台湾旭阳转台说明书CNC-250R,250L
旭阳液压站安装和维护使用手册R1
闪点 (开杯口)
倾点℃
159/160 -42
151/242 -42
152/244 -39
153/246 -39
152/252 -36
152/260 -30
如果相关数据和以上情况都不一样请按照以下表格选择液压油:
环境温度
平均油液温度
油液类型
-10℃/ +30℃
-10℃/+50℃
ISO-VG-46
-20℃/ +20℃
* 主轴输出压力:通过调整减压阀(16)调整主轴输出压力,顺时针调高,反时针调低。 压力值通过测压装置(辅件)在检测口(17)检测(换向阀 14 得电)。
4.7 手动操作
4.7.1 手动泵操作:可使用手动泵(25)为系统增压,将手动杆取下(油箱背部),插入手 柄内,摇动手柄即可。
4.7.2 主轴处 2 位 3 通电磁阀(14)、偏航在偏航时 2 位 2 通电磁阀(24)和,偏航零压 时回油 2 位 2 通电磁阀(23),均可利用手动操作实现电磁阀得电功能。
第 1 页 共 17 页
制动器液压系统安装和维护使用手册
1 简介
1.1 概述 本系统由电机(2)、泵(4)、溢流阀(9)、换向阀(14、20、23、24)、减压阀(16)、 背压阀(21)、蓄能器(13、19)以及检测元件等构成。工作时,由电机(2)带动泵(4) 顺时针方向旋转,由溢流阀(9)调定工作压力,经换向阀(14)输出到主轴制动器进行 主轴制动;压力经换向阀(20)输出到偏航制动器进行偏航制动,压力经换向阀(24)、 背压阀(21)输出到偏航进行偏航阻尼制动。由压力表(12)和压力传感器(11)检测系 统工作压力,液位继电器(7)检测油箱液位。油站电机处于间隙工作状态,电机不工作 时,系统压力由蓄能器(13)保持。序号(25)为手动泵,序号(18)为主轴压力输出压 力开关,序号(17、22)为输出压力检测口。
旋压机使用说明书(新)

CT系列卧式旋压机使用说明书(机械部分)前言十分感谢您选择了我们制造的复合旋压机床。
正确的使用、维护机床可以为您创造更多更好的财富,也能够使机床保持长久、稳定的精度和寿命。
另外,对操作者的人身安全和机床和机床的使用安全也有了可靠的保障。
因此,在开始使用本机前,请您务必首先阅读和理解本使用说明书的各个章节,特别是安全方面的章节。
关于本机床操作方面及NC编程方面的知识,请详看本《使用说明书》的电气部分。
由于在生产过程中,对机床某些地方进行小的变动是不可避免的,因此当本说明书与机床间出现小的差别时,恕不通知。
1 安全当您使用CT-250M/450M复合旋压机床时,请认真阅读以下各项安全注意点,若有疏忽,轻者可能降低切削精度,重者可能引起严重的身体伤害或更加不堪设想的后果。
1.1安装程序1.1.1安装前准备工作(1)电源:本机床需要的电源供应容量,规格如下:(2)气源:气压用以控制尾轴、料架控制、切边刀控制及工件吹气等,其设计压力为5bar,因此气源的压力值应稳定的保持在6bar以上,本机用量为300l/min。
(3)润滑油箱的油量一定要充足,其容量为1.8L。
1.1.2 安装环境1. 环境条件通常机床应安装在以下条件的环境内:(1)电源电压:85%到110%变化波动范围内(2)频率:±2Hz变化波动范围内(3)室温:0℃到45℃范围内(4)相对湿度:<90%(温度变化不应引起冷凝现象)(5)空气:避免高度灰尘,酸腐蚀气体和盐雾(6)机床不应安装在阳光可引起环境温度变化的位置和安装在有异常振动的环境内。
2.机床应与其他机床分开放置,不可距离大近。
3.应有足够的维修空间。
安装时,机床的门及控制器应不影响或阻碍打开或转开。
4.机床周围应避免有高频设备、电焊机等电磁干扰源,亦应避免与有大起动电流的设备共用一套电源。
1.1.3 安装须知为了安全,安装机床时须注意以下述事项:1.连线(1)必须使用本说明书中规定的套线或性能更优的套线。
数控加工中心操作规程

VMC-850 加工中心1. 普通工作安全1.1 工作时,应穿着安全鞋、工作服以及带护目镜。
1.2 熟悉铭牌上志注意、禁止事项。
1.3 机床作业时,工作场所应保持清洁。
1.4 机床发生故障时,于修理作业前,应先将电源关掉。
1.5 切削液、切削油、切屑在机台上,应适时、定时清理,以免影响加工作业。
1.6 必须熟读操作手册。
1.7 为了安全起见,所有电器箱,操作箱的门,及保护罩请不要打开,除非是定期做维护保养。
1.8 当维修人员进入机床工作台挪移范围内时,请关闭所有操作盘与电器箱上电源开关,请准备一些废弃的硬板纸或者木板覆盖在会滑倒的范围,以防止维修人员滑倒。
1.9 不要使用压缩空气来清理机器和其他各项电子装置,因为周围环境如果有的脏乱 (如灰尘、油污、铁屑等) 很容易进入轴承、滚珠道螺杆,导致机器零件耐用期缩短。
2 作业前2.1 检查润滑系统的润滑油及切削液量是否足够。
2.2 检查操作盘上是否有异常现象。
2.3 气、油压置压力检查,气压4~6kg/mm2,油压50±2kg。
2.4 检视动力电源线、管线连接接頭、油压和润滑系统管路是否适当连接,或者有松动、破裂现象,并检查油箱、油管接头、阀门等是否有漏油或者漏水。
2.5 检视所有安全保护装置是否功能动作正常,并注意是否有其他人员在机器动作之危(wei)险区域。
2.6 先用目视机床机器是否有异常,并将周围环境整理清洁。
2.7 主轴孔内锥度清洁。
2.8 其他各项安全检查。
2.9 确认电源电压及额定容量是否足够或者过高。
3.作业中3.1 切削加工时,工作台的负荷范围应确认。
