基于PLC的标签打印机控制系统设计
毕业设计(论文)-基于plc及变频器的印刷机控制系统的硬件设计[管理资料]
![毕业设计(论文)-基于plc及变频器的印刷机控制系统的硬件设计[管理资料]](https://img.taocdn.com/s3/m/be3952297f1922791788e816.png)
基于PLC及变频器的印刷机控制系统的硬件设计[摘要]印刷机在日常食品包装中占有重要地位,它的产品质量取决于张力控制。
现代印刷机几乎无一例外地采用了变频器张力控制系统,这种控制方式的特点是:运行可靠、机械磨损小、控制精度高,适用于高速多套色凹版印刷机。
论文主要内容如下:1.概述了变频器与PLC的工作原理和性能;2.推导了浮辊检测系统模型、变频器交流异步电动机传动模型,完善了收放料装置的动力学模型、张力模型、收料张力控制模型;3.在数学模型的基础上,开发了系统控制应用程序。
4.编写出PLC与变频器自由口通信协议,得出新型的控制方案。
[关键词]印刷机;张力控制;变频器;PLC;自由口通信The Hardware Design of Printing Machine Control System Basedon PLC and InverterElectrical Engineering and Automation SI Yun-kuiAbstract:Printing machine is important for daily food packaging. The quality of its product depends on the tension control. The tension control system consist of PLC and inverter is adopted in the modem printing machine. This system has its advantages such as stabilization, small weal and tear and high control precisions so it is applied to multi-colors rotogravure printing machines. Following are the main contents of this thesis: outline of working principle and performance of PLC and inverter; Derivation of dancing roller detection system model and Inverter AC asynchronous motor driving model. development of system control applications based on the above models and PID control algorithm to certificate the models; development freeport communication protocol.Key words:printing machine; tension control; inverter; PLC; freeport communication目录1 引言 (1)课题背景 0论文的研究目的和内容 02 印刷机控制系统的总体方案设计 0七电机张力控制系统 0PLC控制变频调速系统 (1)系统组成方案 (1)3 张力控制分析 (2)凹印机各个部分的工作过程 (2)放卷部分 (2)牵引部分 (3)印刷部分 (3)收卷部分 (4)附属装置 (4)各环节建模 (5)浮辊模型 (5)张力模型 (6)收放卷装置动力学模型 (7)控制系统综述 (9)4 PLC硬件部分设计 (10)PLC的硬件结构 (10)印刷机控制系统的硬件设计 (10)PLC I/O分配 (10)PLC硬件接线 (10)5 PLC自由口通信的实现 (12)S7-200的自由口模式 (12)三菱变频器专用协议 (12)PLC与变频器的连接 (12)程序设计 (13)结束语 (15)参考文献 (15)致谢 (16)1 引言课题背景随着人们物质文化生活水平的提高和消费观念的改变,国内包装市场近十年来每年以20%以上的速度增长,而且印刷的质量和品位也在不断的提高。
基于PLC控制的自动贴标机设计

光机电一体化课程设计题目:变频器控制与通信院别:机电学院专业:机械电子工程班级:姓名:学号:指导教师:基于PLC控制的自动贴标机设计——变频器控制与通信摘要变频器(VFD)是应用变频技术与微电子技术,通过改变电机工作电源频率方式来控制交流电动机的电力控制设备。
变频器靠内部IGBT的开断来调整输出电源的电压和频率,根据电机的实际需要来提供其所需要的电源电压,进而达到节能、调速的目的,另外,变频器还有很多的保护功能,如过流、过压、过载保护等等。
随着工业自动化程度的不断提高,变频器也得到了非常广泛的应用。
本课程设计主要讨论变频器与可编程控制器(PLC)通信原理,介绍变频器的控制方式、PLC与变频器远程通信控制的硬件连接等。
