皮带机平托改型-重型平托
煤矿皮带机滚筒及托辊规格表

筒体φ108×
缓冲φ133×380
380
φ108×315
φ108×232摩擦上调
φ108×378摩擦下调
φ108×950
DTⅡGP2111
规格 DTⅡGP2204-2 DTⅡGP2212-2
DTⅡGP2204-2 DTⅡGP2203-2
DTⅡ DTⅡ DTⅡGP1111-2
305
φ25×1300
305
使用部位
标准图号 三串
规格 SD80-759 SD80-15
落陵托辊规格
轴承型号 204 204 204
轴 φ20×325 φ20×1080 φ20×330
LL04
φ89×220
204
φ20×278
LL05 LL06 LL07 LL08 LL09 LL10
φ89×750 φ89×950 φ89×240 φ89×750
TD75/1C2 TD75/1C2.1-2 204
TD75/1C1 TD75/1C1.1-2 204
TD75/3C1.1 TD75/3C1.1-2 204
扁14
305
三串/挂钩φ 305
TD75/4C2.1 TD75/4C2.1-2 305
SSJ650-244204SSJ650235204204
筒体φ60×206 204
φ108×1150
TD75/4C2.1 4C2.1-2
φ108×375
TD75/4C1.1 TD75/4C1.1-2
φ133×1400
TD75/6C2改
φ133×465 三串
φ108×380
DTⅡGP2304 DTⅡGP2204-2
φ108×525
TD75/6C1.1 TD75/6C1.1-2
皮带运输机关键部件优化问题研究

皮带运输机关键部件优化问题研究摘要:带式输送机作为性能显著,成本低廉,操作便捷,维修简易,能耗理想的输送机类型之一,深受各行业青睐与认可。
煤矿产业特别是采煤工作面往往存在大量煤炭输送任务,因此对于性能具备优势性的带式输送机非常依赖,其是普采工作面顺槽运输系统的重要组成形式。
现如今各类侧重点不一的带式输送机接连面世,为煤炭行业发展奠定重要基础。
然而亦需认识到,带式输送机在组成以及原理方面可谓大同小异,其由一系列部件组合而成,其中任何一部件存在问题,均可能致使整体效率受到影响,因此针对采煤工作面带式输送机关键部件优化进行研究有重要意义。
关键词:皮带运输机;关键部件;优化问题1 皮带输送机结构及基本性能近几年来,由于皮带运输机适应性强,可以满足大运量、高强度采煤工作的要求;在坡度陡峭的道路上仍然可进行运输等优势,使其成为井下采煤行业的主要运输设备。
皮带运输机的构成包括:通过滚筒的转动产生摩擦,将牵引力传送给输送带,带动输送带转动,进而货物运输作用的驱动装置;防止皮带发生滑动,拉近皮带作用的张紧装置;进行煤量运输的输送带;包括改向滚筒及托辊并调节输送带方向的改向装置等。
皮带运输机的基本性能包括输送能力、带速、带宽、胶带安全系数等。
皮带运输机的输送能力即运输机的运输能力,井下煤矿运输系统往往采用多部皮带运输机搭接起来共同运作。
因此对于前后端皮带运输机型号的选择,需要根据峰值、掘进及回采等运输煤量进行型号的选取,需要注意的是顺煤流始端的皮带运输机应该小于或等于末端的皮带运输机。
2 皮带运输机关键部件优化机头及储带张紧部分。
机头及储带张紧部分是带式输送机的重要组成部分,因此需要进一步优化的部分亦是具备多元性与丰富性。
主要包括如下方面:(1)机头卸载臂。
机头卸载臂安装卸载滚筒部位,尤其是开口处往往不够结实,受到外力影响容易出现变形问题,因此未来需要通过底檐焊接筋板方式进行加固。
具体而言,可以将机头卸载延伸架Ⅰ的垫块进行加长处理,使其抵达端面。
斗轮取料机安装施工安全技术措施
DQL1500/2060∙38型斗轮堆取料机机械设备安装施工技术平安措施一、工程概况储煤场堆取料是XXX矿储煤场已有设备,拆除到XXXXX储煤场。
在设备安装前,需对现有旧设备进行清点、修理。
