普通车床车刀的种类和型号
车刀种类和角度选择原则详解
车刀不对准工件中心对角度的影响
五、车刀刃磨
无论硬质合金车刀(焊接)或高速钢 车刀,在使用之前都要根据切削条 件所选择的合理切削角度进行刃磨 ,一把用钝了的车刀,为恢复原有 的几何形状和角度,也必须重新刃 磨。
重 要 性
三分手艺、七分刀 徒弟的手、师傅的刀
1.磨刀步骤(图a~d)
⑴磨前刀面 把前角和刃倾角磨正确。 ⑵磨主后刀面 把主偏角和主后角磨正确。 ⑶磨副后刀面 把副偏角和副后角磨正确。 ⑷磨刀尖圆弧 圆弧半径约0.5~2mm左右。 ⑸研磨刀刃 车刀在砂轮上磨好以后,再用油石加些机油研磨车 刀的前面及后面,使刀刃锐利和光洁。这样可延长车刀的使用寿命。 车刀用钝程度不大时,也可用油石在刀架上修磨。硬质合金车刀可 用碳化硅油石修磨。
前角γo
——在主切削刃选定点的正交平面po内, 前刀面与基面之间的夹角
。
后角αo
——在正交平面po内,主后刀面与切削 平面之间的夹角。
主偏角κr
——主切削刃在基面上的投影与进给方 向的夹角。
刃倾角λs ——在切削平面ps内,主切削刃与 基面pr的夹角。
其他角度:
副前角γoˊ、 副后角αoˊ、 副偏角κrˊ、 刃倾角λsˊ
3.主偏角、副偏角的选择 (1)主偏角的选择 A、主偏角κr的增大或减小对切削加工有利的一 面 在背吃刀量ap与进给量f 不变时,主偏角κr减小 将使切削厚度hD减小,切削宽度bD增加,参加 切削的切削刃长度也相应增加,切削刃单位长度 上的受力减小,散热条件也得到改善。 主偏角κr减小时,刀尖角增大,刀尖强度提高, 刀尖散热体积增大。 所以,主偏角κr减小,能提高刀具耐用度。
(4)良好的工艺性和经济性
普通车床的基本知识

普通车床车切基本知识一、车刀材料在切削过程中,刀具的切削部分要承受很大的压力、摩擦、冲击和很高的温度。
因此,刀具材料必须具备高硬度、高耐磨性、足够的强度和韧性,还需具有高的耐热性(红硬性),即在高温下仍能保持足够硬度的性能。
常用车刀材料主要有高速钢和硬质合金。
1.高速钢高速钢又称锋钢、是以钨、铬、钒、钼为主要合金元素的高合金工具钢。
高速钢淬火后的硬度为HRC63~67,其红硬温度550℃~600℃,允许的切削速度为25~30m/min。
高速钢有较高的抗弯强度和冲击韧性,可以进行铸造、锻造、焊接、热处理和切削加工,有良好的磨削性能,刃磨质量较高,故多用来制造形状复杂的刀具,如钻头、铰刀、铣刀等,亦常用作低速精加工车刀和成形车刀。
常用的高速钢牌号为W18Cr4V和W6Mo5Cr4V2两种。
2.硬质合金硬质合金是用高耐磨性和高耐热性的WC(碳化钨)、TiC(碳化钛)和Co(钴)的粉末经高压成形后再进行高温烧结而制成的,其中Co起粘结作用,硬质合金的硬度为HRA89~94(约相当于HRC74~82),有很高的红硬温度。
在800~1000℃的高温下仍能保持切削所需的硬度,硬质合金刀具切削一般钢件的切削速度可达100~300m/min,可用这种刀具进行高速切削,其缺点是韧性较差,较脆,不耐冲击,硬质合金一般制成各种形状的刀片,焊接或夹固在刀体上使用。
常用的硬质合金有钨钴和钨钛钴两大类:(1)钨钴类(YG)由碳化钨和钴组成,适用于加工铸铁、青铜等脆性材料。
常用牌号有YG3、YG6、YG8等,后面的数字表示含钴量的百分比,含钴量愈高,其承受冲击的性能就愈好。
