MOLD-TECH花纹深度及拔模角参考
MT皮纹标准 Mold之令狐文艳创作
.000528 in. .001162 in. .001660 in. .000420 in. .000710 in. .000810 in. .001040 in. .00110 in. .00165 in. .00229 in. .00355 in. .00383 in.
N/A N/A N/A .00047 in. .00080 in. .00091 in. .00117 in. .00123 in. .00185 in. .00257 in. .00393 in. .00467 in. 最小拔模角 1度 1.5 度 2.5 度 3度 4.5 度 6.5 度 4.5 度 4.5 度 3度 5.5 度 9度 4度 3度 4度 4度 4度 6度
令狐文艳
MT 皮纹标准 Mold-tech Texturing
令狐文艳
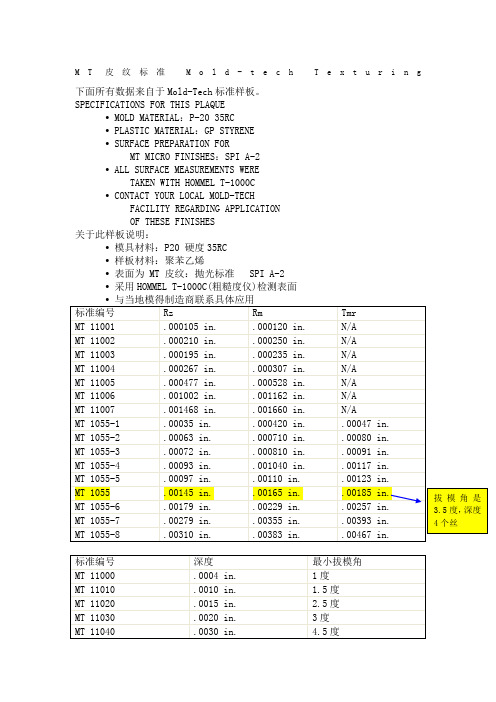
下面所有数据来自于 Mold-Tech 标准样板。
SPECIFICATIONS FOR THIS PLAQUE
MOLD MATERIAL:P-20 35RC
PLASTIC MATERIAL:GP STYRENE
SURFACE PREPARATION FOR
关于此样板说明:
模具材料:P20 硬度 35RC
样板材料:聚苯乙烯
表面为 MT 皮纹:抛光标准 SPI A-2
采用 HOMMEL T-1000C(粗糙度仪)检测表面
与当地模得制造商联系具体应用
标准编号
MT 11001 MT 11002 MT 11003 MT 11004
Rz
Rm
Tmr
.000105 in.
拔模角是3.5 度,深度4 个丝
令狐文艳
.000120 in.
N/A
3产品蚀纹与拔模角关系
G ---半光澤
G ---半光澤
HN26 HN27 HN28 HN29 HN30 HN31 HN1000 HN1001 HN1002 HN1003 HN1004 HN1005 HN1006 HN1007 HN1008 HN1009 HN1010 HN1011 HN1012 HN1013 HN1014 HN1015 HN1016 HN1017 HN2000 HN2001 HN2002 HN2003 HN2004 HN2005 HN2006 HN2007 HN2008 HN2009 HN2010 HN2011 HN2012 HN2013
昵宏咬花規格表
咬花番號 HN-DS11 HN-DS12 HN-DS13 拔模斜度 1° 1.5° 2° 平均值 μ 5 ~ 7 10 ~ 13 12 ~ 15 打光程度 800 600 ~ 800 600 ~ 800 加工種類
噴砂咬花
