刀具半径补偿指令G40、G41、G42,
刀具半径补偿指令G40、G41、G42,
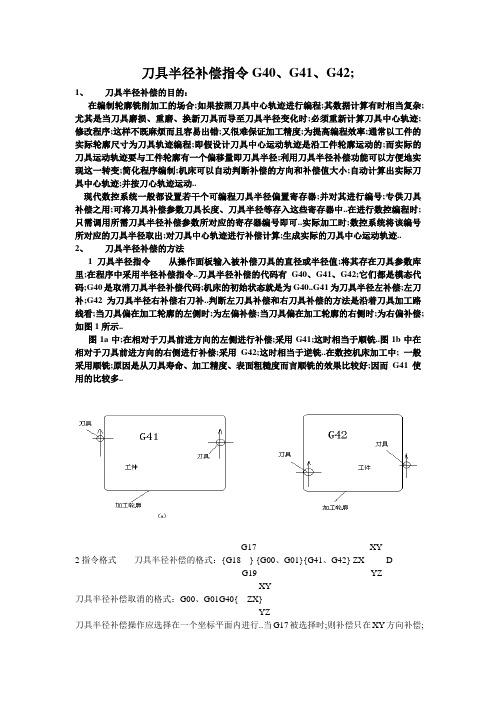
刀具半径补偿指令G40、G41、G42;1、刀具半径补偿的目的:在编制轮廓铣削加工的场合;如果按照刀具中心轨迹进行编程;其数据计算有时相当复杂;尤其是当刀具磨损、重磨、换新刀具而导至刀具半径变化时;必须重新计算刀具中心轨迹;修改程序;这样不既麻烦而且容易出错;又很难保证加工精度;为提高编程效率;通常以工件的实际轮廓尺寸为刀具轨迹编程;即假设计刀具中心运动轨迹是沿工件轮廓运动的;而实际的刀具运动轨迹要与工件轮廓有一个偏移量即刀具半径;利用刀具半径补偿功能可以方便地实现这一转变;简化程序编制;机床可以自动判断补偿的方向和补偿值大小;自动计算出实际刀具中心轨迹;并按刀心轨迹运动..现代数控系统一般都设置若干个可编程刀具半径偏置寄存器;并对其进行编号;专供刀具补偿之用;可将刀具补偿参数刀具长度、刀具半径等存入这些寄存器中..在进行数控编程时;只需调用所需刀具半径补偿参数所对应的寄存器编号即可..实际加工时;数控系统将该编号所对应的刀具半径取出;对刀具中心轨迹进行补偿计算;生成实际的刀具中心运动轨迹..2、刀具半径补偿的方法1刀具半径指令从操作面板输入被补偿刀具的直径或半径值;将其存在刀具参数库里;在程序中采用半径补偿指令..刀具半径补偿的代码有G40、G41、G42;它们都是模态代码;G40是取消刀具半径补偿代码;机床的初始状态就是为G40..G41为刀具半径左补偿;左刀补;G42为刀具半径右补偿右刀补..判断左刀具补偿和右刀具补偿的方法是沿着刀具加工路线看;当刀具偏在加工轮廓的左侧时;为左偏补偿;当刀具偏在加工轮廓的右侧时;为右偏补偿;如图1所示..图1a中;在相对于刀具前进方向的左侧进行补偿;采用G41;这时相当于顺铣..图1b中在相对于刀具前进方向的右侧进行补偿;采用G42;这时相当于逆铣..在数控机床加工中; 一般采用顺铣;原因是从刀具寿命、加工精度、表面粗糙度而言顺铣的效果比较好;因而G41使用的比较多..G17 XY2指令格式刀具半径补偿的格式:{G18 } {G00、G01}{G41、G42} ZX DG19 YZXY刀具半径补偿取消的格式:G00、G01G40{ ZX}YZ刀具半径补偿操作应选择在一个坐标平面内进行..当G17被选择时;则补偿只在XY方向补偿;而Z方向不进行补偿;当G18被选择时;则补偿只在ZX方向补偿;而Y方向不进行补偿;当G19被选择时;则补偿只在YZ方向补偿..而X方向不进行补偿..G00和G01为刀具运动指令;刀具补偿的建立和取消必须在G00或G01状态下完成;XYZ 后所跟的值为运动的目标点坐标;与指定平面中的轴相对应..D与后面的数值是刀补号码;它代表刀具参数库中刀补的数值..如D01表示刀参数库中第一号刀具的半径值..这一数值预先输入在刀具参数库刀补表中的01号位置上..在一般情况下;我们把刀具的半径补偿量在补偿代码中输入为正值+;如果把刀具半径补偿量设为负值—时;在走刀轨迹方向不变的情况下;则相当于把补偿指令G41、G42互换了..加工工件内侧的刀具会变为外侧;加工工件外侧的刀具会变为内侧..3.刀具半径的补偿动作以加工图2所示工件为例子;根据加工程序分析刀具半径的补偿动作..