因此,YG8常用于粗加工,YG6和YG3常用于半精加工和精加工。
(2)钨钛钴类(YT)由碳化钨、碳化钛和钴组成,加入碳化钛可以增加合金的耐磨性,可以提高合金与塑性材料的粘结温度,减少刀具磨损,也可以提高硬度;但韧性差,更脆、承受冲击的性能也较差,一般用来加工塑性材料,如各种钢材。
普通车床车刀的种类和型号
普通车床车刀的种类和型号1. 外圆切削刀具(External Turning Tool)外圆切削刀具是最常用的车床车刀之一、它主要用于加工外圆表面,切削过程中刀具沿工件的径向方向进行切削。
根据不同的切削形式,外圆切削刀具可以细分为几个子类,包括普通车刀、U型车刀、V型车刀、R 型车刀等。
普通车刀是最常见和常用的类型,适用于对工件进行粗加工和普通车削操作。
2. 内圆切削刀具(Internal Turning Tool)内圆切削刀具是用于加工工件内圆表面的车床车刀。
与外圆切削刀具类似,内圆切削刀具也可以根据切削形式进行细分。
其中最常见的是S型内圆切削刀具,它的刀头呈半圆形,适用于加工直径较小的内孔。
除此之外,还有一些特殊形状的刀具,如角刀、矩形刀、星形刀等,用于特殊的内圆切削需求。
3. 剖面切削刀具(Profile Turning Tool)剖面切削刀具是车床车刀中另一类常见的刀具。
它主要用于加工工件的剖面形状,可以进行复杂的凸轮加工、图案切削等。
常见的剖面切削刀具有刀尖刀、扁刀、线刀等。
剖面切削刀具的刀头和刀柄的形状和角度可以根据工件的剖面形状进行定制,以满足不同的加工需求。
4. 螺纹切削刀具(Thread Turning Tool)螺纹切削刀具用于加工螺纹表面,主要分为外螺纹刀具和内螺纹刀具两种。
外螺纹刀具一般为V型或者刀片形状,常用于加工外螺纹。
内螺纹刀具则是用于内螺纹加工,刀头和刀柄上有不同的刀片形状,适合加工不同精度和规格的内螺纹。
除了上述几类常见的普通车床车刀外,还有一些特殊的车刀用于特殊的加工需求。
例如:- 刨刀(Grooving Tool):用于加工槽口、凹槽等。
- 切断刀(Parting Tool):用于分割工件,加工断面平整。
- 弯刀(Boring Tool):用于加工内孔的加工,适用于加工大径深孔。
-特殊刀具:如倒角刀、钻孔刀、刨圆刀等,用于特定的切削操作。
总之,普通车床车刀的种类和型号多种多样,可以根据工件的形状、尺寸和加工需求选择适合的刀具。
普通外圆车刀的组成

普通外圆车刀的组成普通外圆车刀是一种常用的切削工具,专门用于车削工艺中的外圆面。
它由刀杆、刀片、刀片夹紧装置等组成,并通过夹持在车床上进行工件的切削加工。
首先,普通外圆车刀的刀杆是其组成部分之一。
刀杆通常由高硬度和高刚性的材料制成,比如优质合金钢或工具钢。
刀杆的形状多样,常见的有圆柱形、方柱形和切槽式等。
刀杆在车削加工中起到支撑刀片和传递切削力的作用。
其次,普通外圆车刀的刀片是其核心部件,用于实际的切削加工。
刀片一般由硬质合金或高速钢制成,具有较高的硬度和耐磨性。
刀片的形状有多种类型,如圆形刀片、菱形刀片、正方形刀片等,根据不同的车削任务以及工件材料的不同,选择不同形状的刀片。
刀片的安装是通过刀片夹紧装置来实现的。
刀片夹紧装置的主要作用是将刀片固定在刀杆上,并提供稳定的切削条件。
常见的刀片夹紧装置有机械夹紧和压力夹紧两种形式。
机械夹紧通过螺纹、楔块和夹紧螺栓等形式将刀片夹紧在刀杆上,而压力夹紧则通过压力夹持刀片,提供更牢固的固定效果。
