2003
附
录D
益新电机蚀刻有限公司蚀纹样板
深度
最小脱 模斜度
蚀纹号
深度
0.010 0.015 0.020 0.025 0.025 0.030 0.030 0.040 0.050 0.060 0.085 0.035 0.035 0.040 0.040 0.045 0.045 0.050 0.055 0.060 0.065 0.070 0.090
YS 1287 YS 1288 YS 1289 YS 1290 YS 1291 YS 1292 YS 1293
Q/TKM 3 — 2003
附
录D
益新电机蚀刻有限公司蚀纹样板
深度
最小脱 模斜度
蚀纹号
深度
0.050 0.050 0.060 0.075 0.060 0.074 0.070 0.075 0.070 0.080 0.082 0.050 0.070 0.055 0.085 0.080 0.070 0.080 0.085 0.080 0.13 0.13 0.13
0.075 0.13 0.13 0.11 0.18 0.11 0.18 0.18 0.19 0.20 0.20
YS 6291
0.055
YS 6292
0.055
YS 6293
0.12
YS 6294
0.085
YS 6295
0.090
YS 6296
0.070
YS 6297
0.11
YS 6298
0.12
精选
YS 6280 YS 6281 YS 6282 YS 6283 YS 6284 YS 6285 YS 6286 YS 6287 YS 6288 YS 6289 YS 6290
模具斜度与蚀纹关系对照表
拔模角度的深度分析

孔的问题a. 孔与孔之间的距离,一般应取孔径的2倍以上。
b. 孔与塑件边缘之间的距离,一般应取孔径的3倍以上,如因塑件设计的限制或作为固定用孔,则可在孔的边缘用凸台来加强。
c. 侧孔的设计应避免有薄壁的断面,否则会产生尖角,有伤手和易缺料的现象。
基本设计守则塑胶产品在设计上通常会为了能够轻易的使产品由模具脱离出来而需要在边缘的内侧和外侧各设有一个倾斜角为出模角。
若然产品附有垂直外壁并且与开模方向相同的话,则模具在塑料成型後需要很大的开模力才能打开,而且,在模具开启後,产品脱离模具的过程亦相信十分困难。
要是该产品在产品设计的过程上已预留出模角及所有接触产品的模具零件在加工过程当中经过高度抛光的话,脱模就变成轻而易举的事情。
因此,出模角的考虑在产品设计的过程是不可或缺的,因注塑件冷却收缩後多附在凸模上,为了使产品壁厚平均及防止产品在开模後附在较热的凹模上,出模角对应於凹模及凸模是应该相等的。
不过,在特殊情况下若然要求产品於开模後附在凹模的话,可将相接凹模部份的出模角尽量减少,或刻意在凹模加上适量的倒扣位。
出模角的大小是没有一定的准则,多数是凭经验和依照产品的深度来决定。
此外,成型的方式,壁厚和塑料的选择也在考虑之列。
一般来说,高度抛光的外壁可使用1/8度或1/4度的出模角。
深入或附有织纹的产品要求出模角作相应的增加,习惯上每0.025mm深的织纹,便需要额外1度的出模角。
出模角度与单边间隙和边位深度之关系表,列出出模角度与单边间隙的关系,可作为叁考之用。
此外,当产品需要长而深的筋及较小的出模角时,顶针的设计须有特别的处理,见对深而长加强筋的顶针设计图。
出模角度与单边间隙和边位深度之关系表拔模斜度:为便于拔模,塑件壁在出模方向上应具有倾斜角度α,其值以度数表示(参见表2-4)。
拔模斜度确定要点(1) 制品精度要求越高,拔模斜度应越小。
(2) 尺寸大的制品,应采用较小的拔模斜度。
(3) 制品形状复杂不易拔模的,应选用较大的斜度。
模具斜度与蚀纹关系对照表
Q/TKM 3 —2003附录CM o l d-T e c h蚀纹样板蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度MT-11000 ″1°MT-11200 ″°MT-11300 ″°MT-11400 ″3°MT-11010 ″°MT-11205 ″4°MT-11305 ″°MT-11405 ″4°MT-11020 ″°MT-11210 ″°MT-11310 ″°MT-11410 ″°MT-11030 ″3°MT-11215 ″°MT-11315 ″°MT-11415 ″3°MT-11040 ″°MT-11220 ″°MT-11320 ″4°MT-11420 ″4°MT-11050 ″°MT-11225 ″°MT-11325 ″°MT-11425 ″°MT-11060 ″°MT-11230 ″4°MT-11330 ″3°MT-11430 ″10°MT-11070 ″°MT-11235 ″6°MT-11335 ″3°MT-11435 ″15°MT-11080 ″3°MT-11240 ″°MT-11340 ″°MT-11440 ″°MT-11090 ″°MT-11245 ″3°MT-11345 ″°MT-11445 ″°MT-11100 ″9°MT-11250 ″4°MT-11350 ″°MT-11450 ″4°MT-11110 ″4°MT-11255 ″3°MT-11355 ″4°MT-11455 ″°MT-11120 ″3°MT-11260 ″6°MT-11360 ″°MT-11460 ″°MT-11130 ″4°MT-11265 ″7°MT-11365 ″7°MT-11465 ″°MT-11140 ″4°MT-11270 ″6°MT-11370 ″6°MT-11470 ″3°MT-11150 ″4°MT-11275 ″5°MT-11375 ″6°MT-11475 ″3°MT-11160 ″6°MT-11280 ″8°MT-11380 ″6°MT-11480 ″°MT 9000 MT 9013 MT 9045 MT 9050MT 9001 MT 9015 MT 9046 MT 9051MT 9002 MT 9016 MT 9047 MT 9052MT 9003 MT 9017 MT 9048 MT 9053MT 9004 MT 9036 MT 9049 MT 9054MT 9005 MT 9037 MT 9060 MT 9055MT 9006 MT 9038 MT 9061 MT 9056MT 9007 MT 9039 MT 9062 MT 9057MT 9008 MT 9040 MT 9063 K 5000GMT 9009 MT 9041 K 9000G K 5024GMT 9010 MT 9042 K 9070G K 2400G11MT 9011 MT 9043 K 7000G K 1600G MT 9012 MT 9044 K 7050GQ/TKM 3 —2003附录D蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度YS 11000 °YS 9280 1°YS 8280 2°YS 7280 °YS 11001 °YS 9281 1°YS 8281 °YS 7281 °YS 11002 °YS 9282 °YS 8282 3°YS 7282 5°YS 11003 1°YS 9283 °YS 8283 °YS 7283 °YS 11004 °YS 9284 °YS 8284 °YS 7284 °YS 11005 °YS 9285 2°YS 8285 °YS 7285 6°YS 11006 °YS 9286 2°YS 8286 °YS 7286 °YS 11007 2°YS 9287 °YS 8287 °YS 7287 5°YS 11008 °YS 9288 3°YS 8288 °YS 7288 9°YS 11009 °YS 9289 °YS 8289 5°YS 7289 11°YS 11010 3°YS 9290 °YS 8290 5°YS 7290 11°YS 11011 1°YS 9291 2°YS 7291 °YS 11012 °YS 9292 2°YS 6280 °YS 7292 4°YS 11013 2°YS 9293 °YS 6281 °YS 7293 °YS 11014 2°YS 9294 °YS 6282 °YS 7294 °YS 11015 °YS 9295 °YS 6283 7°YS 7295 5°YS 11016 °YS 9296 °YS 6284 10°YS 7296 °YS 11017 3°YS 9297 5°YS 6285 7°YS 7297 °YS 11018 °YS 9298 °YS 6286 10°YS 7298 °YS 11019 °YS 9299 °YS 6287 10°YS 7299 °YS 11020 °YS 9300 °YS 6288 11°YS 11021 4°YS 9301 °YS 6289 12°YS 11022 °YS 9302 11°YS 6290 12°YS 6291 3°YS 6292 3°YS 6293 °YS 6294 °12YS 6295 °YS 6299 °YS 6296 °YS 6300 7°YS 6297 7°YS 6301 °YS 6298 °YS 6302 °Q/TKM 3 —2003附录D蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度YS 