铸造工艺卡
压铸工艺卡
产品名称
车 间
1
单位编号
mm 型腔数量
1 腔温工艺参数数值单位
度一快位置无 压 转换点二快位置力增压位置速压射结束射出前进限度射出后退时间
时射料延时计时 ≤ 炉上待机时间 ≤ 间炉中待机计时 ≤ 涂型腔
浓比
喷涂时间 ≤ 料
取件时间 ≤ 模具温度200±20
℃记 号更 改
审 核
①②③
工作压力 mm
低速高速模 具
压 室 直 径
铝液温度制 作秒
成型循环时间
冲头压射时间压 铸
工序号
设备名称及编号
工 艺 参 数 宁波成誉电器模具有
限公司
金 属 压 铸 工 艺 卡
合 金数 值
变 更第一次第二次增压640±10
第三次
顶出延时冷却时间增压储能压力秒
1:100颗粒油
秒
圈
Mpa
℃
材料名称EN6013:1产品重量(毛坯带渣包)工序内容
新旧配比压铸操作
压铸操作注意事项及技术
产 品 图 片
克总重
变更内容(理由)批 准
审 核
5、产品顶杆印记不得低于产品表面
6、保温炉取汤口表面浮渣每小时清理一次
7、喷雾头不得漏水,喷涂位置合理
1、产品不得有缺料、变形、拉伤、冷隔、披
2、生产时料柄厚度控制 +/-3mm
3、生产时模具分型面粘铝及时清理,排气不
4、压射头、料筒不得漏水,回锤时间设定须
作。
压铸工艺卡
释为乳白色,喷涂。3.熔杯处应保持干净,无燃烧现象。压射头涂油每模一次。4.型芯涂油应
涂在铝水易冲击型芯上,少涂油。5.从保温炉到浇入熔杯不能有停顿等现象。6.喷涂时间不能过
长合模前应保证型腔内干燥为宜。
工
艺
规
范
控制柜显示温度
持压时间
8(S)
检
验
要
点
1.每班应经划线检验合格后再生产。
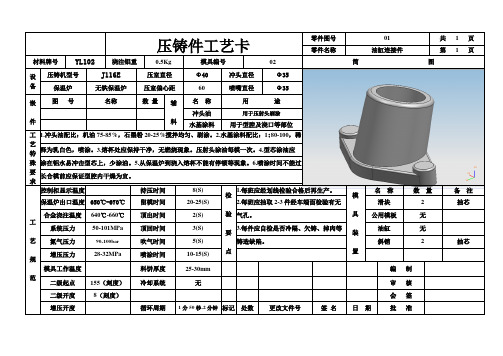
压铸件工艺卡零件图号零件名称油缸连接件材料牌号yl102浇注铝重05kg模具编号02压铸机型号压室直径40冲头直径35保温炉无铁保温炉压室偏心距60喷嘴直径35冲头油用于压射头刷涂水基涂料用于型腔及浇口等部位1
压铸件工艺卡
零件图号
01
共1页
零件名称
油缸连接件
第1页
材料牌号
YL102
浇注铝重
0.5Kg
模具编号
02
简图
设
备
压铸机型号
J116E
压室直径
Ф40
冲头直径
Ф35
保温炉
无铁保温炉
压室偏心距
60
喷嘴直径
Ф35
嵌
件图号名称来自数量辅料名称
用途
冲头油
用于压射头刷涂
水基涂料
用于型腔及浇口等部位
工
艺
特
殊
要
求
1.冲头油配比:机油75-85%,石墨粉20-25%搅拌均匀、刷涂。2.水基涂料配比:1:80-100,稀
5(S)
铸造缺陷。
斜销
2
抽芯
增压压力
28-32MPa
喷涂时间
10-15(S)
模具工作温度
砂型铸造工艺卡模版

(51)
(52)
冷却时间
(55)
装订号
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
(40)
(41)
(42)
制芯方法
(33)
涂料编号
(34)
涂料次数
烘干前
(35)
烘干后
(36)
烘干温度
(37)
描图
(38)
(39)
描校
特殊操作说明:(56)
浇注口
内浇道
横浇道
直浇道
冒口
浇注温度
(53)
编号
数量
规格
数量
规格
数量
规格
数量
规格
浇注时间
(54)
底图号
(43)
(44)
(45)
(47)
(48)
(49)
(30)
每箱型数
(9)
上砂箱
(12)
(14)
上模板
(16)
(18)
(20)
(22)
冷铁
编号
(26)
(26)
芯盒总数
(10)
下砂箱
(13)
(15)
下模板
(17)
(19)
(21)
(23)
材料
(27)
(27)
砂芯数量
(ห้องสมุดไป่ตู้1)
数量
(28)
(28)
制芯
检查样板
芯盒编号
(31)
编号
用途
正式锻造工艺卡