选用三菱FX2N型PLC及三菱FR-S500变频器,介绍串行通信技术在贴标机交流变频调速控制系统中的应用,并通过相应的部分通信控制程序来说明利用可编程控制器实现串行通信编程设计方法。
关键词:通信协议;变频器;PLC;控制目录前言 (3)一.变频器的选用 (4)二.变频器的控制方式 (5)三.PLC与变频器远程通信控制的硬件连接 (5)四.变频器的远程控制原理 (6)五.对变频器远程控制时参数的设定 (8)六.对变频器远程控制的软件设计 (8)七.变频器仿真 (9)八.心得体会 (14)附录: (16)前言变频器调速是集自动控制、微电子、电力电子、通信技术于一体的技术,它因很好的调速、节能性能, 在各行业中获得了广泛的应用。
PLC是近年来发展极为迅速、应用面极广的工业控制装置,它具有体积小、组装灵活、编程简单、抗干扰能力强和可靠性高等优点。
现代工业生产的许多领域将变频器与PLC相结合使用, 借助于 PC或(HMI)可以对自动化设备进行智能控制。
随着网络技术的发展,PLC既可以独立地对自动化设备进行控制,也可以作为工作站与整个工厂网络系统的各个单元进行信息交换,有利于“无人化”工厂的实现。
基于PLC的3D打印机控制系统设计

目录摘要 (1)英文摘要 (1)引言 (2)1.方案设计 (3)1.1 3D打印机简介 (3)1.2 系统任务要求 (3)1.3 系统设计思路 (4)2.硬件设计 (4)2.1 系统结构及工作原理 (4)2.2 元器件选型 (5)2.3系统原理图 (6)3 参数整定 (8)3.1 定位模块参数设置 (8)3.2 伺服系统内部参数设定 (9)3.3步进内部参数设定 (10)4 人机界面设计 (11)5 软件设计 (13)5.1系统流程图 (13)5.2控制程序设计 (14)6 联机调试 (17)总结与谢词 (19)参考文献 (20)附录1 3D打印机控制系统元件清单 (21)附录2 3D打印机PLC控制系统I/O分配表 (22)附录3 程序清单 (23)摘要:本文介绍的3D打印机的三轴和物料挤出控制是3D打印机的驱动控制,具有高精度和高响应特点,是实现3D打印的前提,采用PLC控制的3D打印机,可以实现打印实体物品的自动化和全程管理,采用伺服电机和步进电机作为驱动电机,可以实现工业级别的打印精度。
关键词:3D打印机 PLC 控制精度The design of the 3D printer control systembased on PLC(Information Engineering College of electrical automation technology Leng Xiong-Wei) ABSTRACT:3D printers and materials described in this article-axis control is driven out of control 3D printer, with high accuracy and high response characteristics, the premise is to achieve 3D printing, PLC-controlled 3D printer, you can print physical objects to achieve automation and full management, the use of servo motors and stepper motor as the drive motor can be achieved industrial grade printing accuracy.Key words:3D printer PLC Control Accuracy引言3D打印源自100多年前美国研究的照相雕塑和地貌成形技术,上世纪80年代已有雏形,其学名为“快速成型”。
基于PLC的贴标机控制系统设计
3.选型
MR-J2S-60A
HC-SFS53 控制标签带驱动轮
硬件概述
FX2N-16MT-001
MR-J2S-60A
HC-SFS53 控制传动带驱动轮
登记传感器选择对射式光电开关
对射式光电开关包含在结构上相互 分离且光轴相对放置的发射器和接收器, 发射器发出的光线直接进入接收器。当 被检测物体经过发射器和接收器之间且 阻断光线时,光电开关就产生了开关信 号。
GT-designer2 ,并通过GT-simulator2 进行仿真调 试。最后将设计的人机界面与 PLC建立通讯形成完 整的”自动贴标系统”。
总结与系统改进
1. 系统的优势
? 该系统可以实现自动判定贴标过程中的标签由于带轮打 滑而造成的贴标不准问题;
? 人机界面可以方便的设置贴标数和贴标时间。 ? 可以贴不同长度的标签,实现了标签长度的柔性化。
电子齿轮比计算
由于要用到PLSR指令,所以我们需要计算出伺服驱动器的电子齿轮 比,脉动当量设置为0.01mm/plus,标签带驱动轮直径 d1=107.95mm, 周长s=339.1mm。
指令脉冲数 n ? 33913
电子齿轮
电机编码器分辨率
?