HN-DS14 HN-DS01 HN-DS02 HN-DS03 HN-DS04 HN-DS05 HN-DS06 HN-DS07 HN-DS08 梨地 NO. 梨地 NO. 梨地 NO. 梨地 NO. 梨地 NO. 梨地 NO. 梨地 NO. 梨地 NO. 梨地 NO. NO. NO. NO. NO. NO. NO. NO. NO. NO. NO. NO. NO. HN20 HN21 HN22 HN23 HN24 HN25 1 2 3 4 5 6 7 8 9 10 11 12 1 2 3 4 5 6 7 8 9
0.005 0.002 0.002 0.003 Plaque Ptn.# MT980 MT901 MT945 MT970 MT972 MT973 MT974 MT978 MT985 MT1055-1 MT1055-2 MT1055-3 MT1055-4 MT1055-5 MT1055 MT1055-6 MT1055-7
出口模具,几个知识点
出口模具,几个知识点我们通常所说的出口模具一般分为三类:一是出口欧洲的模具;二是出口日本、韩国的模具;三是出口北美地区的模具。
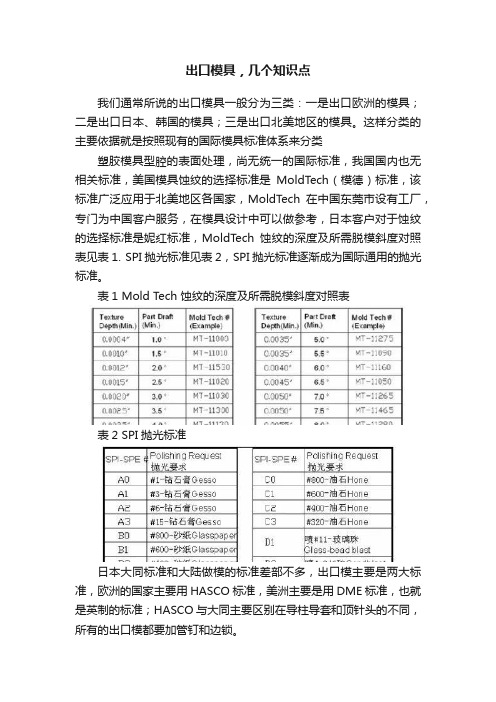
这样分类的主要依据就是按照现有的国际模具标准体系来分类塑胶模具型腔的表面处理,尚无统一的国际标准,我国国内也无相关标准,美国模具蚀纹的选择标准是MoldTech(模德)标准,该标准广泛应用于北美地区各国家,MoldTech在中国东莞市设有工厂,专门为中国客户服务,在模具设计中可以做参考,日本客户对于蚀纹的选择标准是妮红标准,MoldTech蚀纹的深度及所需脱模斜度对照表见表1. SPI抛光标准见表2,SPI抛光标准逐渐成为国际通用的抛光标准。
表1 Mold Tech 蚀纹的深度及所需脱模斜度对照表表2 SPI抛光标准日本大同标准和大陆做模的标准差部不多,出口模主要是两大标准,欧洲的国家主要用HASCO标准,美洲主要是用DME标准,也就是英制的标准;HASCO与大同主要区别在导柱导套和顶针头的不同,所有的出口模都要加管钉和边锁。
1. 模胚:采用“LKM”模架。
2. 导柱倒装(前模导柱,后模导套)。
3. 面板和A板之间必须有两枚管钉作管位。
4. 顶针板必须要有导柱(即中托司)。
5. 钢材:常用加硬材料KM2083、LKM2344、LKM2767.一般加硬至52~54HRC。
6. 定位环:定位环要高出面板4mm,若有隔热板时定位环要高出隔热板4mm。
常用定位环直径:Ø90、Ø100、Ø110、Ø120、Ø125、Ø150、Ø160。
7. 唧嘴圆弧:常用FLAT(即平的)和R15.5 两种。
唧嘴圆弧的开口最小保证:Ø3.5mm。
8. 顶针、司筒采有“DME”“HASCO”标准。
9. 水口:常用潜水和热流道(常用DME、MasterFlow)10. 滑块: 滑块要做定位、限位.(常用波珠螺丝、弹簧定位,杯头螺丝限位)。
拔模角度的深度分析
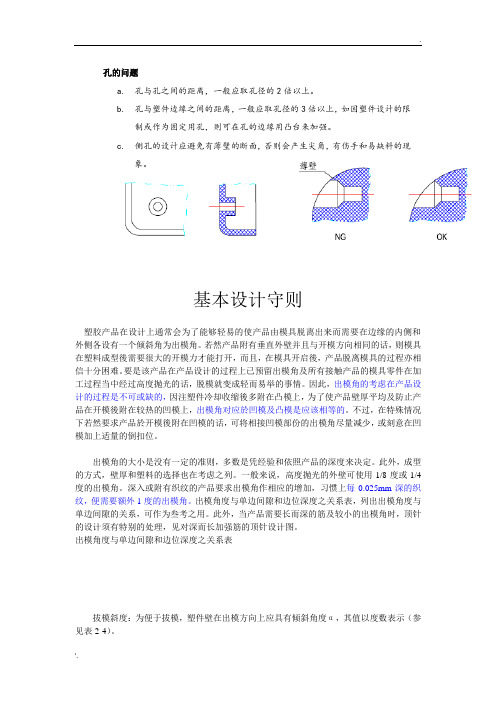
孔的问题a. 孔与孔之间的距离,一般应取孔径的2倍以上。
b. 孔与塑件边缘之间的距离,一般应取孔径的3倍以上,如因塑件设计的限制或作为固定用孔,则可在孔的边缘用凸台来加强。
