最全咬花(晒纹)拔模角度设计
模具设计时拔模角度的设置

模具设计时拔模角度的设置討論拔模角度讨论一下拔摸斜度,请发表高见,多大的产品需要多大的拔摸斜度。
请大家举例说明。
拔摸斜度和产品的深度有关系.看你要达到什么目的了.而且对于产品外观的拔摸斜度和产品的表面处理有关系.相同的深度,表面咬花需要的拔摸斜度比光面要大.而BOSS柱和加强肋就不是要求很严,以容易脱模和不缩水为原则.我们外形一般用1~2度左右以下是我的经验值:电视产品缺省的斜度是1:40,前壳为1.5度(我刚做了一个2度的)。
后盖因为牵扯到皮纹,如果深度不大(小于30毫米),一般不等小于3度。
深度较大,一般不小于6~8度。
至于有什么理论公式,还请版主赐教這個話題剛好我在別的論壇上發表過先轉貼過來了:「拔模角」這個問題對機構人員來說,是個非常重要的課題 .什麼情況要畫拔模斜度?什麼情況不需要斜度?外觀斜度要多少?補強肋,螺絲駐斜度要多少?真的都需要經驗,及和模具設計人員討論對機構人員來說,不要畫拔模角是最好的因為在畫所有的結構時,標尺寸的參考只有「一條線」加了斜度後,正式圖看起來就有「二條線」萬一選錯條,以後就麻煩了(有經驗的人應該聽的懂吧!)供一下個人的經驗:拔模斜度可以在所有的結構都完成後,再來一次畫出來一方面可以避免出錯一方面可以加快軟體運算的速度.其實一個負責任的機構人員 .應該是要把「該有」的「所有拔模斜度」都畫出來 .如果你把這項工作交給模具設計人員來畫的時候 .他怎麼知道你哪些地方是做「緊配合」,哪些有「間隙」?而且拔模基準面應該是以「底部」,還是「頂部」為準呢?一旦「猜錯」了,有可能成品就會有干涉了 .還有有些比較高,比較深的結構是做「入子」的以及有些螺絲孔是做「套筒」的那時需不需要做斜度,那裡不需要做斜度就要跟模具人員好好討論了「拔模斜度」這個話題還有很多可以討論的常常為了這個問題會讓模具設計人員對機構設計人員有很大的抱怨這個可以多聽聽版上那些模具設計人員的心聲一般我的经验是:能不作斜度的尽量不作!原则是:1、作模具的时候容易加的!2、作大作小关系不大的!外观的如果是出模方向的,斜度一定要作!如果是行位上出的,可以作直的!一些柱子、筋等,如果不是很深也不作!需要配合的,斜度一定要作!斜度的大小一般根据蚀纹的型号,有具体的数值,可以查的!基本全是经验值,要考虑模具的制作方法!。
咬花面拔模标准

咬花面拔模標准一﹐產品外觀面若需咬花﹐我們在拆模時需嚴格按照下面的標准對產品沿脫模方向進行拔模﹐以避免黏模拉傷成品。
(以下為常見兩種版本咬花規格表)咬花MT版常用規格表每千分之一英寸, 拔模為1°-1.5°Mold-Tech A Mold-Tech BPtn.#Depth Angle Ptn.#Depth Angle MT-110000.00041°MT-112000.003 4.5°MT-110100.001 1.5°MT-112050.00254°MT-110200.0015 2.5°MT-112100.0035 5.5°MT-110300.0023°MT-112150.0045 6.5°MT-110400.003 4.5°MT-112200.0057.5°MT-110500.0045 6.5°MT-112250.0045 6.5°MT-110600.003 4.5°MT-112300.00254°MT-110700.003 4.5°MT-112350.0046°MT-110800.0023°MT-112400.0015 2.5°MT-110900.0035 5.5°MT-112450.0023°MT-111000.0069°MT-112500.00254°MT-111100.00254°MT-112550.0023°MT-111200.0023°MT-112600.0046°MT-111300.00254°MT-112650.0057°MT-111400.00254°MT-112700.0046°MT-111500.002754°MT-112750.00355°MT-111600.0046°MT-112800.00558°Mold-Tech C Mold-Tech DPtn.#Depth Angle Ptn.#Depth AngleMT-11300 0.0025 3.5° MT-11400 0.002 3° MT-11305 0.005 7.5° MT-11405 0.0025 4° MT-11310 0.005 7.5° MT-11410 0.0035 5.5° MT-11315 0.001 1.5° MT-11415 0.002 3° MT-11320 0.0025 4° MT-11420 0.0025 4° MT-11325 0.003 4.5° MT-11425 0.0035 5.5° MT-11330 0.002 3° MT-11430 0.007 10° MT-11335 0.002 3° MT-11435 0.010 15° MT-11340 0.003 4.5° MT-11440 0.0005 1.5° MT-11345 0.003 4.5° MT-11445 0.0015 2.5° MT-11350 0.0035 5.5° MT-11450 0.0025 4° MT-11355 0.0025 4° MT-11455 0.003 4.5° MT-11360 0.0035 5.5° MT-11460 0.0035 5.5° MT-11365 0.0045 7° MT-11465 0.005 7.5° MT-11370 0.004 6° MT-11470 0.002 3° MT-11375 0.004 6° MT-11475 0.002 3° MT-113800.0046°MT-114800.0034.5°Plaque #6 Plaque #7 Plaque #8 Plaque #10 Ptn.