生产车间设备编码规则
【生产车间设备编码规则】基本生产车间
【生产车间设备编码规则】基本生产车间生产车间设备编码规则(试用版)为加强对生产车间设备的管理,方便生产车间对设备的使用,技术部特制订本规则。
实施本规则后,生产车间的每一台生产设备都有其唯一的编码。
1,生产设备编码规则。
生产设备的编码原则:车间生产设备的编码共十位,前两位为备用位,以00表示。
第三位到第五位代表设备类型,以设备类型的汉语拼音声母表示,具接下来的三位编码代表该种设备的生产能力的某一参数,最后两位代表该类别设备的序列号。
如下所示。
2,各种型号设备编码规则具体如下:2.1,剪板机编码规则:剪板机的编码前两位为备用位,以00表示。
接下来的三位代表设备类型,以剪板的拼音声母大写JB开始,第五位区分剪板机是数控的还是非数控的或别的类型,若是数控的,在JB后加字母S,普通剪板机则在JB后加字母P,以后若增加其他类型的剪板机,以此位区别。
再接下来的三位代表剪板机的可剪最大厚度。
例如040代表剪板最大厚度为4mm,120代表剪板的最大厚度为12mm。
最后是剪板机的序列号,含两位。
因此,剪板机编码共包含10位,具体形式如下:举例1:00JBS0400100:备用位。
JBS:数控剪板机。
040:剪板的最大厚度为4mm。
01:剪板机的序列号,表示此剪板机在此类设备中序列号为01。
2.2,折弯机编码规则:折弯机的编码前两位为备用位,以00表示。
接下来的三位代表设备类型,以折弯的拼音声母大写ZW开始,代表设备类型:举例:00ZWS1000100:备用位。
ZWS:数控折弯机。
100:此折弯机的最大公称力为100吨。
01:折弯机的序列号,表示此折弯机在此类设备中序列号为01。
举例1:00CS00200100:备用位。
CS0:多工位冲床020:冲床的最大公称力20吨。
01:多工位冲床的序列号。
举例1:00CP01000100:备用位。
CP0:普通机械压力机(普冲)100:普冲的最大公称力100吨。
01:普冲冲床的序列号。
设备编码规则
4 编码规则
4.1编码结构:
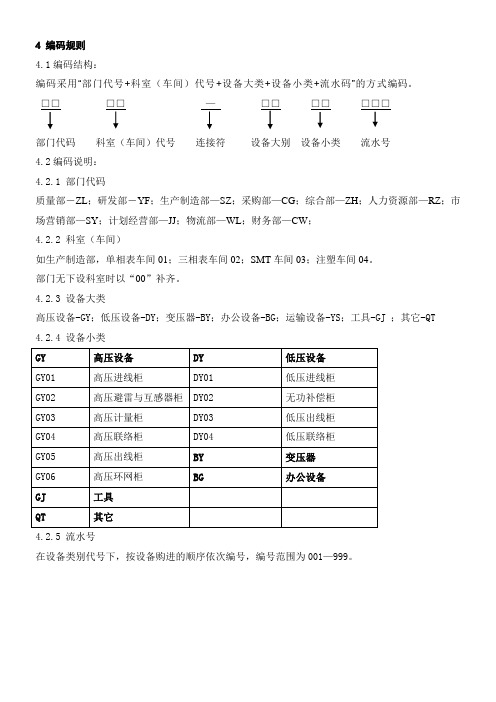
编码采用“部门代号+科室(车间)代号+设备大类+设备小类+流水码”的方式编码。
□□□□
部门代码科室(车间)代号连接符设备大别设备小类流水号
4.2编码说明:
4.2.1 部门代码
质量部-ZL;研发部-YF;生产制造部—SZ;采购部—CG;综合部—ZH;人力资源部—RZ;市场营销部—SY;计划经营部—JJ;物流部—WL;财务部—CW;
4.2.2 科室(车间)
如生产制造部,单相表车间01;三相表车间02;SMT车间03;注塑车间04。
部门无下设科室时以“00”补齐。
4.2.3 设备大类
高压设备-GY;低压设备-DY;变压器-BY;办公设备-BG;运输设备-YS;工具-GJ ;其它-QT
4.2.4 设备小类
4.2.5 流水号
在设备类别代号下,按设备购进的顺序依次编号,编号范围为001—999。
生产车间设备编码规则
生产车间设备编码规则(试用版)为加强对生产车间设备的管理,方便生产车间对设备的使用,技术部特制订本规则。
实施本规则后,生产车间的每一台生产设备都有其唯一的编码。
1,生产设备编码规则。
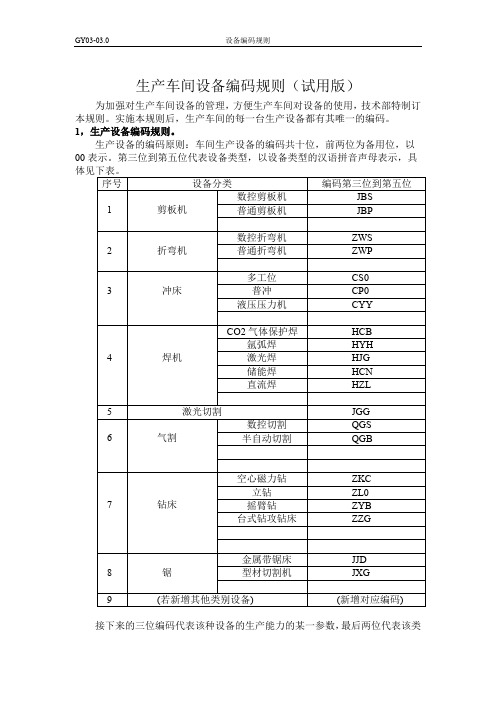
生产设备的编码原则:车间生产设备的编码共十位,前两位为备用位,以00表示。
第三位到第五位代表设备类型,以设备类型的汉语拼音声母表示,具接下来的三位编码代表该种设备的生产能力的某一参数,最后两位代表该类别设备的序列号。
