贴片机Cm402培训记录教学提纲
贴片机CM402操作说明 ppt课件

高速贴片机CM402/CM401
操作說明
1
主畫面
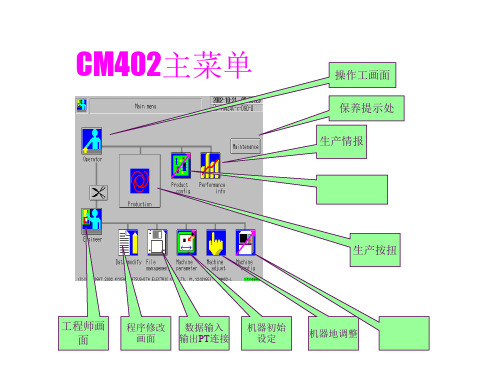
此畫面為CM402主畫面,分為 Operator,Engineer,Service三個 lever,Production為進入生 產,Product config為生產前狀態確 認,Performance info為生產情 報,Data modify為生產資料,File management為檔案管理,Machine parameter為機器參數設 定,Machine adjust為機器調 整,Machine config為機器狀態
3
頂pin更換
按Pin change start將 pin的底 座升起取出,待插好pin後放回 底座並按Pin change complete
台車更換
按Gang change start, x,y 軸 移到中間,將cover打開,再按下 Feeder base up則台車升起, 待完全升起後,將台車拉出,拔 掉連接插頭
15
PCB 辨識
按Teach start 即會傳入 pcb並開始辨識
辨識完成後按 Recognition完成後在按 Complete,保存数据.
16
零件辨識
選擇要辨識的零件進行 資料修正
選擇吸料的頭,辨識方向, 速度
17
零件資料
修正零件外型及吸料位 置
選擇零件適用的REF code
18
零件辨識
此資料包括基版資料,料 架排列,聯版資料,mark資 料,吸嘴資料,裝著資料,生 產模式,nozzle station資 料,吸嘴資料庫,料架資料 庫,辨識資料庫,資料檢查 及生產資料校正
7
基版資料
寫入基板的長,寬,厚,定位,原 點offset ,bad mark位置及之 前已裝著零件最高度
CM402培训教材
CM402培训教材设备特征:1:可根据程序所涉及元件,对料架和吸嘴排放进行优化配置2:将A stage和B stage可进行高速和多功能定义配置(高速头:配置3个吸嘴;多功能头:配置3个吸嘴)3:设备当前只能存在唯一可生产程序4:设备以马达驱动为主,能在保持高速贴装的同时,更加精确贴装和降低噪音.5:配备引脚浮起检测感应器(line camera option选项)6:可配抛料皮带外围条件:电源:三相200v+-5%功率:2.5kva气压:0.49mpa---0.78mpa气流量:150l/min质量:机器本体:3000公斤+料架车140公斤/辆室温:10度至35度湿度:25%---75%PCB单元PCB交换时间:当PCB满足Length:240mm Width:240mm之内时,一个STAGE上可存在两块基板两板交换时间在0.9秒左右(最快).根据板宽有三种规格:L240mm*W240mm之内:0.9秒L240mm*W240mm-----L330mm*W330mm : 1.8秒L330mm*W330mm----L510mm*W460mm : 2.3秒最小基板:L50mm*W50mm最大基板:L510mm*W460mm最厚基板:0.3mm至4.0mm基板平面度要求:贴装时上翘不可超过0.5mm;小翘不可超过2.0mm注:基板平台规格:240mm宽 510mm宽NOZZLE UNIT单元高速贴装头:每个nozzle unit单元配有独立的伺幅马达多功能头:每个nozzle unit单元配有独立的VCM电机,且可实时监控吸嘴表面所承担压力(规格从0.5N至28N)贴装速度:高速贴装头:0.06秒/片(chip)多功能 :0.18s/chip料架单元:马达式料架:精度更高共有五种型号:8mm ( double feeder)12mm+16mm(共用型)24mm+32mm(共用型)44mm+56mm(共用型)72mm料架设备同时可一次性安装料架数量可达:108(27*4)双料架,可同时有216卷元件安装设备支持料架车:使机种切换更加便捷快速适用元件:0603(公制)----精度:高速头:+-100um 窄间矩:0.05mm 0603至24mm*24mm Thickness:6.5mm 多功能:+-70um 窄间距:0.035mm 0603至100mm*90mmThickness:21mm 质量:30克最小脚间距:高速头:0.65mm (最小)多功能:0.40mm (最小)BGA:最小球间距:1.0mm最小球经:0.5mmCSP:最小球间距:0.5mm最小球经:0.25mmCONNECTOR:最小脚间距:高速 0.65mm多功能:0.5mm外围尺寸: 高速:24mm*24mm之内多功能:100mm长之内,90mm宽之内吸嘴单元:高速吸嘴型号最小对应元件反射板205 0603 标准型号110 1005 标准型号115 1608 标准型号120 2125 标准型号130 3216 标准型号140 直径为3mm 标准型号;配橡胶头450 直径为6mm 大型;配橡胶头460 直径为10mm 大型;配橡胶头(其中:除205吸嘴为采用反射识别模式之外,其余型号透射和反射皆可) 多功能:吸嘴型号对应元件反射板1001 1005/ss-mini tr--2125 标准型号,黑色1002 3216/小型铝电解电容标准型号,黑色1003 对于尺寸相当元件,无限制标准型号,黑色1004 对于尺寸相当元件,无限制标准型号,黑色1005 对于尺寸相当元件,无限制标准型号,黑色1006 23mm*23mm至38mm*38mm 标准型号,黑色吸嘴库设定:NOZZLE:吸嘴序号RECOG MODE:识别模式,由机器自动判断MAX:厂商可提供吸嘴最大数量TUPH:从吸嘴顶部至吸曲面的高度MAXH:吸嘴总高度,可支持吸取表面低于元件表面的吸嘴X:x方向吸嘴的长度Y:y方向吸嘴的长度NAME:吸嘴名称CO:是否支持中心矫正LO:是否可以进行吸嘴吸取位置的教示TO:是否可以进行热补偿VU:真空起始时间:从真空打开到工作头下降到元件吸取高度动作完成的时间VD:真空破坏时间:从真空破坏开始到工作头下降到元件贴装高度的时间TT:吸取保持时间:表示工作头吸取元件时在最低位置的停留时间MT:贴装保持时间:表示工作头贴装元件时在最低位置的停留时间VA1:真空检测传感器判断吸着和贴装发生错误时压力判断(只适用于40系列)VA2:通过真空检测传感器检查到的头内过滤器受阻塞的数值COMMENT:补充说明料架库设定:其中发送计数:表示进给一个元件需要料架动作次数可获最大值:在数据优化时使用的料架数量将不会超过该数目,通常设定为:500同吸条件:1.供料角度一致2.料架类型相同(如为粘编带/散装料则不能同吸)3.视野深度条件:由于camera焦距条件限制,需要被一个nozzle unit上所有的6个nozzle同时吸取时,元件的高度差(最高元件和最低元件的差值)应该1.5mm以内.3.吸取高度差:110:0.10mm115:0.20mm>=120:0.25mm或以下元件识别条件:要满足同吸条件时,6个同时被吸取的元件应当采用相同的识别方式:同为透射,或同为反射,或同为BGA识别方式。
CM402培训资料

制作人:胡成晟2022/1/7CM402培训资料(工程师用)1.设备介绍本机采用微机控制方式,但设备本身存储器很小。
程序主要保存在PT的终端计算机中,根据硬盘的大小,1个程序大约1MB,1张3.5寸软盘保存1个品种的程序。