# Depth Ptn.#Depth Ptn.# Depth Ptn.# Depth MT229 0.003 MT3250.003 MT588MT980 0.004 MT392 0.004 MT964 0.003 MT888 0.013 MT901 0.003 MT585 0.0035 MT1038 0.002 MT1028 0.0035 MT945 0.0065MT889 0.004 MT1043 0.002 MT1067 0.013 MT970 0.002 MT1013 0.003 MT1170 0.0025 MT1149 0.013 MT972 0.0025MT1015 0.0055 MT1192 0.0015 MT1153 0.0075 MT973 0.0035MT1039 0.003 MT1239 0.003 MT1211 0.0095 MT974 0.0025MT1055 0.0055 MT1240 0.003 MT1226 0.0035 MT978 0.003 MT1068 0.0055 MT1241 0.002 MT1227 0.0035 MT985 0.0025MT1070 0.007 MT1242 0.002 MT1228 0.0095 MT1055-1 0.0001MT1074 0.0055 MT1243 0.002 MT1230 0.013 MT1055-2 0.0045MT1129 0.003 MT1244 0.0025 MT1232 0.003 MT1055-3 0.0005MT1159 0.008 MT1250 0.003 MT1233 0.0035 MT1055-4 0.0075MT11220.0015MT20190.0025MT12340.0035MT1055-50.001MT1127 0.0025 23053 0.002 MT1238 0.0045 MT1055-7 0.0225MT1526 0.0135 23064 0.0015 23031 0.0085 MT1055-8 0.0325MT11260.0065MT20280.0025MT12360.0035MT1055-60.0017 MT11270.0025230530.002MT12380.0045MT1055-70.0225 MT15260.0135230640.0015230310.0085MT1055-80.0325昵宏咬花規格表咬花番號拔模斜度平均值 μ打光程度加工種類HN-DS111° 5 ~ 7800HN-DS12 1.5°10 ~ 13600 ~ 800HN-DS132°12 ~ 15600 ~ 800HN-DS142°13 ~ 19600 ~ 800HN-DS013°25 ~ 30320HN-DS024°35 ~ 40320HN-DS034°36 ~ 42320HN-DS04 4.5°38 ~ 43320HN-DS05 1.5°9 ~ 13800HN-DS062°14 ~ 19800HN-DS07 2.5°19 ~ 24600HN-DS083°25 ~ 30400梨地NO. 12°8~9 #400梨地NO. 2 2.5°15~16#400梨地NO. 33°15~17#400梨地NO. 4 3.5°16~18#400梨地NO. 54°20~23#400梨地NO. 6 4.5°25~30#400梨地NO. 76°40~42#320梨地NO. 86°57~60#320梨地NO. 96°60~66#320S ---半光澤 G ---半光澤NO. 11° 1.7鏡面NO. 31° 1.4鏡面NO. 41° 1.81000 NO. 51° 2.91000 NO. 6 1.5°41000 NO. 7 1.5° 6.5#800 NO. 82°7#800 NO. 9 2.5°7.7#800 NO. 103°10~11#600 NO. 113~4°12~15#600 NO. 124~5°16~18#600S ---半光澤 G ---半光澤 HN20 2.5°12~14#400 HN213°15~17#400 HN223~4°23~25#400 HN234~5°33~37#320 HN244°19~21#320 HN254°23~25#320 HN264°26~30#320 HN275°37~40#320 HN285~6°41~43#320 HN295~6°45~50#320 HN306°58~63#320 HN316°65~73#320S ---半光澤 G ---半光澤HN10001°4~5#800 HN10011°5~6#800 HN1002 1.5°8~#800 HN10031°3~4#800 HN10041°4~5#800 HN10051° 5~6#800 HN10062°10~11#600 HN1007 2.5°12~13#600 HN10083°17~19#600 HN1009 1.5°6~7#600 HN10102°7~8#600HN10113°13~14#600 HN1012 3.5°25~27#400 HN10134°33~37#400 HN10145°43~50#400 HN10153°19~21#400 HN10164°32~~33#320 HN10175°36~~38#320S ---半光澤 G ---半光澤 