立铣刀 切削参数
常用切削参数表

超过机床最大转速。)(安全距离3mm。)
常用切削参数表
切削刀具/切削类型 粗铣 盘铣刀 精铣 立铣刀 铰刀 粗镗刀(2刃) 粗镗刀(2刃) 精镗刀(1刃) 麻花钻 合金钻头 可转位钻头 扩孔钻 普通丝锥 合金丝锥 螺纹铣刀 粗镗刀 麻花钻 铣 铰 粗镗 半精镗 精镗 切削速度(m/min) 100-120 150-180 80—100 3—8 100-120 120-140 160-180 30 80 80 30 20 4 70-90 160 30 每齿进给(mm/齿) 0.2 0.1 0.2 0.1 0.2 0.15 0.1 0.15 0.15 0.2 0.15 螺距P(mm/r) 螺距P(mm/r) 0.15 0.15 0.15
钻
扩 攻丝 铣螺纹 倒角
切削条件:无内冷,一般材料(如钢、铸离3mm。)
削参数表
备注 总加工长度=加工长度+1个刀具直径+20mm 齿数按实际刀具 注意:退刀时间(齿数按实际刀具) 2齿 2齿 1齿 2齿(注意:加工长度计算考虑刀尖3mm、出孔口3mm) 2齿 1齿 2齿 注意:退刀时间(1齿) 注意:退刀时间(1齿) 齿数按实际刀具 1齿 直径比螺纹孔大6-8mm左右(2齿)
切削参数表
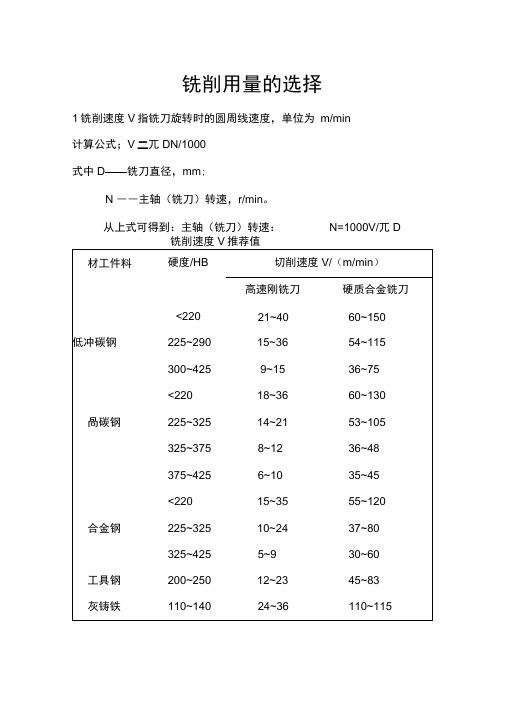
铣削用量的选择1铣削速度V指铣刀旋转时的圆周线速度,单位为m/min计算公式;V二兀DN/1000式中D——铣刀直径,mm;N ――主轴(铣刀)转速,r/min。
从上式可得到:主轴(铣刀)转速:N=1000V/兀D铣削速度V推荐值材工件料硬度/HB<220切削速度V/(m/min)高速刚铣刀21~40硬质合金铣刀60~150低冲碳钢225~290 15~36 54~115300~425 9~15 36~75<220 18~36 60~130 咼碳钢225~325 14~21 53~105325~375 8~12 36~48375~425 6~10 35~45<220 15~35 55~120 合金钢225~325 10~24 37~80325~425 5~9 30~60 工具钢200~250 12~23 45~83 灰铸铁110~140 24~36 110~1152进给量在铣削过程中,工件相对于铣刀的移动速度称为进给量•有三种表示方法:(1) 每齿进给量a f铣刀每转过一个齿,工件沿进•给方向移动的距离单位为mm/z。
(2) 每转进给量f铣刀每转过一转,工件沿进.给方向移动的位为距离,单位为mm/r.。
(3) 每分钟进给量V铣刀每旋转1min,工件沿进.给方向移动的位为距离,单位为mm/ min。
.三种进给量的关系为:V =a f zn式中 a --------- 每齿进给量,mm/z。
.z ---- 铣刀(主轴)转速,r/min。
n ---- 铣刀齿数.。
铣刀每齿进给量,a (mm/z.)推荐值3铣削层用量(1)铣削宽度a e铣刀在一次进给中所切掉工件表面的宽度,单位为mm。
.一般立铣刀和端铣刀的铣削宽度约为铣刀直径的50% ~60%左右。
(2)背吃刀量a p(切削深度)铣刀在一次进给中所切掉工件表面的厚度,即工件的已加工表面和待加工表面间的垂直距离,单位为mm。
一般立铣刀粗铣时的背吃刀量以不超过铣刀半径为原则,以防背吃刀量过大而造成刀具的损坏,精铣时约为0.05~0.30mm端铣刀粗铣时约为2~5mm,精铣时约为0.10~0.50mm.。
U钻切削参数
45#
30
45 0.02-0.05 0.05-0.1 刃长 0-满刀 0.05 50-75 75-125