钢号 45
精度 普通
断面尺寸 Φ 40mm
订货长度 2.5m
下料长度 235mm
锻造工艺卡
毛坯重量 锻件重量 下料件数 零件号
型号
2.32Kg
1.26Kg
1件
名 称 变速叉 件数
工 工序号 步
号
工序内容
1
下料
抽查(保证边缘毛刺小于 2mm)
2
加热(做到料温1230℃ ± 30℃)
3
模锻(一次一件)
5
磨毛刺
6
按照热处理工艺卡进行调伤
9
按锻件图验收
粗磨机
抛丸机 探伤机
绘图
刘钢
编制
刘钢
审核
刘岩
9000 C
检查员
检验夹具 样板
批准
检查员
1 拔长一端
2 闭式滚挤
设备
温度
名称 100t 剪床
设备号 不高于 不低于
高频加热炉 2t 模锻锤
1260℃ 1150℃ 850℃
工具 名称 刀片
检查者 检查员
锤锻模
3 预锻、终锻 4
切边
2500kN 切边压 力机
抽查(允许的差错量 0.8mm 、残留飞边量 0.8mm 、 不加工面表面缺陷深度 1mm、)
锻造工艺卡(模板)

锻造工艺卡
产品名称 齿轮锻件
零件名称
齿轮
第 1 页
冷锻件图
材料牌号 20Cr
材料规格
环形坯料 坯料质量/KG 22.83Kg 坯料可锻件数 1 锻件质量/KG 12.72Kg 加热方式 中频加热 锻造火次 1 班产量/件 3000 锻件热处理
调质处理 工序号 工序名称 使用设备 使用工装
始锻温度 终锻温度 冷却方式 锻造工时 备注 1 下料 带锯
mm 190115⨯φ
无 无 无 2 加热 220KW 缝隙式中频加热炉
无
1200℃ 800℃ 空冷 3min 3 镦粗 3吨锻锤 mm 55.77180⨯φ
无 无 无 4 终锻 3吨锻锤 同步齿环终锻模 无 无 无 5 冲孔切边 100吨切边压力机
同步齿环切边模
无 无 无 冷切边 6 检验 游标卡尺
7 入库
标记 处数 更改文件号
签字 日期 设计 指导教师
评阅教师
答辩老师
夏华。
压铸工艺卡范例

客户 产品名称
后壳体
零(部)件号 文件版本号
材料 牌号
铸件毛重பைடு நூலகம்(kg)
7.8
模穴数 (pcs)
1
试模日期
设备
料管直径(mm)
¢110 每模周期(s)
工
1 机器检查、铝锭预热/溶解 2 架模、模具预热(模温机) 3 参数调整 4 吹气/喷涂 5 给料、压射
序
内
容
6
开模、顶出、取件、去浇口、自检
参数模具每调整一次需对相关项目进行检测取样送检品质部及时将检验情况反馈给现场压铸工程师配合生产直至质量达标目标良率96机器检查铝锭预热溶解架模模具预热模温机进入二次循环首检前15模产品强制报废吹气喷涂1射料最大位置7锤头追踪2增压开始位置选择8压射时间s3二快开始位置选择9射料慢速4一快开始位置选择10冷却时间s5储能压力bar11触发压力bar6铝液温度630650注
生产,直至质量达标(目标良率≥96%)
1
100 顶针前进速度 80% 顶针前进延时 4s
铸
80
顶针后退速度
80% 顶针后退延时 25s
件 质
稀释倍数
送料设备
喷涂设备 喷涂时间
量
外观质量 符合制程检验标准
内在质量 符合探伤标准
离型 剂 离型剂
编制:
ELP-Z
1:90
质
量
离型剂压送机
气枪
>15S
审核:
符合制程检验标准 批准:
符合探伤标准
45%
8、压射时间(s)
13
530mm
65%
9、射料慢速
60%
480mm
45%
10、冷却时间(s)
铸造工艺卡