程序最多可编程10000点。
供给气压为0.49-0.78MPa,供给流量为150L/min,环境温度为10-35℃,湿度为25-60%。
机器运转噪音为70dB以下。
制作人:胡成晟2022/1/7安全:注意设备上的各种表示,为引起注意的表示,为禁止做的内容,为强制内容。
1)遇到危险和异常的情况,请按动紧急停止。
前后各有一个紧急停止开关,请按离自己最近的开关。
危险和异常排除后,请把紧急停止开关打开。
2)在上料、机种切换、调整等需要将手和身体进入机器的场合,需注意以下事项。
A.要修理控制箱时----------------------------切断本机的输入电源(断流器置于OFF 状态)制作人:胡成晟2022/1/7 B.需交换传感器等控制部分时,拆卸部品时-----------------将设备的开关置于OFF状态C.机种切换、日常点检、吸嘴站设置吸嘴、设备内部维护的场合--------将serveswitch置于OFF,安全盖打开。
锁定:1)设备在自动生产状态时,应关闭安全门。
当需要上料等场合,应打开安全门。
当自动生产时误将安全门打开时,机器立即停止从而保护作业者的安全。
制作人:胡成晟2022/1/72)机种切换和点检时,作业者的身体必须进入机器的场合,一定要把serve switch 置于OFF 的状态,此时设备的各驱动轴不会动作。
2.生产线的构成本生产线由PT-200终端和CM402设备构成,PT-200最多控制10台机器,每个MOUDLE 最多16个TABLE,终端和各设备组成局域网,各机与终端机在生产时交换数据,保证机器数据和终端数据的统一。
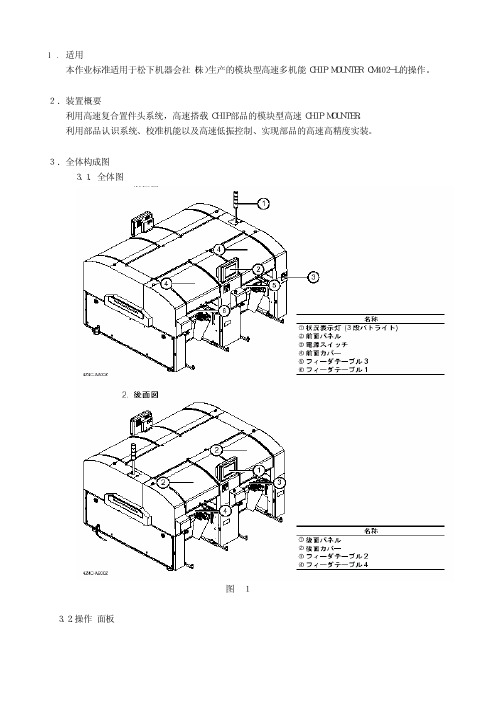
3.设备各部分介绍制作人:胡成晟2022/1/71)各部名称及动作状态指示灯(红黄绿)、前触摸屏、后触摸屏、电源开关、非常停止开关、气压调节器、工作台指示灯、基板传送带、部品相机、吸嘴交换站(可选)XY单元、贴片头(头部基板认识相机、吸嘴HOLDER、吸嘴)、部品供给单元(交换台车)红---不可能继续生产的故障(非常停止、MOTOR轴、气压低下、基板传送故障)黄---可以继续生产的故障(料带断,单循环模式)绿---正常生产2)系统开关开关机间隔至少10秒3)密码变更用密码更换工具磁盘来变更密码制作人:胡成晟2022/1/7 4.设备基本操作1)触摸屏和操作界面:上操作键只有F1可以使用(F1在做切换画面时可交替显示A、BSTAGE)2)操作员项目的理解:操作人员可以操作的按钮为三个:生产、生产设定、生产情报。
SMT松下贴片机CM402操作机台说明书介绍
5.2.1 确认主菜单 右上的表示是否是开始生产的数据
图12
5.2.2 生产数据不对的场合、从生产线控制器PT200传送数据(线内所有M/C返回
主菜单)。
PT200 启动确认(图 3)
空气? ? 确认(图 4)
4.1.电源投入前确认
4.1.1 装置的伺服ON/OFF开关返回OFF(图5)。
还有、确认是OFF状态。
4.1.2 装置内、工具·支撑 PIN 等异物确认(图6)。
4.1.3CHIP 品排出BOX的清扫(图7)。
B、密码输入后点击确定键。
C、点击「吸嘴交换」 ·显示吸嘴交换画面
D、确认拆卸点的吸嘴的 SHUTTLE 位是空的,再进行拆 除。
E、选择拆卸吸嘴 HEAD①、再选择 shuttle 的吸嘴位。 F、按住操作面板的UNLOCK键,再点击[吸嘴拆卸」
键。 选择好的吸嘴会自动交换。 同样的选择其它的 HEAD 以及吸嘴也进行同样的操
E . 按 shuttle 开,取出吸嘴.