c. 侧孔的设计应避免有薄壁的断面,否则会产生尖角,有伤手和易缺料的现象。
基本设计守则塑胶产品在设计上通常会为了能够轻易的使产品由模具脱离出来而需要在边缘的内侧和外侧各设有一个倾斜角为出模角。
若然产品附有垂直外壁并且与开模方向相同的话,则模具在塑料成型後需要很大的开模力才能打开,而且,在模具开启後,产品脱离模具的过程亦相信十分困难。
要是该产品在产品设计的过程上已预留出模角及所有接触产品的模具零件在加工过程当中经过高度抛光的话,脱模就变成轻而易举的事情。
因此,出模角的考虑在产品设计的过程是不可或缺的,因注塑件冷却收缩後多附在凸模上,为了使产品壁厚平均及防止产品在开模後附在较热的凹模上,出模角对应於凹模及凸模是应该相等的。
不过,在特殊情况下若然要求产品於开模後附在凹模的话,可将相接凹模部份的出模角尽量减少,或刻意在凹模加上适量的倒扣位。
出模角的大小是没有一定的准则,多数是凭经验和依照产品的深度来决定。
此外,成型的方式,壁厚和塑料的选择也在考虑之列。
一般来说,高度抛光的外壁可使用1/8度或1/4度的出模角。
深入或附有织纹的产品要求出模角作相应的增加,习惯上每0.025mm深的织纹,便需要额外1度的出模角。
出模角度与单边间隙和边位深度之关系表,列出出模角度与单边间隙的关系,可作为叁考之用。
此外,当产品需要长而深的筋及较小的出模角时,顶针的设计须有特别的处理,见对深而长加强筋的顶针设计图。
出模角度与单边间隙和边位深度之关系表拔模斜度:为便于拔模,塑件壁在出模方向上应具有倾斜角度α,其值以度数表示(参见表2-4)。
3.1拔模斜度确定要点(1) 制品精度要求越高,拔模斜度应越小。
(2) 尺寸大的制品,应采用较小的拔模斜度。
(3) 制品形状复杂不易拔模的,应选用较大的斜度。
第2章 模具表面晒纹-脱模角度的确定原则
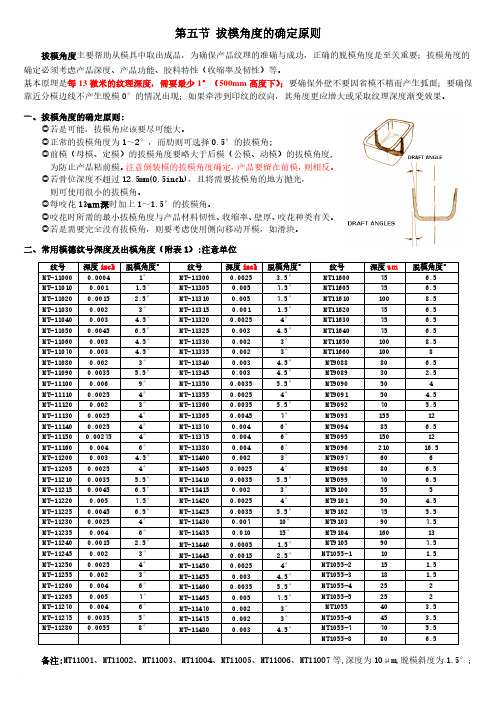
第五节拔模角度的确定原则拔模角度主要帮助从模具中取出成品,为确保产品纹理的准确与成功,正确的脱模角度是至关重要;拔模角度的确定必须考虑产品深度、产品功能、胶料特性(收缩率及韧性)等。
基本原理是每13微米的纹理深度,需要最少1°(500mm高度下);要确保外壁不要因省模不精而产生弧面;要确保靠近分模边线不产生脱模0°的情况出现;如果牵涉到印纹的纹向,其角度更应增大或采取纹理深度渐变效果。
一、拔模角度的确定原则:◎若是可能,拔模角应该要尽可能大。
◎正常的拔模角度为1~2°,而肋则可选择0.5°的拔模角;◎前模(母模、定模)的拔模角度要略大于后模(公模、动模)的拔模角度,为防止产品粘前模。
注意倒装模的拔模角度确定,产品要留在前模,则相反。
◎若骨位深度不超过12.5mm(0.5inch),且将需要拔模角的地方抛光,则可使用很小的拔模角。
◎每咬花13um深时加上1~1.5°的拔模角。
◎咬花时所需的最小拔模角度与产品材料韧性、收缩率、壁厚、咬花种类有关。
◎若是需要完全没有拔模角,则要考虑使用侧向移动开模,如滑块。
