法兰盘设计工艺工序卡
法兰盘工序卡片一套资料
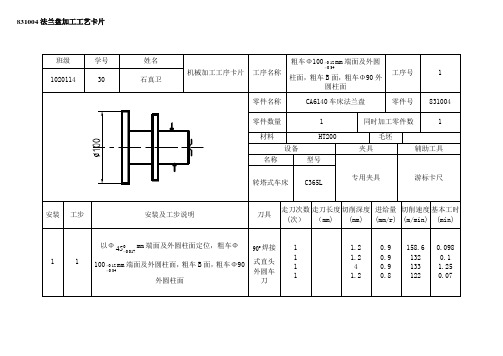
831004法兰盘加工工艺卡片班级学号姓名机械加工工序卡片工序名称粗车Φ10012.034.0--mm端面及外圆柱面,粗车B面,粗车Φ90外圆柱面工序号 11020114 30 石真卫零件名称CA6140车床法兰盘零件号831004零件数量 1 同时加工零件数 1材料HT200 毛坯设备夹具辅助工具名称型号专用夹具游标卡尺转塔式车床C365L安装工步安装及工步说明刀具走刀次数(次)走刀长度(mm)切削深度(mm)进给量(mm/r)切削速度(m/min)基本工时(min)1 1以Φ0017.045-mm端面及外圆柱面定位,粗车Φ10012.034.0--mm端面及外圆柱面,粗车B面,粗车Φ90外圆柱面90︒焊接式直头外圆车刀11111.21.241.20.90.90.90.8158.61321331220.0980.11.250.07班级学号姓名机械加工工序卡片工序名称粗车Φ0017.045-mm端面及外圆柱面,粗车Φ90mm右端面。
工序号 21020114 30 石真卫零件名称CA6140车床法兰盘零件号831004零件数量 1 同时加工零件数 1材料HT200 毛坯设备夹具辅助工具名称型号专用夹具游标卡尺转塔式车床C365L安装工步安装及工步说明刀具走刀次数(次)走刀长度(mm)切削深度(mm)进给量(mm/r)切削速度(m/min)基本工时(min)1 1以Φ10012.034.0--mm端面及外圆柱面定位,粗车Φ017.045-mm端面及外圆柱面,粗车Φ90mm右端面。
90︒焊接式直头外圆车刀1111.21.31.20.90.80.8187891220.060.090.07班级 学号 姓名 机械加工工序卡片 工序名称 钻Φ20045.00+mm 孔,并粗铰。
工序号 3102011430石真卫零件名称 CA6140车床法兰盘零件号 831004 零件数量 1 同时加工零件数1 材料HT200毛坯设备夹具辅助工具名称 型号 专用夹具游标卡尺转塔式车床C365L安装 工步 安装及工步说明 刀具 走刀次数(次) 走刀长度(mm) 切削深度(mm) 进给量(mm/r) 切削速度(m/min) 基本工时(min)1 1以Φ10012.034.0--mm 端面及外圆柱面定位,钻Φ20045.00+mm 孔,并粗铰。
法兰盘设计工序卡
附表二机械加工工序卡片
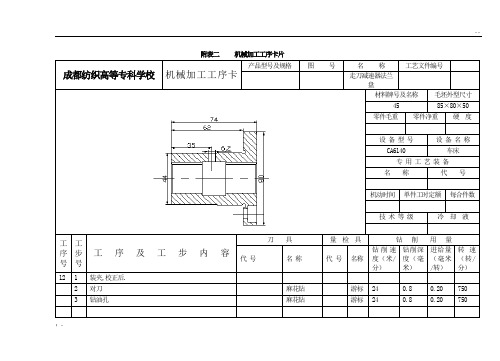
成都纺织高等专科学校机械加工工序卡产品型号及规格图号名称工艺文件编号
走刀减速器法兰
盘
材料牌号及名称毛坯外型尺寸
45 85×80×50
零件毛重零件净重硬度
设备型号设备名称
CA6140 车床
专用工艺装备
名称代号
机动时间单件工时定额每合件数
技术等级冷却液
工序号工
步
号
工序及工步内容
刀具量检具钻削用量
代号名称代号名称
钻削速
度(米/
分)
钻削深
度(毫
米)
进给量
(毫米
/转)
转速
(转/
分)
12 1 装夹,校正后.