指令脉冲数
? CMX ? 131072 ? 16462 ? 3.88346 CDV 33913 4239
2. 系统劣势
? 由于标签带是变速运动,张紧轮上的力是不断大幅度变 化,因此皮带的寿命会变短。
总结与系统改进
?改进方案
? 加上一个张力传感器,控制系统的张力在某个确 定的范围内,以保证驱动轮主轴和皮带的寿命。
基于三菱PLC的标签打印系统设计
[ 2 ] 覃贵礼 , 潘泽锴. 基于P L C技术的智能温室控制系统研究 与 开发 [ J ] . 河池学 院学报 , 2 0 1 3 , 3 3 ( 2 ) : 1 0 8 一 l 1 3 .
【 3 】 周慧芳. C C L i n k现 场 总 线 技 术 在 电厂 除 灰 除 渣 控 制 系统 中 的应 用 【 J ] . 广 东 电力 , 2 0 0 2 , 1 5 ( 2 ) : 4 4 — 4 6 . 图 8 加 工 模 式 画面
参 Y 王
i
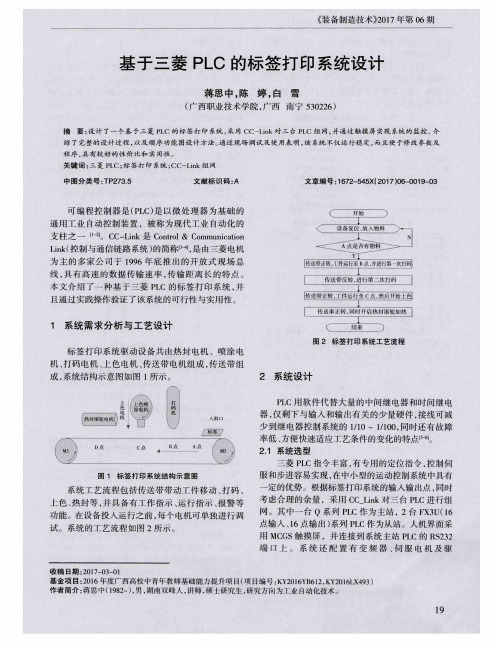
本文介绍 了一种基于三菱 P L C的标签 打印系统 , 并 且 通 过实 践操 作验 证 了该 系统 的可行 性与 实 用性 。
l 传 送 带 正 转, 工 件 运 行 至B 点, 并 进行 第 一 次 打 码 j i l 传送带反转, 进行第二次打码 i
系统 采 用小 型 P L C组 网方 式实 现 ,具 有较 好 的性 价 比和较强 的实用 性 。
图 7 调 试 模 式 画面
参考文献 :
【 1 】 颜伊庆 , 潘丽萍. 基于 P L C的 自动分拣系统I J 1 . 机 电工程 ,
2 0 1 2 , 2 9 ( 1 1 ) : 1 2 8 6 — 1 2 8 9 .
文献标识码 : A
文章编 号: 1 6 7 2 — 5 4 5 X ( 2 0 1 7) 0 6 — 0 0 1 9 — 0 3
可编程控制器是 ( P L C) 是 以微 处 理 器 为 基 础 的 通 用 工业 自动 控 制装 置 ,被称 为现 代 T业 自动 化 的
支柱之一 [ 1 - 2 1 。C C — L i n k是 C o n t r o l &C o m m u n i c a t i o n
基于PLC的自动标签打印机的控制

基于PLC的自动标签打印机的控制智能化打印技术的革新随着工业自动化和信息化的快速发展,对于高效、精确的标签打印需求日益增长。
基于PLC(可编程逻辑控制器)的自动标签打印机控制系统应运而生,为标签打印提供了智能化、自动化的解决方案。
本文将详细介绍基于PLC的自动标签打印机控制系统的设计原理、方法和实际应用,以期为智能化打印技术的革新提供有益的参考。
首先,我们需要了解PLC的基本概念。
PLC是一种可编程逻辑控制器,具有高度可靠性、灵活性和可扩展性。
它可以根据用户的编程逻辑对输入信号进行处理,并输出控制信号,实现对设备的自动控制。
在自动标签打印机控制系统中,PLC可以实现对打印机的精确控制,提高打印效率和准确性。
基于PLC的自动标签打印机控制系统主要包括以下几个部分:1. 系统硬件设计:硬件设计是PLC控制系统的基础。
在硬件设计中,需要选择合适的PLC型号、输入输出模块、电源模块等,以满足系统的功能和性能要求。
此外,还需要考虑系统的抗干扰能力,确保在复杂的电磁环境中稳定工作。
2. 系统软件设计:软件设计是PLC控制系统的核心。
在软件设计中,需要编写PLC的梯形图程序,实现对打印机的控制逻辑。
梯形图程序应能够根据输入信号的变化,自动调整打印机的运行状态,实现标签的精确打印。
