自动生产线控制系统与实现
自动化生产线控制系统设计实践报告
自动化生产线控制系统设计实践报告英文回答:Automation in production line control systems has revolutionized the manufacturing industry, increasing efficiency and productivity. In this report, I will discuss the design and implementation of an automated production line control system.First and foremost, the design of an automated production line control system requires a thorough understanding of the manufacturing process and the specific requirements of the production line. This involves analyzing the workflow, identifying bottlenecks, and determining the optimal sequence of operations.Once the requirements are identified, the next step is to select the appropriate hardware and software components for the control system. This may include programmable logic controllers (PLCs), human-machine interfaces (HMIs),sensors, actuators, and communication protocols. For example, in a car manufacturing plant, PLCs can be used to control the assembly line, HMIs can provide real-time information to operators, and sensors can detect any abnormalities in the production process.After selecting the components, the control systemneeds to be programmed to execute the desired tasks. This involves writing code to control the sequence of operations, monitor the status of various components, and handle any exceptions or errors. The programming language used canvary depending on the specific control system, but commonly used languages include ladder logic, structured text, and function block diagram.Once the control system is programmed, it needs to be tested and validated before it can be deployed in the production line. This involves simulating various scenarios and verifying that the control system behaves as expected. For example, in a food processing plant, the control system can be tested by simulating different ingredient mixtures and verifying that