HN2000 1.5°8~9#600 HN20012°13~15#600 HN2002 2.5°22~34#400 HN2003 3.5°40~44#400 HN20044°44~47#400 HN2005 5.5°61~65#400 HN2006 5.5°60~63#400 HN20075°61~64#400 HN20085°63~66#400 HN20093°33~35 #400 HN2010 3.5°43~46#400 HN20112°20~21#400 HN20123°28~32#400 HN2013 3.5°30~35#400 HN2014 2.5°19~22#400 HN2015 2.5°25~29#400 HN20163°33~38#400 HN20174°38~41#400 HN20184°50~58#400 HN20195°70~75#400 HN20202°16~23#400 HN2021 2.5°23~26#400 HN20223°25~27#400 HN20234°30~34#400 HN2024 4.5°42~50#400 HN20255°52~56#400 HN20265°62~70 #400S ---半光澤 G ---半光澤HN3000 1.5°4~5#800HN3001 1.5°5~6#800HN3002 1.5°7~9#800HN3003 2.5°8~11#800HN30043°10~15#600HN30053°16~18#600HN3006 3.5°17~20#600HN3007 1.5°7~9#600HN30082°9~11#600HN3009 2.5°12~14#600HN3010 2.5°15~18#600HN30113°18~22#600HN3012 3.5°24~28#600HN3013 3.5°27~31#600每千分之一英寸, 拔模為1°-1.5°二﹐具體實例說明(以電池蓋為例)1. 咬花面拆在母模﹐則沿脫模方向之母模面要按上述標准做拔模角。
晒纹(咬花)整理资料

15 mm
15 mm
15 mm
15 mm
MOLD-TECH
TEXTURE # MT-11000 MT-11010 MT-11020 MT-11030 MT-11040 MT-11050 MT-11060 MT-11070 MT-11080 MT-11090 MT-11100 MT-11110 DRAFT 1° ? MIN 1.5 2.5 3 4.5 6.5 4.5 4.5 3 5.5 9 4 DEEP. .0004 .001 .0015 .002 .003 .0045 .003 .003 .002 .0035 .006 .0025
六. 咬 花 粗 度 比 較 / 精 密測 試
以下是使用德國 HOMMEL TESTER T1000 型表面粗度測定器所測出 表面粗度, 深度及圖形, 藉此可 明白區分噴砂, 梨地,皮紋及寫真等類花 紋之不同. 主要符號說明如下: Ra: 算 術平 均 粗 度 值 Rz: 山 谷 平 均 值 Rm: 最 大 山 谷 深 度 值 噴 砂
NO:12
Hommer Tester T1000 C - 320 Dat:-------------Nr:----------------
梨 地
NO:9
Hommer Tester T1000 C - 320 Dat:-------------Nr:---------------Lt = 15 mm Lc = 2.5 mm Ra = 12.18 Um Rz = 58.84 Um Rm = 64.88 Um Nr = 00023/cm
咬花製作參考資料
DRAFT 4° 5° 半光澤 全光澤 DEEP. 32 - 33 36 - 38
三.各類花紋之比較
噴砂 (HN20-23,1000-1017, No.1-12 HN 3000-3013) 加工:一日-三日 特徵:1.交貨期短 2.維修簡單 3.價格較便宜 4.可取得細緻均勻圖樣 注意點:耐久性短,細砂
咬花知识整理_Bonnie_2015.11.3

蚀纹制作过程
A. 关于 EDM 电子放电加工
EDM Scale--电火花加工(即使是少量的)会阻挠我们用于蚀纹工序中使用的腐蚀液。如果 EDM Scale 出现
影响模具光泽度的因素: 1. 模具材质 2. 模具硬度 3. 砂粒选择 4. 抛光 5. 蚀刻面 6. 烧焊区域 7. 砂孔 8. 火花 9. 材质线 10. 经过热处理或者氮化的模具
虽然只有很少的部分影响光泽度的因素在我们的控制范围内,我们需要得到您对光泽度要求的详尽的信息;OEM 通常限定一个光泽值(采用 60°光度计)如果我们知道模具的注塑成型的塑胶型号,我们通常能够调整模具表面值以 达到产品的光泽度要求。 注塑后,如果您发现光泽度未达到要求,首先可以通过调节注塑参数来改善的,其次可以通过蚀纹改善。
C. 表面精度要求 某些表纹可遮掩成成型件:表面刮痕,丝痕,流纹等。但很多幼纹如:MT 11000, MT 11010, MT 1055-2 等都
很精细,纹形较浅,不能掩盖上述成型件上的缺陷。 纹精度通常要求不低于 340 糙面精度。此精度适合大部分深度纹或更深的纹样要求。 如果是幼纹,如以上所述或类似的深度或更浅纹,我们建议模具表面精度应达到 400 砂纸或 SPI B2。尽管 240 糙
当您准备选择纹理时,可从以下几个方面考虑: 1.采用该纹理的产品的类别; 2.产品外观的整体风格; 3.产品的材质; 4.纹理的手感; 5.抗磨损性; 6.光泽度; 7.深度; 8.时尚性; 9.经济效应.