5280 6°YS 4280 3°YS 3280 °YS 2280 °YS 5281 °YS 4281 3°YS 3281 4°YS 2281 °YS 5282 6°YS 4282 4°YS 3282 °YS 2282 3°YS 5283 °YS 4283 °YS 3283 °YS 2283 °YS 5284 °YS 4284 4°YS 3284 5°YS 2284 °YS 5285 °YS 4285 °YS 3285 °YS 2285 3°YS 5286 °YS 4286 °YS 3286 °YS 2286 °YS 5287 °YS 4287 °YS 3287 °YS 2287 3°YS 5288 °YS 4288 °YS 3288 4°YS 2288 3°YS 5289 9°YS 4289 5°YS 3289 9°YS 2289 4°YS 5290 9°YS 4290 5°YS 3290 °YS 2290 4°YS 5291 6°YS 4291 3°YS 3291 3°YS 2291 4°YS 5292 6°YS 4292 °YS 3292 3°YS 2292 4°YS 5293 6°YS 4293 3°YS 3293 °YS 2293 4°YS 5294 °YS 4294 °YS 3294 °YS 2294 4°YS 5295 6°YS 4295 5°YS 3295 5°YS 2295 5°YS 5296 °YS 4296 °YS 3296 5°YS 2296 °YS 5297 12°YS 4297 5°YS 3297 5°YS 2297 °YS 5298 12°YS 4298 °YS 3298 5°YS 2298 °YS 5299 °YS 4299 5°YS 3299 5°YS 2299 5°YS 5300 °YS 4300 °YS 3300 °YS 2300 4°YS 5301 12°YS 4301 °YS 3301 °YS 2301 5°YS 5302 11°YS 4302 °YS 3302 °YS 2302 °YS 1280 1°YS 1287 °YS 1294 °YS 1301 3°13YS 1281 1°YS 1288 3°YS 1295 °YS 1302 3°YS 1282 °YS 1289 °YS 1296 °YS 1283 °YS 1290 °YS 1297 °YS 1284 °YS 1291 2°YS 1298 3°YS 1285 2°YS 1292 2°YS 1299 3°YS 1286 2°YS 1293 °YS 1300 3°14Q/TKM 3 —2003附录E蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度HS3101 ″1°HS4101 ″°HS5101 ″5°HS3102 ″°HS4102 ″°HS5102 ″6°HS3103 ″2°HS4103 ″4°HS5103 ″8°HS3105 ″3°HS4105 ″°HS5105 ″8°HS3106 ″°HS4106 ″°HS5106 ″10°HS3107 ″°HS4107 ″°HS5107 ″10°HS3108 ″°HS4108 ″°HS5108 ″°HS3109 ″6°HS4109 ″°HS5109 ″°HS3110 ″°HS4110 ″9°HS5110 ″15°HS3111 ″°HS4111 ″9°HS5111 ″°HS3112 ″°HS4112 ″°HS5112 ″°HS3113 ″°HS4113 ″5°HS5113 ″6°HS3114 ″°HS4114 ″6°HS5114 ″°HS3115 ″°HS4115 ″°HS5115 ″°HS3116 ″°HS4116 ″°HS5116 ″°HS3117 ″°HS4117 ″°HS5117 ″°HS3118 ″4°HS4118 ″°HS5118 ″10°HS3119 ″4°HS4119 ″10°HS5119 ″10°HS3120 ″°HS4120 ″°HS5120 ″10°HS3121 ″5°HS4121 ″°HS5121 ″°HS3122 ″5°HS4122 ″°HS5122 ″°HS3123 ″°HS4123 ″9°HS5123 ″13°HS3124 ″6°HS4124 ″10°HS5124 ″14°HS6101 ″4°HS6109 ″10°HS6116 ″°HS6102 ″°HS6110 ″°HS6117 ″°HS6103 ″7°HS6111 ″°HS6118 ″°HS6105 ″8°HS6112 ″5°HS6119 ″°HS6106 ″8°HS6113 ″9°HS6120 ″10°HS6107 ″10°HS6114 ″10°HS6121 ″15°HS6108 ″°HS6115 ″°HS6122 ″15°Q/TKM 3 —2003妮红咬花(香港)有限公司蚀纹样板蚀纹号最小脱模斜度抛光程度蚀纹号最小脱模斜度抛光程度蚀纹号最小脱模斜度抛光程度蚀纹号最小脱模斜度抛光程度珩、搪1°以上镜面HN1000 1°以上#600~800 HN 2000 2°以上#600 HN 3000 °以上#800~1000 1°以上镜面1001 1°以上600~800 2001 3°以上600 3001 °以上600~8002°以上镜面1002 °以上600~800 2002 °以上400 3002 2°以上600~8003°以上#800~1000 1003 1°以上600~800 2003 4°以上400 3003 °以上600~8004°以上800~1000 1004 °以上600~800 2004 °以上400 3004 °以上400~600°以上800~1000 1005 °以上600~800 2005 7°以上400 3005 3°以上400~600°以上600~800 1006 2°以上400~600 2006 8°以上400 3006 3°~4°400~6002°以上600~800 1007 °以上400~600 2007 7°以上400 3007 °以上600~800°以上400~800 1008 °以上400~600 2008 °以上400 3008 2°以上400~600°以上400~600 1009 °以上400~600 2009 4°以上400 3009 °以上400~6003°~4°400~600 1010 2°以上400~600 2010 3°以上400 3010 °以上400~6004°~5°400~600 1011 3°以上400~600 2011 3°以上400 3011 3°以上400~600 亚光2°以上#600 1012 3°~4°320~400 2012 °以上400 3012 °以上400~600 °以上400 1013 4°~5°320~400 2013 以上400 3013 °以上400~6003°以上400 1014 5°~6°320~400 2014 3°以上400 2°以上#600°以上320~400 1015 3°~4°320~400 2015 4°以上400 °以上6004°以上320~400 1016 4°~5°320 HN 20 °以上#600 3°以上6005°以上320~400 1017 5°~6°320 21 °以上400~600 °以上6006°以上320 HN2016 °以上#400 22 3°~4°320~400 4°以上600°以上320 2017 °以上400 23 4°~5°320 °以上6007°以上320 2018 6°以上400 24 3°以上320 3°以上600 HN-DS01 3°#320 2019 9°以上400 25 °以上320 °以上600 15DS02 4°320 2020 3°以上400 26 4°以上320 4°以上600 DS03 4°320 2021 °以上400 27 °以上320 5°以上600 DS04 °320 2022 °以上400 28 5°~6°320 5°以上600 DS05 °800 2023 4°以上400 29 5°~6°320 6°以上600 DS06 2°800 2024 °以上400 30 8°以上320 1°以上800 DS07 °600 2025 °以上400 31 9°以上320 2°以上800 DS08 3°400 2026 9°以上400 HN-DS11 1°以上#800 °以上800 HN-TS01 2°以上#600 HN-TS04 4°以上#400 DS12 °以上600~800 °以上600 TS02 °以上400 TS05 °以上400 DS13 2°以上600~800 2°以上800 TS03 3°以上400 TS06 5°以上400 DS14 2°以上600~800 °以上600 16。
模具斜度及蚀纹关系对照表
蚀纹号
YS 4280 YS 4281 YS 4282 YS 4283 YS 4284 YS 4285 YS 4286 YS 4287 YS 4288 YS 4289 YS 4290 YS 4291 YS 4292 YS 4293 YS 4294 YS 4295 YS 4296 YS 4297 YS 4298
WORD 格式整理版 专业学习 参考资料
Q/TKM 3 — 2003