加工程序如下:O0001;N10 G54 G90 G17 G00 X0 Y0 S1000 M03;N20 G41 X20 Y10 D01;N30 G01 Y50 F100 ;N40 X50 ;N50 Y20;N60 X10 ;N70 G00 G40 X0 Y0 M05;N80 M30;上述程序中的刀补动作为;1启动并建立刀具半径补偿阶段当N20程序中编入G41和D01指令后运算装置同时先读入N30、N40两段;在N20段的终点N30段的始点作出一个矢量;该矢量的方向与下一段的前进方向垂直且向左;大小等于刀补值..刀具中心在执行这一段N20时移向该矢量终点..在该阶段中动作指令只有用G00或G01不能用G02或G03..2刀补状态从N30段开始进入刀补状态;在这个阶段下G01、G02、G03、G00都可以使用..这一阶段也是第段都先行读入两段;自动按照启动阶段的矢量法作出第个沿前进方向侧且加上刀补的矢量路径..3取消刀补当N70程序段中用到G40指令时;则在N60段的终点N70段的始点作出一个矢量;它的方向与N60段前进方向垂直且朝左;大小为刀补值..刀具中心就停止在这个矢量的终点;从这一位置开始刀具中心移向N70段的终点..此时也只能用G01或G00;面、而不能用G02或G03..。
巧用G41、G42、G40(刀具半径补偿指令)编制数控程序

巧用G41、G42、G40(刀具半径补偿指令)编制数控程序作者:魏国军来源:《中国科技博览》2015年第15期[摘要]数控铣床手动编程中二维加工在没有使用刀补的情况下编制数控加工程序时,由于刀具是圆柱形,存在一定的直径,使刀具中心轨迹与零件轮廓不重合。
如此时按照轮廓线编程,刀具中心(刀位点)行走轨迹将和图样上的零件轮廓轨迹重合,就会造成过切或少切现象。
作者通过分析、尝试及验证,在数控程序中巧秒地使用G41、G42、G40指令,不仅可以解决上述问题,且使编程及加工变得简单。
[关键词]巧用;刀具半径补偿指令;编制;数控程序中图分类号:TG659 文献标识码:A 文章编号:1009-914X(2015)09-0304-02在手动编制数控铣加工程序时,为了确保铣削加工出的轮廓符合要求,编程员必须依据图样尺寸要求结合所使用刀具半径计算出新的节点坐标,再根据这些坐标值进行编程,这给编程带来了很大数据计算及处理的麻烦(见图1)。
编程时为了避免出现上述所说的数据坐标值计算,考虑利用刀具半径补偿来解决这一问题(见图2),可大大地节省时间提高编程效率。
一、刀具半径补偿数控加工中,是按零件轮廓进行编程的。
由于刀具总有一定的半径(如铣刀半径、铜丝的半径),刀具中心运动的轨迹并不等于所需加工零件的实际轮廓,而是偏移轮廓一个刀具半径值。
这种偏移称为刀具半径补偿。
1、刀具半径补偿指令及格式G41(刀具半径左补偿指令):G41 G00/G01 X Y DG42(刀具半径右补偿指令):G42 G00/G01 X Y DG40(刀具半径补偿取消指令):G40 G00/G01 X Y2、刀具半径补偿指令注意事项在编制数控程序时,使用G41、G42、G40指令可让我们省去因刀具半径而造成的坐标点计算,但在使用过程中需注意一些事项,规纳总结如下五点:(1)、G40、G41指令在使用前,必须由G17、G18、G19指令指定刀具半径补偿平面,且补偿中不能随意更换铣削平面,需要半径补偿指令结束后才能更换铣削平面,否则程序出现报警信号;(2)、编程时,X、Y坐标值的计算参照G00、G01格式,与没有使用刀补时一样,刀补建立时,只能使用G00、G01指令,不能使用G02、G03指令;(3)、D-指令代码为刀具半径补偿寄存器的地址字,在编写程序时应与补偿寄存器号相对应;(4)、G41、G42判别:沿着刀具前进方向看,刀具在前进轨迹方向左侧为左刀补,刀具在前进轨迹方向右侧为右刀补;(5)、刀具半径补偿值设置为负值时,G41、G42刀具所走轨迹将相反。