the correct proportions are maintained.In addition to the design and implementation of the control system, it is important to consider the maintenance and troubleshooting aspects. This includes regular inspections, software updates, and addressing any issuesthat arise during operation. For example, if a sensor malfunctions in a packaging line, it needs to be replacedor repaired promptly to avoid disruptions in the production process.中文回答:自动化生产线控制系统的设计与实施,对于提高制造业的效率和生产力起到了革命性的作用。
自动化生产线智能控制系统
自动化生产线智能控制系统随着科技的不断进步和工业的发展,自动化生产线已经成为现代工业生产的重要组成部分。
自动化生产线能够实现生产过程的自动化和智能化,极大地提高了生产效率和产品质量。
而实现自动化生产线的核心是智能控制系统。
本文将探讨自动化生产线智能控制系统的原理、应用和未来发展。
一、智能控制系统的原理自动化生产线智能控制系统的核心是控制器,控制器通过感知设备采集生产线上的信息,并通过内部算法对信息进行分析和处理,最终控制生产线上的各种设备实现协调工作。
智能控制系统的原理可以分为三个关键步骤:感知、决策和执行。
1. 感知:自动化生产线智能控制系统通过多种感知设备(如传感器、摄像头等)实时获取生产线上的各种信息,如温度、湿度、压力等。
2. 决策:通过内部算法对感知到的信息进行分析和处理,从而得出合理的决策。
这包括判断是否需要调整设备的工作状态、如何协调多个设备的工作以及如何应对异常情况等。
3. 执行:将决策结果传达给生产线上的各个设备,实现对设备的控制。
这可以通过信号传输、网络控制等方式实现。
二、智能控制系统的应用自动化生产线智能控制系统在工业生产中有着广泛的应用。
以下是几个典型的应用场景。
1. 智能装配线:自动化生产线可以根据产品的不同要求,灵活地调整生产线上的设备工作模式,实现快速、高效的产品装配。
2. 智能仓储系统:自动化仓储系统可以通过智能控制系统对仓库中的商品进行自动分类、存储和检索,大大提高了仓库的运作效率。
3. 智能质检系统:自动化生产线智能控制系统可以通过感知设备对产品的质量进行实时监测,并自动判断是否符合标准要求,从而提高产品质量和减少人工错误。
4. 智能运输系统:自动化生产线的智能控制系统能够协调各个运输设备的工作,实现物料的快速、准确的运输和配送,提高物流效率。
三、智能控制系统的未来发展自动化生产线智能控制系统在不断创新和发展中,未来将有更多的创新和应用。
1. 人工智能应用:随着人工智能技术的迅速发展,将有越来越多的智能控制系统应用到自动化生产线中。
自动化生产线的技术架构与实现

自动化生产线的技术架构与实现随着科技的不断发展,自动化生产线已经成为许多企业提高效率、降低成本的必要手段。
然而,自动化生产线并非简单的将机器人、传感器等设备集成起来,还需要一套完善的技术架构和实现方式,下面将就这方面进行深入探讨。
一、技术架构自动化生产线的技术架构主要由以下几个部分组成:1.传感器网络:一般来说,传感器是自动化生产线中最为基础的部分,负责实时采集物料、产品、设备等各种信息,并将其传送到下游设备进行处理。
因此,在构建自动化生产线的时候,一定要充分考虑传感器的布置和数量。
2.控制系统:控制系统是整个自动化生产线的大脑,负责接收来自传感器的信号,并且对生产线的状态进行控制,以保证生产线的正常运转。
通常情况下,控制系统由PLC、PC和运动控制器等设备组成,能够实现对机械臂、运输带、输送管道等设备的调度和控制。
3.数据库:现代自动化生产线的生产数据量庞大,需要将各种信息进行收集、存储和分析,而这就需要一个完善的数据库系统。
一般来说,数据库的功能主要包括:(1)对生产数据进行实时监控和采集;(2)对生产数据进行存储和备份;(3)对生产数据进行分析和处理,以提高生产效率和降低成本。