WORD 格式整理版
附
录C
蚀纹号
MT-11000 MT-11010 MT-11020 MT-11030 MT-11040 MT-11050 MT-11060 MT-11070 MT-11080 MT-11090 MT-11100 MT-11110 MT-11120 MT-11130 MT-11140 MT-11150 MT-11160
0.12 0.11 0.012 0.012
最小脱
模斜度
4.5° 4° 5.5° 5.5° 5° 7.5° 7.5° 7.5° 4° 9° 9.5° 3° 3° 4.5° 5.5° 5° 5° 5° 5°
蚀纹号
YS 2280 YS 2281 YS 2282 YS 2283 YS 2284 YS 2285 YS 2286 YS 2287 YS 2288 YS 2289 YS 2290 YS 2291 YS 2292 YS 2293 YS 2294 YS 2295 YS 2296 YS 2297 YS 2298
MT 9013 MT 9015 MT 9016 MT 9017 MT 9036 MT 9037 MT 9038 MT 9039 MT 9040
专业学习 参考资料
MT 9045 MT 9046 MT 9047 MT 9048 MT 9049 MT 9060 MT 9061 MT 9062 MT 9063
模具斜度与蚀纹关系对照表
深度
0.0004″ 0.001″ 0.0015″ 0.002″ 0.003″ 0.0045″ 0.003″ 0.003″ 0.002″ 0.0035″ 0.006″ 0.0025″ 0.002″ 0.0025″ 0.0025″ 0.00275″ 0.004″
MT 9000 MT 9001 MT 9002 MT 9003 MT 9004 MT 9005 MT 9006 MT 9007 MT 9008 MT 9009 MT 9010 MT 9011 MT 9012
4°
MT-11330
0.004″
6°
MT-11335
0.0015″
2.5°
MT-11340
0.002″
3°
MT-11345
0.0025″
4°
MT-11350
0.002″
3°
MT-11355
0.004″
6°
MT-11360
0.005″
7°
MT-11365
0.004″
6°
MT-11370
0.0035″
5°
附
录D
益新电机蚀刻有限公司蚀纹样板
深度
最小脱 模斜度
最小脱
模斜度
3° 4° 5.5° 3° 4° 5.5° 10° 15° 1.5° 2.5° 4° 4.5° 5.5° 7.5° 3° 3° 4.5°
13
蚀纹号
YS 11000 YS 11001 YS 11002 YS 11003 YS 11004 YS 11005 YS 11006 YS 11007 YS 11008 YS 11009 YS 11010 YS 11011 YS 11012 YS 11013 YS 11014 YS 11015 YS 11016 YS 11017 YS 11018 YS 11019 YS 11020 YS 11021 YS 11022
模具表面处理
Depth(mm) 0.0004 0.001 0.0015 0.002 0.003 0.0045 0.003 0.003 0.002 0.0035 0.006 0.0025 0.002 0.0025 0.0025 0.00275 0.004
Angle 1° 1.5° 2.5° 3° 4.5° 6.5° 4.5° 4.5° 3° 5.5° 9° 4° 3° 4° 4° 4° 6°
抛光(Polish)
火花纹(Thin Fire Texture) 化学蚀纹(Texture)
蚀纹处理和模具斜度
电镀(Plating)
喷砂(Blasting)
抛光(Polish)
SPI - Society of the Plastics Industry 塑料工业协会
Diamond Mold Polishing & Finishing Specifications
Paper
Stone
C3
D1 D2
is comparable to
is finer than is comparable to #5
38-42
10-12 26-32
Dry Blasted
D3
is a little more coarse than
190-230
钻石抛光
(非常适合镀镍和镀铬)
砂纸抛光 油石抛光