数控编程 刀具半径补偿指令G40 G41 G42

数控编程刀具半径补偿指令G40 G41 G42在零件轮廓铣削加工时,由于刀具半径尺寸影响,刀具的中心轨迹与零件轮廓往往不一致。
为了避免计算刀具中心轨迹,直接按零件图样上的轮廓尺寸编程,数控系统提供了刀具半径补偿功能,见图1.28。
图1.28刀具半径补偿1、编程格式G41为左偏刀具半径补偿,定义为假设工件不动,沿刀具运动方向向前看,刀具在零件左侧的刀具半径补偿,见图1.29。
图1.29左偏刀具半径补偿G42为右偏刀具半径补偿,定义为假设工件不动,沿刀具运动方向向前看,刀具在零件右侧的刀具半径补偿,见图1.30。
G40 为补偿撤消指令。
图1.30右偏刀具半径补偿程序格式:G00/G01 G41/G42 X~Y~H~//建立补偿程序段……//轮廓切削程序段……G00/G01 G40 X~Y~//补偿撤消程序段其中:G41/G42程序段中的X、Y值是建立补偿直线段的终点坐标值;G40程序段中的X、Y值是撤消补偿直线段的终点坐标;H为刀具半径补偿代号地址字,后面一般用两位数字表示代号,代号与刀具半径值一一对应。
刀具半径值可用CRT/MDI方式输入,即在设置时,H~= R。
如果用H00也可取消刀具半径补偿。
2、工作过程图1.31~图1.33表示的刀具半径补偿的工作过程。
其中,实线表示编程轨迹;点划线表示刀具中心轨迹;r等于刀具半径,表示偏移向量。
(1)刀具半径补偿建立时,一般是直线且为空行程,以防过切。
以G42为例,其刀具半径补偿建立见图1.33。
图1.31建立刀具半径补偿(2)刀具半径补偿一般只能平面补偿,其补偿运动情况见图1.32。
图1.32 刀具半径补偿运动(3)刀具半径补偿结束用G40撤销,撤销时同样要防止过切,如图1.33。
图1.33撤消刀具半径补偿(4)注意:图1. 34刀具半径补偿量的改变1)建立补偿的程序段,必须是在补偿平面内不为零的直线移动。
2)建立补偿的程序段,一般应在切入工件之前完成。
刀具半径补偿指令
刀具半径补偿指令在进行数控编程时,除了要充分考虑工件的几何轮廓外,还要考虑是否需要采用刀具半径补偿,补偿量为多少以及采用何种补偿方式。
数控机床的刀具在实际的外形加工中所走的加工路径并不是工件的外形轮廓,还包含一个补偿量。
一、补偿量包括:1、实际使用刀具的半径。
2、程序中指定的刀具半径与实际刀具半径之间的差值。
3、刀具的磨损量。
4、工件间的配合间隙。
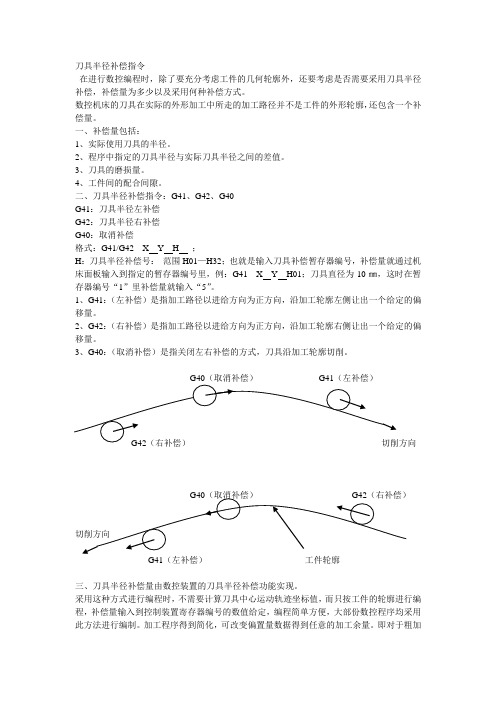
二、刀具半径补偿指令:G41、G42、G40G41:刀具半径左补偿G42:刀具半径右补偿G40:取消补偿格式:G41/G42 X Y H ;H:刀具半径补偿号:范围H01—H32;也就是输入刀具补偿暂存器编号,补偿量就通过机床面板输入到指定的暂存器编号里,例:G41 X Y H01;刀具直径为10㎜,这时在暂存器编号“1”里补偿量就输入“5”。