普通外圆车刀还可能配备一些附属部件,以提高切削加工的效果和稳定性。
例如,刀片的冷却润滑系统能够提供冷却和润滑效果,降低刀具的温度和摩擦,减少切削力和刀具磨损;切削液装置可以提供切削液或冷却剂,有效减少切屑的产生和工件的表面质量。
最后,普通外圆车刀的使用需要根据具体的车削任务和工件要求进行选择。
根据切削加工的要求和工艺流程,选择合适的刀片形状、材质和夹紧方式,以及配备适当的附属部件,能够提高切削效率和加工质量,并延长刀具的使用寿命。
总的来说,普通外圆车刀是由刀杆、刀片、刀片夹紧装置等组成的切削工具。
通过选择合适的刀杆、刀片和夹紧方式,以及配备附属部件,可以实现对工件的高效切削加工。
这些组成部分和设计要求的合理配合,能够提高切削效率和加工质量,满足不同加工任务的需求。
车刀种类及用途
车刀种类及用途车刀是机械加工中常用的切削工具之一,其种类繁多,根据不同的用途和材质,车刀可以分为多种类型。
下面将介绍几种常见的车刀及其用途。
1. 外圆车刀外圆车刀是最常见的一种车刀,用于加工外圆面。
根据不同的刀具形状,外圆车刀又可分为直角刀、45度刀、60度刀等。
直角刀适用于加工直径较小的工件,而45度刀和60度刀适用于加工直径较大的工件。
外圆车刀广泛应用于车削车轮、轴承等工件的加工中。
2. 内圆车刀内圆车刀用于加工内圆孔,通常采用刀柄和刀片的组合形式。
内圆车刀的刀片形状有直角刀、半圆刀、扇形刀等。
内圆车刀广泛应用于加工轴承孔、油孔等工件中。
3. 面刀面刀是用来加工平面的车刀,主要用于加工平面、开槽、切槽等工序。
根据不同的刀片形状,面刀可分为直角刀、斜角刀、圆角刀等。
面刀广泛应用于加工平面、孔底、槽底等工件中。
4. 螺纹车刀螺纹车刀是用来加工螺纹的专用车刀,根据不同的刀片形状,螺纹车刀可分为直角刀、斜角刀、圆角刀等。
螺纹车刀广泛应用于加工各种螺纹的工件中。
5. 切槽车刀切槽车刀用于加工槽口和切槽,常见的有直角刀和V型刀。
直角刀适用于加工直角槽,V型刀适用于加工V型槽。
切槽车刀广泛应用于加工各种槽口的工件中。
6. 车削刀片车削刀片是用来加工外圆和平面的刀具,常见的有切削刀片和非切削刀片。
切削刀片适用于加工外圆和平面,非切削刀片适用于加工平面。
车削刀片广泛应用于车床加工中的各个工序。
7. 镗刀镗刀是用来加工孔的刀具,常见的有粗镗刀和精镗刀。
粗镗刀用于加工粗糙孔,精镗刀用于加工精密孔。
镗刀广泛应用于加工各种孔的工件中。
总结起来,车刀种类繁多,每种车刀都有其特定的用途和加工对象。
正确选择和使用不同种类的车刀,可以提高加工效率和加工质量,同时也能延长刀具寿命。
在实际应用中,需要根据具体的加工要求和工件材质选择合适的车刀,以达到最佳的加工效果。
CDE系列普通车床产品介绍
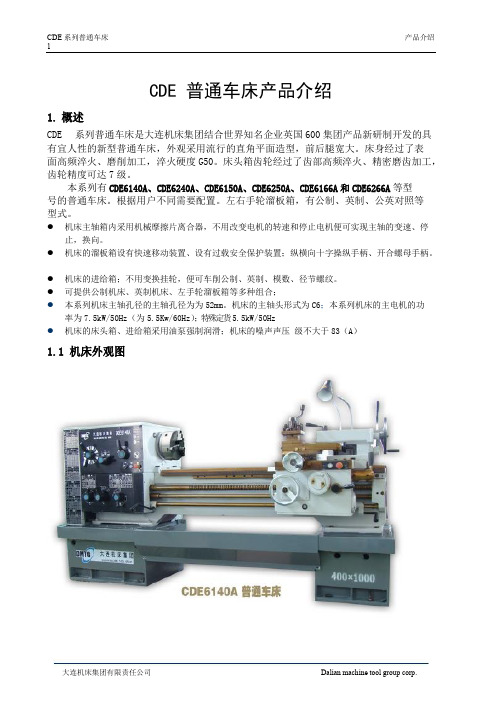
CDE系列普通车床产品介绍1CDE普通车床产品介绍1.概述CDE系列普通车床是大连机床集团结合世界知名企业英国600集团产品新研制开发的具有宜人性的新型普通车床,外观采用流行的直角平面造型,前后腿宽大。
床身经过了表面高频淬火、磨削加工,淬火硬度G50。
床头箱齿轮经过了齿部高频淬火、精密磨齿加工,齿轮精度可达7级。
本系列有CDE6140A、CDE6240A、CDE6150A、CDE6250A、CDE6166A和CDE6266A等型号的普通车床。