铝
50-75 100-200 0.05-0.1 0.05-0.1 刃长 0-满刀 0.05 200
200
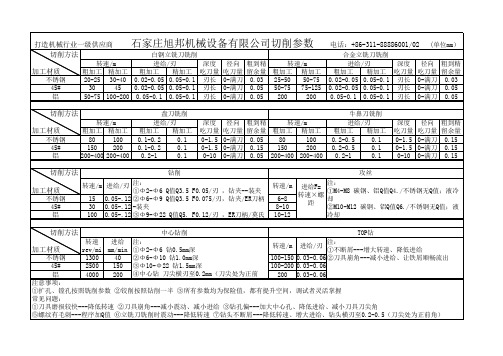
电话:+86-311-88886001/02 (单位mm)
合金立铣刀铣削
进给/刃
深度 径向 粗到精
盘刀铣削
进给/刃
粗加工 精加工
0.1-0.2 0.1
0.1-0.2 0.1
0.2-1
0.1
深度 径向 粗到精
转速/m
吃刀量 吃刀量 留余量 粗加工 精加工
0-1.5 0-满刀 0.05 80
100
0-1.5 0-满刀 0.15 150
200
0-10 0-满刀 0.05 200-400 200-400
100-200 0.03-0.06
铝
4000 200 ④中心钻 刀尖横刃至0.2mm(刀尖处为正前
200 0.03-0.06
注意事项:
①扩孔、镗孔按照铣削参数 ②铰削按照钻削一半 ③所有参数均为保险值,都有提升空间,调试者灵活掌握
常见问题:
①刀具磨损较快---降低转速 ②刀具崩角---减小震动、减小进给 ③钻孔偏---加大中心孔、降低进给、减小刀具刀尖角
冷却
切削方法
中心钻削
TOP钻
加工材质
转速 进给 注: rev/mi mm/min ①Φ2-Φ6 钻0.5mm深
转速/m
进给/刃
注: ①不断屑---增大转速、降低进给
不锈钢
1300 40 ②Φ6-Φ10 钻1.0mm深
1ห้องสมุดไป่ตู้0-150 0.03-0.06 ②刀具崩角---减小进给、让铁屑顺畅流出
铣刀参数计算公式
铣刀参数计算公式铣刀是一种常用的切削工具,广泛应用于金属加工领域。
铣刀参数的选择对于加工效率和加工质量都有重要影响。
本文将介绍铣刀参数计算公式及其应用。
一、铣刀参数的重要性铣刀参数是指铣刀的刃数、进给量、切削速度等参数。
这些参数的选择直接影响到铣削过程中切削力、切削温度、切削效率等因素。
合理选择铣刀参数可以提高加工效率,降低切削力和切削温度,减少刀具磨损,保证加工质量。
1. 切削速度(Vc)的计算公式为:Vc = π × 刀具直径× 转速。
其中,π取3.14,刀具直径单位为mm,转速单位为r/min。
2. 进给量(f)的计算公式为:f = 铣削速度× 切削宽度× 切削深度。
其中,切削宽度单位为mm,切削深度单位为mm。
3. 切削时间(t)的计算公式为:t = 加工长度 / 进给量。
其中,加工长度单位为mm,进给量单位为mm/刀齿。
4. 铣削力(F)的计算公式为:F = 切削力系数× 主轴功率× 切削时间。
其中,切削力系数与材料有关,主轴功率单位为W,切削时间单位为s。
三、铣刀参数的应用1. 切削速度的选择:根据材料的硬度和刀具的材质,选择合适的切削速度。
一般来说,切削速度越高,切削效率越高,但过高的切削速度会导致刀具磨损加剧。
2. 进给量的选择:根据加工要求和切削力的承受能力,选择合适的进给量。
进给量过大会增加切削力,进给量过小则会降低加工效率。
3. 切削时间的计算:根据加工长度和进给量,计算出切削时间,以便合理安排加工时间和提高生产效率。
4. 铣削力的计算:根据切削力系数、主轴功率和切削时间,计算出铣削力。
通过对铣削力的分析,可以选择合适的刀具和加工方式,减少切削力,延长刀具寿命。
四、铣刀参数的优化为了提高加工效率和降低刀具磨损,可以通过优化铣刀参数来实现。
具体措施包括:1. 提高切削速度:选择合适的切削速度,尽可能提高切削效率。
2. 降低进给量:根据加工要求和切削力的承受能力,选择合适的进给量,降低切削力和切削温度。
立铣刀参数
