等离子切割机参数设置汇总
等离子切割机作业指导书
等离子切割机作业指导书等离子切割机作业指导书第一篇一、引言等离子切割机是一种常见的金属切割设备,它利用高温等离子体将金属材料进行切割。
在使用等离子切割机进行作业前,必须熟悉操作规程和安全事项,以确保操作人员的安全和效率。
本文将介绍等离子切割机的操作步骤和注意事项。
二、操作步骤1. 准备工作:在进行等离子切割之前,首先需要进行必要的准备工作。
包括:检查切割机是否处于正常工作状态,检查切割机的电源和气源是否正常连接,检查切割机的刀具是否磨损,检查切割机的工作平台是否平整。
2. 设置切割参数:根据需要切割的金属材料的种类和厚度,设置切割机的相关参数。
包括:等离子弧压、等离子弧流、切割速度等。
选择合适的切割参数可以提高切割效果和效率。
3. 开始切割:将金属材料放置在切割机的工作平台上,确保金属材料的位置正确。
按下启动按钮,等离子切割机将产生高温等离子弧,开始切割金属材料。
在切割过程中,操作人员需要控制切割机的移动方向和速度,以确保切割路径的准确性和切割质量。
4. 切割结束:当切割完成后,及时关闭切割机的电源和气源,清理切割机和工作平台上的废料和碎屑。
将切割好的金属材料取出,进行必要的后续处理。
三、注意事项1. 安全操作:在操作等离子切割机时,必须佩戴个人防护设备,包括防护眼镜、防护手套和防护服。
避免直接观察等离子弧,以免对眼睛造成伤害。
严禁将手或其他物体靠近等离子弧,以免触电或灼伤。
2. 维护保养:定期对等离子切割机进行维护保养,包括清洁切割机内部和外部的积尘和油污,检查刀具的磨损情况并及时更换,检查气源系统的工作状态。
合理的维护保养可以延长切割机的使用寿命,并保持其正常工作状态。
3. 切割环境:在进行等离子切割作业时,应确保作业环境干燥通风,并具备合适的消防设备。
避免在易燃、易爆或有害气体环境中进行切割作业。
四、总结通过本文的介绍,相信读者已经了解了等离子切割机的操作步骤和注意事项。
在进行切割作业前,务必熟悉切割机的使用方法和安全事项,以确保操作的顺利进行和人身安全。
等离子切割机切割参数表
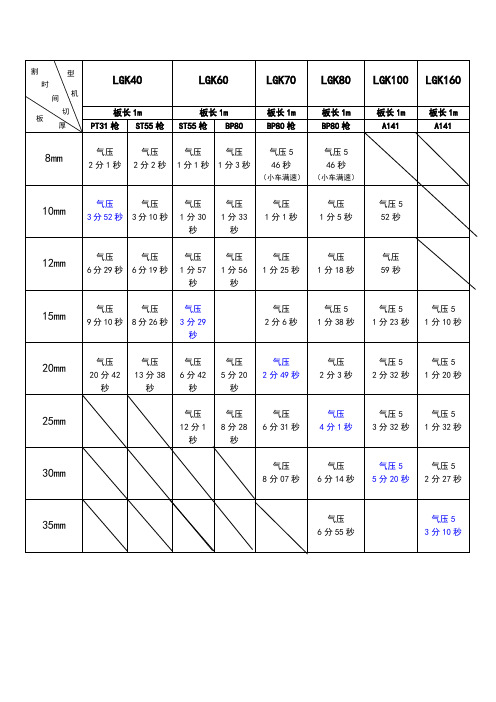
LGK60
LGK70
LGK80
LGK100
LGK160
板长1m
板长1m
板长1m
板长1m
板长1m
板长1m
PT31枪
ST55枪
ST55枪
BP80
BP80枪
BP80枪
A141
A141
8mm
气压
2分1秒
气压
2分2秒
气压
1分1秒
气压
1分3秒
气压5
46秒
(小车满速)
气压5
46秒
(小车满速)
10mm
气压
6分55秒ቤተ መጻሕፍቲ ባይዱ
气压5
3分10秒
20mm
气压
20分42秒
气压
13分38秒
气压
6分42秒
气压
5分20秒
气压
2分49秒
气压
2分3秒
气压5
2分32秒
气压5
1分20秒
25mm
气压
12分1秒
气压
8分28秒
气压
6分31秒
气压
4分1秒
气压5
3分32秒
气压5
1分32秒
30mm
气压
8分07秒
气压
6分14秒
气压5
5分20秒
气压5
2分27秒
35mm
气压
3分52秒
气压
3分10秒
气压
1分30秒
气压
1分33秒
气压
1分1秒
气压
1分5秒
气压5
52秒
12mm
气压
6分29秒
气压
6分19秒
气压
等离子切割机技术全参数
实用标准文案
产品特点:
1、整机采用方管焊结构,具有刚性好,精度高,自重轻,惯量小的特点。