4.信息系统集成:自动化生产线的最终目的是为了提高生产效率和质量,而为了实现这个目标,企业需要将各种信息系统进行集成。
例如:工艺、物流、ERP、MES等系统,这样可以有效地实现全流程的监控和管理。
二、实现方式实现自动化生产线的方式有很多,主要分为以下几种:1.替代型自动化:替代型自动化是最为基础的自动化生产线实现方式,通常使用机械臂等设备替代人工进行操作。
这种方式具有简单易行、成本低廉的优点,适合于一些简单的、重复性的操作,但是对于一些复杂的、变化频繁的操作则会显得有些力不从心。
2.协作型自动化:协作型自动化是在替代型自动化的基础上进行改进,主要是通过协作机器人技术,使机器人更加智能化、柔性化。
这种方式适合于一些灵活性较强的生产环境,能够有效提高生产效率和生产质量。
自动化生产线
自动化生产线自动化生产线是一种利用先进的技术和设备,通过自动化控制系统实现产品的自动化生产的生产方式。
它可以大大提高生产效率、降低成本、保证产品质量,并且能够减少人力资源的使用。
一、自动化生产线的构成自动化生产线主要由以下几个部分组成:1. 传感器和执行器:传感器用于感知生产线上的物理量和状态,如温度、压力、速度等,执行器用于控制生产线上的各个设备和机器的运行。
2. 控制系统:控制系统是整个自动化生产线的大脑,它通过收集传感器的数据,分析和处理数据,并根据预设的生产要求发出相应的指令,控制生产线上的设备和机器的运行。
3. 机械设备:机械设备是自动化生产线的核心部分,它包括各种生产设备和机器,如搬运机器人、装配机器人、加工设备等,用于完成产品的加工、装配和包装等工作。
4. 输送系统:输送系统用于将产品从一个工作站输送到另一个工作站,以实现生产线上的流水线作业。
5. 数据采集和监控系统:数据采集和监控系统用于采集和记录生产线上的各种数据,如生产速度、产品质量等,并对数据进行分析和监控,以及时发现和解决问题。
二、自动化生产线的优势自动化生产线相比传统的人工生产线具有以下几个优势:1. 提高生产效率:自动化生产线可以实现连续、高速、精确的生产,大大提高了生产效率。
相比人工生产线,它可以实现24小时不间断生产,且生产速度更快。
2. 降低成本:自动化生产线可以减少人力资源的使用,降低人工成本。
同时,它还可以减少废品率,提高产品质量,降低生产成本。
3. 提高产品质量:自动化生产线可以实现精确的生产过程控制,减少人为因素对产品质量的影响,提高产品的一致性和稳定性。
4. 提高安全性:自动化生产线可以减少人员的直接接触和操作,降低了工作环境的危险性,提高了生产线的安全性。
5. 提高生产灵活性:自动化生产线可以根据生产需求进行灵活调整和改变,实现多品种、小批量生产,提高了生产线的适应性和灵活性。
三、自动化生产线的应用自动化生产线广泛应用于各个行业,如汽车制造、电子制造、食品加工、医药生产等。
生产线自动化控制系统的设计与实现
生产线自动化控制系统的设计与实现随着科技的发展和工业生产的不断提高,越来越多的企业采用自动化生产线来提高生产效率,并降低生产成本。
实现生产线自动化需要利用自动化控制系统来对整个生产过程进行控制和管理,保证生产过程的可靠性和稳定性。
本文将探讨生产线自动化控制系统的设计与实现。
一、生产线自动化控制系统的基本要求1.安全性自动化控制系统的安全性是非常重要的。
因为生产线自动化中涉及到很多高压、高温、高速等危险的环境,一旦系统出现故障,可能会对人员和设备造成严重的伤害或损失,因此在设计和实现控制系统时必须考虑到安全性。
2.精度性自动化控制系统的精度性是指控制系统能否根据实际需求进行准确控制,保证产品质量稳定。
对于一些需要高精度和高稳定性的生产过程,必须优先考虑控制系统的控制精度和控制稳定性。
3.可靠性自动化控制系统的可靠性是指控制系统的稳定性和可靠性,能否保持长时间稳定运行,同时如有故障时,能够快速响应并自动切换或报警。
4.易操作性生产线自动化控制系统需要易于操作,迅速方便地掌握操作技能,以便保证生产过程的顺畅进行。
二、自动化控制系统的硬件组成部分1.传感器传感器是自动化控制系统的重要组成部分。
传感器可以对现实环境的信息进行采集,将其转化为数字信号,用户的信号处理器引入到控制系统中。
采购传感器时,需要注意传感器对环境的适应性、精度和稳定性等。
2.执行器执行器是自动化控制系统的关键组成部分,它可以根据控制器的控制信号执行特定的动作,从而控制系统中的机器设备。