3.2 检视机器各部位,是否有异常声音或者振动、发热等现象发生。
3.3 机器加工前,关机后,主轴做低速回转,XYZ 各轴实施空运转全行程挪移约10~20 分钟暖机。
3.4 机台挪移前,应对工作安全检视。
3.5 主轴回转时,请勿以手去触摸加工物,以防受伤。
3.6 自动运转时,操作盘上的任何键及旋钮不可用手去接触。
四轴CNC旭阳转台结构
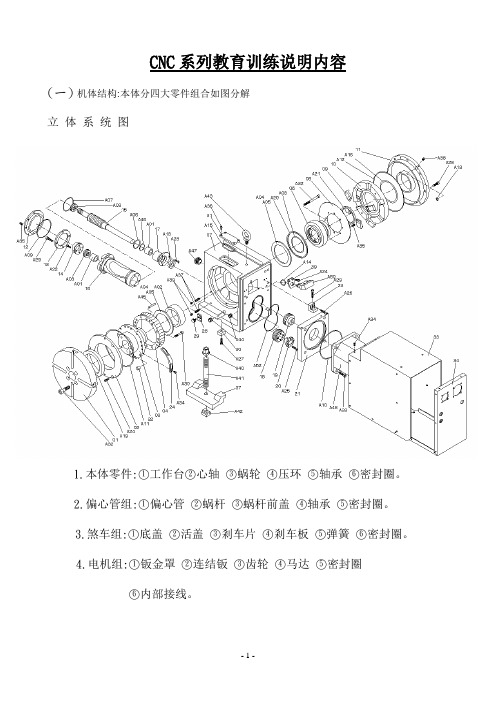
CNC系列教育训练说明内容(一)机体结构:本体分四大零件组合如图分解立体系统图1.本体零件:○1工作台○2心轴○3蜗轮○4压环○5轴承○6密封圈。
2.偏心管组:○1偏心管○2蜗杆○3蜗杆前盖○4轴承○5密封圈。
3.煞车组:○1底盖○2活盖○3剎车片○4剎车板○5弹簧○6密封圈。
4.电机组:○1钣金罩○2连结钣○3齿轮○4马达○5密封圈○6内部接线。
(二)功能使用:○1定位加工○2旋转加工○3量产治具化加工○4圆柱体加工。
(三)荷重限制:请参考目录或操作手册P4之规定范围以CNC200R为例:目录标示垂直荷重100kg,水平荷重200kg,若有强力型尾座与中间板双向平衡支撑,荷重可达150kg左右。
(荷重限制包含刀具加工与工件及治具的结合重量。
在此之内对转台的使用寿命会有保障,磨损率较低)。
规格表(五)煞车系统:煞车功能区分为1.空压煞车2.油压煞车。
资料收集显示第四轴煞车系统分两类1.平面碟煞式2.环抱式。
旭阳的煞车系统是平面碟煞夹紧。
外部压源压力限制:○1空压5~6 kg/cm2○2油压20 kg/cm2○1空压源进入第四轴之前要加装三奌组合参考操作手册P23页。
安装注意事项:本公司生产之CNC计算机数控分度盘,如果其锁紧装置压力来源为空气压缩方式,因此在压缩机及管路方面,应多注意其润滑及排水是否正常,尤其应注意三点组合的排水和润滑油量之调整。
[ 附注 ] 为保护您所有空压机件,请务必使用三点组合配备。
如果厂房空压系统有滤水功能则不在此限○2油压压力限制20 kg/cm2在第四轴机台上方平面接头处有贴标签※第四轴连接油压管之前要注意油压箱压力要调降成20 kg/cm2(需在第四轴专用电磁阀下方加装减压阀及压力表。
先调好正确压力后再通油测试。
确保机体内部煞车零件不受损)。
※第四轴与电机(马达)安装注意事项○1马达异音调整安装电机前,注意电机齿轮以及蜗杆齿轮有无毛边,如有毛边请及时清理。
如有其它零件损坏请及时更换。
广旭数控雕刻机2022版说明书

敬告/Important:公众服务号欲了解更产品信息,请扫一扫。
For more information, please scan.请到广旭全国各地产品体验中心实地参观样机。
生产基地:杭州市余杭区闲林工业园区嘉企路14号服务热线:4008 260 855http:// https://4008 260 855雕刻机 / 数控加工中心系列光纤激光切割系列 / 金属字加工成套设备系列03 / 2022 Edition企业简介:广旭数控源起于2009年,前身是由合肥洛铭机电设备有限公司、南京杰钒机电设备有限公司、苏州杰钒机电设备有限公司和杭州朗泰机电设备有限公司等组成,于2010年完成合并重组,总部设立在杭州。
经过十多年的发展,已经完成了向“智造生产型”企业和建立自主品牌模式转型升级,公司于2015年通过CE认证和ISO9001国际质量管理体系认证;2016年被浙江省科学厅评定为浙江省高新技术企业,是中国广告协会认定的广告设备、器材优选供应商和中国广告设备、器材自主创新企业。
2020年被评为国家高新技术企业。
20年来,广旭数控陆续设立上海广旭、杭州广旭、广州广旭、深圳广旭、苏州广旭、南京广旭、合肥广旭、成都广旭、重庆广旭、湖南广旭、武汉广旭、沈阳广旭、温州广旭、吴江广旭等10多家分公司和2家大型雕刻机、光纤激光切割设备生产制造企业,是国内少有的跨区域的大型企业,累计为超过30000多家的用户提供贴心服务。
公司产品线包括雕刻机/加工中心系列、光纤激光切割机系列、金属字加工成套设备系列,服务行业涉及木工家具制造、工艺礼品、玉石雕刻、广告标识、服装面料、皮革加工、电子治具、建筑模型等十几个行业领域。
公司愿景:做全球最具竞争力的标识数控设备服务商。
核心理念:君子怀德而志广,旭日通明而光大。
经营理念:精密智造,精心服务。
服务理念:专业、专注、专心。
GXUCNC originated in 2009, formerly consists of Hefei Luoming Mechanical and Electrical Equipment Co., Ltd., Nanjing Jiefan Mechanical and Electrical Equipment Co., Ltd., Suzhou Jiefan Mechanical and Electrical Equipment Co., Ltd. and Hangzhou Langtai Mechanical and Electrical Equipment Co., Ltd. Complete the merger and reorganization in 2010,the headquarter is located in Hangzhou. After more than 10 years of development,It has completed transformation and upgrading of the "intellectual-manufacturing-oriented" enterprises and