蚀纹前准备
模具的蚀纹技术涉及很多方面,其中在蚀纹前的工作对蚀纹的效果有着重要作用,因此不可忽视一套模具在蚀纹前所 需的每一点细节。 模具蚀纹前的知识 A、脱模角度要求(500mm 高度以下),每 13micron 至少需要 1 度(特别的纹理除外) B、抛光要求 5microns 左右的要求用 1200 以上砂纸 10microns 左右的用 1000 砂纸
第2章 模具表面晒纹-脱模角度的确定原则
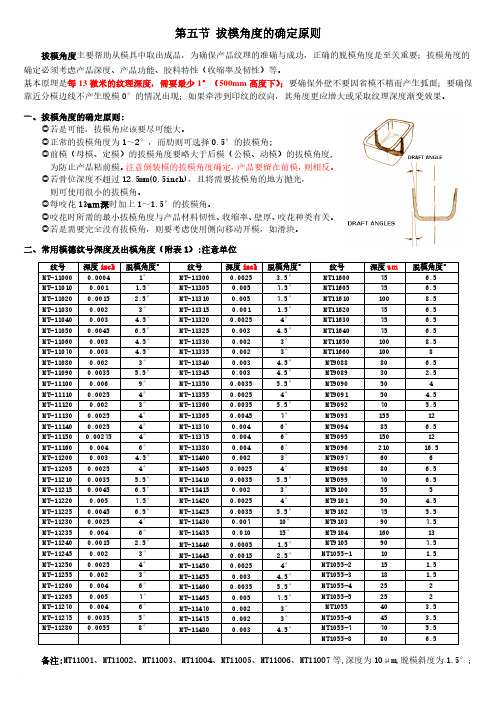
第五节拔模角度的确定原则拔模角度主要帮助从模具中取出成品,为确保产品纹理的准确与成功,正确的脱模角度是至关重要;拔模角度的确定必须考虑产品深度、产品功能、胶料特性(收缩率及韧性)等。
基本原理是每13微米的纹理深度,需要最少1°(500mm高度下);要确保外壁不要因省模不精而产生弧面;要确保靠近分模边线不产生脱模0°的情况出现;如果牵涉到印纹的纹向,其角度更应增大或采取纹理深度渐变效果。
一、拔模角度的确定原则:◎若是可能,拔模角应该要尽可能大。
◎正常的拔模角度为1~2°,而肋则可选择0.5°的拔模角;◎前模(母模、定模)的拔模角度要略大于后模(公模、动模)的拔模角度,为防止产品粘前模。
注意倒装模的拔模角度确定,产品要留在前模,则相反。
◎若骨位深度不超过12.5mm(0.5inch),且将需要拔模角的地方抛光,则可使用很小的拔模角。
◎每咬花13um深时加上1~1.5°的拔模角。
◎咬花时所需的最小拔模角度与产品材料韧性、收缩率、壁厚、咬花种类有关。
◎若是需要完全没有拔模角,则要考虑使用侧向移动开模,如滑块。
二、常用模德纹号深度及出模角度(附表1):注意单位纹号深度inch脱模角度° 纹号深度inch脱模角度°纹号深度um脱模角度°MT-11000 0.0004 1° MT-11300 0.0025 3.5° MT11600 75 6.5MT-11010 0.001 1.5° MT-11305 0.005 7.5° MT11605 75 6.5MT-11020 0.0015 2.5° MT-11310 0.005 7.5° MT11610 100 8.5MT-11030 0.002 3° MT-11315 0.001 1.5° MT11620 75 6.5MT-11040 0.003 4.5° MT-11320 0.0025 4° MT11630 75 6.5MT-11050 0.0045 6.5° MT-11325 0.003 4.5° MT11640 75 6.5MT-11060 0.003 4.5° MT-11330 0.002 3° MT11650 100 8.5MT-11070 0.003 4.5° MT-11335 0.002 3° MT11660 100 8MT-11080 0.002 3° MT-11340 0.003 4.5° MT9088 80 6.5MT-11090 0.0035 5.5° MT-11345 0.003 4.5° MT9089 30 2.5MT-11100 0.006 9° MT-11350 0.0035 5.5° MT9090 50 4MT-11110 0.0025 4° MT-11355 0.0025 4° MT9091 50 4.5MT-11120 0.002 3° MT-11360 0.0035 5.5° MT9092 70 5.5MT-11130 0.0025 4° MT-11365 0.0045 7° MT9093 155 12MT-11140 0.0025 4° MT-11370 0.004 6° MT9094 85 6.5MT-11150 0.00275 4° MT-11375 0.004 6° MT9095 150 12MT-11160 0.004 6° MT-11380 0.004 6° MT9096 210 16.5MT-11200 0.003 4.5° MT-11400 0.002 3° MT9097 60 6MT-11205 0.0025 4° MT-11405 0.0025 4° MT9098 80 6.5MT-11210 0.0035 5.5° MT-11410 0.0035 5.5° MT9099 70 6.5MT-11215 0.0045 6.5° MT-11415 0.002 3° MT9100 55 5MT-11220 0.005 7.5° MT-11420 0.0025 4° MT9101 50 4.5MT-11225 0.0045 6.5° MT-11425 0.0035 5.5° MT9102 75 5.5MT-11230 