磨煤机负荷控制系统模型算法控制的实现
球磨机负荷加权模糊控制算法设计与仿真
球磨机负荷加权模糊控制算法设计与仿真球磨机是一种广泛应用于矿山、水泥、化工等领域的关键设备。
其主要作用是对粉状物料进行研磨,以达到粉碎、混合等作用。
为了提高球磨机的生产效率和稳定性,需要引入智能化控制技术。
其中,负荷加权模糊控制算法是当前应用较广泛的一种技术。
本文将围绕此技术展开介绍,包括算法设计和仿真过程。
1. 球磨机负荷加权模糊控制算法设计球磨机的负荷是指满载条件下机器的功率状态,是球磨机稳定工作的关键因素。
通过实时监测球磨机负荷,可以为后续的控制措施提供依据。
而负荷加权模糊控制算法是一种基于模糊控制的算法,可以对负荷进行有效控制。
具体而言,该算法的设计包括以下步骤:(1)设定模糊化变量和输出变量模糊化变量是指根据实际情况而将具体参数转化为模糊变量的一种方法。
在球磨机控制中,一般设定磨料粒度、转速、进料量等参数为模糊化变量。
而输出变量则是指根据模糊化变量计算得出的球磨机负荷。
(2)设定模糊规则模糊规则是指根据经验或专业知识而制定的具有普适性的规则。
在球磨机控制中,模糊规则一般由设定的模糊化变量和输出变量共同决定。
例如,磨料粒度越大,转速越快,进料量越大,球磨机负荷也越大。
(3)设定控制器运算规则控制器运算规则是指根据模糊规则而制定的控制器操作规则。
在负荷加权模糊控制算法中,控制器运算规则一般为:计算各模糊化变量的权重,根据重要性级别进行权重加权,最终计算得出球磨机负荷。
2. 球磨机负荷加权模糊控制算法仿真为了验证负荷加权模糊控制算法的效果,我们进行了仿真实验。
实验设定变量如下:磨料粒度为0.5mm,转速为450r/min,进料量为2t/h。
根据上述变量,我们进行了模糊化处理,设定了5个模糊化变量:磨料粒度大小、转速快慢、进料量大小、磨盘直径大小和磨盘转速。
根据模糊化变量的设定,我们进行模糊规则制定,设定了3条模糊规则,其中包括了磨料粒度、转速和进料量对球磨机负荷的影响。
最终对模糊化变量进行权重计算和加权操作,得出球磨机负荷值。
磨煤机控制系统介绍
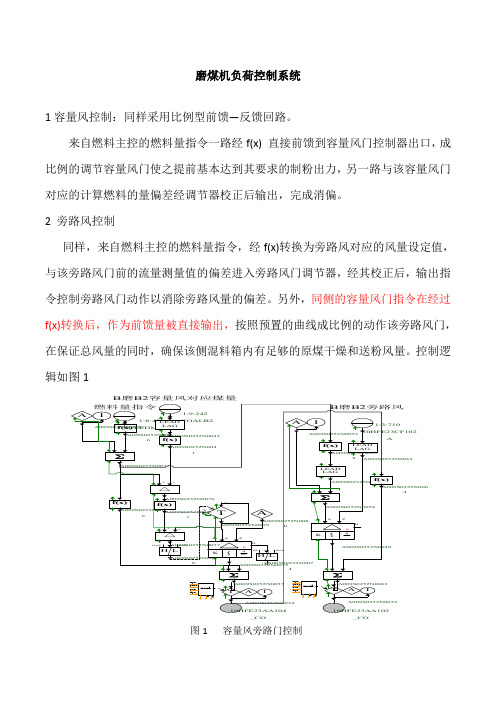
磨煤机负荷控制系统1容量风控制:同样采用比例型前馈—反馈回路。
来自燃料主控的燃料量指令一路经f(x) 直接前馈到容量风门控制器出口,成比例的调节容量风门使之提前基本达到其要求的制粉出力,另一路与该容量风门对应的计算燃料的量偏差经调节器校正后输出,完成消偏。
2 旁路风控制同样,来自燃料主控的燃料量指令,经f(x)转换为旁路风对应的风量设定值,与该旁路风门前的流量测量值的偏差进入旁路风门调节器,经其校正后,输出指令控制旁路风门动作以消除旁路风量的偏差。
另外,同侧的容量风门指令在经过f(x)转换后,作为前馈量被直接输出,按照预置的曲线成比例的动作该旁路风门,在保证总风量的同时,确保该侧混料箱内有足够的原煤干燥和送粉风量。
控制逻辑如图1_CO_COB 磨B2容量风对应煤量4图1 容量风旁路门控制3 磨煤机料位控制为准确测量磨料位,本系统采用的一套由PLC控制的恒压—差压测量系统。
磨内部的料位正比于其差压料位检测器输出信号,并以此作为料位控制的被调量,与设定值之差经调节器校正后,输出指令控制给煤机转速,而作为磨煤机负荷控制的随动子系统,磨机的料位也采用其容量风门指令的前馈信号:两侧容量风门的指令信号取平均后经f(x)转换为对应的目标给煤量,又经过惯性环节后被加到给煤机控制信号上,控制给煤机的给煤率,使其料位时刻都维持在一个合理的差压水平,从而保证磨机无论在稳态还是动态时均能提供数量充足、质量合适的煤粉。
控制逻辑如图2。
_P1图2 磨料位控制逻辑4 磨煤机冷热风门控制维持磨机入口一次风母管风压的稳定,是该制粉系统的正常稳定工作的前提,为此,该方案采用热一次风门控制磨煤机入口母管一次风压,采用单回路有差差调节;同样,其冷风门采用单回路有差调整磨出口温度,因现场烟风系统设计出力的原因,二者无需解耦。