the establishmentof autonomous products Brand. Our company has passed the CE certification and ISO9001 international quality management system certification in 2015;assessed as high-tech enterprises in Zhejiang Province by the Zhejiang Provincial Science and Technology Department in 2016, accredited as prior suppliers of advertising equipment and apparatus and independent innovative enterprises of China's advertising equipment and apparatus by China Advertising Association. In 2020, it will be rated as a national high-tech enterprise.In the past 20 years, Guangxu CNC successively established more than 10 branches such as Shanghai GXUCNC, Hangzhou GXUCNC, Guangzhou GXUCNC, Shenzhen GXUCNC, Suzhou GXUCNC, Nanjing GXUCNC, Hefei GXUCNC, Chengdu GXUCNC, Chongqing GXUCNC, Hunan GXUCNC , Wuhan GXUCNC, Shenyang GXUCNC, Wenzhou GXUCNC, Wujiang GXUCNC and two large-scale equipment manufacturing enterprises, is a domestic rare large-scale inter-regional chain enterprises, cumulatively provide with attentive service for more than 22,000 users.Company's product line includes CNC router/ machining center series, fiber laser cutting machine series, metal word processing complete sets of equipment, service industries involved in a dozen of industries such as woodworking furniture manufacturing, craft gifts, jade Sculpture, advertising logo, apparel fabrics, leather processing, electronic governance, building models.Company Vision: To be the most influential and competitive enterprise in China's industry.Core concept: A gentleman with morality and a broad mind, the rising sun is bright and shine.Business philosophy: Precise Machining & Attentive Service.Service concept: professional, focused, concentrate.01加工尺寸/ Working Area:主轴功率 / Total Spindle Power:传动方式/ Transmission Mode:导轨/ Guide rail:主轴电机/ Spindle motor:对刀装置/ Feeler device:工作台面/ Working table:驱动系统/ Drive system 控制系统/ Controlling System 空行速度/ Running Speed:重复定位精度 / Repeat position accuracy:加工精度 / Processing Accuracy:工作电压 / Power Supply:整机重量 / N.W.:2440×1270mm 7.5Kw(9.0Kw 选配)采用进口高精度滚珠丝杠传动 / Imported ball screw 进口线性直线导轨 / Imported linear guide 水冷自动换刀主轴 / Water-cooling ATC spindle 自动表面探测器 / Automatic Surface Detector 分区真空吸附台面 / Partition vacuum adsorption table伺服 (Servo)SYNTEC / Siemens 18m/Min.0.02mm ±0.05mm AC380/50Hz 2500Kg技术参数/ Technical Parameters:机器特点 :■ 维宏工控系统。
卧加液压刀库调试方法