0.0025 4° MT-11430 0.007 10° MT9103 90 7.5MT-11235 0.004 6° MT-11435 0.010 15° MT9104 160 13MT-11240 0.0015 2.5° MT-11440 0.0005 1.5° MT9105 90 7.5MT-11245 0.002 3° MT-11445 0.0015 2.5° MT1055-1 10 1.5MT-11250 0.0025 4° MT-11450 0.0025 4° MT1055-2 15 1.5MT-11255 0.002 3° MT-11455 0.003 4.5° MT1055-3 18 1.5MT-11260 0.004 6° MT-11460 0.0035 5.5° MT1055-4 25 2MT-11265 0.005 7° MT-11465 0.005 7.5° MT1055-5 25 2MT-11270 0.004 6° MT-11470 0.002 3° MT1055 40 3.5MT-11275 0.0035 5° MT-11475 0.002 3° MT1055-6 45 3.5MT-11280 0.0055 8° MT-11480 0.003 4.5° MT1055-7 70 5.5MT1055-8 80 6.5 备注:MT11001、MT11002、MT11003、MT11004、MT11005、MT11006、MT11007等,深度为10μm,脱模斜度为1.5°;。
(完整版)咬花标准

(完整版)咬花标准蚀纹标准一.Mold-T echMold-Tech A Mold-Tech BPtn.#Depth Angle Ptn.#Depth AngleMT-110000.00041°MT-112000.003 4.5°MT-110100.001 1.5°MT-112050.00254°MT-110200.0015 2.5°MT-112100.0035 5.5°MT-110300.0023°MT-112150.0045 6.5°MT-110400.003 4.5°MT-112200.0057.5°MT-110500.0045 6.5°MT-112250.0045 6.5°MT-110600.003 4.5°MT-112300.00254°MT-110700.003 4.5°MT-112350.0046°MT-110800.0023°MT-112400.0015 2.5°MT-110900.0035 5.5°MT-112450.0023°MT-111000.0069°MT-112500.00254°MT-111100.00254°MT-112550.0023°MT-111200.0023°MT-112600.0046°MT-111300.00254°MT-112650.0057°MT-111400.00254°MT-112700.0046°MT-111500.002754°MT-112750.00355°MT-111600.0046°MT-112800.00558°Mold-Tech C Mold-Tech DPtn.#Depth Angle Ptn.#Depth AngleMT-113000.0025 3.5°MT-114000.0023°MT-113050.0057.5°MT-114050.00254°MT-113100.0057.5°MT-114100.0035 5.5°MT-113150.001 1.5°MT-114150.0023°MT-113200.00254°MT-114200.00254°MT-113250.003 4.5°MT-114250.0035 5.5°MT-113300.0023°MT-114300.00710°MT-113350.0023°MT-114350.01015°MT-113400.003 4.5°MT-114400.0005 1.5°MT-113450.0034.5°MT-114450.0015 2.5°MT-113500.00355.5°MT-114500.00254°MT-113550.00254°MT-114550.003 4.5°MT-113600.0035 5.5°MT-114600.0035 5.5°MT-113650.00457°MT-114650.0057.5°MT-113700.0046°MT-114700.0023°MT-113750.0046°MT-114750.0023°MT-113800.0046°MT-114800.003 4.5°Plaque #6Plaque #7Plaque #8Plaque #10Ptn.