磨煤机控制系统模糊控制器的设计
制磨 煤 机 一 次 风 量 和 磨 煤 机 出 口温 度 。 通 过 设 计 安 装
在文丘里型风 道上的差压变送 器测量一次 风温 : 通 过
降 耗 的要 求 。为 进 一 步 降 低 火 力 发 电 厂 电 耗 成 本 , 保 持磨煤机 最佳经济运行状 态 , 提 高 整 套 机 组 的 自动 投 入率 , 设 计 了模 糊 控 制 器 , 并 通 过 仿 真研 究 , 验 证 了磨 煤机模糊控制器算法在 D C S系 统 中的 可 行 性 。
规定 的 范 围 内 。一 般 过 调 节 冷 、 热 风 挡 板 的开 度 , 控
1 . 3再循环风 门控制 磨煤机入 口负压
为 防止 磨 煤 机 向外 喷 粉 和 漏 风 的现 象 发 生 , 必 须 维 持 磨 煤 机 入 口负 压 在 规 定 的 范 围 内 ,通 常 为 2 0 0 ~
虚假信号 经常会影 响操作 人员 的判 断 ,产生误操作 ,
带 来 不 必 要 的麻 烦 。
1磨煤机 常规控 制策略
1 . 1 磨煤机出 口煤粉温度控制 系统
为了确保火 电厂 机组安全 经济可靠地运 行 , 要求
磨 煤 机 出 口风 粉 混 合 物 的 温 度 维 持 在 规 定 的 范 围 内 。 磨 煤 机 出 口温 度 过 低 ,煤 和 煤 粉 干 燥 度 达 不 到 要 求 , 增 加 制 粉 困难 , 严 重 时会 造 成 磨 煤 机 出 口堵 塞 , 影 响 煤 粉 的输送 ; 磨 煤 机 出 口温 度 过 高 , 容 易 引 起 磨 煤 机 制 粉 系 统 燃 烧 爆 炸 。因此 磨 煤 机 出 口温 度 必 须 维 持 在
基于专家控制的磨机负荷控制算法

基于专家控制的磨机负荷控制算法王建民;贺晓巧;曹艳忙;靳博文【摘要】To solve the problem of mill load which is not easy totimely,effective and accurate control in grinding process,this paper proposed self optimization algorithm with variable step size of mill load based on expert bined with Expert control,fuzzy control andthe optimization algorithm,implemen-ted OPC client with VBplatform,accessed and updated the field data in real ing VC to write con-trol algorithm,to achieve automatic control of the mill load and depicting the curves of each parameter and alarm functions.%为解决磨矿过程磨机负荷不易及时、有效、准确的控制问题,提出了基于专家控制的磨机负荷变步长自寻优控制算法。
将专家控制、模糊控制与自寻优算法相结合,用 VB平台实现OPC客户端的编写,并对现场数据进行实时存取和更新。
用VC 编写控制算法,实现磨机负荷的自动控制以及对各参数运行曲线的描绘及报警功能。
【期刊名称】《河北联合大学学报(自然科学版)》【年(卷),期】2015(000)001【总页数】6页(P77-82)【关键词】专家控制;磨机负荷;变步长自寻优【作者】王建民;贺晓巧;曹艳忙;靳博文【作者单位】河北联合大学电气工程学院,河北唐山 063009;河北联合大学电气工程学院,河北唐山 063009;河北联合大学电气工程学院,河北唐山 063009;河北联合大学电气工程学院,河北唐山 063009【正文语种】中文【中图分类】TP273+.5磨矿是选矿工序中最关键的过程,而磨机负荷是磨矿作业的一个重要参数[1]。
