车工技能竞赛评分标准及评分表
汽车驾驶技能操作评分标准(评分表)
汽车驾驶技能操作评分标准(评分表)
1. 背景
汽车驾驶是一项需要技能和经验的活动,评估司机的驾驶技能和操作水平对确保交通安全至关重要。
为了提供客观和一致的评分依据,本评分标准被制定出来。
2. 评分标准
3. 使用说明
- 评分标准根据每个评分类别的驾驶技能和操作水平制定出来。
- 每个评分类别都有一个对应的分值范围,根据司机的实际表
现进行评分。
- 每项评分标准应该严格按照实际表现进行评判,确保评分客观准确。
- 最后通过计算各项评分的总和,得出司机的总得分。
4. 结论
本评分标准可以作为评估司机驾驶技能和操作水平的依据,促进交通安全和提高驾驶员的驾驶水平。
同时,评分标准需要得到合理使用和严格执行,以确保评分的公正性和准确性。
---
*注意:本评分标准仅供参考,实际使用时应根据具体情况进行调整和完善。
*。
天车工技术比武评分表

后附评分表
评分表
序号
单位
姓名
编号
考题
名称
实践操作
项次
考核
内容
考核要求
评分标准
操作
情况
扣分
得分
时间定额
1
吊
块
碰
撞
1、吊钩在吊块上方自行钩挂
2、由起点按箭头指示方向依次碰撞碰块,碰块时必须在桌子外调整高度,不允许返回重碰,最后放到落点圆盘上。
3、碰块以碰落到地面为主,但不准撞桌子
2
坐
酒
瓶
1、坐瓶时发生倒瓶,只准重做一次,换瓶时间计入比赛时间,不作扣除,发生第二次倒瓶即终止操作,本项计零分。
2、4分钟内,准确无误完成全过程得100分,每提前5秒增加1分,超4分钟,每超5秒扣1分,选手在6分钟内未完成全过程即终止操作。
3、如果在5分钟内将水桶坐在瓶上并已脱钩(桶提梁已和吊钩分离有间距)时,可根据超时扣分外,还可得30分,时间4分钟,6分钟终止。
坐瓶时倒瓶一次扣10分;
时间定额
洒水一次扣10分
4分钟
坐瓶时,若发生倒桶,终止操作;该项计0分
实用时间
坐好桶摘钩时倒桶,即终止操作可以得30分;
最后挂桶时发生倒桶,即终止操作,本项计30分,但是,如有上述扣分项目者,照扣不误,本次倒桶时倒瓶洒水不在扣分。
时间得分
4分钟内完成全过程得100分,每提前5秒加1分,超过4分钟,每超5秒扣1分,选手在5分钟之内未能完成全过程,即终止操作。
记录员
评分员
监考人
总பைடு நூலகம்
负责
选手签字
实践操作部分评分标准:
车工技能竞赛评分表
0.039 φ 42 0
Ra1.6
4/1 4 1 1 1
4处 Ra1.6 Ra1.63/1 4/1 4/1 1 1
0.039 φ 34 0
39±0.05 10 0 0.1 φ 52 0 0.025
0.039 φ 42 0
0.009 42 0.034 0.009 34 0.034
配分 3/1 3/1 3/1 3/1 1/1 1/1 12/4 3
评分标准 超差无分 超差无分 超差无分 超差无分 超差无分 超差无分 超差无分 超差无分 超差无分 超差无分 超差无分 超差无分 超差无分 超差无分 超差无分 超差无分 超差无分 超差无分 超差无分 超差无分 超差无分 超差无分 超差无分 超差无分 超差无分 超差无分 超差无分
检 测 记 录
扣分
Ra1.6 Ra1.6 Ra1.6 Ra1.6 Ra3.2 Ra1.6 4 侧 Ra1.6
φ 28 0 0.021 φ 28 0 0.10 φ 42 0 0.375 φ 39
0.132 0.507
6±0.03 1︰5±4′ e=2±0.03 150±0.25 30 0 0.15 18 0 0.1 ↗ 0.03 A φ 52 0 0.025
Ra1.6 Ra3.2 Ra3.2
3/1 3/0.5 2/0.5 1 3 4/1 3
0.009 φ 34 0.048
30±0.05 68±0.3 接触面积≧65℅, Ra1.6 ↗ 0.03 A 1处
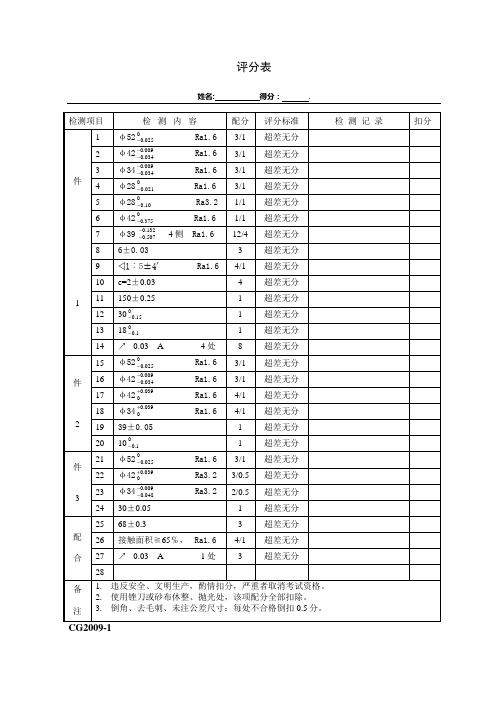
评分表
姓名: 得分:
.