如下所示。
2,各种型号设备编码规则具体如下:2.1,剪板机编码规则:剪板机的编码前两位为备用位,以00表示。
接下来的三位代表设备类型,以剪板的拼音声母大写JB开始,第五位区分剪板机是数控的还是非数控的或别的类型,若是数控的,在JB后加字母S,普通剪板机则在JB后加字母P,以后若增加其他类型的剪板机,以此位区别。
再接下来的三位代表剪板机的可剪最大厚度。
例如040代表剪板最大厚度为4mm,120代表剪板的最大厚度为12mm。
最后是剪板机的序列号,含两位。
因此,剪板机编码共包含10位,具体形式如下:举例1:00JBS0400100:备用位。
JBS:数控剪板机。
040:剪板的最大厚度为4mm。
01:剪板机的序列号,表示此剪板机在此类设备中序列号为01。
2.2,折弯机编码规则:折弯机的编码前两位为备用位,以00表示。
接下来的三位代表设备类型,以折弯的拼音声母大写ZW开始,代表设备类型:折弯机,第五位区分此折弯机是数控的还是非数控的或别的类型,若是数控的,在字母ZW后加字母S。
普通折弯机则在ZW后加字母P,以后若增加其他类型的折弯机,以此位区别。
第五位到第八位代表折弯机的最大公称力,以吨为单位。
例如100表示此折弯机的最大公称力为100吨。
最后是折弯机的序列号,包含两位。
因此,折弯机的编码共包含10位,具体形式如下:举例:00ZWS1000100:备用位。
ZWS:数控折弯机。
100:此折弯机的最大公称力为100吨。
01:折弯机的序列号,表示此折弯机在此类设备中序列号为01。
电厂设备分类编号管理制度
电厂设备分类编号管理制度一、总则为规范电厂设备分类编号管理,确保设备管理工作的顺利进行,保障电厂安全生产,制定本管理制度。
二、适用范围本管理制度适用于所有电厂设备的分类编号管理工作。
三、分类编号原则1. 设备分类编号应符合国家相关标准和规定,便于识别和管理。
2. 设备分类编号应根据设备的功能、用途、材质等因素进行科学合理的划分,确保分类清晰、逻辑严密。
3. 考虑设备的更新换代和维修更换的便捷性,对设备进行分类编号时应考虑设备的可维护性和可替换性。
4. 设备分类编号应与设备档案管理、设备维修保养、设备验收等相关工作相衔接,确保信息流畅和一致性。
四、分类编号管理责任1. 电厂设备管理部门应当负责设备分类编号体系的设计、维护和管理工作。
2. 设备管理部门应当制定设备分类编号的具体操作规程,对设备分类编号的规范和操作程序加以明确和详细的规定。
3. 设备管理部门应当对设备分类编号体系进行定期审核和更新,确保设备分类编号体系符合电厂设备管理的实际需求。
五、设备分类编号的编制1. 设备分类编号的编制应当遵循统一的原则和标准,由设备管理部门进行统一规划和设计。
2. 设备分类编号应当区分设备的种类和用途,按照一定的规则进行编制。
3. 设备分类编号应在设备的设计、采购、入库等环节进行统一编号,保证信息的一致性和完整性。
4. 设备分类编号应当与设备档案、设备维修保养等相关工作相衔接,确保信息的流通和一致性。
六、设备分类编号的使用1. 设备分类编号应在设备的使用、维修、保养等过程中得到有效的应用。
2. 所有设备管理人员应当熟悉设备分类编号的使用方法,确保设备管理工作的顺利进行。
3. 设备分类编号在设备的存储、检索、报废等工作中应得到有效的应用。
4. 设备分类编号应与设备的管理系统相衔接,确保设备管理信息的一致性。
七、设备分类编号的管理1. 设备分类编号的变更和调整应当经过设备管理部门的审批和备案。