执行器可以根据控制需求特性选择,比如液压执行器、气动执行器等。
3.控制器控制器是组成控制系统的核心部分,它可以根据传感器采集到的信号和环境的反馈信息, 对执行器进行实时控制。
传统的控制器采用的是模拟方式,而现代控制器多采用数字方式,具备较好的稳定性和可靠性。
控制器可以分为单核处理器和多核处理器。
4.通信交换机通信交换机可将所有设备和其他成分组成一个网络环境,包括生产线控制系统本地网络、互联网、云端等。
机器人化自动化生产线的设计与实现

机器人化自动化生产线的设计与实现一、引言近年来,随着科技的不断进步和经济的快速发展,机器人化自动化生产线被越来越多的企业所采用,成为了企业提高生产效率、降低生产成本、提高竞争力的重要手段。
机器人化自动化生产线的设计和实现是一个复杂的过程,需要综合考虑多方面的因素,包括生产线的结构、控制系统、人机交互界面、减震降噪等。
本文将从机器人化自动化生产线的设计和实现角度出发,阐述机器人化自动化生产线的意义、设计思路、结构特点、控制系统设计、人机交互界面和减震降噪等方面的技术问题。
二、机器人化自动化生产线的意义机器人化自动化生产线是一种以机器人为主导的自动化生产方式。
相比传统的人力生产方式,机器人化自动化生产线具有以下优势:1. 提高生产效率,降低生产成本。
机器人化自动化生产线可以大幅度提高生产效率,减少工时和人力成本。
机器人化生产线可以在不间断的情况下完成一系列重复性和繁琐的操作,比人力生产方式更加高效。
2. 提高产品质量。
机器人化自动化生产线可以保证产品质量更加稳定和一致性更高。
机器人可以根据预设的程序完成生产过程,消除了人为操作的误差,减少了产品缺陷的出现几率。
3. 提高安全性。
机器人化自动化生产线可以减少人员的操作,减少了工人因为疲劳或者不慎而出现的意外事故。
此外,机器人化生产还可以完成一些高风险的操作,保证了生产安全性。
三、机器人化自动化生产线的设计思路1. 设计目标明确。
机器人化自动化生产线的设计目标需要明确,包括生产线的生产能力、生产线的推进速度、设备的生产效率等。
这对于整个生产线的设计和实现非常关键。
2. 自动化程度高。
机器人化自动化生产线需要实现全程自动化,包括原材料的投入、产品加工、工件处理和产品的包装等。
这样可以最大程度的提高生产效率。
3. 环境适应性强。
机器人化自动化生产线需要适应不同的生产环境,包括温度、湿度、噪声等因素。
因此,生产线的设计应该具备较强的环境适应能力。
4. 系统稳定性高。
生产线上的自动化控制系统设计与实现
生产线上的自动化控制系统设计与实现在现代工业生产中,自动化控制系统已经成为了必不可少的一部分。
自动化控制系统既可以提高生产效率,又可以降低成本,保证产品质量。
本文将对生产线上的自动化控制系统的设计与实现进行探讨。
一、自动化控制系统的概述自动化控制系统是一种将生产过程自动化、智能化的系统,它包括控制器、传感器、执行器、通讯设备等多个部分,通过各种传感器和检测器采集数据,对整个生产过程进行监测和控制,以达到提高生产效率和产品质量的目的。
自动化控制系统可以分为基于PLC(可编程逻辑控制器)的控制系统、基于SCADA(监控与数据采集)的控制系统和基于DCS(分散控制系统)的控制系统等多种类型。
每种类型的控制系统都有其特点和适用范围,如何根据需要选择适合的控制系统是设计师最需要考虑的问题。
二、生产线上的自动化控制系统设计与实现设计生产线上的自动化控制系统需要根据生产流程,根据实际情况考虑需要采用哪种类型控制系统、采集哪些数据、使用哪些传感器和执行器等。
2.1 系统结构设计在系统结构设计上,需要考虑生产过程的流程,根据流程设计出合理的系统结构。
系统结构涉及到数据采集、数据传输、数据处理等多个环节,需要根据整个生产过程的需要进行设计。
在设计系统结构时,需要考虑并提高系统的稳定性、可靠性、可扩展性,使得系统具有灵活性和可维护性。
2.2 数据采集与传输在生产线上,需要采集大量的信息,如温度、压力、流量、加速度等。
每个传感器都需要配备适合的采集设备,并将数据传输到前端。
通讯设备将采集到的数据通过网络传输给其他设备进行处理。
2.3.数据处理采集到的数据需要进行分析和处理,以便提取有用的信息。
数据处理需要利用先进的算法、模型和技术,对数据进行分析、预测和优化,来优化生产过程。
处理后的数据可以进行实时显示和报告生成,帮助生产管理人员及时掌握生产情况。