所有焊接件均振动时效去应力处理,有效的防止了结构变形;
2、纵、横向驱动:均采用精密斜齿齿轮齿条(7级精度)传动。
纵向导轨采用台湾进口的直线导轨,横向运行横梁整体铝结构,保证了切割机的运行平稳,精度高,且经久耐用,清洁美观;可以非常完美的保证运动的精度和平衡度;
3、简单易用的自动编程系统,使数控编程不再复杂,轻而易举;
4、数控控制系统采用中美合资北京斯达特的数控切割机控制系统,配合PLC作输入输出控制,使该电气系统具有优良稳定性和超强抗干扰。
产品主要技术性能指标:
1、切割形状:可编程切割直线和圆弧构成的任意平面形状钢板零件;
2、切割精度:国家标准JB/T10045.3-99;
3、切割宽度:横向跨度1500mm,有效切割宽度1250mm,可以根据客户需求加长;
4、轨道长度:轨道长度3000mm,有效切割长度2500mm,可以根据客户需求加长;
6、切割厚度:视等离子电源而定
7、割炬系统数:异型切割系统1套,
8、数控系统:北京斯达特SH2012H数控切割控制系统,简单易用,稳定可靠;
9、数控编程:基于AutoCAD的全自动图形化编程软件;文泰雕刻软件
10、文件传输:配USB接口;
12、切割气体:压缩空气
13、调速范围:0---15000mm/min(米/分钟)。
精彩文档。
等离子切割机说明书
便携式数控等离子切割机使用说明书大连华锐重工数控设备有限公司警 告安装、操作或维修小蜜蜂便携式数控切割机前,请通读该手册,了解掌握设备的性能特性。
该手册所含信息仅代表制造厂的最佳判断。
制造厂不承担使用责任。
产品型号:HBST2005D、HBST2008D标配等离子切割电源:美国飞马特CutMaster™ 151印制人:大连华锐重工数控设备有限公司地址:辽宁省大连市甘井子区营城子镇营辉路12号网址:传真:0411-********电话:0411-********版权所有人:大连华锐重工数控设备有限公司版权所有,翻版必究。
未经出版人书面许可,任何个人和单位无权部分或全部翻印本操作手册。
出版人郑重声明:由于本手册内容错误或不足造成任何方有任何损失或损坏,不管这种损失或损坏是因工作疏忽、意外事故或任何其它情况引起的,出版人对此均不负责。
出版日期:2008年9月24日为了担保请登记下列信息:采购日期:_____________________________制造编号:_____________________________机床工号: ______________________________目录第一章 安 全 (3)一、综 述 (3)(一)说明、注意、警告 (3)(二)重要安全预防事项 (3)第二章 简 介 (6)一、本手册涵盖内容 (6)二、机床主要参数 (6)三、机床主要配件 (6)四、设定等离子电源分压输出值 (8)第三章 操 作 (10)一、系统功能介绍 (10)(一)控制面板 (10)(二)等离子切割方式参数设置 (11)二、等离子电源功能介绍 (13)(一)等离子电源面板 (14)(二)数控切割机外部接线 (15)(三)便携式数控切割机简易操作流程 (16)第四章 常见故障处理 (17)一、常见故障 (17)二、故障排除基本原则 (18)三、维修方案 (23)第一章 安 全一、综 述(一)说明、注意、警告本手册中的说明、注意、警告信息是用户要高度关注的内容。
数控等离子说明书

我们按一下<复位>键,然后按一下<左>箭头,液晶上将会出现提示:通过<菜单上>或<菜单下>选择文件,根据提示选择需要的文件,按<确认>键读取文件。文件读取完成后按任意键退出。这时我们可以将U盘拔出。不拔出也可以,不影响切割。