2. 对于新引进的设备,应当及时对其进行分类编号,并纳入设备管理系统。
设备编号管理制度
设备编号管理制度一、总则设备编号管理制度的制定是为了规范和管理公司内设备的编号,保证设备编号的唯一性和统一性,提高设备管理的效率和准确性,保障设备管理工作的顺利开展。
二、适用范围本制度适用于公司内所有设备的编号管理,包括但不限于生产设备、办公设备、仪器仪表、电脑设备等。
三、设备编号的编制原则1. 设备编号的编制原则是按照设备的使用单位、设备种类、设备用途和设备序号进行编制。
2. 编号应当具有唯一性和连续性,即每一台设备都应有唯一的编号,相同种类的设备应按照设备的购进时间或者安装时间进行连续编号。
3. 设备编号的编制应简洁明了,易于记忆和辨识。
一般采用数字、字母或者数字字母组合等形式进行编制。
四、设备编号管理责任1. 设备管理部门负责设备编号的管理工作,包括设备编号的编制、分配、修改和废除等工作。
2. 设备使用部门负责保证设备的编号正确连续,当发现设备编号有误或者缺失时,应立即通知设备管理部门进行处理。
五、设备编号的编制与分配1. 设备编号的编制由设备管理部门负责,应当根据设备的使用单位、设备种类和设备用途进行编制,确保设备编号的唯一性和连续性。
2. 设备管理部门应将设备编号与设备的具体信息进行绑定,建立设备台账,记录设备的基本信息、购进时间、安装时间、维护记录等。
并通过台账进行设备编号的分配和管理。
六、设备编号的修改和废除1. 当设备的使用单位、设备种类或者设备用途发生改变时,设备编号需要进行修改。
修改设备编号应当及时通知设备使用部门,并在设备台账上进行相应的更改。
2. 当设备报废、损坏、丢失等情况发生时,设备编号需要进行废除。
废除设备编号应当及时通知设备使用部门,并在设备台账上进行相应的标注。
七、设备编号的使用规定1. 设备使用部门应当妥善保管设备编号,不得随意更改、涂抹或者遗失。
2. 设备使用部门应当在设备的安装位置和设备台账上标明设备编号,便于设备的识别和管理。
3. 设备使用部门应当在设备编号发生错误或者缺失时,及时通知设备管理部门进行处理。
固定资产命名及编号规则
文件制修订记录1 目的为加强生产用设备及工具管理的需要,根据公司发展需求,特制定本规则;制定本规则的指导思想是规范化企业管理。
2 适用范围本程序适用于公司内各职能部门,所有固定资产管理,包括生产车间所使用的与生产相关的设备、工程及工具;但低值易耗品以及相关设备、工具的零配件不在此规则适用范围内。
3 参考文件《设备管理控制程序》《工具管理控制程序》4 定义和缩写4.1本规则中固定资产是指原值超过RMB2000元且使用年限超过一年的资产。
4.2本规则中设备是指公司内用于生产所需或辅助生产的,作为公司固定资产的设备。
4.3本规则中工具是指公司内用于生产所需或辅助生产的各类电动、气动以及维修测量类的工具,不包含质量检测类工具。
5 职责各固定资产所属管理部门对其管辖范围内的资产编码进行管理,并配合财务部进行台账的维护与更新;各使用部门进行相应配合与监督工作;财务部负责对固定资产的录入管理与清查。
6 编码结构及说明6.1 固定资产编码规则6.1.1编码结构编码由字母与数字组成,共10位。
前2位为大类编码,第3、4位为小类编码,第5、6位为固定资产管理部门编码,后4位为流水编号。
4位数字流水号(0001,0002……)2位数字编码,固定资产小类编码(详见表1-1)2位数字编码,固定资产大类编码(详见表1-1)6.1.2编码表及说明类别编码如下表所示:6.2工具类编码规则6.2.1编码结构编码由字母与数字组成,共6位。