2.4.控制与执行根据采集到的数据进行分析后,需要根据生产过程计划和生产要求对生产过程进行控制。
基于PLC的自动化生产线控制系统设计与实现
基于PLC的自动化生产线控制系统设计与实现随着技术的不断进步和工业化的发展,自动化生产线在现代工业中扮演着越来越重要的角色。
自动化生产线的设计与实现中,PLC(可编程控制器)技术被广泛应用,其稳定性和可靠性使之成为自动控制的首选。
本文将探讨基于PLC的自动化生产线控制系统的设计与实现。
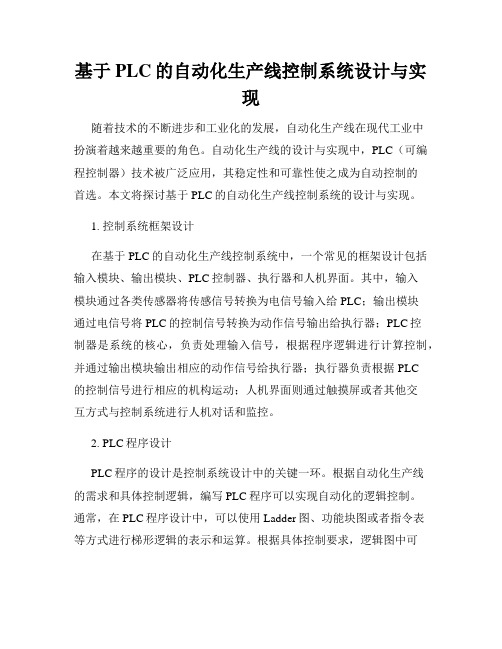
1. 控制系统框架设计在基于PLC的自动化生产线控制系统中,一个常见的框架设计包括输入模块、输出模块、PLC控制器、执行器和人机界面。
其中,输入模块通过各类传感器将传感信号转换为电信号输入给PLC;输出模块通过电信号将PLC的控制信号转换为动作信号输出给执行器;PLC控制器是系统的核心,负责处理输入信号,根据程序逻辑进行计算控制,并通过输出模块输出相应的动作信号给执行器;执行器负责根据PLC的控制信号进行相应的机构运动;人机界面则通过触摸屏或者其他交互方式与控制系统进行人机对话和监控。
2. PLC程序设计PLC程序的设计是控制系统设计中的关键一环。
根据自动化生产线的需求和具体控制逻辑,编写PLC程序可以实现自动化的逻辑控制。
通常,在PLC程序设计中,可以使用Ladder图、功能块图或者指令表等方式进行梯形逻辑的表示和运算。
根据具体控制要求,逻辑图中可以包含计数器、定时器、比较器等功能模块,实现对传感信号的监测、计数和定时控制等功能。
3. 实时监测与报警处理在自动化生产线控制系统中,实时监测和报警处理是非常重要的环节。
通过PLC与各类传感器的连接,可以实时监测生产线中的各项参数和状态。
一旦出现异常情况,PLC可以及时发出报警信号,并通过人机界面向操作员提示异常信息。
同时,PLC还可以与其他设备进行联动控制,实现故障自动排除或者设备自动停机等功能,保证生产线的安全和稳定运行。
4. 网络通信与数据分析随着信息化的发展,自动化生产线控制系统的网络通信与数据分析功能也变得越来越重要。
通过将PLC与上位机或者云平台进行网络连接,可以实现远程监控和管理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机 构 、下 料 移 载 机 构 .
1.2 气 动 系 统 自动生产线的气动系统由空气压缩机提供气源,
压缩气体通过 气 动 三 联 件 连 接 到 电 磁 阀,再 连 接 到 各
上 ,噪 音 低 ,结 构 规 整 紧 凑 ;
(2)采用 伺 服 电 机 作 为 执 行 机 构,及 双 重 定 位,保 证了旋转精度;
(3)温度仪的使用内置 PID 调 节,能 够 稳 定 的 调 节 模具温度;
(4)采 用 空 气 清 洁 能 源,使 用 气 缸 作 为 定 型 动 力 源 ,快 速 稳 定 .
初始化程 序 设 计 是 打 开 设 备 后 的 第 一 步 操 作,如 图2,M1为初 始 化 按 钮,在 屏 幕 中 按 下 相 应 按 钮 程 序 运 行 . M2 表 示 自 动 启 动 按 钮 关 闭 ,M12 表 示 设 备 没 有 自动 运 行,X107 表 示 急 停 按 钮 未 被 按 下,M14 表 示 初 始化完 成,X105 为 停 止 按 钮 备 初 始 化 开 始,M11 一 直 处于 ON 的状态,自锁本程序,使程序持续运行.
2.4 温 控 仪 温控仪是 调 节 温 度 的 智 能 仪 器,能 稳 定 控 制 目 标
的温度,同 时 可 以 控 制 外 部 继 电 器 的 温 度. 如 图 1 为 温控仪的设计图.
图 1 温 控 仪 连 接 图
3 系 统 程 序 设 计
图 2 初 始 化 程 序 3.1 初 始 化 程 序 设 计
自动生产线控制系统与实现
邸新伟
(华晨宝马汽车有限公司,辽宁 沈阳 110000)
摘 要:自动化的实现离不开可编程控制器的应用,PLC 以 微 处 理 器 为 核 心,综 合 应 用IT 技 术、自 动 控 制 技 术、通信技术,具 有 可 靠 性 高、功 能 性 强、易 于 编 程 等 特 点.因 此,基 于 PLC 作 为 控 制 系 统 的 自 动 化 生 产 线 越 来 越 多的出现在我们的生活生产中.