1、G41:(左补偿)是指加工路径以进给方向为正方向,沿加工轮廓左侧让出一个给定的偏移量。
2、G42:(右补偿)是指加工路径以进给方向为正方向,沿加工轮廓右侧让出一个给定的偏移量。
3、G40:(取消补偿)是指关闭左右补偿的方式,刀具沿加工轮廓切削。
G40(取消补偿)G41(左补偿)G42(右补偿)切削方向G40(取消补偿)G42(右补偿)切削方向G41(左补偿)工件轮廓三、刀具半径补偿量由数控装置的刀具半径补偿功能实现。
采用这种方式进行编程时,不需要计算刀具中心运动轨迹坐标值,而只按工件的轮廓进行编程,补偿量输入到控制装置寄存器编号的数值给定,编程简单方便,大部份数控程序均采用此方法进行编制。
加工程序得到简化,可改变偏置量数据得到任意的加工余量。
即对于粗加工和精加工可用同一程序、同一刀具。
刀具半径补偿是通过指明G41或G42来实现的。
为了能够顺利实现补偿功能,要注意以下问题:1、G41、G42通常和指令连用(也就是要激活),激活刀具偏置不但可以用直线指令G01,也可以通过快速点定位指令G00。
但一般情况下G41和G42和G02、G03不能出现在同一程序段内,这样会引起报警。
应用刀尖圆弧半径补偿指令G40、G41、G42编制程序(模具数控加工技术课件)

G01 X26.0; X30.0 Z-22.0; G01 Z-35.0; N20 G40 X32.0; G70 P10 Q20;
G00 X80. 0 Z80. 0 M09;
M30;
刀尖圆弧半径补偿的方向
刀尖半径补偿指令注意事项
(1)G41、G42、G40指令不能与圆弧切削指令 写在同一程序段,通常与G00或G01写在同一程 序段。
(2)工件有锥度、圆弧时,必须在精车锥度或 圆弧前一程序段建立半径补偿,一般在刀具从起 始点接近工件时程序段建立半径补偿;刀具撤离 工件时,取消补偿。
(5)建立刀尖半径补偿后,在Z轴的切削移动量 必须大于其刀尖半径值(如刀尖半径为0.8mm, 则Z轴移动量必须大于0.8mm);在X轴切削移动 量必须大于2倍刀尖半径值(如刀尖半径为 0.8mm,则X轴移动量必须大于1.6mm),因为X 轴用直径值表示。
3.刀具补偿量的设定
在MDI键盘上点击键,进入形状补偿参数设置界面。用 方位键↑ ↓选择所需番号,再用→ ←选择R和T,输入刀 具的刀尖半径值和刀尖方位号,按软键“输入”。
实训内容
毛坯为 32 ㎜× 60 ㎜的棒料,材料为45#
外圆粗车刀(1号刀)外圆精车刀(2号刀)
参考程序
O2005; T0101 M03 S800; M08; G00 X34.0 Z0; G01 X0 F0.1; G00 X33. 0 Z2.0; G71 U2.0 R0.5; G71 P10 Q20 U0.5 W0.1 F0.15; G00 X80.0 Z80.0; T0202 S1200; N10 G42 G00 X6.0 Z2.0; G01 Z0 F0.1; G01 X10.0 Z-2.0; G01 Z-15.0; G02 X20.0 Z-20.0 R5.0;
数控铣床刀具半径补偿G40.G41.G42
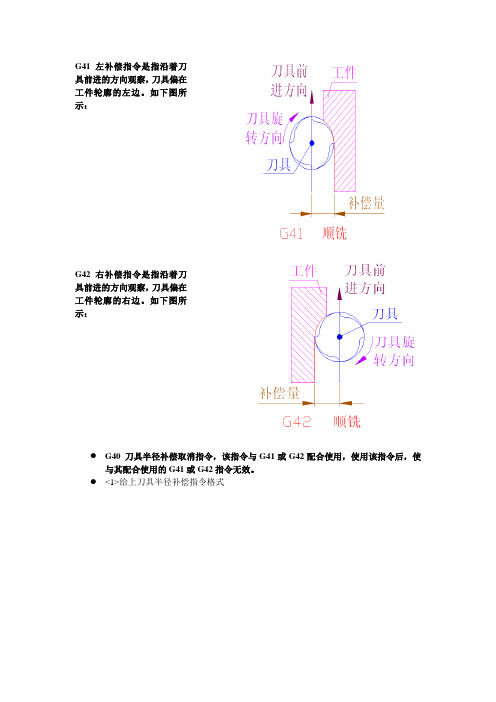
G41 左补偿指令是指沿着刀具前进的方向观察,刀具偏在工件轮廓的左边。