DQL1500/2060-35型斗轮堆取料机主要由斗轮装置、悬臂梁装置、悬臂皮带机、俯仰装置、回转刚结构、回转装置、门座架装置、走形装置、润滑系统、尾车、除尘装置、变压器室、司机室、电气室、电缆卷筒、电缆桥架、电气等组成,设备总重约520t,外形尺寸(长X宽X 高):75m×IOm×21m o主要技术性能:1.物料种类2.取料实力3.堆料实力4.回转半径5.回转角度6.俯仰角度7.轨距8.轮压煤1500t∕h2060t∕h35000mm±110°-10.50~+12.507000mm<250KN9.走行速度:慢速6.5m∕min;快速25m∕min10.电源:供电电源IOKV,50HZ;主回路电源380V,50HZ;限制电源220V,50HZ;照明电源220V,50HZ;修理电源:380V/220V,50HZ;PC电源220V,50HZ;PC输入电源:24V;PC输出电源24V o11.装机功率350kw安装时大型部件明细表为平安、高效、保质、保量地完成本次施工任务,特编制本施工技术平安措施以指导生产。
二、施工前打算工作(一)技术打算1.施工前由厂家对本工程进行具体的技术交底,有利于施工单位驾驭设计意图和要求。
2.组织施工人员学习有关的安装工艺、质量标准和技术规范。
3.组织施工人员熟识有关图纸,说明书等有关技术资料。
4.组织施工员、技术员熟识施工现场、确定施工方法;技术员编制施工技术平安措施,贯彻到每位参与该工程的施工人员并签字,重点讲解安装质量平安保证措施。
(二)设备、材料和施工工具打算1.检查设备状况是否及设计要求相符合。
2.由于设备为旧设备,须按设备清单对设备进行清点校核,发觉缺损件应逐一分类,登记制表上报。
惠斯顿平托机构简介
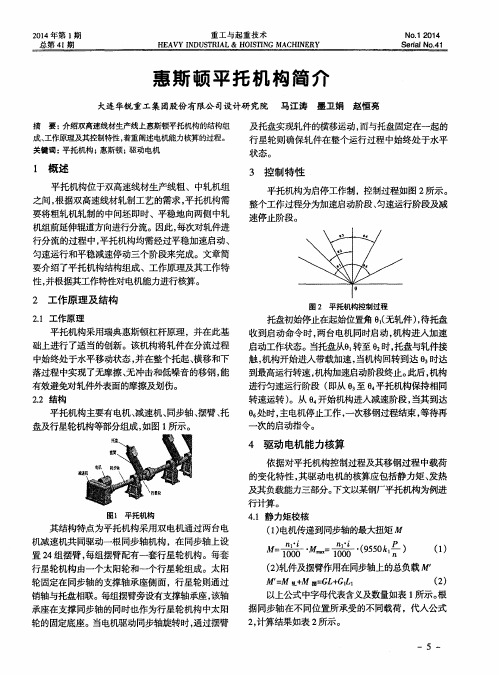
1 概述
平托机构位于双高速线材生产线粗、中轧机组
3 控制特性
平托机构为启停工作制,控制过程如图 2 所示。
整个工作过程分为加速启动阶段、 匀速运行 阶段及减 速停止阶段。
之间, 根据双高速线材轧制工艺 的需求 , 平托机构需 要将粗轧机轧制的中间坯即时、平稳地 向两侧中轧 机组前延伸辊道方向进行分流。因此, 每次对轧件进 行分流的过程 中, 平托机构均需经过平稳加速启动、 匀速运行和平稳减速停动三个阶段来完成。文章简
2 , 计算结果如表 2 所示。
一
5一
பைடு நூலகம்
重工与起 重技术
HEAV Y I NDUS T RI A L & H0 I S , nN G MA CHI NER Y
表1
公 式( 1 ) 、 ( 2 ) 字母代表含义及数量
名称
一
具体代表含义
数值及单位 名称
具体代表含义
数值及单位
0 一 2 1 . 8 8
一 4 9
0 . 7 1 5 O . 3 o 5
0 — 0 . 3 0 5
— 0 . 7 5
0 . 8 5 1 0 . 4 9
0 — 0 . 4 9
0
8 6 . 0 4 3 9 . 9 6
O — 3 9 . 9 6
电机最大输出扭矩 电机功率
N・ m
l
减速机速比
9 0 k N・ m k g
P
2 2 k W M M 轧件运送及摆臂自 重对同步轴 惧 产生的最大力矩 7 5 0 r / m i n G 、 G l 轧件及摆臂 自 重
, l k
I
DY1000皮带自移机尾说明书

共 27 页 第 2 页
宁夏天地奔牛实业集团有限公司
DY1000-----使用说明书
主要技术特征 2 主要技术特征:
a)总长---------------------------------------------------------------------9770mm b)总宽-----------------------------------------------------------------------2270 mm c)总高-----------------------------------------------------------------------940mm d)整机重--------------------------------------------------------------------17.5 t e)自移最大拉力-----------------------------------------------------------333kN f)额定拉力-----------------------------------------------------------------318kN g)行程-----------------------------------------------------------------------2700mm h)最大调高力--------------------------------------------------------------386kN i)额定调高力---------------------------------------------------------------367kN j)行程------------------------------------------------------------------------220 mm k)最大横向校直力--------------------------------------------------------247kN l)额定横向校直力---------------------------------------------------------235kN m)行程--------------------------------------------------------------------±87.5 mm n)泵站出口压力-----------------------------------------------------------31.5MPa
皮带运输机岗位技术操作规程
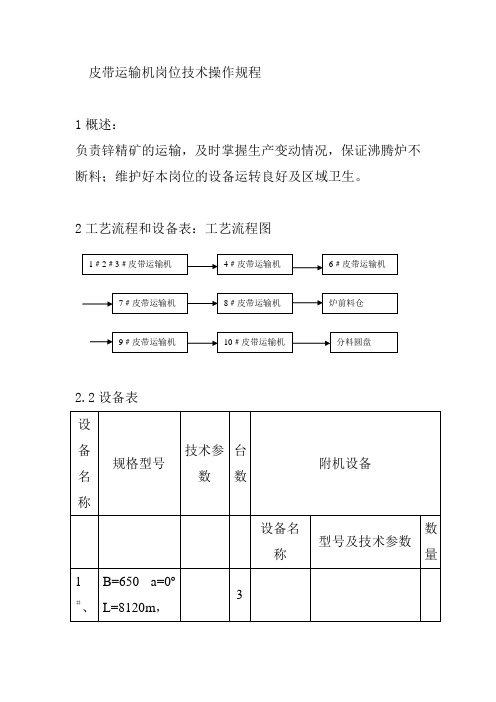
皮带运输机岗位技术操作规程1概述:负责锌精矿的运输,及时掌握生产变动情况,保证沸腾炉不断料;维护好本岗位的设备运转良好及区域卫生。
2工艺流程和设备表:工艺流程图2.2设备表设备名称规格型号技术参数台数附机设备设备名称型号及技术参数数量1#、B=650 a=0ºL=8120m,31﹟2﹟3﹟皮带运输机4﹟皮带运输机6﹟皮带运输机7﹟皮带运输机8﹟皮带运输机炉前料仓9﹟皮带运输机10﹟皮带运输机分料圆盘2#、3#胶带运输机TD75附外装式电动滚筒(JWD2型外装式)WD—30—100—65×500 N=3kwL=8120m,滚筒直径300mm,带宽:650mm,转速1.0m/s3电机Y132S-6,3.0KW、I=7.2A3双托辊型申克电子皮带秤BMP06型 34#胶带运输机B650L=104850mV=1.0m/s能力Q=100t/hTD751减速器ZQ75-50-6-Z,速比:1:48.57附:电动机Y180M-4,18.5KW、I=35.9A6#胶B650L=12.3501 减速器ZQ40-50-1-Z,速比1:48.57带运输机Q=100tTD75附:电动机Y100L2-4,3.0KW、I=6A7#胶带运输机B=650A=12.5º水平长度L=107.25m能力Q=100t/h 提升高度17.485m 带速1.25m/sTD751减速器ZQ75-40-6-Z,速比:1:401附:电动机Y180M-4,22KW、I=45A8#胶带运输机B=650a=13ºLh=45.035mTD751附:电动机N=11kw1减速器ZQ650-50-Ⅵ-Z速比;48.5719#胶带运输机TD75B=800L=16.500Q=35t/h1附:摆线针轮减速机XWDⅤ-8185-71N=5.5kw i=1:71N=1470RPM1变频调速异步电动机YVCP132S-4X7/W P=5.5KW(7.5kw)10#胶带运输机B=800L=8.2TD75Q=35t/h1附:减速器XWD0.75-4-1/71N=0.75kw1附:电动机3岗位操作:正常操作3.1掌握好料仓储料量及下道工序设备的需求量。