CG2009-1
检测项目 1 2 3 件 4 5 6 7 8 9 10 1 11 12 13 14 15 件 16 17 18 2 19 20 件 3 21 22 23 24 25 配 合 26 27 28 备 注 1. 违反安全、文明生产,酌情扣分,严重者取消考试资格。 2. 使用锉刀或砂布休整、抛光处,该项配分全部扣除。 3. 倒角、去毛刺、未注公差尺寸:每处不合格倒扣 0.5 分。 φ φ φ 检 测 内 容 52 0 0.025
【职业技能大赛数控车工赛项】技能试卷、技能评分标准及备料单明细

职业技能大赛数控车工赛项
技能试卷
姓名:工作单位:
考试时间:180分钟
件一
件二
技术要求:
1、锐边倒钝,未注倒角1×45°;
2、未注公差按IT14;
3、禁止使用锉刀、油石、砂布等修磨工件;
4、圆弧螺纹必须使用R2圆弧刀,不得使用其他刀具;
5、未注粗糙度Ra3.2。
一、考场准备:
(1)毛坯准备:45号钢圆棒料、Φ60mm×57mm、Φ60mm×151mm,每位选手各一件
比赛设备清单
注:所有刀具、量具、工具选手自备
二、选手准备:
理论考试参考书籍:
1.数控机床操作与零件加工基础知识,中国劳动和社会保障出版社,袁宗杰、庞恩泉
主编
2.数控车工(高级)-数控机床操作与零件加工,中国劳动和社会保障出版社,龙吉
业、罗涛主编
理论考试时长:60分钟。
车 工操作技能比赛规则及评分标准

第二十篇车工操作技能比赛规则一、参赛选手应严格按本专业工作规定穿戴劳保用品,否则安检人员不许其进入比赛现场。
二、单位领队参加抽签确定比赛顺序号,参赛选手抽取工位号。
三、比赛时间为190分钟,分场次进行。
参赛选手须提前15分钟入场,入场必须佩戴参赛证并出示身份证。
按抽签号入位,将参赛证和身份证置于工作台左上角备查,检查工件毛坯和工量具、熟悉试题和准备工量具,比赛开始铃声响后选手方可正式比赛;选手迟到15分钟后(从比赛开始时间计)取消比赛资格;比赛开始30分钟后选手方可离开赛场。
四、参赛选手加工出轴、锥套的一个端面后,向裁判举手示意,工作人员对工件进行编号。
工件加工完毕后再申请对工件进行编号者,按作弊处理,取消比赛成绩。
五、参赛选手应服从现场工作人员的指挥,到指定机床参赛,到指定地点等候比赛,不参赛者不得随便进入赛区,参赛者不得随意更换机床。
六、比赛车间重大精、稀设备较多,参赛选手不得随意启动无关各类机床设备,因选手原因造成的损失由选送单位负全责。
七、参赛人员应严格遵守考场纪律,不得替考,不得换料(包括加工作废件),一经发现将取消其参赛资格。
八、参赛选手必须按照车工安全操作规程进行操作,选手若出现野蛮操作或因工艺不当造成工具和设备损坏,由裁判裁视情节轻重做扣分或终止比赛等处理。
九、参赛选手不得带入任何技术资料、工具书籍、通讯工具和其它未经允许的物品进入赛场。
大赛组委会统一提供饮水和草稿纸,是否使用由选手自行决定。
十、比赛过程中出现设备或工具损坏等问题应提请裁判确定原因;由裁判组和裁判长确定比赛是否延时和具体延时时间或更换机位。
十一、参赛选手在比赛过程中不得擅自离开赛场,如有特殊需要,需经裁判员同意后作特殊处理。
选手在比赛时间内休息、饮水、吃饭、去洗手间等私人活动全部计入比赛时间。
十二、比赛过程中选手如遇问题需举手向裁判员提问,不得提问有关技术问题,有争议问题由裁判长和裁判员共同解决。
选手之间,互相询问者按作弊处理。
车工项目考核评价表(四)

考Байду номын сангаас教师签字
日期
地点
总分
Ra1.6μm两处,其余Ra3.2μm
每处Ra不合格扣1分。
5
8.工艺安排
工艺安排,工序要合理