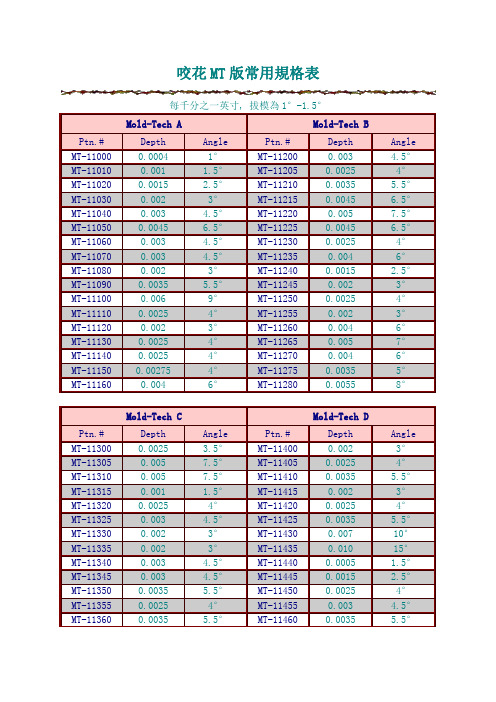
二、常用模德纹号深度及出模角度(附表1):注意单位纹号深度inch脱模角度° 纹号深度inch脱模角度°纹号深度um脱模角度°MT-11000 0.0004 1° MT-11300 0.0025 3.5° MT11600 75 6.5MT-11010 0.001 1.5° MT-11305 0.005 7.5° MT11605 75 6.5MT-11020 0.0015 2.5° MT-11310 0.005 7.5° MT11610 100 8.5MT-11030 0.002 3° MT-11315 0.001 1.5° MT11620 75 6.5MT-11040 0.003 4.5° MT-11320 0.0025 4° MT11630 75 6.5MT-11050 0.0045 6.5° MT-11325 0.003 4.5° MT11640 75 6.5MT-11060 0.003 4.5° MT-11330 0.002 3° MT11650 100 8.5MT-11070 0.003 4.5° MT-11335 0.002 3° MT11660 100 8MT-11080 0.002 3° MT-11340 0.003 4.5° MT9088 80 6.5MT-11090 0.0035 5.5° MT-11345 0.003 4.5° MT9089 30 2.5MT-11100 0.006 9° MT-11350 0.0035 5.5° MT9090 50 4MT-11110 0.0025 4° MT-11355 0.0025 4° MT9091 50 4.5MT-11120 0.002 3° MT-11360 0.0035 5.5° MT9092 70 5.5MT-11130 0.0025 4° MT-11365 0.0045 7° MT9093 155 12MT-11140 0.0025 4° MT-11370 0.004 6° MT9094 85 6.5MT-11150 0.00275 4° MT-11375 0.004 6° MT9095 150 12MT-11160 0.004 6° MT-11380 0.004 6° MT9096 210 16.5MT-11200 0.003 4.5° MT-11400 0.002 3° MT9097 60 6MT-11205 0.0025 4° MT-11405 0.0025 4° MT9098 80 6.5MT-11210 0.0035 5.5° MT-11410 0.0035 5.5° MT9099 70 6.5MT-11215 0.0045 6.5° MT-11415 0.002 3° MT9100 55 5MT-11220 0.005 7.5° MT-11420 0.0025 4° MT9101 50 4.5MT-11225 0.0045 6.5° MT-11425 0.0035 