(一)、设置幅面:17
(二)、雕刻设置:17
(三)、颜色设置:18
(四)、设置切割文件格式:19
八、产品的主要结构19
九、CAD图形转换20
(一)、图形的切割工艺制作20
(二)、工艺制作软件链接20
(三)、制作引入线和引出线20
(四)、图形套料21
十、U盘操作21
(一)、对U盘的要求21
(二)、文件存储及存储格式22
选中“切线进/出”,在“进/出距离”框内输入“10”,“进/出刀具半径”框内输入“10”,然后点“确定”即可。这两个数是设置引线的长度,一般而言,板材越厚,设置的数值越大。路径做好后,在原图的外面将会出现路径。我们可以模拟刀具走的方向和起始点。
方法:在“刀具路径表”(下图)中右击,点刀具路径模拟,我们即可看到路径走向。
在液晶的下面是一系列开关:
总开关:开启总电源。
氧—炔:开启氧炔合气体。
点火:用自动点火器点火。
切割:试风。
调高:用调高器控制割距高低。
USB口:插优盘,用来传送数据。
在面板的右侧是一块面膜,现在我们来一一介绍面膜上这些按键的功能。
在面膜上,可以看到<前>、<后>、<左>、<右>、<上>和<下>的箭头,如上图所示。<左>、<右>两个箭头代表X正方向和负方向,按住它们可以调整X轴左右移动,<前>、<后>箭头代表Y轴正负方向,按住它们控制Y轴前后移动。<上>、<下>箭头控制Z轴上下移动。现在我们用调高器控制z轴。<上>、<下>箭头主要用来调整参数。这些箭头主要用来定位。<左>、<右>、<前>、<后>箭头还可以切换参数设置,这一点我们在后面将会系统介绍。
等离子切割机切割参数表精编

LGK40
LGK60
LGK70
LGK80
LGK100
LGK160
板长1m
板长1m
板长1m
板长1m
板长1m
板长1m
PT31枪
ST55枪
ST55枪
BP80
BP80枪
BP80枪
A141
A141
8mm
气压
2分1秒
气压
2分2秒
气压
1分1秒
气压
1分3秒
气压5
46秒
(小车满速)
气压5
46秒
35mm
气压
6分55秒
气压5
3分10秒
(小车满速)
10mm
气压
3分52秒
气压
3分10秒
气压
1分30秒
气压
1分33秒
气压
1分1秒
气压
1分5秒
气压5
52秒
12mm
气压
6分29秒
气压
6分19秒
气压
1分57秒
气压
1分56秒
气压
1分25秒
气压
1分18秒
气压
59秒
15mm
气压
9分10秒气压8分26秒 Nhomakorabea气压
3分29秒
气压
2分6秒
气压5
1分38秒
气压5
1分23秒
气压5
1分10秒
20mm
气压
20分42秒
气压
13分38秒
气压
6分42秒
气压
5分20秒
气压
2分49秒
气压
2分3秒
气压5
2分32秒
等离子切割机操作手册
BPCW22A+
2.5A-6.6A(直流)
单相交流 220V±10%,50HZ
2.2KW 100% 8mm 6mm 非转移弧/转移弧 纯净水 70-100ml
≥8000℃
直流电 15A/250V 380×130×210(mm3)
≤5kg ≤0.7kg
BPCW33A
3.4A-10.2A(直流)
单相交流 220V±10%,50HZ
主机:
是为喷枪提供工作电源,主机属于精密仪器, 在使用过程中,应注意对主机的保护。
喷枪:喷枪是等离子束的发生装置,用于切 割和焊接是手持式工具。
.12Leabharlann 完毕基地消防站 2010年2月23日
.