F、吸嘴拆卸动作结束后、点击下功能键的 键,返回主菜单
返回
5.1.2 异形吸嘴 A、点击主菜单的[工程」键、出现密码输入界面。
?
?
5.2.确认生产数据
功能
操作员 工程员 生产 生产设定
生产情報
表示操作员模式 从操作员模式切换到工程员模式 (需要输入密码) 开始自动运转 必要项目确认后、使用
对生产确认必要的设定和动作
显示自动运转中得到的情报 (对确认生产状况有效)
数据修正
生产数据的編集和 TEACH
5.生产准备 5.1.拆卸吸嘴 5.1.1 高速吸嘴 A、主菜单的[生产设定」键按住、出现生产设定菜单
贴片机CM402操作面解
上海松下
39
M/C PARAMETRE MANU
• 机器原始设定值 • 不可随意改动. • 数值来源于机器的自调 整. • 选按MACHINE MAINTE可 进行机器的保养功能使 用.和机器前期保养时间.
上海松下
40
此处进入CP/CPK 修改画面
此处进入CP/CPK 检测画面.
CP/CPK修改画面
• 修改值分后部和前部 • 根据CP/CPK显示画面值进行 选择调整. • Z正是向上,负是向下. • 注:在进行CP/CPK检测时应先 进行吸着位置确认,和吸着确 认.
吸着确认
吸着位置确认
CM402 C TYPE CP/PK调整
调整点
M/C PRMTR TEACH PICK POSITION
• 进行TEACH POS TABLE的选择.因 为治具是放在Z TABLE的第2站 和第27站.第2站为L,第27站为R • 三号头装上130吸嘴 • 机器自动通过治具检测吸着 位置,和吸着高度.
治具的 摆放位 置 治具的 识别位 置
• • • • • • CP/CPK的程序是固定的,应由日方提供. 机器在实装时先让机器热身,10---30分钟. 实装时机器要先照MARK应先把反射照明灯关闭,便于MARK识别. 程序固定元件安排在5号料站. 元件是1005R 或0603R和PANASERT机器头部补正的做法一样. 在做CP/CPK之前应把NOZZLE CHANGE STATION的功能选去USE不使用 此功能.因为机器会出现NOZZLE识别错误. • 在进行CP/CPK数值调整时1005和0603元件应选透射(SHA) • CM402 A TYPE ----CP在1.33以上.AVE值接近0.CM402 C TYPE-----CP值 1.292以上CPK值1.0以上.由于凡用机的CP /CPK值是不固定的应看随 机记录.