2 对刀麻花钻游标24 0.8 0.20 750
3 钻油孔麻花钻游标2
4 0.8 0.20 750
;.
;.。
工序卡(法兰盘)--法兰盘工艺课程设计工序卡(有详细工序图)
粗车端面,保持尺寸粗车外圆,保持尺寸
粗车端面,保持粗车外圆
钻孔18锥柄麻花钻
扩孔19.7锥柄扩孔钻
粗绞孔20钢锥柄机用铰刀精绞孔20钢锥柄机用铰刀
粗车端面,保持尺寸
粗车外圆,
粗车端面,保持尺寸粗车端面,保持尺寸粗车外圆
半精车端面,保持尺寸半精车端面,保持尺寸半精车端面,保持尺寸半精车端面,保持尺寸半精车外圆
半精车外圆
半精车外圆
精车端面,保持尺寸精车端面,保持尺寸
粗铣平面,保持尺寸粗铣平面,保持尺寸
保证尺寸精铣平面,保持尺寸
钻孔8.4锥柄麻花钻头绞孔9锥柄机用铰刀
钻孔4锥柄麻花钻头钻孔 5.8锥柄麻花钻头绞孔6锥柄机用铰刀
面、、磨外圆
磨外圆
24。
法兰盘 机械加工工艺过程卡片
二
钻床Z525
专用夹具,钻头,丝锥,游标卡尺
100
去毛刺
去毛刺
94
终检
终检入库
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改
文件号
签字
日期
标记
处数
更改
文件号
签字
日期
机
二
卧式车床CA6140
专用夹具,高速钢刀具,游标卡尺
40
车
以加工过的Ø94mm外圆及其端面定位,粗车另一端面,粗车外圆Ø55mm,倒角
机
二
卧式车床CA6140
专用夹具,高速钢刀具,游标卡尺
50
车
以加工过的Ø55mm外圆及其端面定位,粗镗Ø35mm内孔
机
二
卧式车床CA6140
专用夹具,高速钢刀具,游标卡尺
机械加工工艺过程卡片
产品型号
零件图号
产品名称
法兰盘
零件名称
法兰盘
共
1
页
第
1
页
材料牌号
HT200
毛坯种类
铸造
毛坯外形尺寸
每毛坯件数
1
每台件数
1
备注
工序号
工序
名称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
10
铸造
铸造出毛坯
20
热处理
毛坯热处理,时效处理
30
车
以Ø55mm处外圆及其端面定位,粗车半精车外圆Ø94mm及端面
60
镗
以Ø55mm外圆及其端面定位,精镗Ø35mm内孔
“法兰盘”零件的机械加工工艺要求及工艺装备工序卡

河北联合大学轻工学院学生课程设计题目:CA6140机床法兰盘课程设计姓名:李园园班级、学号:08机械7班系(部):工程教育部 ____________专业:机械设计制造及其自化 _____指导教师:林艳华______________完成时间:2012年1月12日河北联合大学轻工学院机械制造工艺学课程设计任务书题目:设计“法兰盘”零件的机械加工工艺规程及工艺装备(年产量为4000件)内容:零件图一张(2)毛坯图一张(3)机械加工工艺卡片一套(4)夹具装配图一张(5)零件图一张(6)课程设计说明书一份班级:08机械7班学生:李园园指导老师:林艳华2012年1 月12 日目录设计说明.......................... 错误!未定义书签1零件的分析 ........................... 错误!未定义书签。
1.1零件的作用...................... 错误!未定义书签。
1.2零件的工艺分析................... 错误!未定义书签。
2工艺规程设计 .......................... 错误!未定义书签。
2.1确定毛坯的制造形式.................. 错误!未定义书签。
2.2基面的选择...................... 错误!未定义书签。
2.3制定工艺路线..................... 错误!未定义书签。
2.4机械加工余量,工序尺寸及毛坯尺寸的确定....... 错误!未定义书签。
2.5确定切削用量及基本工时............... 错误!未定义书签。
3夹具设计 (30)3.1问题的提出 (30)3.2夹具设计 (30)参考文献 (33)设计说明机械制造工艺学课程设计使我们学完了大学的全部基础课、技术基础课以及大部分专业课之后进行的.这是我们在进行毕业设计之前对所学各课程的一次深入的综合性的总复习,也是一次理论联系实际的训练,因此,它在我们四年的大学生活中占有重要的地位。
法兰盘工序卡片