立加四轴调试方法1.概述本文主要介绍立加配置第四轴的调试步骤,涉及到的系统有FANUC(0I-MD 和0I-MATE-MD),SIEMENS828D,以及常见故障问题处理。
立加常见的配置四轴转台厂家为台湾旭阳以及谭兴生产,该型号转台可以用于立加通用机型,根据机型的大小选择不同规格的转台,目前配置的旭阳转台居多,有如下型号:CNC170R CNC-250R,CNC-251R ,CNC-200R,CNC-320R CNC-400R,CNC-500R。
2.输入输出信号按照电气原理图中将四轴相关的伺服电机动力线,反馈线,电磁阀,检测信号接好,信号地址分配如下:FANUC 系统输入信号夹紧放松X5.1 X5.2原点信号(增量选用)X9.3输出信号刹紧电磁阀Y4.0西门子828D系统输入信号夹紧放松I9.6 I9.7原点信号输出信号刹紧电磁阀Q7.73.调试步骤3.1FANUC系统参数调试步骤:对于OI-MA TE-MD系统需要开通四轴功能,对于MD系统可以直接配置四轴参数,伺服电机动力线连接正常后,按照如下步骤设定参数。
1)设定8130=4,断电重启。
2)FSSB设定:检查并设定如下有关FSSB设定的参数:参数设定值参数设定值1023(A) 4 1902#0 114343 4 1913 31020 65【注】:在外围电机连接方式为XYZA的情况下1023(A)设置 1 2 3 4 在外围电机连接方式为XY AZ(α8/3000i α4/4000i ) 1 2 4 33)正确识别第四轴驱动后,在急停状态下按【SYSTEM】-扩展--【SV设定】【操作】---扩展---【切换】按下【PAGE UP】找到如下伺服设定画面。
4)将初始化设定位设定为0 按照如下设定表格以及电机代码设定相关参数伺服设定机械变比1:90 机械变比1:180初始化设定位0000 0000 0000 0000电机代码按照电机代码表格设定按照电机代码表格设定指令倍乘比 2 2柔性齿轮比 1 1M 250 500方向设定111 111速度反馈脉冲数8192 8192位置反馈脉冲数125000 125000参考器计数器容量4000 2000常用四轴常用配置表格转台型号驱动电机型号伺服驱动器规格电机代码CNC-170R α4/4000i AISV40 273CNC-251R α8/3000i AISV40 277CNC-250R β8/3000i BISV20 258CNC-200R α4/4000i AISV40 273CNC-250R α8/3000i AISV40 277CNC-320R β12/3000i BISV40 272CNC-320R α12/3000i AISV80 2935)断电重启后,按照如下参数表格设定四轴相关的速度,增益,功能参数。
CJM250使用说明书

CJM250型小型台式车床使用说明书床身最大回转直径250㎜最大工作长度500㎜出厂编号中华人民共和国黄山市永丰机电制造有限公司敬告用户:安装操作前,请务必详细阅读本使用说明书,避免因不熟悉机床可能造成人、机伤害和其他危险!对机床结构进行任何更改都将导致机床安全保证的失效!目录1、机床的结构、性能和用途2、机床的主要技术参数3、机床的传动系统4、机床的安装和试车5、机床的使用和维护6、机床的润滑7、机床的电气原理8、机床附件1、机床的结构、性能和用途CJM250型轻型车床集普通车床的功能和轻型台式车床的轻巧于一身,结构精巧合理,操作简便灵活,安装维修快捷。
该机床可用于车削内、外圆柱面、端面、锥面和公英制螺纹,配以相应的夹具,可以实现钻、铣和其他特殊切削加工,机床由床身、车头箱、挂轮箱、走刀箱、溜板箱、尾架及电机等部分组成。
☞主轴箱:内部为全齿轮传动,通过单手柄控制端面曲线槽盘拨动滑移齿轮实现主轴变速,主轴可获得12种转速,速度变化范围大,变速灵活方便,适用于各种材料的加工。
设有正、反向走刀转换机构,实现自动进给的正、反向选择和车削左、右旋螺纹。
☞挂轮箱:通过挂轮将主轴箱的运动传给走刀箱,选择不同的挂轮组合,可实现公、英制螺纹转换。
☞走刀箱:设有15个挡位,不需要更换挂轮即可获得15种进给速度和车削15种螺距的公制(或英制)螺纹。
☞溜板箱:设有纵、横向走刀转换机构,实现自动进给的纵、横向选择;同时与开合螺母间具有良好的互锁结构。
☞床身:床身采用两山两矩导轨,具有良好的定位精度和优越的切削刚性。
☞尾架:尾架采用凸轮快速锁紧机构,操作方便快捷。
☞随机附件:随机附件有三爪卡盘、固定顶尖、刀架扳手、内六角扳手、双头呆扳手、挂轮、后挡屑板。
☞特殊附件:底座、中心架、跟刀架、油盘、组合车刀、活络顶尖、花盘、四爪卡盘、过渡盘、特殊挂轮等特殊附件,供用户选购。
2、机床的主要技术参数3、机床的传动系统☞车头主轴变速:电机动力经过三角皮带传至车头箱Ⅰ轴,再由Ⅰ轴和Ⅴ轴上的滑移齿轮将动力传给车头主轴,使主轴获得12种不同的转速。
双坐标数控工作台说明书