磨煤机控制系统方案
磨煤机控制系统方案1.磨煤机简介1.1概述磨煤机是将煤块破碎并磨成煤粉的机械,它是煤粉炉的重要辅助设备。
磨煤过程是煤被破碎及其表面积不断增加的过程。
要增加新的表面积,必须克服固体分子间的结合力,因而需消耗能量。
煤在磨煤机中被磨制成煤粉,主要是通过压碎、击碎和研碎三种方式进行。
其中压碎过程消耗的能量最省。
研碎过程最费能量。
各种磨煤机在制粉过程中都兼有上述的两种或三种方式,但以何种为主则视磨煤机的类型而定。
1.2摆动式球磨机模糊控制背景分析磨煤机是制粉系统中的大型重要设备,其安全可靠地运行与最佳工作状况是设计单位所追求。
但使用中还存在着一些急待解决的问题,最突出的是难以实现自动控制,运动轨迹过于单一不能有效的粉碎物料。
不能运行在最佳经济出力。
多变量祸合、多变量时滞和模型时变特性是磨煤机控制的主要困难。
由于磨煤机运行具有纯滞后、大惯性和非线性的显著特点,事态特性复杂,数学模型难以建立,采用常规PID调节难以奏效,所以,传统的控制方案大多都是建立在精确测量磨煤机存物料为已知量的基础上,并且是人工手动操作,其经济性完全取决于人员的操作水平、调整能力和工作责任心。
这类方法投资大,改装工作量也客观,各制粉系统水平参差不齐,控制效果并不十分明显,不适合我国采用。
模糊控制是本世纪70年代才发展起来的一种新型控制算法,其本质是一种非线性控制。
它不需要知道被控对象的数学模型,并具有比常规控制系统更好的稳定性和更强的鲁棒性。
模糊控制是建立在人工经验基础之上的。
对于一个熟练的操作人员,他往往凭借丰富的实践试验,采取适当的对策来巧妙的控制一个复杂过程。
若能将这些熟练操作员的实践试验加以总结和描述,并用语言表达出来,就会得到一种定性的、不精确的控制规则。
如果用模糊数学将其定量化,就转化为模糊控制算法,从而形成模糊控制理论。
1.3模糊控制理论的特点:(1)模糊控制不需要被控对象的数学模型。
模糊控制是以人对被控对象的控制经验为依据而设计的控制器,故无须知道被控对象的数学模型。
磨煤机控制系统优化的实现

磨煤机控制系统优化的实现
磨煤机控制系统是现代化的电力工业领域中非常重要的组成部分,其负责控制磨煤机的操作,保证了机器的正常运行。
然而,在使用一段时间后,磨煤机控制系统会出现一些问题,例如能耗过大,制程精度下降等等。
这些问题的存在往往会导致生产效率降低,从而影响电力工业的整体发展。
为此,需要进行磨煤机控制系统优化的实现。
首先,在进行优化之前,需要对磨煤机控制系统的运行情况进行全面的了解和分析。
通过了解磨煤机的工作原理和实际运行情况,可以获得关于磨煤机控制系统的详细信息及其性能瓶颈。
在此基础上,可以确定需要优化的方向,以及优化的目标。
在进行优化时,最主要的问题是提高控制系统的能耗效率。
因此,可以从磨煤机控制系统的组成部分入手进行改进。
例如,可以采用优化算法来改进控制系统,从而减少能耗。
此外,还可以优化控制系统内部的反馈机制,以使磨煤机能够更高效地运行。
在优化完磨煤机控制系统之后,可以通过特定的实验来评估新的控制系统的性能。
这样可以确保优化后的系统能够达到目标。
如果评估结果表明新的控制系统的效果比旧的好,那么就可以正式应用在控制磨煤机的生产中。
总之,优化磨煤机控制系统是电力工业发展中不可或缺的一步。
优化的目标是提高系统的能耗效率,提高生产效率和保证磨煤机的正常运行。
在优化过程中需要充分了解控制系统的运行情
况和性能瓶颈,然后通过改进控制系统的组成部分,提高其性能,最后通过实验验证新系统的实际效果,以确保改进后的系统能够达到预期效果。
基于MAC预测控制的磨煤机负荷控制系统

荷控制 系统 。由于负荷 控制 主要是 针对 磨煤机 存煤 量 的