福特平托车案
福特平托车案案例:福特平托车案1971年的时候,福特汽车公司生产一款车叫平托车(pinto),这个车小巧,耗油量也低,卖的特别便宜,只卖2000美元一辆。
很显然,这是为了对抗当时德国车和日本车在美国市场的攻势,这是福特汽车公司的一次绝地反击,是一款战略型的产品。
这款车投放市场反应不错,但是要知道,所有的新车型遇到的考验,可不仅仅是客户满意度,价格这些事,更重要的一个事,是你的交通事故率,平托车在这方面的表现还是不错的,因为从1971年到1977年发生的恶性交通事故是500起,同时期推出的同类车型一共是五款,在交通事故率的表现上,平托车是第三名,正好处于中游水平,这是一份交代的过去的一份答卷。
但是平托车有一个问题,那就是它的油箱设计问题,和其他车有一点不一样。
其他车油箱都是放在后轴承的上面,而平托车是放在下面的,这会带来一个什么问题呢带来的问题就是这款车存在一个安全隐患,一旦后车追尾,容易引发油箱的爆裂,甚至是爆炸。
1972年的某天,高速公路上,13岁的理查德•格林萧乘坐邻居驾驶的一辆福特平托(Ford Pinto)牌汽车回家。
正常行驶的汽车突然减速,停止,被后车追尾。
被撞后,油箱爆炸,汽油外溢,引起车身进一步起火、爆炸。
驾车的女司机当场死亡,小格林萧严重烧伤面积达90%,不幸地失去了鼻子、左耳和大部分左手。
自这次事故之后的6年里,小格林萧先后接受了60多次手术治疗以修补被毁坏的面容和其他损伤。
原告律师向福特汽车公司提起了诉讼。
他们指出该次事故是由于汽车的设计错误所致。
由于油箱安装在车辆的后座下部,距离离合器只有8厘米多一点,一旦有中等强度的碰撞就能引起爆炸。
这一点在法庭质证的过程中基本没有异议。
原告律师依据审判前的调查,向陪审团出示了下列证据:福特公司在Pinto车型设计期间曾经进行过一系列的碰撞试验,其中的一部分还留有影像资料。
试验清晰地表明,如果发生碰撞,汽车内部会充满从爆炸油箱流出的汽油。
皮带机平托改型重型平托
皮带机平托改型重型平托摘要:托辊返修使用时常发生上线后很快筒皮磨裂下线现象。
皮带机回程平托在运行时轴承失效之后易引起轴脱损坏;磨损运行失效后筒皮开裂时有发生。
降低了运行的安全性。
返修重复使用时筒皮较薄无最低厚度理论限数。
重复有效使用次数低,浪费严重。
运行成本较高。
关键词:皮带机关于重型平托改型的计算书。
1 力系构成:(平托受力)当量载荷:IL=(WB+WM)SIIL为当量载荷;WB为带重(46.5kg/M);SI为托辊间距(3000mm);WM为煤重(无)。
AL=Il×K1×K2×K3×K4=194(kg)K1为物料粒度系数;K2为环境系数;K3为工作系数;K4为皮带修正系数。
轴承载荷:P=(AL×E+WR)/2E为中心载荷频率(1);WR为旋转体重量(46kg)。
2 改型后力系变化如表1所示。
注:原轴承6308zz Cr=31.2 C0r=22.2;现轴承6408zz Cr=50.2 C0r=37.8托辊单重增加率:方案1:19.8/65.62=30%;方案2:20.98/65.62=32%(分子:单重增加;分母:原平托重);选方案2——材料推荐(托辊用电焊钢管)3 原平托截面系数I=20.129cm4Z=119.7cm3E=2.1×106(kg/cm2)弯矩M(max)=4008(kg/cm)轴承受力:P=120.2kg 轴承许用载荷C=4133kg σ=33 