松下CM系列贴片机操作员培训资料
10、查看生产信息
11、操作机器安全事项 12、机器显示灯的含义 13、简单故障的排除方法
SMT培训材料
一、上料表内容的讲解
上料表
L-left 左边 R-right右边
间距“8*4”是指料 带宽度8mm,间距 为4mm
物料上Part No.一定 要与上料表完全一 致否则不能使用, 特殊情况须经管理 人员同意以后方可 使用
条件生产5.8
进入下图画面
序列:选定贴装的具体位置 部品:选定贴装的具体物料 区块:选定贴装的具体小板
吸头:选定贴装的具体贴装头
SMT培训材料
六、 Feeder上各键的说明及 上料方法(及管状feeder)
1、Feeder开关 LED功能
INTFCOM1
SMT培训材料
六、 Feeder上各键的说明及 上料方法(及管状feeder)
SMT培训材料
三、CM402主画面的简介
SMT培训材料
CM402机器操作面板
SMT培训材料
CM402机器操作面板
SMT培训材料
CM402机器接触面板
SMT培训材料
CM402机器接触面板
SMT培训材料
四、CM402的生产流程
1、生产流程
生产流程2
准备----机器启动----生产开始----部品的补给----生产结束 2、开机 如右图将电源开关打到ON的位置
4、Panasonic的贴片机CM402 CM602 CM401 CM101使用的是电动feeder,物料间距是 在程序中设好的,不用操作员再去调整,但是生产新产品时必须核对程序中的间距与物 料的实际间距是否一致,如有问题则要求技术人员立即更正
确认胶带、纸带
点击
SMT松下贴片机CM402操作机台说明书介绍
①操作界面
②非常停止按钮 (2 个位置)
开关
作用
开始生产,以及从暂时停止状态到再启动时使用
暂时停止生产時(SINGLE STOP)使用
机器开动的按键、为防止危险、要与这个开关同时使用。按下此键 ,控制面板的
B、密码输入后点击确定键。
C、点击「吸嘴交换」 ·显示吸嘴交换画面
D、确认拆卸点的吸嘴的 SHUTTLE 位是空的,再进行拆 除。
E、选择拆卸吸嘴 HEAD①、再选择 shuttle 的吸嘴位。 F、按住操作面板的UNLOCK键,再点击[吸嘴拆卸」
键。 选择好的吸嘴会自动交换。 同样的选择其它的 HEAD 以及吸嘴也进行同样的操
5.4.6 SERVO ON。
5.4.7 点击操作面板的 SHUTTER 闭键。
UNLOCK开关+
5.4.8 点击下功能键的
返回键、返回主菜单。
5.5.异形 HEAD 吸嘴确认 5.5.1 点击主菜单「生产设定」、出现生产设定菜单
5.5.2 点击吸嘴设定。
下功能键 画面印刷
下功能键
附加
言語切換
蜂鸣停止
TREE JUMP
帮助
返回
3.5.功能键说明
項目
显示附加的阶段替换键按住,就从A阶段切换到B阶段
功能 显示画面的 HARD COPY KEY COPY 内容是由与PT连接的打印机打印的 功能 认识画面、在触摸面板上显示附加。 按此键,画面从全尺寸到 1/2 缩小?左上→1/2 缩小?右上→ 1/2 缩小?右下→1/2 缩小?左下→消去 的顺序进行切换 触摸面板显示的文字从日语? 英语切换 蜂鸣器响的时候,可以停止蜂鸣 无论哪个画面,按此键就显示树状菜单、选定的画面就会跳出来。 对现在显示画面的说明。 返回上一画面
CM402机台操作培训

生产效率 PCB生产数量
拼板生产数量
生产停止情报
机器停止的有关信息
吸料情报
机器吸取元件的有关信息
清除情报
生产信息的清除
翻页键
料架占有位置
蓝色为料架占有状况,灰色为没有料架占有
部品信息
可查看到该元件的相关信息:大小,料站,包装方式,供料角度等
供料方向和贴装方向
元件的供料角度与贴装角度对照图
支撑PIN交换
更换支撑PIN
更换完了复原键
料架平台交换
平台回归原点
料架升起
料架降下
吸嘴排列情报
白色:吸嘴状态正常 蓝色:吸嘴状态异常
元件剩余量设定 生产动作设定 检查料架设置
真空关闭
料架排列情报
料带剪切
蓝色为所选 中的贴装头
剩余量的初 始化按钮 部品数量的 设定
料架位置
剩余量信息 编带类型: 纸带和塑料带
部品名称
料架类型
当前程序料 架占用情况
已完成的料架的 注意:供 部品信息,选中 所要查看的元件, 料方向和 贴装方向 点击作部
兰永兴
CM402-L主操作面
当前所处画面 生产条件设定 程序名
操作员平台 生产画面 工程师权限切断 工程师平台 程序编辑修改 机器其他 控制设定 生产情报
数据导 机器初期设定 机器手动 入,导出 值,及机构校正 调整控制
生产条件设定
料架排列情报
吸嘴排列情报 支撑PIN交换 料架平台交换 PCB基板传送
双面板贴装选择,通过 改变PIN上升顺序,避 免其对底面已贴装元件 损伤。如为BOTH贴装, 则PIN在基板定位之后, 再上升支撑,反之,则 PIN在基板行进中就开 始上升。
产品进度表的开启
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3. Disengage connectors and air line(s).