#Depth Ptn.#Depth Ptn.#Depth Ptn.#Depth MT2290.003MT3250.003MT5880.0085MT9800.004MT3920.004MT9640.003MT8880.013MT9010. 003MT5850.0035MT10380.002MT10280.0035MT9450.0065MT8890.004MT10430.002MT10670.013MT9700.002MT10130.003MT11700.0025MT11490.013MT9720.0025MT10150.0055MT11920.0015MT11530.0075MT9730.0035MT10390.003MT12390.003MT12110.0095MT9740.0025MT10550.0055MT12400.003MT12260.0035MT9780.003MT10680.0055MT12410.002MT12270.0035MT9850.0025MT10700.007MT12420.002MT12280.0095MT1055-10.0001MT10740.0055MT12430.002MT12300.013MT1055-20.0045MT11290.003MT12440.0025MT12320.003MT1055-30.0005MT11590.008MT12500.003MT12330.0035MT1055-40.0075MT11220.0015MT20190.0025MT12340.0035MT1055 -50.001MT11250.006MT20200.002MT12350.0035MT10550.0015MT11260.0065MT20280.0025MT12360.0035MT1055 -60.0017MT11270.0025230530.002MT12380.0045MT1055-70.0225MT15260.0135230640.0015230310.0085二.昵宏咬花番號拔模斜度平均值μ打光程度加工種類HN-DS111° 5 ~ 7800噴砂咬花HN-DS12 1.5°10 ~ 13600 ~ 800HN-DS132°12 ~ 15600 ~ 800HN-DS142°13 ~ 19600 ~ 800HN-DS013°25 ~ 30320HN-DS024°35 ~ 40320HN-DS034°36 ~ 42320化學咬花HN-DS04 4.5°38 ~ 43320 HN-DS05 1.5°9 ~ 13800HN-DS062°14 ~ 19800HN-DS07 2.5°19 ~ 24600HN-DS083°25 ~ 30400三.梨地梨地NO.12°8~9#400梨地NO.2 2.5°15~16#400梨地NO.33°15~17#400梨地NO.4 3.5°16~18#400梨地NO.54°20~23#400梨地NO.6 4.5°25~30#400梨地NO.76°40~42#320梨地NO.86°57~60#320梨地NO.96°60~66#320S ---半光澤G ---半光澤NO.11° 1.7鏡面NO.21°1鏡面NO.31° 1.4鏡面NO.41° 1.81000NO.51° 2.91000NO.6 1.5°41000NO.7 1.5° 6.5#800NO.82°7#800NO.9 2.5°7.7#800NO.103°10~11#600NO.113~4°12~15#600NO.124~5°16~18#600S ---半光澤G ---半光澤HN20 2.5°12~14#400HN213°15~17#400HN223~4°23~25#400HN234~5°33~37#320HN244°19~21#320HN254°23~25#320HN264°26~30#320HN275°37~40#320HN295~6°45~50#320 HN306°58~63#320 HN316°65~73#320S ---半光澤G ---半光澤HN10001°4~5#800HN10011°5~6#800HN1002 1.5°8~#800 HN10031°3~4#800HN10041°4~5#800HN10051°5~6#800 HN10062°10~11#600 HN1007 2.5°12~13#600 HN10083°17~19#600 HN1009 1.5°6~7#600 HN10102°7~8#600HN10113°13~14#600 HN1012 3.5°25~27#400 HN10134°33~37#400 HN10145°43~50#400 