Plaque #8 Ptn.# Depth(mm) MT588 0.0085 MT888 0.013 MT1028 0.0035 MT1067 0.013 MT1149 0.013 MT1153 0.0075 MT1211 0.0095 MT1226 0.0035 MT1227 0.0035 MT1228 0.0095 MT1230 0.013 MT1232 0.003 MT1233 0.0035 MT1234 0.0035 MT1235 0.0035 MT1236 0.0035 MT1238 0.0045 23031 0.0085
模具斜度与蚀纹关系对照表
深度
0.0004″ 0.001″ 0.0015″ 0.002″ 0.003″ 0.0045″ 0.003″ 0.003″ 0.002″ 0.0035″ 0.006″ 0.0025″ 0.002″ 0.0025″ 0.0025″ 0.00275″ 0.004″
MT 9000 MT 9001 MT 9002 MT 9003 MT 9004 MT 9005 MT 9006 MT 9007 MT 9008 MT 9009 MT 9010
最小脱
模斜度
0.15° 0.25° 0.5°
1° 1.5° 1.5° 1.7° 2° 2.2° 2.5° 3° 1° 1.5° 2° 2° 2.3° 2.5° 3° 3.2° 3.5° 3.5° 4° 4.5°
蚀纹号
YS 9280 YS 9281 YS 9282 YS 9283 YS 9284 YS 9285 YS 9286 YS 9287 YS 9288 YS 9289 YS 9290 YS 9291 YS 9292 YS 9293 YS 9294 YS 9295 YS 9296 YS 9297 YS 9298 YS 9299 YS 9300 YS 9301 YS 9302
最小脱
模斜度
3° 4° 5.5° 3° 4° 5.5° 10° 15° 1.5° 2.5° 4° 4.5° 5.5° 7.5° 3° 3° 4.5°
MT 9011 MT 9012
12
蚀纹号
YS 11000 YS 11001 YS 11002 YS 11003 YS 11004 YS 11005 YS 11006 YS 11007 YS 11008 YS 11009 YS 11010 YS 11011 YS 11012 YS 11013 YS 11014 YS 11015 YS 11016 YS 11017 YS 11018 YS 11019 YS 11020 YS 11021 YS 11022
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
G ---半光澤
G ---半光澤
HN26 HN27 HN28 HN29 HN30 HN31 HN1000 HN1001 HN1002 HN1003 HN1004 HN1005 HN1006 HN1007 HN1008 HN1009 HN1010 HN1011 HN1012 HN1013 HN1014 HN1015 HN1016 HN1017 HN2000 HN2001 HN2002 HN2003 HN2004 HN2005 HN2006 HN2007 HN2008 HN2009 HN2010 HN2011 HN2012 HN2013
昵宏咬花規格表
咬花番號 HN-DS11 HN-DS12 HN-DS13 拔模斜度 1° 1.5° 2° 平均值 μ 5 ~ 7 10 ~ 13 12 ~ 15 打光程度 800 600 ~ 800 600 ~ 800 加工種類
噴砂咬花
HN-DS14 HN-DS01 HN-DS02 HN-DS03 HN-DS04 HN-DS05 HN-DS06 HN-DS07 HN-DS08 梨地 NO. 梨地 NO. 梨地 NO. 梨地 NO. 梨地 NO. 梨地 NO. 梨地 NO. 梨地 NO. 梨地 NO. NO. NO. NO. NO. NO. NO. NO. NO. NO. NO. NO. NO. HN20 HN21 HN22 HN23 HN24 HN25 1 2 3 4 5 6 7 8 9 10 11 12 1 2 3 4 5 6 7 8 9
0.005 0.002 0.002 0.003 Plaque Ptn.# MT980 MT901 MT945 MT970 MT972 MT973 MT974 MT978 MT985 MT1055-1 MT1055-2 MT1055-3 MT1055-4 MT1055-5 MT1055 MT1055-6 MT1055-7
4° 5° 5~6° 5~6° 6° 6° 1° 1° 1.5° 1° 1° 1° 2° 2.5° 3° 1.5° 2° 3° 3.5° 4° 5° 3° 4° 5° 1.5° 2° 2.5° 3.5° 4° 5.5° 5.5° 5° 5° 3° 3.5° 2° 3° 3.5°