如下图所示:G42 右补偿指令是指沿着刀具前进的方向观察,刀具偏在工件轮廓的右边。
如下图所示:●G40 刀具半径补偿取消指令,该指令与G41或G42配合使用,使用该指令后,使与其配合使用的G41或G42指令无效。
●<1>给上刀具半径补偿指令格式⏹ G00 G411)(G17)X_Y_D_;⏹ G01 G42⏹ G00 G412) (G18) X_Z_D_;⏹ G01 G42⏹ G00 G413) (G19) Y_Z_D_;⏹ G01 G42●<2>取消刀具半径补偿指令格式●G00●G40 X_Y; (X_Z_;) (Y_Z_;)●G01(5)刀具半径补偿指令格式说明:●<1>刀具半径补偿用G17、G18、G19命令在被选择的工作平面内进行补偿。
比如当G17命令执行后,刀具半径补偿仅影响X、Y轴的移动,而对Z轴没有作用。
<2>刀具半径补偿指令G41或G42只在G00和G01模式下有效,不能在G02和G03模式下给出刀具半径补偿G41或G42,否则机床报警。
<3>D_是刀具补偿号,其具体数值在加工或试运行前已设定在补偿存储器中,D_是续效代码。
<4>刀具半径补偿必须在程序结束前取消,否则刀具中心将不能回到程序原点上;刀具半径补偿必须在G00和G01模式下取消,在G02和G03模式下机床将会报警。
<5>取消刀具半径补偿除可以用G40指令外,还可以用D00指令,即”G00(G01)X_Y_D00;”也可以取消刀具半径补偿。
●<6>刀具半径补偿除方便编程外还可以用改变刀具半径补偿值大小的方法来实现同一程序进行粗加工、精加工,故有:●粗加工刀补值=刀具半径+精加工余量●精加工刀补值=刀具半径+修正量(若刀具尺寸准确或零件上下偏差相等,修正量为零)(6)使用刀具半径补偿时应注意的问题:●<1>一般情况下刀具半径补偿号要在刀补取消后才能变换,如果在补偿方式下变换补偿号,当前句的目的点的补偿量将按照所换补偿号的新值给定,而当前句开始点补偿量则不变。
巧用G41、G42、G40(刀具半径补偿指令)编制数控程序
1起跑 器的 安 装 起跑器 的安 装 应从运 动 员实 际情况 出发 , 以能发挥 最大 肌 肉力量 , 获得最 大起 跑冲力 、 全 部动 作舒适 和放松 为原 则 。 经长期 的实 践与研 究 , 起 跑器 安装 的 方 式有 “ 普 通式 ” 、 “ 接近 式 ” 和“ 拉 长式 ” 等 多种 类型 。 普 遍使 用趋 向于 具有 个人
理 论 广 角
I i t , - , - - "
巧用 G 4 1 、G 4 2 、G 4 0 ( 刀具半径 补偿 指 令) 编制数控 轮 上刀令 廓编刀补 按 加 , 指 程 序
魏 国 军
( 广东 省 惠州 商 贸旅 游高 级职 业 技术 学校 5 1 6 0 2 5 )
0、
[ 摘 要] 数控 铣 床手 动编 程 中二 维 加工 在 没有 使用 刀 补的 情况 下编 制 数控 加工 程 序时 , 由于 刀具 是 圆柱 形 , 存 在一 定 的直 径 , 使 刀具 中心 轨迹 与 零件 轮廓 不 重合 。 如此 时按 照轮廓 线编程 , 刀具 中心 ( 刀位 点 ) 行走 轨迹 将和 图样 上的零件 轮 廓轨迹 重合 , 就 会造 成过 切或少 切现 象 。 作者通 过分 析 、 尝试及 验证 , 在 数控程 序 中巧 秒地 使 用G 4 1 、 G 4 2 、 G 4 嘴 令, 不仅 可 以解 决上 述 问题 , 且使 编程 及 加工 变得 简 单 。 [ 关键 词] 巧用 ; 刀具 半径 补偿 指 令 , 编制; 数控 程 序 中图分 类号 : TG 6 5 9 文献 标识码 : A 文章 编号 : 1 0 0 9 — 9 1 4 X( 2 0 1 5 ) 0 9 —0 3 0 4 — 0 2