根据用户不同需要配置。
左右手轮溜板箱,有公制、英制、公英对照等型式。
●机床主轴箱内采用机械摩擦片离合器,不用改变电机的转速和停止电机便可实现主轴的变速、停止,换向。
●机床的溜板箱设有快速移动装置、设有过载安全保护装置;纵横向十字操纵手柄、开合螺母手柄。
●机床的进给箱;不用变换挂轮,便可车削公制、英制、模数、径节螺纹。
●可提供公制机床、英制机床、左手轮溜板箱等多种组合;●本系列机床主轴孔径的主轴孔径为为52mm。
机床的主轴头形式为C6;本系列机床的主电机的功率为7.5kW/50Hz(为5.5Kw/60Hz);特殊定货5.5kW/50Hz●机床的床头箱、进给箱采用油泵强制润滑;机床的噪声声压级不大于83(A)1.1机床外观图CDE系列普通车床产品介绍22机床的功用和加工范围2.1机床的功用在本机床上可以车削零件的外圆、内孔和端面、可以钻孔、铰孔和拉油槽,可以加工各种公制、英制、模数、径节螺纹,用户提出特殊定货还可以加工周节螺纹,本机床特别适合于小批量生产的加工车间和机械修理车间使用。
本机床可加工钢、铸铁及有色金属、非金属等材料。
在本机床上加工的零件尺寸精度可达到IT7级,表面粗糙度可达到1.6级。
2.2加工范围机床加工范围应根据机床规格及其技术参数确定。
禁止超过机床的参数范围加工。
否则,会损坏机床甚至发生人身伤亡事故。
注意!当使用马鞍车床加工超过床身上最大回转直径的扁平盘类工件时,拆下马鞍导轨后应避免加工时床鞍左端面超出床身导轨端面,在这种情况下可通过调整刀架滑板或加长刀杆使之满足切削长度要求。
常用车刀简介.
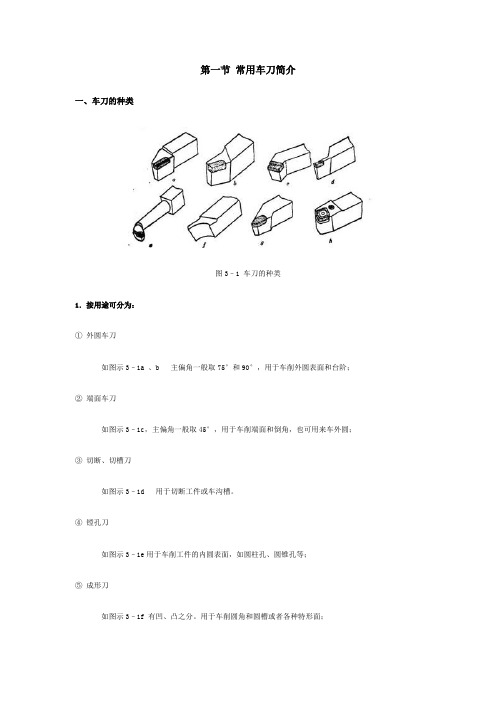
第一节常用车刀简介一、车刀的种类图3–1 车刀的种类1.按用途可分为:①外圆车刀如图示3–1a 、b 主偏角一般取75°和90°,用于车削外圆表面和台阶;②端面车刀如图示3–1c,主偏角一般取45°,用于车削端面和倒角,也可用来车外圆;③切断、切槽刀如图示3–1d 用于切断工件或车沟槽。
④镗孔刀如图示3–1e用于车削工件的内圆表面,如圆柱孔、圆锥孔等;⑤成形刀如图示3–1f 有凹、凸之分。
用于车削圆角和圆槽或者各种特形面;⑥内、外螺纹车刀用于车削外圆表面的螺纹和内圆表面的螺纹。
图3–1g为外螺纹车刀。
2.按结构可分为:①整体式车刀刀头部分和刀杆部分均为同一种材料。
用作整体式车刀的刀具材料一般是整体高速钢,如图3–1f 所示。
②焊接式车刀刀头部分和刀杆部分分属两种材料。
即刀杆上镶焊硬质合金刀片,而后经刃磨所形成的车刀。
图3–1所示a、b、c、d、e、g均为焊接式车刀。
③机械夹固式车刀刀头部分和刀杆部分分属两种材料。
它是将硬质合金刀片用机械夹固的方法固定在刀杆上的,如图3–1h所示。
它又分为机夹重磨式和机夹不重磨式两种车刀。
图3–2所示即是机夹重磨式车刀。
图3–3即是机夹不重磨车刀。
两者区别在于:后者刀片形状为多边形,即多条切削刃,多个刀尖,用钝后只需将刀片转位即可使新的刀尖和刀刃进行切削而不须重新刃磨;前者刀片则只有一个刀尖和一个刀刃,用钝后就必须的刃磨。
图3–2 机夹重磨式车刀图3–3 机夹不重磨式车刀目前,机械夹固式车刀应用比较广泛。
尤其以数控车床应用更为广泛。
用于车削外圆、端面、切断、镗孔、内、外螺纹等。