HN10153°19~21#400 HN10164°32~~33#320 HN10175°36~~38#320 S ---半光澤G ---半光澤HN2000 1.5°8~9#600 HN20012°13~15#600 HN2002 2.5°22~34#400 HN2003 3.5°40~44#400 HN20044°44~47#400 HN2005 5.5°61~65#400 HN2006 5.5°60~63#400 HN20075°61~64#400 HN20085°63~66#400 HN20093°33~35#400 HN2010 3.5°43~46#400 HN20112°20~21#400 HN20123°28~32#400 HN2013 3.5°30~35#400 HN2014 2.5°19~22#400 HN2015 2.5°25~29#400 HN20163°33~38#400 HN20174°38~41#400 HN20184°50~58#400 HN20195°70~75#400HN2021 2.5°23~26#400HN20223°25~27#400HN20234°30~34#400HN2024 4.5°42~50#400HN20255°52~56#400HN20265°62~70#400S ---半光澤G ---半光澤HN3000 1.5°4~5#800HN3001 1.5°5~6#800HN3002 1.5°7~9#800HN3003 2.5°8~11#800HN30043°10~15#600HN30053°16~18#600HN3006 3.5°17~20#600HN3007 1.5°7~9#600HN30082°9~11#600HN3009 2.5°12~14#600HN3010 2.5°15~18#600HN30113°18~22#600HN3012 3.5°24~28#600HN3013 3.5°27~31#600S ---半光澤G ---半光澤四.相关术语咬花、蚀纹、晒文,其实质就是同一种工艺。
塑胶件表面处理:咬花
特徵:1.交貨期短 2.維修簡單 3.價格較便宜 4.可取得細緻均勻圖樣
注意點:耐久性短,細砂 5000--10000 射次
中砂 20000--50000 射次 粗砂 50000--100000 射次 * 樹製造的成品保管起來.可依照花紋進行修理
有針孔,熔接不良等現象出現. 5 . 放電加工過的模具其表面變成硬化層會影響咬花加工,因此必須磨
掉硬化層,尤其是不鏽鋼系模具鋼的放電硬化層不反應在藥物上, 一定要打光到除去為止,否則不可能咬花. 6 . 放電層的確認是將模具表面的油分用溶劑將模具洗淨,塗上第二鹽 化鐵液,不在藥物上產生反應的放電層其所留的光澤,容易以肉眼 分辨出來. 7 . SUS 系列不鏽鋼的 STAVAX , PD555 , 420 等,在熱處理之後幾乎 尺寸不變,等模具加工完之後再熱處理,磨剩的放電層也會軟化變 成與母材同硬度,便可咬花.
要做良好的咬花之前的檢查事項
1. 模具的脫模角度
OK----GO NO----換淺的花紋或加大脫模角度
2. 模具的材質是否一樣 OK-- --GO
NO----請先告知咬花廠
3. 模具的打光
OK----GO NO----再加強打光
4.成形材料是否一樣
OK----GO NO----請教材料商或告知 咬花廠
加工 : 四日---七日 特徵 : 1.具耐久性 100,000-500,000 射次
2.不易破壞製品 注意點 : 1.加工時間長.
2.價格偏高. 維修 : 1.可以做部份修理,但100%的修理不可能.
2.生鏽,瓦斯燒灼,只須做表面處理既可.
流程圖 皮紋 1 . 模具的脫脂 2 . 封貼 3 . 咬花加工面的脫脂 4 .描繪圖型 5 .烘烤 6 . 修正圖形 7 .第二次封貼 8. 蝕刻 9 .噴砂用封貼 10 .除去貼紙 11 . 洗淨 12 . 防鏽
模具加工法-咬花制程
模具加工法-咬花製程單位:SZ_MID_TOOLING姓名:熊家宏(Kuma_hsiung)日期:2006.10.06本內容摘錄自《CHEERS雜誌》課程主題介紹學習重點:⏹1.咬花的目的⏹2.什麼是咬花?⏹3.拔模與咬花關係⏹4. 各類花紋之比較⏹5.咬花事前檢查項目⏹6.慎選模具材料與製造方法⏹7.補模銲接時應注意事項⏹8.精密測試/咬花粗度比較⏹9.咬花面與成形品關係咬花的目的1.增進塑膠零件的外觀質感2.使產品呈現多變化或全新的設計3.增加表面耐磨、防刮傷4.防止灰塵、防止髒污5.避免人對光線折射不舒服感覺6.降低成本,提高產能什麼是咬花?⏹最淺的咬花深度是0.002mm,常用於壓克力的顯示窗,防止光線亂射及防止反射等加工處理。