3. 系统集成与调试:系统集成是将PLC控制系统与其他设备(如传感器、执行器等)相结合的过程。
在系统集成中,需要确保PLC控制系统与其他设施的正常通信和数据交换。
调试则是确保PLC控制系统按照预期工作,包括功能测试、性能测试等。
在实际应用中,基于PLC的自动标签打印机控制系统具有以下优势:1. 高度可靠性:PLC具有高度可靠性,能够在恶劣的环境下稳定工作,确保打印机控制系统的正常运行。
2. 灵活性:PLC控制系统易于编程和修改,可以根据实际打印需求调整控制策略。
3. 可扩展性:PLC控制系统具有良好的可扩展性,可以随时增加或减少控制功能,适应不断变化的打印需求。
基于三菱PLC的打印喷头控制系统设计

基于三菱PLC的打印喷头控制系统设计1. 引言随着科技的不断发展,打印技术已经成为了现代社会中不可或缺的一部分。
打印喷头就是打印机中最核心的一个组件,它能够将彩色或黑白图案精准的印刷到纸张上。
打印喷头的控制系统对打印机的性能有着至关重要的作用。
本文基于三菱PLC进行设计,旨在实现一个高性能、高精度、可靠性高的打印喷头控制系统。
2. 系统设计本系统主要由PLC、打印喷头、电机等硬件组成,其中PLC是核心控制设备。
PLC可以实现高速、高精度的控制,满足打印机的需求。
2.1 控制流程如图1所示,本系统的控制流程为:(1)PLC读取图像数据;(2)PLC向打印喷头发送打印信号;(3)打印喷头将墨水喷出,精准的印刷到纸张上;(4)电机移动打印喷头,使得喷头可以在纸张上任意位置进行打印。
本系统需要满足以下几个控制要点:(1)高速:本系统需要具备高速控制能力,以满足打印机高速打印的需求。
(2)高精度:打印喷头控制需要非常精准,以保证打印质量。
(3)可靠性高:打印机是办公、生产等领域中经常用到的设备,因此本系统需要具备足够的可靠性,能够稳定的运行。
3. 系统实现3.1 PLC程序设计PLC程序设计是本系统的核心部分。
程序主要包括以下几个模块:(1)图像读取模块:读取需要打印的图像数据。
(2)打印信号发送模块:向打印喷头发送打印信号,控制喷头喷出墨水。
(3)电机驱动模块:控制电机的正逆方向,使得喷头能够任意移动。
(4)系统状态诊断模块:监测系统运行状态,及时发现问题并报警。
3.2 打印喷头控制电路设计本系统采用了高速、高性能的打印喷头,因此其控制电路需要保证高精度与高速度。
打印喷头控制电路涉及到电源供电、电机驱动等多个部分。
其中关键是驱动电路设计,本系统采用高速MOSFET驱动芯片,能够提供高达10A的电流输出,具备高速、高精度的驱动能力。
3.3 其他硬件设计本系统中还需要设计相关的传感器、导轨等硬件部分。
传感器主要用于检测打印机的工作状态、喷头位置等信息,而导轨则是打印喷头进行移动的基础,需要具备高精度、低摩擦的特点。
基于PLC控制的自动贴标机设计
光机电一体化课程设计题目:变频器控制与通信院别:机电学院专业:机械电子工程班级:姓名:学号:指导教师:基于PLC控制的自动贴标机设计——变频器控制与通信摘要变频器(VFD)是应用变频技术与微电子技术,通过改变电机工作电源频率方式来控制交流电动机的电力控制设备。
变频器靠内部IGBT的开断来调整输出电源的电压和频率,根据电机的实际需要来提供其所需要的电源电压,进而达到节能、调速的目的,另外,变频器还有很多的保护功能,如过流、过压、过载保护等等。
随着工业自动化程度的不断提高,变频器也得到了非常广泛的应用。
本课程设计主要讨论变频器与可编程控制器(PLC)通信原理,介绍变频器的控制方式、PLC与变频器远程通信控制的硬件连接等。