前1位为大类编码,第2位为小类编码,中间用“-”隔开,后4位为流水编号,中间用“-”隔开,末4位为入账年份与月份。
-XXXX 末4位年份与月份(如2013年12月则为:1312)4位数字流水号(0001,0002……)1位字母小类编码(编码详见表2-1)1为字母大类编码(编码详见表2-1)6.2.2类别编码及说明类别编码如下表所示:7 编码要求7.1编码必须保证编码的系统性、唯一性、实用性和及时性。
生产车间设备编码规则
生产车间设备编码规则1.编码结构:设备编码一般由多个组成部分构成,其中各个部分对应着不同的设备信息,例如设备类别、设备属性、设备功能等。
一个设备编码示例:CDL-0234-FL-012.设备类别:根据设备的不同类型,可以将设备进行分类,并分配对应的字母代表设备类别。
例如:-M:机械设备-E:电子设备-C:化学设备-T:工具设备-P:生产设备3.设备属性:设备属性代表着设备的一些基本信息,例如设备的尺寸、重量、颜色等。
根据实际需要,可以选择不同的属性进行编码。
例如:-S:小型设备-M:中型设备-L:大型设备-W:白色设备-B:黑色设备4.设备功能:设备功能指设备所具备的主要功能,例如设备的生产加工方式、生产能力等。
根据具体情况,可以选择不同的功能进行编码。
例如:-PR:生产线-CA:采购设备-RE:维修设备-IN:检测设备-AS:组装设备5.设备序号:设备序号是设备在同类设备中的唯一编号,用于区分不同的设备。
可以根据实际情况进行编号,例如从01开始递增。
综合以上几点,可以得出设备编码规则示例:设备类别-设备序号-设备属性-设备功能。
例如,CDL-0234-FL-01的编码可以解读为:-CDL:机械设备-0234:设备序号-FL:大型白色设备-01:生产线设备通过这样的设备编码规则,生产车间可以方便地进行设备管理和标识。
不仅可以快速识别设备的类别、属性和功能,还能追踪设备的维护记录和备件管理情况,提高设备的使用效率和生产效益。
同时,设备编码规则还可以提供数据支持,用于制定设备维护计划和调度安排,实现生产车间设备的优化管理。
城港公司固定资产编码管理制度
城港公司固定资产编码管理制度一、总则为规范城港公司固定资产编码的管理,提高固定资产管理的效率和准确性,特制定本制度。
二、编码原则1.编码原则是指根据固定资产的属性、用途、分类等规则对固定资产进行编码。
2.固定资产的编码应符合国家相关法律法规的规定,同时考虑公司的具体情况和管理需求。
三、编码规则1.固定资产编码由12位数字组成,其中前6位为总编码,后6位为分类编码。
2.总编码中的前2位代表所属部门或项目,共6个部门或项目,默认分配编码如下:01:总部办公室02:人力资源部03:财务部04:市场部05:生产部06:技术部3.总编码中的第3、4位代表所在地区,共10个地区,默认分配编码如下:01:北京02:上海03:广州04:深圳05:杭州06:南京07:成都08:重庆09:武汉10:西安4.总编码中的第5、6位代表资产的属性或用途,默认分配编码如下:01:办公设备02:生产设备03:交通工具04:建筑物05:土地06:仓库设施5.分类编码根据具体需要进行扩展,可细化到所属部门、地区、资产类别等级。
四、编码管理1.编码的分配由资产管理部门负责,每个部门或项目有一个编码管理员,负责编码的申请、分配和管理。
2.固定资产购置申请表中应包含资产编码的申请,编码管理员根据实际情况进行分配。
3.出现编码重复或冲突的情况,由编码管理员协调解决,确保唯一性和准确性。
4.编码的使用应符合公司制度和规定,未经批准不得私自更改编码,确保编码的稳定性。