关 键 词 :自 动 化 生 产 线 ;可 编 程 控 制 器
1 自 动 化 生 产 线 1.1 自 动 化 生 产 线 总 体 结 构
下面以仿真化自动化生产线来举例说明.
a.上料机构:根 据 加 工 件 的 特 性 而 设 计 的 可 以 实 现大批量自动 传 送 机 构,作 用 是 稳 定 有 序 的 将 待 加 工
件传送到指 定 项 目. 主 要 包 含 上 料 升 降 机 构、弹 夹 机
构 、移 载 机 构 .
b.定型机 构:对 送 料 进 行,热 模 具 挤 压 定 型,是 生 产线的主要环节.定型机构包括旋转盘机构与分合模
机 构 . 根 据 生 产 需 要 ,设 计 定 型 机 构 的 特 点 有 :
(1)安装 架 采 用 钢 结 构 焊 接,刚 性 好,使 用 定 制 轴 承以及中轴的 设 计,将 需 安 装 盘 重 量 分 散 到 了 安 装 架
以将人的操作 目 的 传 送 给 设 备 的 控 制 系 统,或 者 把 设
备的问题反馈到操作者.它主要包含硬件与软件两大
部分,其 中 硬 件 有 CPU、显 示 器、通 信 接 口、存 储 器;软 件有系统软件与应用软件两部分组成.
2.3 驱 动 控 制 系 统 介 绍 与 选 择 电机的选择对于设备可靠平稳的运行起到了决定
性作用.本次设计选用伺服 电 机,闭 环 控 制,实 时 反 馈
电机的运行状态,伺服电机 选 型 主 要 考 虑 的 就 是 功 率,
应用公式 P=F∗V/100计算得出. 设计选用的伺服系统应 具 有 精 度 高、转 速 性 能 好、
运 动 平 稳 、及 时 性 强 、实 时 性 高 等 特 点 .
200kHz硬件 高 速 计 数 器;具 有 多 种 运 动 功 能 控 制 指 令 ;16 个 外 部 中 断 输 入 .
b.完整的程序保护功能,程 序 自 动 备 份 功 能,有 第 二 份 备 份 功 能 ;多 重 密 码 保 护 用 户 安 全 .
c.优异的运 算 能 力,有 32 位 CPU+ASIC 双 处 理 器 ,支 持 浮 点 运 算 ,最 快 速 度 0.24μs.
个气缸.
2 控 制 系 统 控制系统 离 不 开 电 器 元 件 与 电 路 系 统,本 论 文 设
计的生产线硬件部分主要包 含 PLC、伺 服 电 机、伺 服 驱 动 器 、人 机 界 面 、继 电 器 、温 控 仪 等 .
2.1 PLC 主要特点 a.运 动 控 制 功 能,高 速 的 脉 冲 输 出;支 持 4 组
d.特殊的 拓 展 模 块 与 功 能 卡,扩 展 模 块 与 功 能 卡 具 有 多 样 性 ,另 外 多 增 加 3 个 串 联 端 口 .
e.控 制 器 联 网 功 能 ,PLC Link 最 多 可 连 接 32 台 联 机网络.
2.2 人 机 界 面 人机界面 是 用 来 交 换 人 与 及 其 信 息 的 媒 介,它 可
图 3 旋 转 部 分 伺 服 程 序 3.2 伺 服 控 制 程 序
手动模式下,当按下JOG+ 按 钮 时,旋 转 机 构 正 向 旋转,当 按 下 JOG- 按 钮,旋 转 部 分 反 向 旋 转. 其 中, D300代表输入脉冲 数,D302 表 示 输 入 脉 冲 频 率,分 别 来控制电 机 的 运 动 位 置 与 速 度,采 用 DDRVI语 句 对 Y0和 Y1 进 行 控 制,并 且 所 有 模 式 都 采 用 相 同 的 控 制 语 句 ,以 保 证 设 备 准 确 稳 定 运 行 . 3 结 论
本论文从 PLC 程序 的 设 计 与 伺 服 电 机、伺 服 驱 动 系统以及温控 仪 的 设 计 选 型 出 发,设 计 了 一 套 自 动 化 生 产 线 ,提 高 了 生 产 效 率 . 参考文献