陕西理工学院机械工程学院机电一体化课程设计(论文)题目双坐标数控工作台系统设计学生姓名专业机械设计制造及其自动化学号班级机自081 指导教师完成时间 2011年12月20日目录摘要 (4)1绪论 (5)1.1前言 (5)1.2机电一体化系统综述 (5)1.2.1机电一体化系统的基本构成 (5)1.2.2机电一体化系统的核心技术 (5)2系统的总体方案设计 (6)2.1初步估算工作台外形尺寸及重量 (6)2.2总体方案设计 (7)2.2.1机械部分设计 (7)2.2.2控制部分设计 (7)2.3机械系统设计 (8)2.3.1滚珠丝杠螺母副的选择 (8)2.3.1.1滚珠丝杠螺母副的工作原理 (8)2.3.1.2滚珠丝杠螺母副的选择 (8)2.3.1.3滚珠丝杠支撑用轴承的选择 (12)2.3.2滚动导轨副的计算和选择 (13)2.3.3齿轮的选择 (15)2.3.4步进电机的选择 (15)2.3.4.1计算折算到电动机轴上的负载惯量 (15)2.3.4.2计算折算到电动机轴上的负载力矩 (15)2.3.4.3选择电机 (16)2.4控制系统设计 (16)2.4.1接口设计 (16)2.4.2驱动系统设计 (17)2.4.3传感器和控制面板设计 (18)2.5软件设计 (19)3全文总结 (20)致谢 (21)参考文献 (22)摘要双坐标数控工作台机电系统设计是一个开环控制系统,其结构简单,实现方便而且能够保证一定的精度,降低成本,是微机控制技术的最简单的应用。
开环控制能充分的利用微机的软件、硬件功能以实现对机床的控制,使机床的加工范围扩大, 进一步提高机床的精度和可靠性。
本文机械部分采用步进电动机通过齿轮减速器带动滚珠丝杠拖动工作台在直线滚动导轨副上运动,其中,步进电动机选用86BYG250AN型号。
工作台控制部分以AT89C52单片机为核心,作为主控器;利用8155H芯片实现与键盘/显示器的连接;选择步进电机配驱动器SH-22206A 驱动步进电动机实现加、减速、急停等操作,从而实现对工作台的控制。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
7.5.3. 保養......................................................................................................................................23
2.2. 外觀尺寸圖.................. 3 2.3. 附件選擇 ............................................................................................................ 3
1
CNC-250R,CNC-250L
251
2. 技術資料
2.1.規格表
型 盤面直徑 垂直中心高 平置全高 垂直全高 貫穿孔徑 盤面 T 型槽寬 底面導塊寬
式 (mm) (mm) (mm) (mm) (mm) (mm) (mm)
伺服馬達型式
廠牌 FANUC
每分鐘最大轉速 最小分割單位 分割精度
重覆精度
5. 維修........................................................................................................7
5.1. 故障排除 ............................................................................................................ 7 5.2. 蝸桿與蝸輪確認齒隙方法 ................................................................................... 9
索引
1. 序 ...........................................................................................................1 2. 技術資料 ................................................................................................2
規 格/型 號
齒數比
α4i
1:90
22.2(馬達 2000R.P.M) 0.001 15” 4” 8”
47
94
300 125
2
CNC-250R,CNC-250L
251
2.2.外觀尺寸圖
CNC-250R
CNC-250L
3
CNC-250R,CNC-250L
251
2.3.附件選擇
1.標準附件 : CNC 電腦數控分度盤出廠時之標準配件如下:
本公司之 CNC 電腦數控分度盤其操作簡易,剎車圓盤有強 勁之鎖緊力,可使機器在載重負荷下,仍能輕易且順利的做高精 度之切削,即使做旋轉加工,依然保持其精度不變,可提升工作 速度及減少加工盲點,而我們最大的目標及品質政策就是「品質 優異,客戶滿意;品質完美,大家讚美。」。
分度盤是非常精密之機器,必須正確的使用與保養,才能長 保較高之精確度。所以,在使用分度盤之前,請詳細閱讀本冊之 「安全規範」及「操作手冊」兩大部份,並依照手冊上之使用說 明,安裝、保養及維修,以延長產品壽命並了解本公司分度盤的 功能與特性。
7.5. 尾座使用 .......................................................................................................... 23
7.5.1. 手動尾座 :............................................................................................................................23