13
便携式等离子弧切焊机 操作手册
1、技术参数
2、安全注意事项
3、使用前检查
4、操作规程
5、维护保. 养
1
.
2
技术参数
技术指标
型号
电弧调整电源
额定输入电压
额定功率
负载持续率
最大切割厚度
最大焊接厚度
工作方式
工作液
工作液额定容量
距离喷嘴2mm处等离子温 度
喷枪工作电流类型
熔断器
主机外形尺寸
重量
主机 喷枪
≥8000℃
直流电 20/500V 410×151×220(mm3) ≤10kg ≤0.7kg
3
注意事项
1、转移弧操作严禁喷嘴和工作相接触:
2、引弧成功后应保证喷嘴和工作有2-6mm间 隙,出现双弧时远离工作。
3、操作时严禁“双弧”现象,出现双弧现象 会破损工作的正常进行,并引起喷嘴烧损。
.
4
使用前的检查
龙门式数控等离子火焰切割机参数要求
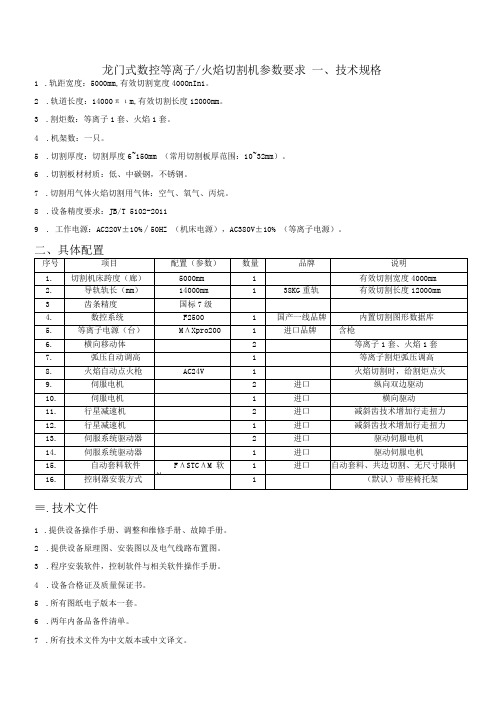
龙门式数控等离子/火焰切割机参数要求一、技术规格1.轨距宽度:5000mm,有效切割宽度400OnIn1。
2.轨道长度:14000πιm,有效切割长度12000mm。
3.割炬数:等离子1套、火焰1套。
4.机架数:一只。
5.切割厚度:切割厚度6~150mm (常用切割板厚范围:10~32mm)。
6.切割板材材质:低、中碳钢,不锈钢。
7.切割用气体火焰切割用气体:空气、氧气、丙烷。
8.设备精度要求:JB/T 5102-2011
9. 工作电源:AC220V±10%∕50HZ (机床电源),AC380V±10% (等离子电源)。
≡.技术文件
1.提供设备操作手册、调整和维修手册、故障手册。
2.提供设备原理图、安装图以及电气线路布置图。
3.程序安装软件,控制软件与相关软件操作手册。
4.设备合格证及质量保证书。
5.所有图纸电子版本一套。
6.两年内备品备件清单。
7.所有技术文件为中文版本或中文译文。