⏹最深的咬花深度是3mm,仿大理石,常用於浴室的磁磚。
何謂良好的咬花?1.與設計相調和2.附加價值感3.均勻一致的加工4.不易損傷商品本身(G-TYPE的噴砂、梨地、皮紋)5.成形壽命長(1.皮紋;2.梨地;3.噴砂)6.價廉、交貨快(1.噴砂;2.梨地;3 .皮紋)7.維修簡單(1.噴砂;2.梨地;3 .皮紋)要做良好的咬花之前的檢查事項1.模具的脫模角度OK→GONG→換淺的花紋或加大脫模角度2.模具的材質是否一樣OK→GONG →需告知咬花廠3.模具的打光OK→GONG →再加強打光4.成形材料是否一樣OK→GONG →確認材資並告知咬花廠5.熔接(銲接)OK→GOYES →退火OK →GO→退火NG →重來拔模與咬花關係⏹拔模角度太小時會造成拉花現象無法順利開模。
因此,在設計ID時就需考慮到拔模角是否足夠問題,是否會造成開模時拉模現象。
⏹咬花花紋的圓滑度(花紋尖端圓弧角)會影響拔模,花紋愈尖愈會造成拉模現象。
⏹成型材料的種類(縮水率)會影響拔模,縮水率愈大愈不會造成拉模現象。
⏹成形條件會些微影響拔模,成形壓力愈大時花面愈尖(轉寫很好),愈會造成拉模現象。
相反的成形壓力愈小花面愈圓(轉寫不良),較不易拉模。
模具中产品蚀纹与拔模角关系
MT1055-6
MT1127
23053
MT1238
MT1055-7
MT1526
23064
23031
昵宏咬花規格表
咬花番號
拔模斜度
平均值μ
打光程度
加工種類
HN-DS11
1°
5 ~ 7
800
噴砂咬花
HN-DS12
°
10 ~ 13
600 ~ 800
HN-DS13
2°
12 ~ 15
600 ~ 800
3°
MT-11380
6°
MT-11480
°
Plaque #6
Plaque #7
Plaque #8
Plaque #10
Ptn.#
Depth
Ptn.#
Depth
Ptn.#
Depth
Ptn.#
Depth
MT229
MT325
MT588
MT980
MT392
MT964
MT888
MT901
MT585
MT1038
MT1028
#800
HN3002
°
7~9
#800
HN3003
°
8~11
#800
HN3004
3°
10~15
#600
HN3005
3°
16~18
#600
HN3006
°
17~20
#600
HN3007
°
7~9
#600
HN3008
2°
9~11
#600
HN3009
°
12~14
模具咬花工艺
模具咬花工艺一、咬花的目的增进塑料零件的外观质感。
使产品呈现多变化或全新的设计。
二、咬花:最浅的咬花深度是2umm,常被使用在压克力的表示窗,防止光线乱射及防止反射等加工处理。
最深的咬花是3mm,仿大理石,常被用在浴室的磁砖。
所谓良好的咬花是:1、与设计相调和。
2、付于价值感。
3、均等划一的加工。
4、不易损伤商品本身-GTYPE的喷砂,梨地,皮纹。
5、成形寿命长--1.皮纹2.梨地3.喷砂。
6、价廉,交货快--1.喷砂2.梨地3.皮纹。
7、维修简单-----1.喷砂2.梨地3.皮纹。
要做良好的咬花之前的检查事项1、喷砂(HN20-23,1000-1017,No.1-12HN3000-3013)加工:一日-三日特征:1.交货期短2.维修简单3.价格较便宜4.可取得细致均匀图样注意点:耐久性短:细砂5000--10000射次中砂20000--50000射次粗砂50000--100000射次*树脂过硬及模具硬度低则寿命会短维修:可以部份修理.先将初期制造的成品保管起来.可依照花纹进行修理2、梨地(HN24-31,418-422,梨地No.1-9,HN2000-2060)加工:一日-四日特征:1、交货期短;2、可取得中程度且均匀的图样。
3、比喷砂可多一倍的耐性,100000--200000射次。
4、粗纹可隐藏睆接线和凹陷。
注意点:耐久性比皮纹低,复杂且深窄形状会形成花纹不均维修:与喷砂同3、皮纹(HN423-441,608-631,4000-4055,NO.1--181)加工:四日---七日特征:1、具耐久性:100,000-500,000射次;2、不易破坏制品注意点:1、加工时间长;2、价格偏高.维修:1、可以做部份修理,但100%的修理不可能。
2、生锈,瓦斯烧灼,只须做表面处理既可.4、线(No.1-12),柄(No.1-27),木纹(No.1-8)加工:三日---五日注意点:无法做三次元曲面的加工,连修理也不行. 维修:生锈,瓦斯烧灼,只须做表面处理既可.MOLD-TECH咬花制作参考数据四、慎选模具材料与制造方法1、市售的模具用钢,构造精密的金属,系结顺利的完成。