4. 保養與潤滑.............................................................................................6
4.1. 更換潤滑油時機.................................................................................................. 6 4.2. 更換潤滑油方法.................................................................................................. 6 4.3. 潤滑油選擇......................................................................................................... 6 4.4. 注意事項 ............................................................................................................ 6
7.6. 油壓迴路圖 ...................................................................................................... 24
0
CNC-250R,CNC-250L
251
1. 序
感謝您購買旭陽 CNC 電腦數控分度盤,並歡迎加入旭陽愛 用者的行列,希望因此能進一步了解本公司產品,成為旭陽忠實 用戶。
7.4.1. 機器若無第四軸電腦控制器時使用如下:...............................................................................22
7.4.2. 機器有第四軸電腦控制器配備可直接控制分度盤: ................................................................22
5.2.1. 蝸桿與蝸輪齒隙調整方法........................................................................................................9
5.3. 原點調整 .......................................................................................................... 10 5.4. 立体系統圖....................................................................................................... 12 5.5. 零件表 .............................................................................................................. 13
2.1. 規格表 ................................................................................................................ 2
2.1.1. 外觀介紹 .................................................................................................................................2
3. 安裝........................................................................................................4
3.1. 安裝方法 ............................................................................................................ 4 3.2. 注意事項 ............................................................................................................ 4 3.3. 如何避免板金干涉 .............................................................................................. 5
6. 報廢......................................................................................................18
6.1. 報廢與回收....................................................................................................... 18