二、常用车刀的用途如图3–4所示:外圆车刀(90°偏刀、75°偏刀、 60°偏刀)车外圆和台阶;端面车刀(45°弯头刀)车端面;切刀切槽和切断;螺纹车刀车内外螺纹;镗孔刀车内孔;滚花刀滚网纹和直纹;圆头刀车特形面。
图3–4 车刀用途示意图三、车刀的组成图3–5b所示为车刀组成示意图。
第一讲车刀基本知识

耐磨性和热稳定性很高,抗冲击抗震 适于合金钢、高强度钢、钛合金、超高强度钢的精密加工和一般精密加工,
动性中等,韧性较好
在加工过程中,冲击较小时也适于粗加工
刀具在阀门加工中的应用
牌号
型号
使用性能
YG3
A118A
1.硬度较高,耐磨性强,切削速度较高; 2.抗冲击抗震性差
YG8
A118A/A118/C120/A32 0
1.强度较高; 2.抗冲击力抗震性能强; 3.切削速度较低; 4.通用性强
加工阀门适用范围
阀门体、盖、压盖、阀瓣的半精加工 1.体平头、中口、挖体、盖面、压盖、挖瓣槽; 2.优先选用 1.平堆焊铜面刀具,优先选用; 2.也可加工YG3刀具加工件,但效率低
1.制作扩孔刀,里眼刀; 2.CZ45盖孔刀具,BZ45锥扣前扩孔刀具,平铜刀具
谢谢!
4、焊接式车刀刀杆截面形状和尺寸选择 焊接式车刀刀杆常采用中碳钢制造。刀杆截面形状主
要有矩形、正方形和圆形三种,外形尺寸主要是高度、宽 度和长度,已标准化。外圆车刀、切槽刀、切断刀等一般 选用矩形刀杆,截面尺寸按机床中心高选择,可参见表114。亦可按切削层面积选取,可参见表11-5。
硬质合金焊接刀片的选择
焊接车刀的硬质合金刀片形状和 尺寸有统一的标准规格,根据冶 金工业部标准YB850-75,我国 硬质合金焊接刀片的型号分A、 B、C、D、E、F六种,每种又 分若干组,每组有尺寸系列。刀 片型号的表示方法是一个字母加 三位数字,第一位数字表示组别, 它和字母合起来表示刀片的形状。 后两位数ቤተ መጻሕፍቲ ባይዱ表示刀片的主要尺寸, 主要尺寸相同而其他尺寸不同时, 在数字后面加A、B、C等,以示 区别。如为左切刀片,则在型号 末尾标以“Z”。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
普通车床车刀的种类和型号车刀种类和用途车刀是应用最广的一种单刃刀具。
也是学习、分析各类刀具的基础。
车刀用于各种车床上,加工外圆、内孔、端面、螺纹、车槽等。
车刀按结构可分为整体车刀、焊接车刀、机夹车刀、可转位车刀和成型车刀。
其中可转位车刀的应用日益广泛,在车刀中所占比例逐渐增加。
二、硬质合金焊接车刀所谓焊接式车刀,就是在碳钢刀杆上按刀具几何角度的要求开出刀槽,用焊料将硬质合金刀片焊接在刀槽内,并按所选择的几何参数刃磨后使用的车刀。
三、机夹车刀机夹车刀是采用普通刀片,用机械夹固的方法将刀片夹持在刀杆上使用的车刀。
此类刀具有如下特点:(1)刀片不经过高温焊接,避免了因焊接而引起的刀片硬度下降、产生裂纹等缺陷,提高了刀具的耐用度。
(2)由于刀具耐用度提高,使用时间较长,换刀时间缩短,提高了生产效率。
(3)刀杆可重复使用,既节省了钢材又提高了刀片的利用率,刀片由制造厂家回收再制,提高了经济效益,降低了刀具成本。
(4)刀片重磨后,尺寸会逐渐变小,为了恢复刀片的工作位置,往往在车刀结构上设有刀片的调整机构,以增加刀片的重磨次数。
(5)压紧刀片所用的压板端部,可以起断屑器作用。
四、可转位车刀可转位车刀是使用可转位刀片的机夹车刀。