kg/cm2<[σ]3许用应力[σ]=σab/(1/3~1/5);σab=630(kg/cm2) [σ]1=211kg/cm2—— (1/3)[σ]2=157.5kg/cm2—— (1/4)[σ]3=126kg/cm2—— (1/5)现平托截面系数:I1=27.129cm4Z=149.7cm3E=2.1×106(kg/cm2)弯矩M(max)=5022(kg/cm)轴承受力:P=120.2kg 轴承许用载荷C=5022kg σ=31.5kg/cm2<[σ]34 原平托筒皮磨损厚度下限:S——皮厚P=240.4kgM=W×L2/12(2000mm)I=π/64(D4-d4)W=π/64(D4-d4)/D(cm3)E=2.1×106S=4.5时: .D=190.7 d=181.7 I=1141.5 W=119.7σ=33 kg/cm2<[σ]3S=2mm .D=185.7 d=181.7 I=486.9321 W=52.6413σ=76.14kg/cm2<[σ]3S=1.5mm .D=184.7 d=181.7 I=362.2 W=29.2211σ=102.18kg/cmp寿命:L10h=106/(60×N)×(C/P)3(1)原始寿命:原轴承6308zz Cr1=31.2 C0r=22.2;现轴承6408zz Cr2=50.2 C0r=37.8新轴承寿命/旧轴承寿命=(Cr2/Cr1)3=(50.2/31.2)3=4.1655倍(2)实际寿命:原轴承6308zz Cr=4133;现轴承6408zz Cr=5022 L10h1=34.3177(5022/129.1133)3=201922.6(h)——新轴承L10h2=34.3177(4133/102.2)3=1394393(h)——旧轴承L10h1/L10h2=1.45倍6 磨损寿命计算Fv=V/e0 V为轴承径向游隙允许增大量;e0为内径系数d=40mm;e0=5.6皮带滚筒为e—f段曲线Fv=10~15或c—b段曲线Fv=3~5。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
皮带机平托改型-重型平托
摘要:托辊返修使用时常发生上线后很快筒皮磨裂下线现象。
皮带机回程平托在运行时轴承失效之后易引起轴脱损坏;磨损运行失效后筒皮开裂时有发生。
降低了运行的安全性。
返修重复使用时筒皮较薄无最低厚度理论限数。
重复有效使用次数低,浪费严重。
运行成本较高。
关键词:皮带机
中图分类号: TD98 文献标识码: A 文章编号:1672-3791(2011)06(b)-0000-00
关于重型平托改型的计算书
A:1.力系构成:(平托受力)
当量载荷: IL=(WB+WM )SI
IL----当量载荷
WB----带重(46.5KG/M )
SI----托辊间距(3000mm )
WM----煤重(无)
AL=Il*K1*K2*K3*K4=194(KG)
K1---物料粒度系数
K2----环境系数
K3----工作系数
K4-----皮带修正系数
轴承载荷: P=( AL*E+WR) /2
E---中心载荷频率(1)
WR----旋转体重量( 46KG)
2改型后力系变化:
(单位 KG)轴承筒轴附件
现 0.624 D190*6.5 : 58.82 19.27 6.3(方案 1)
D194*6 : 60 19.27 6.3(方案 2)
原 1.218 .D190.7*4.541.2 19.27 5.3
注:原轴承6308zz Cr=31.2 C0r=22.2;现轴承 6408zz Cr=50.2 C0r=37.8
托辊单重增加率:方案1:19.8/65.62=30%
方案 2:20.98/65.62=32% (分子:单重增加;分母:原平托重);选方案2----材料推荐(托辊用电焊钢管)
3.原平托截面系数:
I=20.129?M^4
Z=119.7?M^3
E=2.1*10^6(kg/?M^2)
弯矩 M(max)=4008(kg-?M)
轴承受力 :P=120.2kg 轴承许用载荷C=4133KG
σ=33 kg/?M^2<[ σ ]3