5.5° MT9102 75 5.5MT-11230 0.0025 4° MT-11430 0.007 10° MT9103 90 7.5MT-11235 0.004 6° MT-11435 0.010 15° MT9104 160 13MT-11240 0.0015 2.5° MT-11440 0.0005 1.5° MT9105 90 7.5MT-11245 0.002 3° MT-11445 0.0015 2.5° MT1055-1 10 1.5MT-11250 0.0025 4° MT-11450 0.0025 4° MT1055-2 15 1.5MT-11255 0.002 3° MT-11455 0.003 4.5° MT1055-3 18 1.5MT-11260 0.004 6° MT-11460 0.0035 5.5° MT1055-4 25 2MT-11265 0.005 7° MT-11465 0.005 7.5° MT1055-5 25 2MT-11270 0.004 6° MT-11470 0.002 3° MT1055 40 3.5MT-11275 0.0035 5° MT-11475 0.002 3° MT1055-6 45 3.5MT-11280 0.0055 8° MT-11480 0.003 4.5° MT1055-7 70 5.5MT1055-8 80 6.5 备注:MT11001、MT11002、MT11003、MT11004、MT11005、MT11006、MT11007等,深度为10μm,脱模斜度为1.5°;。
MT皮纹标准 Mold
N/A
MT 11003
.000195 in.
.000235 in.
N/A
MT 11004
.000267 in.
.000307 in.
N/A
MT 11005
.000477 in.
.000528 in.
N/A
MT 11006
.001002 in.
.001162 in.
N/A
MT 11007
MT皮纹标准 Mold-tech Texturing
下面所有数据来自于Mold-Tech标准样板。
SPECIFICATIONS FOR THIS PLAQUE
MOLD MATERIAL:P-20 35RC
PLASTIC MATERIAL:GP STYRENE
SURFACE PREPARATION FOR
.00257 in.
MT 1055-7
.00279 in.
.00355 in.
.00393 in.
MT 1055-8
.00310 in.
.00383 in.
.00467 in.
标准编号
深度
最小拔模角
MT 11000
.0004 in.
1度
MT 11010
.0010 in.
1.5度
MT 11020
.0015 in.
.0060 in.
9度
MT 11110
.0025 in.
4度
MT 11120
.0020 in.
3度
MT 11130
.0025 in.
4度
MT 11140
.0025 in.