控制 , 然而煤 种 、 钢球装 载量 、 噪声 、 设备 磨损等 都会造 成负 荷控制系统大时滞 、 参 数时 变等 , 常规 P I D的控制 很难 达到 理想的控制效果 。
效果表明 , 针对不同工况下 的模型参数变化及 内部扰动时 , MA C控制算 法在控制 的稳定性 、 鲁棒性 、 抗干扰性 上均优于常规 的P I D控制。
关键词 : 磨 煤机负荷对象 ; 预测控制 ; 控制
中图 分 类 号 : T M6 2 1 . 7 文 献标 识 码 : B
Co a l Mi l l Lo a d Co n t r o l S y s t e m Ba s e d o n M AC Pr e d i c t i v e Co n t r o l
性能指标所包含 的时间 区域是不相 同的 , 即优化不是 一次离 线进行 , 而是反 复在 线进行 的 , 因而优 化结果 和控制效 果
机系统是典型 的多输入多输 出的耦 合系统 , 为简化控 制复杂
性, 可将负荷对象分离 出来 , 得 到一个 相对 独立 的单变 量负
相较 与传统控制 方法有 很大 的提升 。对 于磨煤 机负 荷控制 系统这类模型精确性不高 , 且 难控 的对象具有控 制效果较理
KE Y W OR D S: C o a l m i l l l o a d o b j e c t ; P r e d i c t i v e c o n t r o l ; C o n t r o l
测、 滚 动优化 和反馈 校正 等控 制策略 , 滚 动优化 的控制 特点
第3 0 卷 第1 2 期
磨矿过程磨机负荷的优化计算与智能控制
Ab s t r a c t : Mi l l l o a d a n d p r o d u c t i o n e f ic f i e n c y a n d e n e r g y c o n s u mp t i o n we r e c l o s e l y r e l a t e d , a c c o r d i n g t o t h e c h a r a c t e r - i s t i c s o f b a l l p r o c e s s wi t h n o n l i n e a r , l rg a e r t i me — d e l a y a n d t i me — v a r y i n g c h ra a c t e is r t i c s , c o n v e n t i o n a l P I D c o n t r o l wa s d i ic f u l t t o o b t a i n t h e e x p e c t e d c o n t r o l e fe c t . , a n d t h e r e f o r e c a n n o t mR f o r a l o n g t i me i n t h e b e s t mi l l l o a d w o r k i n g c o n d i t i o n .T h i s p a p e r p r e s e n t s a c o n t ol r s t r a t e g y o f c o mb i n a t i o n o f s e l f — o p t i mi z a t i o n a l g o i r t h m w i t h f u z z y c o n t r o l , t h e s e l f - o p t i mi z i n g a c h i e v e d y n a mi c o p t i mi z a t i o n o f mi l l l o a d o p t i ma l o p e r a t i n g p o i n t .A t t h e s a