许用应力 [σ ]= σ ab/(1/3----1/5);σ ab=630(kg/?M^2) [σ ]1=211 kg/?M^2 ----(1/3)
[σ ]2= 157.5 kg/?M^2 -----(1/4)
[σ ]3= 126 kg/?M^2 ------(1/5)
现平托截面系数:I1=27.129?M^4
Z=149.7?M^3
E=2.1*10^6(kg/?M^2)
弯矩 M(max)=5022(kg-?M)
轴承受力 :P=120.2kg 轴承许用载荷C=5022KG
σ=31.5 kg/?M^2<[ σ]3
4.原平托筒皮磨损厚度下限: S---皮厚
P=240.4KG
M=W*L^2/12(2000mm)
I=π /64(D^4-d^4)
W=π /64(D^4-d^4)/D(?M^3)
E=2.1*10^6
S=4.5 时 : .D=190.7 d=181.7I=1141.5W=119.7
σ=33 kg/?M^2<[ σ ]3
S=2mm.D=185.7d=181.7I=486.9321 W=52.6413
σ=76.14kg/?M^2<[ σ ]3
S=1.5mm.D=184.7d=181.7I=362.2 W=29.2211
σ=102.18kg/?M^2<[ σ ]3
S=1.3mm.D=184.3d=181.7I=312.8804W=33.9538
σ=118kg/?M<[ σ ]3
S=1.1mm.D=183.9d=181.7I=263.8742W=28.6976
σ=139kg/?M>[ σ ]3
考虑回程皮带粘煤的影响;滚筒不平度的影响s 的下限值=2mm
所以:S最小 =2 mm ------弯变剪导致平托中部筒皮失效---现象 ---磨露了。
5.改装后轴承寿命对比计算:
寿命: L10h=10^6/(60*N)*(C/P)^3
A)原始寿命 : 原轴承 6308zz Cr1=31.2 C0r=22.2;现轴承 6408zz Cr2=50.2 C0r=37.8
新轴承寿命 / 旧轴承寿命 =( Cr2/ Cr1)
^3=(50.2/31.2)^3=4.1655 倍
B)实际寿命:原轴承6308zz Cr=4133;现轴承 6408zz Cr=5022
L10h1=34.3177(5022/129.1133 )^3=201922.6(h)---- 新轴承
L10h2=34.3177( 4133/102.2 )^3=1394393(h)------- 旧轴承
L10h1/ L10h2=1.45 倍
6.磨损寿命计算:
Fv=V/e0V-----轴承径向游隙允许增大量
e0-------- 内径系数d=40mm; e0=5.6
皮带滚筒为e---f段曲线Fv=10---15 或c---b段曲线
Fv=3---5
Fv=V/e0=18/5.6=3此时:e---f段曲线对应寿命
10000h----18000h
c---b段曲线对应寿命25000----45000
e---f段曲线对应寿命10000h----18000h接近现场值
7.改装后的挠度变化:
由 tanβ =2pcl/4*E*I
tanβ (现 )/ tan β (原 )=p(现 )/I( 现 )*[p( 原 )/
I(原 )]=4.8/5.87<1
故合格
8.轴的剪切校核:P(现)=260.98kg
轴截面积A=12.5663?M^2
T=P/A=20.7682?K/?M^2
[T]= [ σ]/3^1/2=72.748?K/?M^2
T<[T]所以合格。
9.关于转动惯量引起的应力校核:
由于转动件工作转速=4.5m/s<[v]=40 ―50m/s( 塑性材料 )
故不做计算。
B:改装的可行性(结构部分)
1.原轴承座迷宫式密封轴向缩短4mm; 径向直径增加
10mm
2.原轴承座直径增加 10mm 后冲压弯角 >最小许用弯角;厚度取 8mm; 冲压延展缝按原尺寸即可。
3.轴承挡圈高度 >轴承最小定位高度;挡圈环槽必须用
滚珠碾压以消除应力集中。
其他结构不变。