工艺安排不合理每项扣1分。
10
9.检查测量
轴径检测和长度检测
量具选用、使用不正确每项扣2分,轴径、长度检测不正确每项扣2分。
10
10.安全操作文明生产
无人身、机具事故,文明操作,清洁工、量具等。
损坏机具扣5分,发生事故不给分。不文明操作,未清洁,打扫机床等,每项扣1分
项目四:台阶轴技能操作考核
考试项目
车削台阶轴
班级
机制123016
姓名
学号
工位
考试时限
120分钟
项目
考核技术图纸
考
核
说
明
1.目的:考核考生对车刀选择以及车削外圆操作技能及技能的熟练程度。
2.该项目为实际操作题,全过程按操作标准过程进行评分。
3.考核采用百分制;如操作违章,将停止考核。
4.准备时间不计入考核时间,提前完成操作不加分,超时停止操作。
10
2.机床参数选用
选择吃刀量,进给量,切削速度,调整机床转速。
针对粗、精车削,不合理选用机床转速或进给量,每项扣2分。
10
3.车各外圆直径
控制各外圆精度,长度
外圆精度每超差0.02扣2分;长度每超差0.02扣2分。
40
6.倒角
2×45°倒角两处,未注倒角1×45°
倒角不合格每处扣0.5分。
5
7.表面光洁度
序号
准备工作
名称
规格
数量
备注
(车工)实践操作技能考核评分表 -
煤矿(车工)操作作业实操考核评分细则(专业部分)姓名单位准考证号考核成绩考核项目考核时间标准分考核内容及要求得分扣分口头问答题30分钟10分1、切削液的主要作用是什么?答:切削液又称冷却润滑液,主要用来降低切削温度和减少摩擦。
此外,还有冲去切屑的清洗作用,从而延长刀具的使用寿命和提高表面的质量。
10分2、什么是背吃刀量、进给量和切削速度?答:工件上已加工表面与待加工表面之间的垂直距离叫背吃刀量。
工件每转一转,车刀沿进给方向移动的距离叫进给量。
切削速度是主运动的线速度10分3、偏移尾座法车圆锥面有哪些优缺点?适用在什么场合?答: 偏移尾座法车圆锥面的优点是:可以利用车床自动进给,车出的工件表面粗糙度值较小,并能车较长的圆锥。
缺点是:不能车锥度较大的工件,中心孔接触不良,精度难以控制。
适用于加工锥度较小,长度较长的工件。
10分4,车螺纹时,产生扎刀是什么原因?答:(1)车刀前角太大,中滑板丝杠间隙较大。
(2)工件刚性差,而切削用10分5、卧式车床有哪些主要部件组成的?答:卧式车床由床身、主轴箱溜板箱及滑板刀架进给箱、挂轮箱及尾座6大部分组成.10分6、怎样合理使用车刀?答(1)根据车削加工内容不同,选择合适类型的车刀.(2)根据加工材料、加工特点和加工要求,正确地选择刀具材料,合理选择车刀的几何形状和角度.(3)要合理选择切削用量.对切削速度、切削深度和进给量要根据具体情况综合考虑,全面衡量,恰当选择,不要单纯追求高速转速切削.车刀装夹时,刀杆不要从刀架伸出太长,尽可能短些.车刀刀尖应对准工件中心,刀垫要平整,要用两个紧固螺钉紧固.(4)车削过程中,若发现车刀磨损变钝,要及时刃磨或换刀,不能凑合着使用,以免造成刀刃崩刃或打刀.10分7、如何正确使用麻花钻在车床上进行钻孔?答:(1)钻头在尾座内要准确定心;(2)钻直径大的孔时,不宜一次钻出。
(3)钻深孔时,必须经常退出钻头,清理切屑;(4)对钢料钻孔,必须有充分的切削液;(5)将把孔钻透时,应慢摇进给手柄减少进给量。
数控车工高级操作技能考核评分记录表
序号
试题名称
配分
得分
权重
最后得分
备注
1
轴类配合零件加工
60
2
轴类零件加工
40
合 计
100
统分人:年月日
试题1、轴类配合零件加工
(1)操作技能考核总成绩表
序号
项目名称
配分
得分
备注
1
现场操作规范
10
2