me t i me , g e n e t i c lg a o r i t h m w a s i n t r o d u c e d t o o p t i mi z e c o n t r o l r u l e s a n d me mb e sh r i p f u n c t i o n f o r f u z z y c o n t r o l l e r , ma k e f u z z y c o n t r o l l e r h a s t h e a b i l i t y o f s e l f - l e a r n i n g , r e li a z e t h e r e l- a t i me c o n t r o l o f t h e mi l l l o a d, g u a r a n t e e t h e s a f e , s t a b l e o p e r a t i o n o f t h e mi l 1 . he T s i mu l a t i o n r e s u l t s s h o w t h a t , t h e c o n t r o l s t r a t e g y i mp r o v e s t h e mi l l p r o d u c t i o n , r e d u c e t h e l bo a r i n t e n s i t y o f o p e r ・ a t o s, r a n d r e li a z e t h e g o a l f o s a f e a n d s t bl a e o p e r a t i o n o f t h e mi l l a n d e n e r y g s a v i n g .
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
式中: Y ( k+i )为单步 预测模 型 输 出值 ; ( k+ 一 1 )为单 步模 型预测 算 法控 制 器 的输 出值 ; p为 多 步 输 出预测 时域长 度 ; m 为控制 时域 长度 ; 为脉 冲响
应序 列 ; 为采 样时 间 。
煤种、 煤 质及 钢球磨 损 等原 因 , 磨煤 机 的工况 特性 复 杂, 对象 时变 性 强 。负荷 控 制 对 象模 型 的获 取 方 法 很多 , 如进 出 口差 压 法 、 轴 振法 等 J , 本 文 选 取 系 统
模 型输 出误 差经 反 馈 校正 后 与 参 考轨 迹 相 比较 , 应 用二 次性 能指标 进 行 滚动 优 化 , 计 算 当前 时 刻 应加
量 的控 制 , 常 规 比例 一积 分 一微 分 ( P I D) 控 制 器很
难 达 到理想 的控制 效果 。 针 对磨 煤 机 负 荷控 制 问题 , 国 内外 学者 提 出 了 许 多 改 进 方 法 。本 文 旨 在 提 出 模 型 算 法 控 制 ( MA C ) 方案 , 解 决磨 煤机 负荷控 制 问题 。M A C和其 他 预 测控制 思想 基本 一致 , 主要 采用 多步预 测 、 滚 动 优 化 和反馈 校 正等控 制策 略 。滚 动优 化 的控 制特 点
0 引言
在 我 国火 电厂制 粉 系统 中 , 磨 煤 机是 最 重要 的
广 义被控 对 象的数 学模 型为
)= e 一, ( 1 )
磨煤 设备 , 但 大多 数磨 煤 机 在 运行 中缺 少 高 可靠 性
和 准确性 的控 制方 法 。磨 Байду номын сангаас机 系统 是典 型 的多输入 多 输 出的耦合 系统 , 为 简化控 制 的复杂性 , 可将 负荷 对 象分 离 出来 , 得 到一 个 相 对 独 立 的单 变 量 负 荷控 制 系统 。负 荷 控 制 系统 主 要 是 针 对 磨 煤 机 存 煤