五、编码使用1.固定资产的购置、变动、报废等操作都需要填写相应的表单,在表单中标注资产编码。
2.资产编码应在相关资产台账中进行记录,包括资产名称、型号、规格、数量、购置日期、存放地点等信息。
3.资产编码还可以用于固定资产的盘点、巡查、更新等管理活动中,提高管理效率。
六、编码查询1.编码查询可以通过电子系统进行,输入资产编码或关键词即可查询相应的固定资产信息。
2.编码查询也可以通过纸质台账进行,各部门根据需要进行台账的归档和查询,确保信息的安全和可靠性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
生产车间设备编码规则(总7
页)
-CAL-FENGHAI.-(YICAI)-Company One1
-CAL-本页仅作为文档封面,使用请直接删除
生产车间设备编码规则(试用版)
为加强对生产车间设备的管理,方便生产车间对设备的使用,技术部特制订本规则。
实施本规则后,生产车间的每一台生产设备都有其唯一的编码。
1,生产设备编码规则。
生产设备的编码原则:车间生产设备的编码共十位,前两位为备用位,以00表示。
第三位到第五位代表设备类型,以设备类型的汉语拼音声母表示,具
接下来的三位编码代表该种设备的生产能力的某一参数,最后两位代表该
类别设备的序列号。
如下所示。
2,各种型号设备编码规则具体如下:
2.1,剪板机编码规则:剪板机的编码前两位为备用位,以00表示。
接下来的三位代表设备类型,以剪板的拼音声母大写JB开始,第五位区分剪板机是数控的还是非数控的或别的类型,若是数控的,在JB后加字母S,普通剪板机则在JB后加字母P,以后若增加其他类型的剪板机,以此位区别。
再接下来的三位代表剪板机的可剪最大厚度。
例如040代表剪板最大厚度为4mm,120代表剪板的最大厚度为12mm。
最后是剪板机的序列号,含两位。
因此,剪板机编码共包含10位,具体形式如下:
举例1:00JBS04001
00:备用位。
JBS:数控剪板机。
040:剪板的最大厚度为4mm。
01:剪板机的序列号,表示此剪板机在此类设备中序列号为01。
2.2,折弯机编码规则:折弯机的编码前两位为备用位,以00表示。
接下来的三位代表设备类型,以折弯的拼音声母大写ZW开始,代表设备类型:折弯机,第五位区分此折弯机是数控的还是非数控的或别的类型,若是数控的,在字母ZW后加字母S。
普通折弯机则在ZW后加字母P,以后若增加其他类型的折弯机,以此位区别。
第五位到第八位代表折弯机的最大公称力,以吨为单位。
例如100表示此折弯机的最大公称力为100吨。
最后是折弯机的序列号,包含两位。
因此,折弯机的编码共包含10位,具体形式如下:
举例:00ZWS10001
00:备用位。
ZWS:数控折弯机。
100:此折弯机的最大公称力为100吨。
01:折弯机的序列号,表示此折弯机在此类设备中序列号为01。
2.3,冲床编码规则:冲床的编码前两位为备用位,接下来的三位代表设备类型,以冲床的冲字拼音声母大写C开始,CS0代表多工位冲床,CP0代表普冲,CYY代表液压压力机。
以后增加其他类型的冲床,以第四位和第五位区分。
第五位到第八位代表此压力机的最大公称力,以吨为单位。
例如020,代表此压力机的最大公称力为20吨,100代表此冲床的最大公称力为100吨。
最后两位是冲床的序列号。
因此,压力机的编码共包含10位,具体形式如下:
举例1:00CS002001
00:备用位。
CS0:多工位冲床
020:冲床的最大公称力20吨。
01:多工位冲床的序列号。