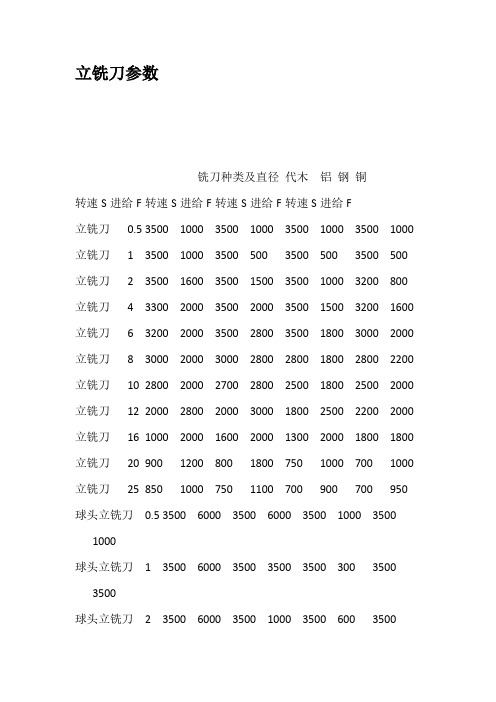
立铣刀参数铣刀种类及直径代木铝钢铜转速S 进给F 转速S 进给F 转速S 进给F 转速S 进给F立铣刀0.5 3500 1000 3500 1000 3500 1000 3500 1000 立铣刀 1 3500 1000 3500 500 3500 500 3500 500 立铣刀 2 3500 1600 3500 1500 3500 1000 3200 800 立铣刀 4 3300 2000 3500 2000 3500 1500 3200 1600 立铣刀 6 3200 2000 3500 2800 3500 1800 3000 2000 立铣刀8 3000 2000 3000 2800 2800 1800 2800 2200 立铣刀10 2800 2000 2700 2800 2500 1800 2500 2000 立铣刀12 2000 2800 2000 3000 1800 2500 2200 2000 立铣刀16 1000 2000 1600 2000 1300 2000 1800 1800 立铣刀20 900 1200 800 1800 750 1000 700 1000 立铣刀25 850 1000 750 1100 700 900 700 950 球头立铣刀0.5 3500 6000 3500 6000 3500 1000 3500 1000球头立铣刀 1 3500 6000 3500 3500 3500 300 3500 3500球头立铣刀 2 3500 6000 3500 1000 3500 600 35001000球头立铣刀 3 3500 6000 3500 1000 3500 800 3500 1500球头立铣刀 4 3500 6000 3500 1000 3500 800 3200 1000球头立铣刀 6 3500 6000 3500 800 3500 800 3000 1000最佳答案常用計算公式一、三角函數計算1.tanθ=b/a θ=tan-1b/a2.Sinθ=b/c Cos=a/c二、切削刃上选定点相对于工件的主运动的瞬时速度。
立铣刀转速进给对照表【太全了】

立铣刀转速进给对照表
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!
更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.
斜度刀铁模铝模石墨木模
类型
转速
S
进给
F
转速
S
进给
F
转速
S
进给
F
转速
S
进给
F
TAP-10-30700300100050012001000 TAP-10-20700300100050012001000 TAP-10-10700300100050012001000 TAP-10-5700300100050012001000 TAP-6-10700300100050012001000 TAP-6-5700300100050012001000 TAP-6-2700300100050012001000 MAKING35007004500120050004500
圆鼻刀铁模铝模
类型转速S进给F转速S进给F D25R62500150030002000 D25R52500150030002000 D20R42500150030002000 D16R42500150030002000
[page]
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!