5. Remove allen bolts (with special stopper) and pull out head assembly.
Allen bolt with stopper
Head assembly disengaged from machine.
6. Set the Y- axis stopper Jig for Y-axis motor.
7. Set the coupling jig between the the ballscrew and motor shafts.
8. Set the coupling after aligning the motor and ballscrew shafts.
3. Focus can be adjusted by the aid of 50mm X 50mm jig. Width adjustment/ recog mainte/ For adjust Lamp1: 30 Lamp 2: 20-30
4. Perform PCB recog camera angle teach (tolerance: θ= ± 0.2)
DAIICHI JITSUGYO (Philippines), INC.
Spline shaft removal ( Option 2 )
1. Remove Solenoid Valve screws.
3. Remove stopper screw to disengage spring while supporting body with a spanner.
7. Set the coupling jig between the the ballscrew and motor shafts.
Stopper Jig for Xaxis
DAIICHI JITSUGYO (Philippines), INC.
Y- Axis Motor Origin
1. Serviceman mode/ Debug parameter/
LED Unit disengaged from main Line Camera unit.
DAIICHI JITSUGYO (Philippines), INC.
Head camera replacement and Adjustments
1. Remove connecting bolts and connectors attached (CCU & CCD are all in one)
Centering jig
4. Go to Axis move/ Origin X-motor
5. Manually sense X-axis origin sensor to attain origin state.
6. Set the X- axis stopper Jig for X-axis motor.
9. Pull The X-axis beam until it come into contact with the stopper.
10. Tighten coupling while maintaining the contact position.
DAIICHI JITSUGYO (Philippines), INC.
3.
2.1 Position Ctrl Gain 2 (1/3 of original value)
4.
2.2 Speed Ctrl Gain 2 (1/3 of original value)
5.
2.3 M/C Resonance Controll Fill. ( set to “0” zero)
4.
2.2 Speed Ctrl Gain 2 (1/3 of original value)
5.
2.3 M/C Resonance Controll Fill. ( set to “0”
zero)
4. Go to Axis move/ Origin Y-motor
5. Manually sense Y-axis origin sensor to attain origin state.
Exclusive Of all origin “ON”
2. Reduce the value of the following parameter to slowdown the motor rotation.
3.
2.1 Position Ctrl Gain 2 (1/3 of original value)
5. Camera allignment can be adjusted using the fixed conveyor as reference and adjust θ. (Follow the diagram below for θ deviation adjustments)
2. During replacement maintain the distance X shown below.
Note: Camera board is a part of the whole camera unit
3. Remove the allen screw to remove the whole Line camera unit.
4. During installation the Theta can be adjusted using the adjusting bolts found beneath the camera.
Theta motor/ belt replacement
1. After the removal spline shaft removal of theta motor and theta motor is accessible, standard belt direction should be followed.
X- AXIS MOTOR ORIGIN
1. Serviceman mode/ Debug parameter/
Exclusive Of all origin “ON”
2. Reduce the value of the following parameter to slowdown the motor rotation.(1/3 of its original value)
Head Assembly Removal
4. Remove camera connectors/ grease tubes
1. Power OFF machine and drain out air supply.
2. Remove Head cover to expose connectors and air lines.
camera
Bracket
15.0mm (high speed)
10.8 (multi speed)
camera
For (-) deviation For (+) pines), INC.
2. Remove the following allen screws.
4. Pull down spline shaft with base and nozzle holder.
5. Pull down bearing (Take note of orientation)
DAIICHI JITSUGYO (Philippines), INC.
TOP SIDE
TENSION BELT
BOTTOM SIDE
THETA MOTOR SHAFT
DAIICHI JITSUGYO (Philippines), INC.
Line Camera removal / Adjustments
1. Remove connectors to give way to removal of LED unit. 2. Remove top cover, then remove fixing screws of LED Unit.