#320 #320 #320 #320 #320 #320 S ---半光澤 4~5 #800 5~6 #800 8~ #800 3~4 #800 4~5 #800 5~6 #800 10~11 #600 12~13 #600 17~19 #600 6~7 #600 7~8 #600 13~14 #600 25~27 #400 33~37 #400 43~50 #400 19~21 #400 32~~33 #320 36~~38 #320 S ---半光澤 8~9 #600 13~15 #600 22~34 #400 40~44 #400 44~47 #400 61~65 #400 60~63 #400 61~64 #400 63~66 #400 33~35 #400 43~46 #400 20~21 #400 28~32 #400 30~35 #400
2.5° 2.5° 3° 4° 4° 5° 2° 2.5° 3° 4° 4.5° 5° 5°
#400 #400 #400 #400 #400 #400 #400 #400 #400 #400 #400 #400 #400 S ---半光澤 1.5° 4~5 #800 1.5° 5~6 #800 1.5° 7~9 #800 2.5° 8~11 #800 3° 10~15 #600 3° 16~18 #600 3.5° 17~20 #600 1.5° 7~9 #600 2° 9~11 #600 2.5° 12~14 #600 2.5° 15~18 #600 3° 18~22 #600 3.5° 24~28 #600 3.5° 27~31 #600 S ---半光澤 每千分之一英寸, 拔模為 1°-1.5°
2° 3° 4° 4° 4.5° 1.5° 2° 2.5° 3° 2° 2.5° 3° 3.5° 4° 4.5° 6° 6° 6° 1° 1° 1° 1° 1° 1.5° 1.5° 2° 2.5° 3° 3~4° 4~5° 2.5° 3° 3~4° 4~5° 4° 4°
13 ~ 19 25 ~ 30 35 ~ 40 36 ~ 42 38 ~ 43 9 ~ 13 14 ~ 19 19 ~ 24 25 ~ 30 8~9 15~16 15~17 16~18 20~23 25~30 40~42 57~60 60~66
Plaque #7 Ptn.# Depth MT325 0.003 MT964 0.003 MT1038 0.002 MT1043 0.002 MT1170 0.0025 MT1192 0.0015 MT1239 0.003 MT1240 0.003 MT1241 0.002 MT1242 0.002 MT1243 0.002 MT1244 0.0025 MT1250 0.003 MT2019 0.0025 MT2020 0.002 MT2028 0.0025 23053 0.002 23064 0.0015
ቤተ መጻሕፍቲ ባይዱ
MT-11365 MT-11370 MT-11375 MT-11380
0.0045 0.004 0.004 0.004
7° 6° 6° 6°
MT-11465 MT-11470 MT-11475 MT-11480 Plaque #8 Ptn.# Depth MT588 0.0085 MT888 0.013 MT1028 0.0035 MT1067 0.013 MT1149 0.013 MT1153 0.0075 MT1211 0.0095 MT1226 0.0035 MT1227 0.0035 MT1228 0.0095 MT1230 0.013 MT1232 0.003 MT1233 0.0035 MT1234 0.0035 MT1235 0.0035 MT1236 0.0035 MT1238 0.0045 23031 0.0085
26~30 37~40 41~43 45~50 58~63 65~73
G ---半光澤
G ---半光澤
HN2014 HN2015 HN2016 HN2017 HN2018 HN2019 HN2020 HN2021 HN2022 HN2023 HN2024 HN2025 HN2026 HN3000 HN3001 HN3002 HN3003 HN3004 HN3005 HN3006 HN3007 HN3008 HN3009 HN3010 HN3011 HN3012 HN3013