举例1:00CP010001
00:备用位。
CP0:普通机械压力机(普冲)
100:普冲的最大公称力100吨。
01:普冲冲床的序列号。
2.4,焊机的编码规则:电焊机的编码前两位为备用位,以00表示。
接下来的三位以“焊”字的拼音大写H开始,第四位与第五位代表焊机的类型,CB代表CO2气体保护焊,YH代表氩弧焊,JG代表激光焊,CN代表储能焊,ZL代表直流焊,同理,新增的焊机类型在这两位区别。
再接下来的三位代表该类型焊机的一个主要参数,电阻焊此三位代表额定功率,激光焊此三位代表激光功率(例如030代表激光功率300W),储能焊此三位代表最大充电电压。
直流焊代表额定输出电流,其他类型则代表最大输出电流。
编码最后两位代表电焊机的序列号。
因此,电焊机的编码共10位,具体形式如下:
举例1:00HCB05601
00:备用位。
HCB:CO2气体保护焊电焊机
056:该焊机的最大输入电流:56A
01:此焊机的序列号。
2.5,激光切割机的编码规则:同前,编码前两位为备用位,以00表示。
接下来的三位JGG( 激光割的汉语拼音声母)代表设备类型:激光切割机。
第五位到第八位代表此设备功率,例如025代表此设备最大功率为2500W。
最后是此种设备的序列号。
因此,激光切割机的编码共10位,具体形式如下:
举例:00JGG02501
00:备用位。
JGG:激光切割机
025:该激光切割机的功率2500W
01:激光切割机的序列号。
2.6,气割设备的编码规则:同前,编码前两位00开始,为备用位。
第三位到第四位以气割的汉语拼音声母QG表示,代表设备类型,第五位代表切割类型,S代表数控切割,B代表半自动切割。
以后若增加其他类型的气割设备,在此位区分。
接下来的三位代表该设备的最大切割厚度,例如012代表该设备的最大切割厚度为120mm。
最后两位是该类型设备的序列号,具体形式如下:
举例1:00QGS01201
00:备用位。
QGS:数控切割机
012:设备最大切割厚度120mm
01:数控切割机的序列号
2.7,钻床的编码规则:钻床的编码前两位为备用位,以00表示。
接下来的三位以“钻”字的汉语拼音声母开始,第四位与第五位代表钻床的类型,多余字符用0代替。
例如ZKC代表空心磁力钻,ZL0代表立钻(L代表立,第三位空余,用0代替),ZYB代表摇臂钻,ZZG代表台式钻攻钻床,同理,新增的钻床类型在这两位区别。
十位编码中接下来的三位代表钻床可钻孔的最大直径,例如032代表该钻床最大可钻直径为32的孔。
最后两位代表该种设备的序列号。
具体形式见下:
举例1:00ZKC03201
00:备用位。
ZKC:空心磁力钻
032:钻床可钻最大孔的直径32。
01:空心磁力钻的序列号
举例2:00ZYB03001
00:备用位。
ZYB:摇臂钻
030:钻床可钻最大孔的直径30。
01:摇臂钻的序列号
2.8,锯床的编码规则:锯床的编码前两位为备用位,以00表示。
第三位到第五位代表锯床的类型,以“锯”字的汉语拼音声母J开始,例如,JJD代表金属带锯床,JXG代表型材锯割机,同理,新增的锯床类型在这两位区别。
十位编码中接下来的三位代表该剧床的最大锯削直径,例如
380代表该锯床最大锯削直径为φ380mm。
最后两位是该种设备的序列号。
具体形式见下:
举例:00JJD26001
00:备用位。
JJD:金属带锯床
260:该锯床的最大锯削直径φ260mm
01:金属带锯床的序列号。
生产车间的设备编码规则大体如上所述,如有新类型生产设备的增加,必须由设备编码规则制订人员增加相应的设备编码。