4度
MT皮纹标准
可编写可更正MT皮纹标准 Mold-tech Texturing下面所有数据来自于Mold-Tech 标准样板。
SPECIFICATIONS FOR THIS PLAQUEMOLD MATERIAL:P-20 35RCPLASTIC MATERIAL:GP STYRENESURFACE PREPARATION FORMT MICRO FINISHES:SPI A-2ALL SURFACE MEASUREMENTS WERETAKEN WITH HOMMEL T-1000CCONTACT YOUR LOCAL MOLD-TECHFACILITY REGARDING APPLICATIONOF THESE FINISHES关于此样板说明:模具资料: P20 硬度 35RC样板资料:聚苯乙烯表面为 MT 皮纹:抛光标准SPI A-2采用 HOMMEL T-1000C(粗糙度仪 ) 检测表面与当地模得制造商联系详尽应用标准编号Rz Rm TmrMT 11001 .000105 in. .000120 in. N/AMT 11002 .000210 in. .000250 in. N/AMT 11003 .000195 in. .000235 in. N/AMT 11004 .000267 in. .000307 in. N/AMT 11005 .000477 in. .000528 in. N/AMT 11006 .001002 in. .001162 in. N/AMT 11007 .001468 in. .001660 in. N/A可编写可更正MT 1055-1 .00035 in. .000420 in. .00047 in.MT 1055-2 .00063 in. .000710 in. .00080 in.MT 1055-3 .00072 in. .000810 in. .00091 in.MT 1055-4 .00093 in. .001040 in. .00117 in.MT 1055-5 .00097 in. .00110 in. .00123 in.MT 1055 .00145 in. .00165 in. .00185 in. MT 1055-6 .00179 in. .00229 in. .00257 in. MT 1055-7 .00279 in. .00355 in. .00393 in. MT 1055-8 .00310 in. .00383 in. .00467 in.标准编号深度最小拔模角MT 11000 .0004 in. 1 度MT 11010 .0010 in. 度MT 11020 .0015 in. 度MT 11030 .0020 in. 3 度MT 11040 .0030 in. 度MT 11050 .0045 in. 度MT 11060 .0030 in. 度MT 11070 .0030 in. 度MT 11080 .0020 in. 3 度MT 11090 .0035 in. 度MT 11100 .0060 in. 9 度MT 11110 .0025 in. 4 度MT 11120 .0020 in. 3 度MT 11130 .0025 in. 4 度MT 11140 .0025 in. 4 度拔模角是度,深度 4可编写可更正MT 11150 .00275 in. 4 度MT 11160 .0040 in. 6 度。
mold-tech咬花资料
Mold-Tech技術資料表面處理技術幫助在許多有價值的服務中, 由Mold-Tech組織提供的服務是專業的並且有用的幫助. Mold-Tech的銷售工程群組連同經驗豐富的技術群組的成員甚至對最複雜的表面處理問題也可以提供有效的解決方案. 實際上通過電話就可以回答準確的技術問題.花樣的可用性目前, Mold-Tech花樣圖庫包含成千上萬種表面處理花樣, 適合客戶立即選用. 如果客戶需求一種新的或是客戶化的花樣, 這種花樣作品可能包含一個藝術家的筆墨畫或是自然的或人工修飾花樣的一個真實部分.事實上,任何自然或藝術家可以做出的花樣, Mold-Tech也可以重新做出.對模具設計的要求為了幫助確認零件可以適當的脫模, 模具在設計及製造時採用適當的脫模角是極其重要的.外壁的脫模角設計應為花樣深度每增加0.001英寸,脫模角增加1°至1.5°. 定向花樣, 例如木紋, 垂直於脫模方向的花樣脫模角比普通外壁所需的脫模角更大. 根據我們的經驗, 花樣深度每增加0.001英寸, 脫模角增加1°至1.5°這一法則並不總適合內壁. 今天的複雜設計和工程材料可能需要增大脫模角. 建議您在做出設計的最終定案之前先與Mold-Tech的代表討論這些要求. 通常, 考慮到特殊技術的應用, 對設計或花樣做微小的修改使不犧牲外觀面對設計限制的挑戰成為可能.