法兰盘加工工序卡片1湖南工业大学机械加工工序卡片产品型号产品名称零(部件)图号CA6140 法兰盘零(部件)名称CA6140法兰盘共10页第1页车间工序号工序名材料牌号I 粗车HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/s)切削速度(m/mi n)背吃刀量(mm)进给次数工步工时(s)(mm/r) 机动辅助1 粗车①100端面8 4 12 粗车①100外圆柱面8 132 1 2 63 粗车B面126 2 15 754 粗车①90外圆柱面 4 15 粗车①45端面89 16 粗车①45外圆柱面89 27 粗车①90端面8 122 1设计(日期)审核(日期)标准化(日期)会签(日期)更改文件号标记处数签字日期标记处数更改文件号签字日期机械加工工序卡片潍坊学院机电工程学院法兰盘加工工序卡片2产品型号零(部件)图号工步号标记产品名称CA6140 法兰盘零(部件)名称CA6140法兰盘工步内容钻①18的孔扩①的孑处数更改文件号签字日期车间工序号工序名钻孔第2页材料牌—共10页HT200标记处数毛坯种类铸件设备名称立式钻床毛坯外形尺寸每毛坯可制件数设备型号Z5251设备编号每台件数1同时加工件数夹具编号夹具名称三爪卡盘切削液工位器具编号主轴转速(r/s)更改文件号切削速度(m/min)签字工位器具名称进给量(mm/r)背吃刀量(mm)进给次数35日期工序工时(S)准终单件设计(日期)审核(日期)标准化(日期)会签(日期)工步工时(S)机动辅助37, 8法兰盘加工工序卡片3湖南工业大学机械加工工序卡片产品名称法兰盘 零(部件)名称法兰盘产品型号零(部件)图号工步号 标记 处数车间工序号A工序名 精铰第 3页 材料牌—共10 页 HT200工步内容 精铰①20的孔 更改文件号签字日期标记处数毛坯种类 铸件 设备名称主轴转 速(r/s) 5更改文 件号毛坯外形尺寸每毛坯可制件数每台件数1 ~设备型号设备编号同时加工件数夹具编号 夹具名称 切削液工位器具编号工位器具名称工序工时(s )准终单件切削速度(m/mi n) 签字日期进给量(mm/r )设计(日期)背吃刀量审核(日期) (mm)进给 次数会签(日期)工步工时(S )机动辅助标准化 (日期)工步号 工步内容工艺 装备主轴转 速(r/s)切削速度 (m/mi n)进给量 (mm/r)背吃刀量(mm)进给 次数工步工时(S) 机动辅助1 半精车①100端面812 半精车①100外圆柱面813213 半精车B 面 12611354 半精车①90外面柱面15 半精车①45端面18716 半精车①45外圆柱面9617 半精车①90端面13418车①100柱倒角1湖南工业大学机械加工工序卡片法兰盘加工工序卡片4产品型号零(部件)图号 产品名称法兰盘 车间零(部件)名称工序号法兰盘 共10 页 毛坯种类 铸件 设备名称 卧式车床毛坯外形尺寸工序名 半精车 「 每毛坯可制件数材料牌号设备型号 CA61401设备编号HT200每台件数1同时加工件数夹具编号夹具名称切削液工位器具编号 工位器具名称工序工时(S) 准终单件法兰盘加工工序卡片5产品型号零(部件)图号法兰盘加工工序卡片6准终单件 湖南工业大学机械加工工序卡片产品名称 法兰盘 零(部件)名称法兰盘 第5共10产品型号零(部件)图号湖南工业大学机械加工工序卡片产品名称法兰盘零(部件)名称法兰盘车间工序号工步号标记工步内容工序名粗铳第6页材料牌—共10页HT200毛坯种类铸件设备名称组合机床主轴转速(r/s)毛坯外形尺寸每毛坯可制件数设备型号夹具编号工位器具编号切削速度(m/min)进给量(mm/r)每台件数设备编号夹具名称工位器具名称背吃刀量(mm)进给次数同时加工件数切削液工序工时(s)准终单件工步工时(S)机动辅助粗铳距中心线34mm的平面粗铳距中心距24mm的平面设计(日期)审核(日期)处数更改文件号签字日期标记处数更改文件号签字日期135标准化(日期)4会签(日期)360法兰盘加工工序卡片7产品型号零(部件)图号湖南工业大学机械加工工序卡片产品名称法兰盘零(部件)名称法兰盘工步号标记处数工步内容精铳①90两平面更改文件号签字日期标记车间工序号工序名精铳第7页材料牌—共10页HT200处数毛坯种类铸件设备名称组合机床主轴转速(r/s)更改文件号毛坯外形尺寸每毛坯可制件数设备型号夹具编号工位器具编号切削速度(m/min)签字日期进给量(mm/r)设计审核每台件数设备编号夹具名称工位器具名称背吃刀量(mm)进给次数同时加工件数切削液工序工时(s)准终单件工步工时(S)