7.5° 3° 3° 4.5° #10 Depth 0.004 0.003 0.0065 0.002 0.0025 0.0035 0.0025 0.003 0.0025 0.0001 0.0045 0.0005 0.0075 0.001 0.0015 0.0017 0.0225
Plaque #6 Ptn.# Depth MT229 0.003 MT392 0.004 MT585 0.0035 MT889 0.004 MT1013 0.003 MT1015 0.0055 MT1039 0.003 MT1055 0.0055 MT1068 0.0055 MT1070 0.007 MT1074 0.0055 MT1129 0.003 MT1159 0.008 MT1122 0.0015 MT1125 0.006 MT1126 0.0065 MT1127 0.0025 MT1526 0.0135
600 ~ 800 320 320 320 320 800 800 600 400 化學咬花
#400 #400 #400 #400 #400 #400 #320 #320 #320 S ---半光澤 1.7 鏡面 1 鏡面 1.4 鏡面 1.8 1000 2.9 1000 4 1000 6.5 #800 7 #800 7.7 #800 10~11 #600 12~15 #600 16~18 #600 S ---半光澤 12~14 #400 15~17 #400 23~25 #400 33~37 #320 19~21 #320 23~25 #320
咬花 MT 版常用規格表
每千分之一英寸, 拔模為 1°-1.5° Mold-Tech A Ptn.# MT-11000 MT-11010 MT-11020 MT-11030 MT-11040 MT-11050 MT-11060 MT-11070 MT-11080 MT-11090 MT-11100 MT-11110 MT-11120 MT-11130 MT-11140 MT-11150 MT-11160 Depth 0.0004 0.001 0.0015 0.002 0.003 0.0045 0.003 0.003 0.002 0.0035 0.006 0.0025 0.002 0.0025 0.0025 0.00275 0.004 Mold-Tech C Ptn.# MT-11300 MT-11305 MT-11310 MT-11315 MT-11320 MT-11325 MT-11330 MT-11335 MT-11340 MT-11345 MT-11350 MT-11355 MT-11360 Depth 0.0025 0.005 0.005 0.001 0.0025 0.003 0.002 0.002 0.003 0.003 0.0035 0.0025 0.0035 Angle 3.5° 7.5° 7.5° 1.5° 4° 4.5° 3° 3° 4.5° 4.5° 5.5° 4° 5.5° Ptn.# MT-11400 MT-11405 MT-11410 MT-11415 MT-11420 MT-11425 MT-11430 MT-11435 MT-11440 MT-11445 MT-11450 MT-11455 MT-11460 Angle 1° 1.5° 2.5° 3° 4.5° 6.5° 4.5° 4.5° 3° 5.5° 9° 4° 3° 4° 4° 4° 6° Ptn.# MT-11200 MT-11205 MT-11210 MT-11215 MT-11220 MT-11225 MT-11230 MT-11235 MT-11240 MT-11245 MT-11250 MT-11255 MT-11260 MT-11265 MT-11270 MT-11275 MT-11280 Mold-Tech B Depth 0.003 0.0025 0.0035 0.0045 0.005 0.0045 0.0025 0.004 0.0015 0.002 0.0025 0.002 0.004 0.005 0.004 0.0035 0.0055 Mold-Tech D Depth 0.002 0.0025 0.0035 0.002 0.0025 0.0035 0.007 0.010 0.0005 0.0015 0.0025 0.003 0.0035 Angle 3° 4° 5.5° 3° 4° 5.5° 10° 15° 1.5° 2.5° 4° 4.5° 5.5° Angle 4.5° 4° 5.5° 6.5° 7.5° 6.5° 4° 6° 2.5° 3° 4° 3° 6° 7° 6° 5° 8°