一条切削刃用钝后可迅速转位换成相邻的新切削刃,即可继续工作,直到刀片上所有切削刃均已用钝,刀片才报废回收。
更换新刀片后,车刀又可继续工作。
1.可转位刀具的优点与焊接车刀相比,可转位车刀具有下述优点: (1)刀具寿命高由于刀片避免了由焊接和刃磨高温引起的缺陷,刀具几何参数完全由刀片和刀杆槽保证,切削性能稳定,从而提高了刀具寿命。
(2)生产效率高由于机床操作工人不再磨刀,可大大减少停机换刀等辅助时间。
(3)有利于推广新技术、新工艺可转位刀有利于推广使用涂层、陶瓷等新型刀具材料。
(4)有利于降低刀具成本由于刀杆使用寿命长,大大减少了刀杆的消耗和库存量,简化了刀具的管理工作,降低了刀具成本。
2.可转位车刀刀片的夹紧特点与要求(1)定位精度高刀片转位或更换新刀片后,刀尖位置的变化应在工件精度允许的范围内。
(2)刀片夹紧可靠应保证刀片、刀垫、刀杆接触面紧密贴合,经得起冲击和振动,但夹紧力也不宜过大,应力分布应均匀,以免压碎刀片。
(3)排屑流畅刀片前面上最好无障碍,保证切屑排出流畅,并容易观察。
(4)使用方便转换刀刃和更换新刀片方便、迅速。
对小尺寸刀具结构要紧凑。
在满足以上要求时,尽可能使结构简单,制造和使用方便。
五、成形车刀成形车刀是加工回转体成形表面的专用刀具,其刃形是根据工件廓形设计的,可用在各类车床上加工内外回转体的成形表面。
用成形车刀加工零件时可一次形成零件表面,操作简便、生产率高,加工后能达到公差等级IT8~IT10、粗糙度为10~5μm,并能保证较高的互换性。
但成形车刀制造较复杂、成本较高,刀刃工作长度较宽,故易引起振动。
成形车刀主要用在加工批量较大的中、小尺寸带成形表面的零件。
工欲善其事,必先利其器,为了在车床上做良好的切削,正确地准备和使用刀具是很重要的工作。
不同的工作需要不同形状的车刀,切削不同的材料要求刀口具不同的刀角,车刀和工作物的位置和速度应有一定相对的关系,车刀本身也应具备足够的硬度、强度而且耐磨、耐热。
因此,如何选择车刀材料,刀具角度之研磨都是重要的考虑因素。
车刀的种类和用途刀具材质的改良和发展是今日金属加工发展的重要课题之一,因为良好的刀具材料能有效、迅速的完成切削工作,并保持良好的刀具寿命。
一般常用车刀材质有下列几种:1 高碳钢:高碳钢车刀是由含碳量0.8%~1.5%之间的一种碳钢,经过淬火硬化后使用,因切削中的摩擦四很容易回火软化,被高速钢等其它刀具所取代。
一般仅适合于软金属材料之切削,常用者有SK1,SK2、、、、SK7等。
2 高速钢:高速钢为一种钢基合金俗名白车刀,含碳量0.7~0.85%之碳钢中加入W、Cr、V及Co等合金元素而成。
例如18-4-4高速钢材料中含有18%钨、4%铬以及4%钒的高速钢。
高速钢车刀切削中产生的摩擦热可高达至6000C,适合转速1000rpm以下及螺纹之车削,一般常用高速钢车刀如SKH2、SKH4A、SKH5、SKH6、SKH9等。
3 非铸铁合金刀具:此为钴、铬及钨的合金,因切削加工很难,以铸造成形制造,故又叫超硬铸合金,最具代表者为stellite,其刀具韧性及耐磨性极佳,在8200C温度下其硬度仍不受影响,抗热程度远超出高速钢,适合高速及较深之切削工作。
4烧结碳化刀具:碳化刀具为粉未冶金的产品,碳化钨刀具主要成分为50%~90%钨,并加入钛、钼、钽等以钴粉作为结合剂,再经加热烧结完成。