机动辅助标准化2会签135(日期)(日期)(日期)(日期)法兰盘加工工序卡片8产品型号零(部件)图号湖南工业大学机械加工工序卡片产品名称法兰盘零(部件)名称法兰盘车间工序号工步号标记2012工步内容钻4*①9孔处数更改文件号签字工序名钻孔第8页材料牌—共10页HT200日期标记处数毛坯种类铸件设备名称立式钻床毛坯外形尺寸每毛坯可制件数设备型号设备编号夹具编号每台件数同时加工件数Z525夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件主轴转速(r/s)更改文件号切削速度(m/min)签字进给量(mm/r)背吃刀量(mm)进给次数工步工时(S)机动辅助30日期设计(日期)审核(日期)标准化(日期)会签(日期)法兰盘加工工序卡片9产品型号零(部件)图号湖南工业大学机械加工工序卡片产品名称CA6140 法兰盘零(部件)名称法兰盘车间工序号IX毛坯种类铸件设备名称立式钻床毛坯外形尺寸工序名钻、扩每毛坯可制件数设备型号Z525夹具编号工位器具编号设备编号夹具名称工位器具名称第9页材料牌—共10页HT200每台件数1 ~同时加工件数切削液工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/s)切削速度(m/mi n)进给量(mm/r)背吃刀量(mm)进给次数工步工时(s)机动辅助1 钻①4mm孔302 扩①6mm孔30设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期法兰盘加工工序卡片10零(部件)图号湖南工业大学机械加工工序卡片产品名称法兰盘零(部件)名称CA6140法兰盘严----车间工序号工序名磨第10页材料牌—共10页HT200毛坯种类~铸件设备名称轻型外圆磨床毛坯外形尺寸每毛坯可制件数每台件数1 ~设备型号设备编号同时加工件数MQ1350A夹具编号夹具名称切削液工步号工步内容工艺装备主轴转速(r/s)切削速度(m/mi n)背吃刀量(mm)进给次数工步工时(s)进给量(mm/r)机动辅助1 磨B面18 1 1502 磨距离①90轴线24mm的侧平面 1设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期准终单件产品型号工序工时(s)工位器具编号工位器具名称。
法兰盘工序卡片一套资料
工序号
12
零件名称
CA6140车床法兰盘
零件号
831004
零件数量
1
材料 设备
名称
HT200 型号
同时加工零件数
1
毛坯 夹具
辅助工具
万能外圆磨 床
MBG1420
专用夹具
暂无
安装 1
工步 2
安装及工步说明
以Φ20 00m.04m5 孔及 Φ100
mm 0 .12
0 .34
端面定位,磨 Φ
90mm外圆柱面。
姓名 石真卫
机械加工工序卡片
半精车 Φ100
0.12 0.34
mm端面及外
工序名称 圆柱面,半精车 B 面,半精车
Φ90 外圆柱面。
工序号
零件名称
CA6140车床法兰盘
零件号
4 831004
零件数量
1
材料 设备
名称
HT200 型号
同时加工零件数
1
毛坯 夹具
辅助工具
转塔式车床
C365L
专用夹具
游标卡尺
走刀次数 走刀长度 切削深度 进给量 切削速度 基本工时
刀具
( 次) (mm) (mm) (mm/r) (m/min) (min)
以 Φ 45m00m.017 外圆柱面及 Φ90mm右端面定位,磨
砂轮
1
1
Φ100mm外圆柱面。
A46KV6 1
P 300×
40×127
314
4.5
0.04
25
0.45
班级 1020114
走刀次数 走刀长度 切削深度 进给量 切削速度 基本工时
刀具
( 次) (mm) (mm) (mm/r) (m/min) (min)
法兰盘机械加工工序卡片
97
2.7
0.4
0.2
1
144.8s
21.72s
15
20
25
30
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
辽宁工程技术大学
机械加工工序卡片
产品型号
零件图号
产品名称
CA6140车床
零件名称
法兰盘
共
页
第
页
车间
工序号
工序名称
材料牌号
45
钻
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
97X106X106
1
1
设备名称
设备型号
设备编号