花樣的多面性由於攝影技術應用於表面處理過程, 設計者在利用許多標準Mold-Tech 花樣的方法上可以有創造性和多面性. 基本的表面處理參數經常會增大或減小以增強它們與特殊產品尺寸和形狀要求的整體關聯. 這項技術也可以用來提供客戶化花樣的外觀, 以避免投入大量的成本和時間用於新花樣的開發.模具材料Mold-Tech的表面處理和化學雕刻過程與多種模具材料相容,包括以下材料: 預硬鋼(P-20,NAK-55); 傳統工具鋼(01,A1,A2,A6,S7,H13); 不鏽鋼(420,414,410); 鈹銅; Kirksite; 鍛鋁, 鑄鋁; 鑄鐵; 鑄鋼. (註: 一些S7材料因其存在於鋼中的合金元素, 在蝕刻過程中出現花紋, 這是它們天生的顯著特徵.) 在選擇模具材料時有幾個因素要牢記, 詳述如下:1.Mold-Tech憑著幾十年的經驗, 在有規律的基礎上盡可能的提供客戶與每一套模具匹配的最相近的表面處理外觀, 這是每個Mold-Tech工具的目標; 可是, 因為實際的融化過程, 材料的預處理, 裝配方法及熱處理因素的不同, 不可能確切的規定在蝕刻時每片金屬制做出完全相同的結果, 甚至特殊類別的也不可能.2.如果裝配零件是由不同模具生產的,所有這些模具應以同樣的材料制做, 以幫助確認模具與模具間的表面處理外觀最接近.咬花方式比較。
模具设计时拔模角度的设置
模具设计时拔模角度的设置討論拔模角度讨论一下拔摸斜度.请发表鬲见.多大的产品需要多大的拔摸斜度。
请大家举例说明。
拔模斜度和产品的深度有关系•看你要达到什么目的r.而且对于产品外观的拔換斜度和产品的表而处理有关系•相同的深度,表面咬花需婆的拔換斜度比光面要大.而BOSS柱和加强肋就不是要求很严,以容易脱模和不缩水为原则.我们外形一般用「2度左右以下是我的经验值:电视产品缺省的斜度是1M0,前壳为1・5度(我刚做了一个2度的)。
后盖伙I为牵扯到皮纹.如果深度不大(小于30电米).一般不等小于3度。
深度较大,一般不小于6、8度°至干有什么理论公式,还请版主赐教這個話題剛好我在別的論壇上發表過先轉貼過來了:「拔模角」這個問題對機構人貝來說.是個非常重要的課題•什麼悄況要畫拔模斜度?什麼情況不需要斜度?外覩斜度要多少?補強肋,螺绦駐斜度要多少?真的都需要經釀.及和模具設計人貝討論對機構人貝來說•不要畫拔模角是最好的因為在畫所有的結構時,榇尺寸的金考只有「一條線」加了斜度後.正式岡看起來就有『二條線」萬一選錯條•以後就麻煩「(有經驗的人應該聽的懂吧!)供一下個人的經驗:拔模斜度可以在所有的結構都完成後,再來一次畫出來一方面可以避免出錯一方面可以加快軟舶運算的速度.其竇一個負責任的機構人貝.應該是要把「該有」的「所有拔模斜度」都蛋出來.如果你把這項丄作交給模具設計人貝來畫的時候•他怎麼知道你哪些地方是做「緊配合」,哪些有「間隙」?而且拔模基華面應該是以「底部」,還是「頂部」為華呢?一旦「猜錯」r,有可能成品就會有干涉了・還有有些比較商•比較深的結構是做「入子」的以及有些摞絲孔是做「套筒」的那時需不需要做斜度,那裡不需要做斜度就要跟模具人貝好好討論了「拔模斜度」這個話题還有很多可以討論的常常為了這個問題會讓模具設計人貝對機構護計人貝有很大的抱怨這個可以多聽聽版上那些模具設計人貝的心聲一般我的经验是:能不作斜度的尽址不作!原则是:1、作模具的时候容易加的!2、作大作小关系不大的!外观的如果是出模方向的,斜度一定要作!如果是行位上出的.可以作直的!一些柱子、筋等.如果不是很深也不作!需耍配合的.斜应淀耍作!斜度的大小一般根据蚀纹的型号,有具休的数值,可以査的!基木全是经验值,要考世模具的制作方法!。
模具中产品蚀纹与拔模角关系
MT1055-6
MT1127
23053
MT1238
MT1055-7
MT1526
23064
23031
昵宏咬花規格表
咬花番號
拔模斜度
平均值μ
打光程度
加工種類
HN-DS11
1°
5 ~ 7
800
噴砂咬花
HN-DS12
°
10 ~ 13
600 ~ 800
HN-DS13
2°
12 ~ 15
600 ~ 800
3°
MT-11380
6°
MT-11480
°
Plaque #6
Plaque #7
Plaque #8
Plaque #10
Ptn.#
Depth
Ptn.#
Depth
Ptn.#
Depth
Ptn.#
Depth
MT229
MT325
MT588
MT980
MT392
MT964
MT888
MT901
MT585
MT1038
MT1028
#800
HN3002
°
7~9
#800
HN3003
°
8~11
#800
HN3004
3°
10~15
#600
HN3005
3°
16~18
#600
HN3006
°
17~20
#600
HN3007
°
7~9
#600
HN3008
2°
9~11
#600
HN3009
°
12~14