更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.。
立铣刀切削深度计算
立铣刀切削深度计算立铣刀是一种常用于切削金属的刀具,广泛应用于机械加工领域。
在立铣刀的切削过程中,切削深度是一个重要的参数,它影响着加工效率和加工质量。
本文将介绍立铣刀切削深度的计算方法,以帮助读者更好地理解和应用立铣刀。
一、立铣刀的基本原理立铣刀的切削过程主要是通过刀具旋转和工件进给的相对运动来实现的。
在切削过程中,立铣刀的刀尖与工件表面接触,并沿着工件表面切削下去,形成所需的加工形状。
切削深度是指立铣刀刀尖与工件表面之间的距离,它决定了切削的深浅程度。
二、立铣刀切削深度的计算方法立铣刀切削深度的计算方法主要有两种:一种是根据加工要求确定切削深度,另一种是根据刀具的切削性能和工件的材料性质来确定切削深度。
1. 根据加工要求确定切削深度在实际加工中,根据加工要求和工件的尺寸精度要求,可以确定切削深度。
一般而言,切削深度应尽量大,以提高加工效率。
但同时也要考虑到切削力和切削温度的影响,以避免刀具过热和变形。
因此,在确定切削深度时,需要综合考虑加工要求、切削力和切削温度等因素。
2. 根据刀具和工件材料确定切削深度刀具的切削性能和工件的材料性质是决定切削深度的重要因素。
一般而言,硬度较高的工件材料,切削深度应较小;而硬度较低的工件材料,切削深度可以适当增加。
此外,刀具的切削性能也会影响切削深度的选择。
一般而言,刀具的切削深度应在其切削性能范围内,以保证刀具的寿命和加工质量。
三、立铣刀切削深度的注意事项在使用立铣刀进行切削时,还需要注意以下几点:1. 切削深度应逐渐增加为了减小切削冲击和提高切削效率,切削深度应逐渐增加。
在切削开始时,由于刀尖与工件表面的接触面积较小,切削力较大,此时切削深度应较小。
随着切削的进行,切削力逐渐减小,切削深度可以适当增加。
2. 考虑切削力和切削温度切削力和切削温度是切削深度选择的重要参考因素。
切削力过大会导致刀具的磨损和变形,切削温度过高会影响加工表面质量。
因此,在选择切削深度时,需要综合考虑切削力和切削温度的影响,以保证刀具的寿命和加工质量。
各类数控刀具转速进给切削量吃刀量参数

各类数控刀具转速进给切削量吃刀量参数数控刀具的转速、进给和切削量是刀具切削加工的重要参数,对加工质量、效率和刀具寿命等方面均有影响。
下面将介绍不同类型的数控刀具的转速、进给和切削量。
1. 铣削参数:数控铣削是常见的数控加工方法之一,常用的铣削刀具包括立铣刀、面铣刀和无心线焊接铣刀等。
铣削刀具的转速范围较大,一般在500-8000转/分之间。
对于高硬度材料的加工,转速一般较低,对于切削困难的材料,可以适当降低转速。
进给量受到刀具直径和材料硬度的影响,通常在0.1-1mm/齿之间。
切削深度也受到切削稳定性的限制,一般在刀具直径的1/2左右。
2. 钻削参数:数控钻削是通过旋转的钻削刀具对工件进行钻孔加工。
钻削刀具的转速一般较高,取决于刀具材料、刃数和切削物材料等因素,通常在200-8000转/分之间。
进给量一般为0.05-0.5mm/转,可以根据材料硬度和孔径大小进行调整。
吃刀量一般为刀具直径的1/4-1/23. 镗削参数:数控镗削是通过旋转的镗刀对孔加工进行切削的一种方法。
镗削刀具的转速较低,一般在100-1000转/分之间。
进给量和切削速度的关系较大,进给量一般为0.1-1mm/转,可以根据材料硬度和切削稳定性进行调整。
镗刀一般为刀具直径的1/4-1/24.螺纹加工参数:螺纹加工是通过数控车削或数控铣削进行的。
螺纹加工的刀具转速一般较低,取决于螺纹规格和材料硬度等因素。
进给量一般为螺距的1/2-2倍之间。
切削深度一般为刀具螺纹高度的1/2左右。
总的来说,数控刀具的转速、进给和切削量等参数需要根据具体的加工要求和材料性质进行调整。
在实际生产中,需要根据材料硬度、刀具材料、切削稳定性和切削效率等因素进行综合考虑,以获得最佳的加工效果。