同时加工件数
立式钻床
Z525
1
夹具编号
夹具名称
切削液
专用夹具1
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
Φ8.8—Φ8.95mm,Ra12.5
莫式锥柄麻花钻、游标卡尺
680
18.8
0.15
8.8
1
46.8s
7s
10
铰孔至Φ9—Φ9.058mm,Ra6.3
CA6140法兰盘机械加工工艺过程卡片
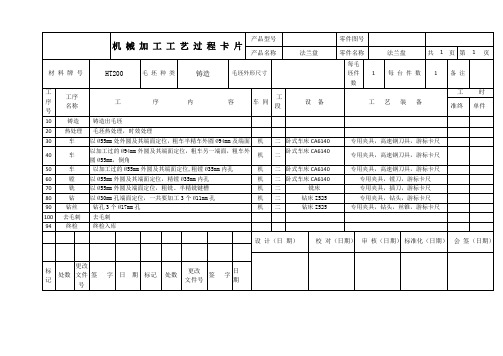
机械加工工艺过程卡片文件编号蚌埠学院机械加工工艺过程卡片产品型号CA6140 零(部)件图号共1 页产品名称法兰盘零(部)件名称法兰盘第1页材料牌号HT200 毛坯种类铸件毛坯外形尺寸备注工序号工序名称工序内容车间工段设备工艺装备工序时间(s)准终单件1 车削Φ100粗车左端面、粗车Φ90左侧面、粗车Φ100外圆、粗车左Φ45外圆、Φ100粗车右端面机加工车床CA6140车刀63.862 车削粗车右Φ45右端面,粗车Φ90右侧面、粗车右Φ45外圆、粗车Φ90外圆机加工车床CA6140车刀37.453 钻铰钻中心孔Φ18孔、扩孔Φ19.8机加工钻床Z525高速钢钻头铰刀76.84 车削半精车Φ100左端面、半精车Φ90左侧面、半精车Φ100外圆、半精车Φ45外圆、半精车Φ90外圆并倒角C1.5、车过渡圆角R5、半精车Φ100右侧面、倒角C1.5机加工车床CA6140车刀100.75 车削半精车右Φ45右端面、半精车Φ90右侧面、半精车右Φ45外圆、倒角C7、切槽3×2机加工车床CA6140车刀30.76 钻孔粗铰Φ19.94、精铰Φ20机加工钻床Z525高速钢钻头2077 车削精车Φ100左端面、倒角1×1.5(Φ20)、精车Φ90右侧面机加工车床CA6140车刀107.88 铣削粗铣Φ90两端面、精铣两端面机加工X61W卧式铣床硬质合金盘铣刀79.699 精铰钻Ф 4mm孔、铰Ф6mm孔机加工钻床Z525铰刀7.210 钻孔钻4-Ф9孔机加工Z525型摇臂钻床高速钢钻头1211 磨削磨外圆Φ100,右Φ45外圆,外圆Φ90。
磨B面,即左Φ45外圆面、Φ100右端面、Φ90左端面机加工M131W万能磨床砂轮166.312 磨削磨Φ90上距轴心24mm平面机加工磨床M7112砂轮9.613 抛光抛光B面机加工14 刻字刻线在Φ100端面上刻字刻线机加工15 镀铬Φ100外圆无光镀铬机加工16 检验入库描图描校底图号装订号编制审核会签标记处数更改文件号签字日期标记处数更改文件号签字日期。
法兰盘的工艺设计与数控加工工艺卡
附表1 板滞加工工艺历程卡片之阳早格格创做附表2 板滞加工工艺历程卡片附表3 板滞加工工艺历程卡片附表4 数控加工工序卡附表5 数控加工工序卡附表6 数控加工工序卡附表7 数控加工工序卡附表8 数控加工刀具卡片附表9 数控加工刀具卡片附表10 数控加工刀具卡片附表11数控加工进给门路图附表12数控加工进给门路图上海工程技能大教下职教院数控加工进给门路图产品型号整件图号产品称呼法兰盘整件称呼法兰盘资料牌号45钢毛坯种类毛坯形状尺寸Φ95×45备注工序号工序称呼设备称呼设备型号步调编号夹具代号夹具称呼热却液车间02细细车左端里及表面数控机床ck6140O00013爪卡盘乳化液数控加工附表13数控加工进给门路图上海工程技能大教下职教院数控加工进给门路图产品型号整件图号产品称呼法兰盘整件称呼法兰盘资料牌号45钢毛坯种类毛坯形状尺寸Φ95×45备注工序号工序称呼设备称呼设备型号步调编号夹具代号夹具称呼热却液车间03 细细车左端里及表面数控机床ck6140O0002 3爪卡盘乳化液数控加工附表14数控加工进给门路图上海工程技能大教下职教院数控加工进给门路图产品型号整件图号产品称呼法兰盘整件称呼法兰盘资料牌号45钢毛坯种类毛坯形状尺寸Φ95×45备注工序号工序称呼设备称呼设备型号步调编号夹具代号夹具称呼热却液车间03 钻Φ32孔数控机床ck6140O0002 3爪卡盘乳化液数控加工附表15数控加工进给门路图上海工程技能大教下职教院数控加工进给门路图产品型号整件图号产品称呼法兰盘整件称呼法兰盘资料牌号45钢毛坯种类毛坯形状尺寸Φ95×45备注工序号工序称呼设备称呼设备型号步调编号夹具代号夹具称呼热却液车间04 钻铰所有孔坐式加工核心XH714O0003 