●l
浅 析 蹲 踞 式起 跑 技 术
教案-刀具半径补偿指令

一、刀具半径补偿指令:G41、G42、G40
[分析]
1.刀具半径补偿建立指令(4'):G41、G42
[格式]
G17 G00 G41 X_ Y_
G18 X_ Z_ D_ F_;
G19 G01 G42 Y_ Z_
2.刀具半径补偿取消指令(4'):G40
[格式]G00 X_ Y_
G40 X_ Z_ F_;
教法的应用
能力培养
一、组织教学(1')
检查学生人数。
二、复习提问(3')
1、模态代码的含义
2、数控加工中的加工路线的概念
三、导入新课(5')
[引导]根据课件中演示的图形比较,在数控机床上进行加工时,因为刀具有一定的半径,所以刀具中心(刀心)轨迹和工件轮廓不重合,而且在加工中刀具会被磨损如果我们不考虑刀具半径及产生的磨损值,直接按照工件轮廓编程是比较方便的,但是加工出的零件尺寸比图样要求小了一圈(外轮廓加工时)或大了一圈(内轮廓加工时),为此必须使刀具沿工件轮廓的法向偏移偏移一个刀具半径值,同时也要考虑磨损值,这就是所谓的刀具半径补偿。
数控加工编程及操作教案
讲授科目
数控加工编程及操作
学时
2学时
授课课型
专业基础课
授课班级
课题名称
数控铣床刀具半径补偿功能指令
授课人
教学目标
知识目标:
1.理解刀具半径补偿指令的作用;
2能够根据加工要求熟练的判断左、右刀补
3..掌握刀具半径补偿指令G41、G42及G40的使用。
能力目标:
1.能够熟练应用刀具半径补偿编制零件的加工程序;
2.在生产实习中能够充分利用刀具半径补偿指令功能从而缩短辅助时间,提高生产效率。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
刀具半径补偿指令G40、G41、G42,
1、刀具半径补偿的目的:
在编制轮廓铣削加工的场合,如果按照刀具中心轨迹进行编程,其数据计算有时相当复杂,尤其是当刀具磨损、重磨、换新刀具而导至刀具半径变化时,必须重新计算刀具中心轨迹,修改程序,这样不既麻烦而且容易出错,又很难保证加工精度,为提高编程效率,通常以工件的实际轮廓尺寸为刀具轨迹编程,即假设计刀具中心运动轨迹是沿工件轮廓运动的,而实际的刀具运动轨迹要与工件轮廓有一个偏移量(即刀具半径),利用刀具半径补偿功能可以方便地实现这一转变,简化程序编制,机床可以自动判断补偿的方向和补偿值大小,自动计算出实际刀具中心轨迹,并按刀心轨迹运动。
现代数控系统一般都设置若干个可编程刀具半径偏置寄存器,并对其进行编号,专供刀具补偿之用,可将刀具补偿参数(刀具长度、刀具半径等)存入这些寄存器中。
在进行数控编程时,只需调用所需刀具半径补偿参数所对应的寄存器编号即可。
实际加工时,数控系统将该编号所对应的刀具半径取出,对刀具中心轨迹进行补偿计算,生成实际的刀具中心运动轨迹。
2、刀具半径补偿的方法
(1)刀具半径指令从操作面板输入被补偿刀具的直径或(半径)值,将其存在刀具参数库里,在程序中采用半径补偿指令。