工件质量
90
合 计
100
(2)现场操作规范评分表
序号
项目
考核内容
配分
考场表现
得分
1
现场操作规范
正确使用机床
评分人:年月日核分人:年月日
6
5
外径Φ40
直径每超差0.01扣1分,长度20每超0.2扣1分
8
6
1:5锥面
角度每超0.5扣2分
8
7
倒角、R2
倒角每个不合格扣2分
6
8
右端锥面
大小端直径每超差0.2扣2分
6
9
长度10±0.05
每超差0.01扣2分
8
10
小件外径、长度
超差0.07全扣
6
11
小件内锥面
大小端直径每超差0.2扣2分
6
12
小件倒角
倒角每个不合格扣2分
2
13
配合间隙2
每超差0.01扣2分
6
14
锥面配合
涂色检查,接触面≤50% 扣5分,接触面70%~50%扣2.5分;
6
合计
90
评分人:年月日核分人:年月日
试题2、轴类零件加工
序号
考核项目
车工技能测试评分表
10
6
0
游标卡尺
7
板锉
粗锉、细锉
各1
8
90±0.15 Ra3.2
10/6
10
6
0
游标卡尺
8
板锉
粗锉、细锉
各1
9
外观
毛刺、损伤、畸形等扣1~5分
目测
备注
划规、划针、高度尺
未加工或严重畸形另扣5分
目测
10
安全文明生产
酌情扣1~5分,严重者扣10分
考场记录
毛坯
材料
规格
数量
合计
100
45
103 x 93 x 8
>T≤2T≤2Ra
>T
>Ra
>2Ra
或>2T
序号
名称
规格
数量
1
79±0.15
5
5
0
游标卡尺
1
钻头
φ10
1
2
36.31±0.2
5
5
0
游标卡尺
2
钻头
φ10
1
3
11±0.2
5
5
0
游标卡尺
3
钻头
φ10
1
4
52±0.2
5
5
0
游标卡尺
4
钻头
φ10
1
5
R22
5
5
0
游标卡尺
5
钻头
φ10
1
6
6﹣φ10 Ra3.2
30/18
未加工或严重畸形另扣5分
目测
13
安全文明生产
酌情扣1~5分,严重者扣10分
考场记录
毛坯
车工实践操作考核评分表
陕西煤炭建设公司 2013年度职工技术比武
车工实操评分标准
姓名: 成绩:
8
10
一处不合格扣2分
开始时间: 3 4 5 6 7
考核项目 螺纹长度公差 螺栓长度公差 倒角 粗糙度 工件完整 配合公差 安全操作 劳动保护及文明 生产
标准分 10 10 10 15 10 30 5
评分标准 超0.01扣5分 超0.01扣5分 不合格不得分
一处不合格扣2分
扣分原因
实得分
不完整不得分 不合格不得分 违章不得分
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
车工技能竞赛评分标准及评分表
班级:姓名:编号:
1、车削时间:(10分) 20分钟,超出1分钟扣1分。
2、安全规程:(10分)着装整齐,纽扣掉一个扣1分,没穿工作服扣3
分。
操作过程中违反一次安全操作规程扣2分。
3、刀具刃磨与安装:(10分)车刀刃磨的几何角度及装夹不正确一项
扣2分。
4、用具摆放:(5分)操作时三爪搞手,刀台搞手,关扳手,刀具,量具的摆放不正确一项扣1分。
5、车削外圆0.03
Φ:(15分)超差0.01mm扣1分,以此类推。
18±
6、车削外圆0.03
Φ:(15分)超差0.01mm扣1分,以此类推。
15±
7、表面粗糙读:(10分)。
一个不合格扣2分。
8、锥度度:(10分)度数74°,差一度扣3分,以此类推。
9、长度尺寸:(5分)超差0.1mm扣1分,以此类推。
10、倒角倒棱:(10分)1×45°宽度不够、超宽、度数不够扣2分、没倒棱扣2分。
11、每项分数扣完为止,不得负分。