式中: W( s )为给煤 量 一差压 信号通 道 的传 递 函数 ; k为 比例 系数 ; t 为延 迟 时间 ; r为 时间常数 J 。
2 模型算法控 制
模 型 算 法控 制 为 预测 控制 算 法 的一 种 , 采 用基 于脉 冲响 应 的非参 数模 型 , 利用过 去 的输 入 、 输 出信 息 以及未来 的输 入信 息 , 预 测系统 未来 的输 出状态 。
行中。
关键词 : 磨煤机 ; 负荷对象 ; 预测控制 ; 模型算法控制 ; 比例 一 积分 一 微分控制 中图分类号 : T K 2 2 3 . 2 5 : T K 3 9 文献标志码 : A 文章编号 : 1 6 7 4—1 9 5 1 ( 2 0 1 3 ) 1 1 — 0 0 2 2—0 4
于 系统 的 控 制 作 用 , 完成控 制循环_ 5 J 。预 测 模 型 、
反馈 校 正 、 滚动优化为 M A C 的核 心 内容 。 图 1为
MA C系统 原理 图 。
使 得 MA C在 控制 效果 上 占有 独 特优 势 。滚 动 优 化
不是 用一个 对全 局相 同 的优化性 能指 标来衡 量控 制
( 华北 电力 大学 , 河北 保定 0 7 1 0 0 0 )
摘
要: 磨 煤 机 负 荷 控 制 对象 是 典 型 的 非 线 性 、 大 滞 后 及 时 变 性 的控 制 对 象 , 采 用 常 规 的控 制 方 法 难 以 获 得 较 好 的控 制
效果 。基 于预测控制在解决复杂难控对象方面 的优势 , 提 出模 型算法控制方案 , 用以解决磨煤机负荷控制问题 。仿真效
效果 , 而是 不 同时刻采 用 不 同的优化性 能 指标 , 即优
化反 复在 线 进 行 , 因此, 控 制 效 果 比传 统 控 制 方
法有 很大 的提 升 。
图1 MA C 系统 原 理 图
一
1 磨煤机负荷控制对象分析
磨 煤机 的负 荷控 制 系 统是 典 型 的大 时滞 系统 ,
・ 2 3・
来 行 为 的控制 量所 产生 的预 测模 型输 出部 分 。采用
预测模 型 输 出误差 对 预 测 模 型输 出进 行 修 正 , 多步
预测 输 出用公 式为 y l m ( k+1 ) =Gl U( k )+G2 U( k一1 )+
因此 , 系统控 制部 分不 能 及 时 得 到控 制 作 用 的反 馈
般对 象 的脉冲 响应预 测模 型为
P
Y ( k + i )=∑ g i “ ( k + i 一1 ),
i=1
( 2 )
信 息 。大时滞 的存 在 使 得 系 统超 调 增 大 、 稳 定性 变 差、 调节 时 问变长 , 严 重 影 响 系统 的控 制 品质 ; 由于
果表 明 , 当模型参数变化 、 内部 扰 动 及 设 定 值 扰 动 时 , 模 型算 法 控 制 在 稳 定 性 、 鲁棒性 、 抗 干 扰 性 上 均 优 于 常 规 的 比例 一
积分 一 微分控制 。最后 , 在仿 真基 础上 提出可用 于实 际工程 的算法控制设计方案 , 条件具备 时可将其应用到 电厂实际运
第3 5卷 第 l 1 期
2 0 1 3年 1 1月
华 电 技 术
Hu a d i a n Te c h n o l o g y
Vo 1 . 3 5 No . 1 1
NO V . 2 01 3
磨 煤 机 负荷 控 制 系统 模 型 算 法控 制 的 实现
刘梓 媛 , 马 平
收 稿 日期 : 2 0 1 3—0 6— 0 7
方案 采 用 多步 预测 模 型 , 多 步 预测 模 型输 出包
括 2部分 : 过去 已知 的控 制量 所 产 生 的 预测 模 型 输 出部 分 ; 由现在 和 未来 将施 加 于 系统并 影 响 系统 未
第1 1 期
刘梓媛 , 等: 磨 煤机 负荷控 制 系统模 型 算 法控 制 的 实现 3 . 1 MA C控制 器参 数分 析