碳化刀具的硬度较任何其它材料均高,有最硬高碳钢的三倍,适用于切削较硬金属或石材,因其材质脆硬,故只能制成片状,再焊于较具韧性之刀柄上,如此刀刃钝化或崩裂时,可以更换另一刀口或换新刀片,这种够车刀称为舍弃式车刀。
碳化刀具依国际标准(ISO)其切削性质的不同,分成P、M、K三类,并分别以蓝、黄、红三种颜色来标识:P类适于切削钢材,有P01、P10、P20、P30、P40、P50六类,P01为高速精车刀,号码小,耐磨性较高,P50为低速粗车刀,号码大,韧性高,刀柄涂蓝色以识别之。
K类适于切削石材、铸铁等脆硬材料,有K01、K10、K20、K30、K40五类,K01为高速精车刀,K40为低速粗车刀,此类刀柄涂以红色以识别。
M类介于P类与M类之间,适于切削韧性较大的材料如不?袗?等,此类刀柄涂以黄色来识别之。
5 陶瓷车刀:陶瓷车刀是由氧化铝粉未,添加少量元素,再经由高温烧结而成,其硬度、抗热性、切削速度比碳化钨高,但是因为质脆,故不适用于非连续或重车削,只适合高速精削。
6 钻石刀具作高级表面加工时,可使用圆形或表面有刃缘的工业用钻石来进行光制。
可得到更为光滑的表面,主要用来做铜合金或轻合金的精密车削,在车削时必须使用高速度,最低需在60~100m/min,通常在200~300m/min。
7 氧化硼立方晶氧化硼(CBN)是近年来推广的材料,硬度与耐磨性仅次于钻石,此刀具适用于加工坚硬、耐磨的铁族合金和镍基合金、钴基合金。
车刀形状及使用情形1 一般使用之车刀尖型式有下列几种:(1)粗车刀:主要是用来切削大量且多余部份使工作物直径接近需要的尺寸。
粗车时表面光度不重要,因此车刀尖可研磨成尖锐的刀峰,但是刀峰通常要有微小的圆度以避免断裂。
(2)精车刀:此刀刃可用油石砺光,以便车出非常圆滑的表面光度,一般来说精车刀之圆鼻比粗车刀大。
(3)圆鼻车刀:可适用许多不同型式的工作是属于常用车刀,磨平顶面时可左右车削也可用来车削黄铜。
此车刀也可在肩角上形成圆弧面,也可当精车刀来使用。
(4)切断车刀:只用端部切削工作物,此车刀可用来切断材料及车度沟槽。
(5)螺丝车刀(牙刀):用于车削螺杆或螺帽,依螺纹的形式分60度,或55度V型牙刀,29度梯形牙刀、方形牙刀。
(6)搪孔车刀:用以车削钻过或铸出的孔。
达至光制尺寸或真直孔面为目的。
(7)侧面车刀或侧车刀:用来车削工作物端面,右侧车刀通常用在精车轴的未端,左侧车则用来精车肩部的左侧面。
2因工件之加工方式不同而采用不同的刀刃外形,一般可区分为:(1)右手车刀:由右向左,车削工件外径。
(2)左手车刀:由左向右,车削工件外径。
(3)圆鼻车刀:刀刃为圆弧形,可以左右方向车削,适合圆角或曲面之车削。
(4)右侧车刀:车削右侧端面。
(5)左侧车刀:车削左侧端面。
(6)切断刀:用于切断或切槽。
(7)内孔车刀:用于车削内孔。
(8)外螺纹车刀:用于车削外螺纹。
(9)内螺纹车刀:用于车削内螺纹。
车刀各部位名称及功能车刀属于单锋刀具,因车削工作物形状不同而有很多型式,但它各部位的名称及作用却是相同的。
一支良好的车刀必须具有刚性良好的刀柄及锋利的刀锋两大部份。
车刀的刀刃角度,直接影响车削效果,不同的车刀材质及工件材料、刀刃的角度亦不相同。
车床用车刀具有四个重要角度,即前间隙角、边间隙角、后斜角及边斜角。
1 前间隙角自刀鼻往下向刀内倾斜的角度为前间隙角,因有前间隙角,工作面和刀尖下形成一空间,使切削作用集中于刀鼻。
若此角度太小,刀具将在表面上摩擦,而产生粗糙面,角度太大,刀具容易发生震颤,使刀鼻碎裂无法光制。