选用三菱FX2N型PLC及三菱FR-S500变频器,介绍串行通信技术在贴标机交流变频调速控制系统中的应用,并通过相应的部分通信控制程序来说明利用可编程控制器实现串行通信编程设计方法。
关键词:通信协议;变频器;PLC;控制目录前言 (3)一.变频器的选用 (4)二.变频器的控制方式 (5)三.PLC与变频器远程通信控制的硬件连接 (5)四.变频器的远程控制原理 (6)五.对变频器远程控制时参数的设定 (8)六.对变频器远程控制的软件设计 (8)七.变频器仿真 (9)八.心得体会 (14)附录: (16)前言变频器调速是集自动控制、微电子、电力电子、通信技术于一体的技术,它因很好的调速、节能性能, 在各行业中获得了广泛的应用。
PLC是近年来发展极为迅速、应用面极广的工业控制装置,它具有体积小、组装灵活、编程简单、抗干扰能力强和可靠性高等优点。
现代工业生产的许多领域将变频器与PLC相结合使用, 借助于 PC或(HMI)可以对自动化设备进行智能控制。
随着网络技术的发展,PLC既可以独立地对自动化设备进行控制,也可以作为工作站与整个工厂网络系统的各个单元进行信息交换,有利于“无人化”工厂的实现。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
基于PLC的标签打印机控制系统设计
摘要:随着科学技术的进步,标准化管理的原则,公司的快速发展,各个行
业对标签质量、形象、安全、高效、准确等管理方面的要求不断提高。
标签打印
已经成为一个重要的内容,越来越多的管理者更高程度地关注的生产和印刷,标
打印签已经成为日常工作的一部分。
如何更有效率地制作出便捷标签将成为人们
更加关注的一个问题。
因此,这种设计对于实现更方便的标签印刷过程控制和标签内容更容易改变
印刷系统设计具有重要意义。
本设计的主要内容是通过PLC输出控制电机,来实
现标签打印机的控制,完成最终的设计。
1.引言
在我们的日常生活中,打印机始终发挥着不可或缺的作用,作为工作和学习
中不可或缺的设备,它已经被广泛地应用于政府、公司、银行、医院、高校、家
庭等众多机构和单位。
这种设备的意义在于,采用先进的技术手段和算法,为企业提供高效、准确、规范化的标签打印服务,在保证标签质量的前提下提高生产效率,降低人力成本,同时也为行业的数字化转型提供了重要的支撑。
此外,PLC标签打印机中的传感
器和检测功能,还可以实现对标签质量和条码的自动检测和校验,有效降低生产
环节中的错误率提高产品质量和客户满意度。
2.总体方案设计
该项目设计内容为基于PLC标签打印机控制系统设计及应用研究,即以S7-200 PLC作为控制器地标签打印机控制系统,需要有良好的软件控制系统,能够
实现标签打印的自动化过程,能够对标签内容进行自定义设置和编辑,支持多种
打印格式和字体。
PLC标签打印机需要保证标签打印质量高、精准、稳定,能够
适应不同材料的标签打印需求,及时检测并纠正打印错误,以确保打印品质符合
ISO标准。
该机器需要具备良好的可靠性和稳定性,能够长时间运行而不出现故障或打印延误等问题。
3.硬件选型
3.1 PLC的选型
S7-200系列PLC就是为了满足不断发展的市场需求而开发出来的,其价格比较低廉,性能要求较高。
选择PLC的型号为S7-200 CPU 226。
如图3-1所示,该系列PLC具有以下优点:
(一)性价比高:与其他智能驱动产品相结合,可以建立成本极低,高效的自动化解决方案。
(二)易于使用:S7-200控制器简单易懂,易于安装和配置,通过简单快速的数据采集和处理,提高生产效率。
(三)灵活性高:S7-200控制器具备灵活性,可根据不同的应用需求配置不同的输入输出模块,以适应不同的自动化工作场景。