合金牌号
每车(或机)件数
每型件数
生产线
加工单位
型砂量/kg·型
更改根据
设计
校对
审核
检查科会签
厂批准
总厂批准
标记及数目
签名及日期
厂车间
铸件工艺卡(砂芯图)
第页
零件号
共页
零件名称
芯号
芯砂号
重量/kg·个
个/盒
个/件
名称
图号
数量
更改根据
设计
校对
审核
检查科会签
厂批准
总厂批准
标记及数目
签名及日期
厂车间
冷铁
材料
砂芯数量
下砂箱
数量
制芯
检查样板
砂芯编号
编号
用途
数量
制芯方法
涂料编号
涂料
次数
烘干前
烘干后
烘干温度
特殊操作说明:
浇口杯
内浇道
横浇道
直浇道
冒口
浇注温度
/℃
编号
数量
规格
数量
规格
数量
规格
数量
规格
浇注时间
/S
冷却时间/min
编制
校对
审核
批准
标记
处数Leabharlann 更改文件号签字日期
标记
处数
更改文件号
签字
日期
厂
造型工艺卡片
第页
零件简图:
每台件数
合金牌号
零件重量
铸件重量
浇冒口重量
没毛坯零件数
浇注后砂型重
名称
方法
使用设备
操作说明
落砂
铜合金铸造、锻造、加工工艺卡
检 验 包
卡尺 深度尺 千分尺 着色 UT探伤 硬度计 光谱 依照图纸、检验标准 木箱 托架 试棒 ==发货单 生效日期: 合格证 检验报告
备 注: 按铸造类型参照相应的铸造作业指导书 编制: 核对: 审核:
备 注: 操作方法参照机加工作业指导书 会签:
装 批准:
¢
锻造设备:
空 气 锤 扩 ℃ ℃ 孔 铣床 依照图纸 CNC
扩孔设备: 毛坯规格: 模具规格: 过程温度: 尺寸误差: 检测设备: 检验依据: 包装方式: 附件清单: 上模
扩Hale Waihona Puke 孔 机 下模 ℃浇锻造规格: 始锻温度: 终锻温度: 打 厚度误差: 参照端环锻造作业指导书 机 加 工 加工设备: 设备型号: 成品尺寸: 车床
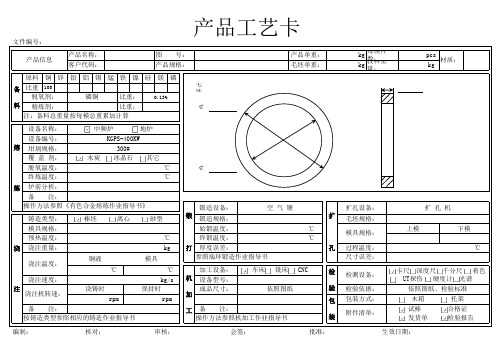
产品工艺卡
文件编号: 产品信息 产品名称: 客户代码: 图 号: 产品单重: 毛坯单重: 毛坯示意图 ¢ kg 每模件数: kg 投料重量: pcs kg 材质: 产品规格: 原料 铜 锌 铅 铝 锡 锰 铁 镍 硅 镁 磷 备 比重 100 0.13% 脱氧剂: 磷铜 比重: 料 精炼剂: 比重: 注:备料总重量按每模总重累加计算 设备名称: 中频炉 地炉 设备编号: KGPS-400KW 熔 坩埚规格: 300# 覆 盖 剂: 木炭 冰晶石 其它 脱氧温度: ℃ 终炼温度: ℃ 炼 炉前分析: 备 注: 操作方法参照《有色合金熔炼作业指导书》 铸造类型: 模具规格: 预热温度: 浇注重量: 浇注温度: 浇注速度: 注 浇注机转速: 浇铸时 rpm 棒坯 离心 砂型 ℃ kg 铜液 ℃ 模具 ℃ kg/s 保持时 rpm 锻
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工艺说明
编制审批编制来自20 月年 日
审批
20 月
年 日
XXXXXXXXX有 限 公 司
XXXXXXXXXXX 有 限 公 司
铸 造 工 艺 卡
图号 实样 模样 刮板 上面 加工 余量 下侧面 孔 直浇口 浇注 系统 浇注 温度 毛重 内浇口 反浇口 φ mm 小时 φ mm mm 造型方式 mm mm 冒口 地坑 1# 2# 3# 热处理 % 浇注温度 毛重 浇注系统 孔 直浇口 内浇口 反浇口 件 材质 名称 件 芯盒 刮板 收缩率 砂箱 加工余量 件 用户 实样 件 模样 刮板 上面 下侧面 图号 实样
铸 造 工 艺 卡
名称 件 芯盒 件 mm mm 造型方式 mm φ mm 冒口 φ mm 小时 地坑 1# 2# 3# 热处理 % 材质 刮板 收缩率 砂箱 件 用户 实样 件
℃ 开箱时间 kg 钢水量
℃ 开箱时间 kg 钢水量
kg 工艺出品率
kg 工艺出品率
工艺 说明 20 月 年 日 20 月 年 日