装上具有倾斜中刀把的车刀磨前间隙角时,需考虑刀把倾斜角度。
高速钢车刀此角度约8~10度之间,碳化物车刀则在6~8度之间。
2 边间隙角刀侧面自切削边向刀内倾斜的角度为边间隙角。
边间隙角使工作物面和刀侧面形成一空间使切削作用集中于切削边提高切削效率。
高速钢车刀此角度约10~12度之间。
3 后斜角从刀顶面自刀鼻向刀柄倾斜的角度为后斜角。
此角度主要是在引导排屑及减少排屑阻力。
切削一般金属,高速钢车刀一般为8~16度,而碳化物车刀为负倾角或零度。
4 边斜角从刀顶面自切削边向另一边倾斜,此倾斜面和水平面所成角度为边斜角。
此角度是使切屑脱离工作物的角度,使排屑容易并获得有效之车削。
切削一般金属,高速钢车刀此角度大约为10~14度,而碳化物车刀可为正倾角也可为负倾角。
5 刀端角刀刃前端与刀柄垂直之角度。
此角度的作用为保持刀刃前端与工件有一间隙避免刀刃与工件磨擦或擦伤已加工之表面。
6 切边角刀刃前端与刀柄垂直之角度,其作用为改变切层的厚度。
同时切边角亦可改变车刀受力方向,减少进刀阻力,增加刀具寿命,因此一般粗车时,宜采用切边角较大之车刀,以减少进刀阻力,增加切削速度。
7 刀鼻半径刀刃最高点之刀口圆弧半径。
刀鼻半径大强度大,用于大的切削深度,但容易产生高频振动。
车刀型号牌号/相当标准ISO/ 物理机械性能(min):抗弯强度N/mm2 ;硬度HRA/用途1、YG3x/ K01/ 1420; 92.5 /适于铸铁.有色金属及合金.淬火钢合金钢小切削断面高速精加工.2、YG6/ K20 /1900; 90.5 /适于铸铁.有色金属及合金.非金属材料中等到切削速度下半精加工和精加工.3、YG6x /K15/ 1800; 92.0/ 适于冷硬铸铁.球墨铸铁.灰铸铁.耐热合金钢的中小切削断面高速精加工.半精加工.4、YG6A/ K10/ 1800 ;92.0 /适于冷硬铸铁.球墨铸铁.灰铸铁.耐热合金的中小切削断面高速精加工5、YG8/ K30/ 2200 ;90.0/ 适于铸铁.有色金属及合金.非金属材料低速粗加工.6、YG8N/ K30/ 2100; 90.5 /适于铸铁.白口铸铁.球墨铸铁以及铬镍不锈钢等合金材料的高速切削.7、YG15/ K40/ 2500 ;87.0 /适于镶制油井.煤炭开采钻头.地质勘探钻头.8、YG4C/ 1600; 89.5/ 适于镶制油井.煤炭开采钻头.地质勘探钻头9、YG8C/ 1800; 88.5 /适于镶制油井.矿山开采钻头一字.十字钻头.牙轮钻齿.潜孔钻齿.10、YG11C/ 2200 ;87.0 /适于镶制油井.矿山开采钻头一字.十字钻头.牙轮钻齿.潜孔钻齿.11、YW1/ M10/ 1400; 92.0 /适于钢.耐热钢.高锰钢和铸铁的中速半精加工.12、YW2/ M20/ 1600; 91.0 /适于耐热钢.高锰钢.不锈钢等难加工钢材中.低速粗加工和半精加工.13、GE1/ M30/ 2000; 91.0 /适于非金属材料的低速粗加工和钟表齿轮耐磨损零件.14、GE2 /2500; 90.0 /硬质合金顶锤专用牌号.15、GE3/ M40/ 2600; 90.0 /适于制造细径微钻.立铣刀.旋转挫刀等.16、GE4/ 2600; 88.0/ 适于打印针.压缸及特殊用途的管. 棒.带等.17、GE5 /2800 ;85.0 /适于轧辊.冷冲模等耐冲击材料。