图3-1 PLC S7-200 CPU
226
3.2 电磁阀型号选型
电磁阀的型号选用4V210-
08 AC24,如图3-1所示。
4V210-08 AC24是二位五通电磁阀,稳定性高,耐用性强,反应灵敏。
图3-2 4V210-08 AC24电磁阀
4.硬件设计
4.1系统的I/O分配设计
输入输出信号地址分配表如表4-1所示。
表4-1 I/O 分配设计表
1.7
D点检测SQ4I
2.0
E点检测SQ5I
2.4
送纸故障检测FR5I
2.1
手动送纸运行SB9I
2.2
4.2系统的PLC电路设计
系统的启动和
停止按钮分别是
SB0、SB1,手动模
式和自动模式分别
是SB2、SB3,对
应手动模式灯和自
动模式灯HL1、
HL2。
故障检测按钮FR1、FR2、FR3、FR4和FR5。
手动打码SB6,手动上色SB7,手动热风滚轮
SB8,手动送纸运行SB9。
A、B、C、D、E五个监测点分别对应SQ1、SQ2、SQ3、SQ4和SQ5。
故障检测报警HA1,打码运行KM1,打码报警HA2,上色运行KM2,上色报警HA3,滚轮加热KM3,热封滚轮报警HA4,送纸输送KM6,送纸故障报警HA5,输送电机正反转KM4、KM5。
Q0.4、Q0.5分别是系统启动、停止灯。
控制系统接线图如图4-1所示。
图4-1 控制系统接线图
4.3系统控制电路设计
标
签打印
机的系
统包括
打码电
机、上
色电机、
滚轮加
热电机、
送纸电机和输送电机组成。
送纸电机设置在外部控制打印机打印纸的输送,输送电机设置在内部,驱动打印机运行。
电气总图如图4-2所示。
图4-2 电气总图
5 控制系统软件设计
5.1 系统的功能流程设计
总流程图如图5-1所示。
图5-1 总流程图
1
5.2控制系统的程
序设计
一、系统的启动
I0.0触发,输出M0.0,使Q0.4动作,系统启动。
如图4-3、4-4所示。
图5-2 系统启动梯形图(1)
图5-3 系统启动梯形图(2)
二、系统的停止网络
I0.1触发,输出M0.1,系统停止灯Q0.5动作,除了停止灯外的所有数据都复位。
如图4-5、4-6所示。
图5-4 系统停止梯形图(1)
图5-5 系统停止梯形图(2)
三、控制系统的故障检测
系统启动后,若系统输送发生故障,I0.4触发,Q1.1会发送报警信号,
SM0.5控制Q1.1的闪烁,每0.5秒接通断开来回交替实现闪烁。
若打码过程发生
故障,I0.5触发,Q1.2会发送报警信号;若上色过程发生故障,I0.6触发,
Q1.3会发送报警信号;若热封过程发生故障,I0.7触发,Q1.4会发送报警信号;若送纸输送过程发生故障,I2.1触发,Q1.5会发送报警信号。
如图4-7所示。
图5-6 故障检测梯形图
6.结论
标签打印机可用于工厂企业,也可
以应用在零售业、超市商场等需要使用
标签的场所。
标签打印机在各个行业、
各个领域应用都很广泛,是各行业缺一不可的重要部分。
将PLC应用在标签打印
机的系统中,使整个系统有更加准确的控制,运行更加稳定,同时具有安全可靠
的优势。
总之,PLC控制的标签打印机在更大程度上为使用标签的场所提供了便利,
标签打印机会更高效率地服务于每一个行业。
参考文献
[1]夏三保.汽车电磁阀故障诊断方法[J].内燃机与配
件,2020,No.321(21):120-121.
[2]林祥勇,严希清.典型的变频器远程控制方式[J].电子制
作,2020,No.403(17):73-74.
[3]尚丽,刘淑芬,叶国平.应用汇川PLC和变频器实现电机十五段调速[J].苏
州市职业大学学报,2021,32(02):33-39.
1。