博用夹具乳化液数控加工附表16数控加工进给门路图上海工程技能大教下职教院数控加工进给门路图产品型号整件图号产品称呼法兰盘整件称呼法兰盘资料牌号45钢毛坯种类毛坯形状尺寸Φ95×45备注工序号工序称呼设备称呼设备型号步调编号夹具代号夹具称呼热却液车间05 钻铰Φ11孔坐式加工核心XH714O0004 博用夹具乳化液数控加工附录17数控加工步调O0001:N0010 G40 G17 G90 G70N0030 T00 M06N0040 G0 G90 X-.7181 Y.4098 S0 M03 N0050 G43 Z.6693 H00N0090 G80N0100 M02O0002:N0010 G40 G17 G90 G70N0030 T00 M06N0040 G0 G90 X-.6988 Y1.2104 S0 M03N0050 G43 Z.1969 H00N0120 G80N0130 M02O0003:N0010 G40 G17 G90 G70N0030 T00 M06N0040 G0 G90 X-2.3828 Y-1.3846 S0 M03 N0050 G43 Z-1.1849 H00 N0070 G80N0080 M02O0004:N0010 G40 G17 G90 G70N0030 T00 M06N0040 G0 G90 X.0042 Y-.8268 S0 M03N0050 G43 Z.6693 H00N0090 G80N0100 M02O0005:N0010 G40 G17 G90 G70N0030 T00 M06N0040 G0 G90 X-.6988 Y-1.2104 S0 M03N0050 G43 Z1.1811 H00N0120 G80N0130 M02O0006:N0010 G40 G17 G90 G70N0030 T00 M06N0040 G0 G90 X-.6988 Y-1.2104 S0 M03N0050 G43 Z1.1811 H00 N0120 G80N0130 M02O0007:N0010 G40 G17 G90 G70N0030 T00 M06 N0040 G0 G90 X-2.3828 Y-1.3846 S0 M03 N0050 G43 Z-1.1849 H00N0070 G80N0080 M02。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
日期
标记
处数
更改文件号
签字
日期
机械加工工序Ⅵ卡片
机械加工工序卡片
产品型号
CA6140
零件图号
产品名称
车床
零件名称
法兰盘
共15页
第6页
车间
工序号
工序名称
材料牌号
Ⅵ
半精车
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
模铸件
106X98mm
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式车床
CA6140
夹具名称
切削液
三爪卡盘
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
铰孔达到 的尺寸
Φ20莫氏锥柄机用铰刀
游标卡尺
100
6.3
1.46
0.5
1
39
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序Ⅷ卡片
机械加工工序卡片
产品型号
CA6140
零件图号
产品名称
车床
零件名称
法兰盘
共15页
第8页
车间
工序号
工序名称
材料牌号
Ⅷ
铣平面
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
模铸件
106X98mm
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式铣床
Ⅹ
钻Ф4、Ф6孔
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
模铸件
106X98mm
1
1
设备名称
设备型号
设备编号
同时加工件数
立式钻床
Z550
1
夹具编号
夹具名称
切削液
三爪卡盘
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
机械加工工艺过程卡片
机械加工工艺过程卡片
产品型号
CA6140
零件图号
产品名称
车床
零件名称
法兰盘
共1页
第1页
材料牌号
HT200
毛坯种类
模铸件
毛坯外形尺寸
106X98mm
每毛坯可制件数
1
每台件数
1
备注
工
序