刀具半径补偿的代码有G40、G41、G42,它们都是模态代码,G40是取消刀具半径补偿代码,机床的初始状态就是为G40。
G41为刀具半径左补偿,(左刀补),G42为刀具半径右补偿(右刀补)。
判断左刀具补偿和右刀具补偿的方法是沿着刀具加工路线看,当刀具偏在加工轮廓的左侧时,为左偏补偿,当刀具偏在加工轮廓的右侧时,为右偏补偿,如图1所示。
图1a中,在相对于刀具前进方向的左侧进行补偿,采用G41,这时相当于顺铣。
图1b 中在相对于刀具前进方向的右侧进行补偿,采用G42,这时相当于逆铣。
在数控机床加工中,一般采用顺铣,原因是从刀具寿命、加工精度、表面粗糙度而言顺铣的效果比较好,因而G41使用的比较多。
G17 XY
(2)指令格式刀具半径补偿的格式:{G18 } {G00、G01}{G41、G42} ZX D
G19 YZ
XY
刀具半径补偿取消的格式:(G00、G01)G40{ ZX}
YZ
刀具半径补偿操作应选择在一个坐标平面内进行。
当G17被选择时,则补偿只在XY方向补偿,而Z方向不进行补偿;当G18被选择时,则补偿只在ZX方向补偿;而Y方向不进行补偿;当G19被选择时,则补偿只在YZ方向补偿。
而X方向不进行补偿。
G00和G01为刀具运动指令,刀具补偿的建立和取消必须在G00或G01状态下完成,XYZ后所跟的值为运动的目标点坐标,与指定平面中的轴相对应。
D与后面的数值是刀补号码,它代表刀具参数库中刀补的数值。
如D01表示刀参数库中第一号刀具的半径值。
这一数值预先输入在刀具参数库刀补表中的01号位置上。
在一般情况下,我们把刀具的半径补偿量在补偿代码中输入为正值(+),如果把刀具半径补偿量设为负值(—)时,在走刀轨迹方向不变的情况下,则相当于把补偿指令G41、G42互换了。
加工工件内侧的刀具会变为外侧,加工工件外侧的刀具会变为内侧。
3.刀具半径的补偿动作
以加工图2所示工件为例子,根据加工程序分析刀具半径的补偿动作。
加工程序如下:
O0001;
N10 G54 G90 G17 G00 X0 Y0 S1000 M03;
N20 [G41] X20 Y10 [D01];
N30 G01 Y50 F100 ;
N40 X50 ;
N50 Y20;
N60 X10 ;
N70 G00 [G40] X0 Y0 M05;
N80 M30;
上述程序中的刀补动作为;
(1)启动并建立刀具半径补偿阶段当N20程序中编入G41和D01指令后运算装置同时先读入N30、N40两段,在N20段的终点(N30段的始点)作出一个矢量,该矢量的方向与下一段的前进方向垂直且向左,大小等于刀补值。
刀具中心在执行这一段(N20)时移向该矢量终点。
在该阶段中动作指令只有用G00或G01不能用G02或G03。
(2)刀补状态从N30段开始进入刀补状态,在这个阶段下G01、G02、G03、G00都可以使用。
这一阶段也是第段都先行读入两段,自动按照启动阶段的矢量法作出第个沿前进方向侧且加上刀补的矢量路径。
(3)取消刀补当N70程序段中用到G40指令时,则在N60段的终点(N70段的始点)作出一个矢量,它的方向与N60段前进方向垂直且朝左,大小为刀补值。
刀具中心就停止在这个矢量的终点,从这一位置开始刀具中心移向N70段的终点。
此时也只能用G01或G00,面、而不能用G02或G03。