号
工名
序称
工序内容
加工
车间
机床设备
工艺装备
工时
夹具
刀具
量具
准终
单件
Ⅰ
粗车
粗车Φ90、Φ45右端面以及Φ45外圆
毛坯外形尺寸
每毛坯可制件数
每台件数
模铸件
106X98mm
1
1
设备名称
设备型号
设备编号
同时加工件数
立式钻床
Z550
1
夹具编号
夹具名称
切削液
三爪卡盘
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
钻4个Φ9孔
X62W
1
夹具编号
夹具名称
切削液
三爪卡盘
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
粗铣距内孔中心线24mm的平面
硬质合金圆柱铣刀
游标卡尺
300
94.2
0.18
20.5
6
63
2
精铣距内孔中心线24mm的平面
日期
标记
处数
更改文件号
签字
日期
机械加工工序Ⅻ卡片
机械加工工序卡片
产品型号
CA6140
零件图号
产品名称
车床
零件名称
法兰盘
共15页
第12页
车间
工序号
工序名称
材料牌号
Ⅻ
磨外圆
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
模铸件
106X98mm
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式车床
1
夹具编号
m/min
mm/r
mm
机动
辅助
1
钻Φ4孔
Ф4mm高速钢锥柄标准麻花钻
Ф5.8mm高速钢直柄麻花钻
Ф6mm高速钢锥柄标准铰刀
1360
17
0.22
15
1
4
2
扩Φ5.8孔
545
8.5
0.81
15
1
3
3
铰Φ6孔
272
5.1
0.62
15
6
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
CA6140车床
三爪卡盘
YG6硬质合金
卡尺
ⅴ
精车
钻Φ20通孔,先用钻Φ18的钻头钻孔
CA6140车床
三爪卡盘
Φ18、Φ19钻
卡尺
Ⅵ
精车
铰孔达到Φ20的尺寸及精度
CA6140车床
三爪卡盘
Φ20铰刀
卡尺
Ⅶ
粗铣
粗、精铣距内孔中心线为34mm的平面
X62W铣床
专用夹具
圆柱铣刀
卡尺
Ⅷ
精铣
粗、精铣距内孔中心线为24mm的平面
零件名称
法兰盘
共15页
第3页
车间
工序号
工序名称
材料牌号
Ⅲ
钻孔
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
模铸件
106X98mm
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式车床
CA6140
1
夹具编号
夹具名称
切削液
三爪卡盘
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
1
夹具编号
夹具名称
切削液
三爪卡盘
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
磨削距内孔中心线24mm的平面
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序Ⅱ卡片
机械加工工序卡片
产品型号
CA6140
零件图号
产品名称
车床
零件名称
法兰盘
共15页
第2页
车间
工序号
工序名称
材料牌号
Ⅱ
粗车
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
模铸件
106X98mm
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式车床
CA6140
r/min
m/min
mm/r
mm
机动
辅助
1
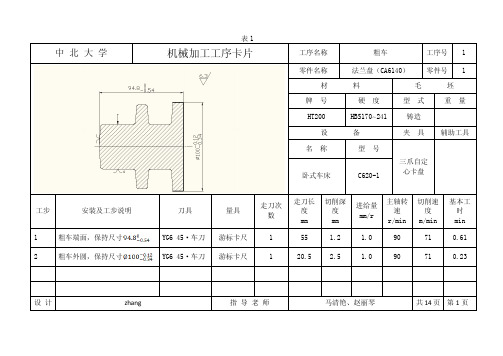
粗车Φ45右端面
YT6 端面车刀
YT6 外圆车刀
游标卡尺
450
72
0.48
2.5
1
13
2
粗车Φ45外圆
450
72
0.48
2
1
12
3
粗车Φ90右端面
200
60.3
0.81
2.7
1
9
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
710
105
0.3
0.75
1
13
3
精车Φ90右端面
400
126
0.15
0.3
1
26
4
车退刀槽
63